مبادئ الهندسة للدوران الدقيق: تحليل تقني عميق
مقدمة: ما وراء المخرطة
قد يبدو الدوران الدقيق عملية بسيطة: قطعة عمل تدور، أداة قطع، ومواد تُزال. ومع ذلك، لتحقيق دقة تُقاس بجزء صغير من البوصة وتشطيبات سطحية كالمرآة، يجب أن ننظر أبعد من مجرد آلة المخرطة. إن الدوران الدقيق الحقيقي ليس مجرد عملية؛ إنه نظام معقد ومتفاعل يتحكم فيه. يجمع بين الفيزياء، علم المواد، حركة الآلة، ونظرية التحكم.
تتجاوز هذه المقالة الأساسيات حول “ما هو” وتغوص في الأساسيات حول “لماذا” و”كيف”. هدفنا هو تفكيك الجوهر المبادئ الهندسية الذي يتحكم في نتيجة كل قطع. سنستكشف الأحداث الصغيرة عند حافة الأداة، الخصائص المدمجة في المادة المشكّلة، الهندسة المتقدمة لأداة القطع، والقوى الخفية التي تحاول تقليل الدقة. هذه رحلة إلى العلم الذي يحول قطعة معدنية خام إلى مكون بدقة متناهية. سنتعامل مع الدوران الدقيق كنظام كامل، مع فهم أن الإتقان يعني التحكم في كل متغير ضمن ذلك النظام، من منطقة القص في شرائح المعدن إلى استقرار الحرارة في أداة الماكينة.
الفيزياء الأساسية
للتحكم في عملية، يجب أن نفهم أولاً الفيزياء الأساسية. في جوهرها، الدوران الدقيق هو عملية تحطيم وقطع محكومة بشكل عالي. ما يحدث في المنطقة الصغيرة حيث تلتقي الأداة بقطعة العمل يحدد الجودة النهائية للجزء. من خلال فهم هذه المبادئ الأساسية، يمكننا إجراء تعديلات ذكية ومتوقعة على إعداداتنا.
شرح منطقة القص
عندما تتفاعل أداة القطع مع قطعة العمل، تطبق ضغطًا انضغاطيًا هائلًا على المادة أمامها. هذه المادة لا تُقطع ببساطة؛ بل تتشوه بشكل بلاستيكي حتى تصل إلى أقصى مقاومة للقص. عند هذه النقطة، المادة تفشل على طول مستوى يُعرف بمنطقة القص الأساسية، التي تمتد من طرف الأداة إلى السطح الحر لقطعة العمل. هذا الفشل هو الذي يشكل الشريحة. طبيعة هذه الشريحة تخبرنا الكثير عن العملية.
- الشريحة المستمرة: هذا هو المثالي لمعظم المواد القابلة للثني مثل الألمنيوم أو الصلب منخفض الكربون. تتدفق شريط طويل ومستمر بسلاسة على وجه الأداة. يدل على عملية قطع مستقرة وعادةً ما ينتج عنها سطح جيد.
- الشريحة غير المستمرة: شائعة في المواد الهشة مثل الحديد الزهر أو عند القطع بسرعات منخفضة جدًا. تتشكل الشريحة في أجزاء صغيرة ومكسورة. على الرغم من أنها تسهل إدارة الشريحة، إلا أنها قد تؤدي إلى سطح أكثر خشونة.
- الشريحة المسننة أو المقسمة: شريحة شبه مستمرة تظهر بشكل أسنان منشار على الجانب الذي لم يتصل بالأداة. هذا شائع عند معالجة مواد صعبة مثل التيتانيوم أو سبائك النيكل بسرعة عالية.
- حافة التراكم (BUE): هو ظاهرة غير مرغوب فيها حيث تلتحم جزيئات صغيرة من مادة قطعة العمل مع حافة القطع. مع نمو الـ BUE وانفصاله، يأخذ معه أجزاء من الأداة ويتلف السطح المعالج حديثًا، مما يؤدي إلى تشطيب سيء وتآكل أسرع للأداة.
ثلاثية المعايير
التفاعل داخل منطقة القص يتحكم فيه مباشرة ثلاثة مدخلات أساسية. نسميها ثلاثية معايير القطع لأنها حاسمة لتحقيق النجاح.
- سرعة القطع (Vc): هي السرعة النسبية بين سطح قطعة العمل وأداة القطع، وتقاس عادةً بالأقدام على سطح المربع في الدقيقة (SFM) أو بالأمتار في الدقيقة (م/د). وهي العامل الأكثر تأثيرًا على درجة الحرارة في منطقة القطع ولها تأثير عميق على عمر الأداة وجودة السطح.
- معدل التغذية (f): هو المسافة التي يتقدم بها الأداة على طول محور قطعة العمل لكل دورة كاملة. يُقاس بالبوصة لكل دورة (IPR) أو المليمتر لكل دورة (mm/rev). معدل التغذية هو المحدد الرئيسي لخشونة السطح النظرية.
- عمق القطع (ap): هو سمك المادة التي تتم إزالتها من نصف قطر قطعة العمل في تمريرة واحدة. يؤثر مباشرة على قوى القطع، استهلاك الطاقة، ومعدل إزالة المادة (MRR).
هذه الثلاثة معلمات مرتبطة ارتباطًا وثيقًا. زيادة واحدة غالبًا تتطلب تعديل أخرى للحفاظ على استقرار العملية. على سبيل المثال، زيادة معدل التغذية ستزيد من معدل إزالة المادة ولكن قد تسيء إلى جودة السطح، مما يتطلب تعديل سرعة القطع أو نصف قطر أنف الأداة للتعويض.
تحليل قوى القطع
كل عملية قطع تولد قوة رد فعل، يمكن تقسيمها إلى ثلاثة مكونات متعامدة. فهم هذه القوى يوفر نافذة تشخيصية لعملية القطع.
- القوة المماسية (Fc): الأكبر بين الثلاثة، وتعمل للأسفل على الأداة. هي القوة الأساسية التي تحدد الطاقة المطلوبة للقطع.
- قوة التغذية (Ff): تعمل بالتوازي مع محور قطعة العمل، معارضة حركة تغذية الأداة.
- القوة الشعاعية (Fr): تعمل بشكل عمودي على قطعة العمل، وتدفع الأداة بعيدًا عن الخط المركزي.
القوى العالية للقطع تعتبر عدوًا مباشرًا للدقة. القوة الشعاعية، على وجه الخصوص، يمكن أن تتسبب في انحناء قطعة العمل (خصوصًا على الأجزاء الطويلة والنحيلة) أو دفع الأداة بعيدًا، مما يؤدي إلى عدم دقة الأبعاد مثل التدرج. للمقارنة، قد تولد عملية تشغيل الألمنيوم 6061-T6 قوى مماسية تتراوح بين 400-800 نيوتن/مم²، بينما يمكن أن تتجاوز عملية تشغيل الصلب المعالج 4140 تحت ظروف مماثلة 2500 نيوتن/مم²، مما يزيد بشكل كبير من خطر الانحراف. مراقبة هذه القوى أساسية لتشخيص ومنع الأخطاء.
علم المواد
أداة القطع ومجموعة المعلمات التي تعمل بشكل مثالي على الألمنيوم ستفشل بشكل كارثي على التيتانيوم. السبب يكمن في خصائص المادة الداخلية لقطعة العمل. يتطلب القطع الدقيق أن نفكر كعلماء المعادن، فهم كيف يحدد الهيكل الداخلي للمادة استجابتها للضغوط والدرجات القصوى من الحرارة أثناء التشغيل.
الخصائص الرئيسية للمواد
يمكننا التنبؤ بسلوك المادة من خلال تحليل بعض الخصائص الرئيسية. تحدد هذه الخصائص كل شيء من تكوين الرقائق إلى عمر الأداة.
- الصلابة والقوة: الصلابة هي مقاومة المادة للتشوه البلاستيكي الموضعي، مثل الخدش أو الانطباع. القوة هي قدرتها على تحمل حمولة مطبقة دون فشل أو تشوه بلاستيكي. المواد الأكثر صلابة وقوة تتطلب قوى قطع أكبر، وتولد حرارة أكثر، وتسبب تآكل الأداة بشكل أسرع.
- المرونة: هي مقياس لقدرة المادة على الخضوع لتشوه بلاستيكي كبير قبل الكسر. المواد عالية المرونة، مثل النحاس أو الصلب الخفيف، تميل إلى تكوين رقائق طويلة ومتواصلة يصعب إدارتها. المواد الهشة، مثل الحديد الزهر الرمادي، لديها مرونة منخفضة وتشكل رقائق غير متصلة يسهل التعامل معها.
- الناقلية الحرارية: تصف هذه الخاصية مدى كفاءة المادة في نقل الحرارة بعيدًا عن منطقة القطع. المواد ذات الناقلية الحرارية المنخفضة، مثل التيتانيوم و الفولاذ المقاوم للصدأ, تركز حرارة شديدة عند حافة القطع للأداة، مما يؤدي إلى تآكل حراري سريع واحتمال فشل الأداة. الألمنيوم، بفضل ناقليته الحرارية العالية، يبدد الحرارة بشكل فعال، مما يسهل عملية التشغيل.
- تصلب العمل: المعروف أيضًا بالتصلب الناتج عن الإجهاد، هو ميل المادة لأن تصبح أكثر صلابة وقوة مع التشوه البلاستيكي. المواد ذات معدل التصلب العالي، مثل الفولاذ المقاوم للصدأ الأوستنيتي (مثل 304، 316)، تصبح أكثر صلابة بشكل كبير في المنطقة التي يتم قطعها. هذا يعني أن الأداة تتفاعل باستمرار مع سطح أكثر صلابة من المادة الأصلية، مما يؤدي إلى تآكل متسارع وزيادة قوى القطع.
مؤشر القابلية للتشغيل
لتقديم إرشادات عامة، طور المهندسون مؤشر القابلية للتشغيل أو تقييم القابلية للتشغيل. هو درجة مقارنة تصنف سهولة تشغيل مادة معينة مقارنة بمعيار قياسي. المعيار الأكثر شيوعًا هو فولاذ AISI 1212، الذي يُعطى تقييم 100%. المادة التي تملك تقييم 50% تعتبر أصعب بمقدار مرتين في التشغيل من فولاذ 1212، بينما مادة مثل النحاس القابل للتشغيل الحر قد يكون تقييمها أكثر من 300%.
ومع ذلك، يجب أن نتعامل مع هذا المؤشر بحذر خبير. هو نقطة انطلاق مفيدة، لكنه ليس قاعدة مطلقة. تؤثر العديد من العوامل الأخرى على قابلية التشغيل في الواقع، والتي لا يلتقطها المؤشر، مثل خصائص المادة المحددة. المعالجة الحرارية, الاختلافات بين الدُفعات من المصنع، وصلابة أداة الماكينة المستخدمة. التقييم هو دليل، وليس ضمانًا.

الجدول 1: المعلمات الابتدائية
يوفر الجدول التالي نقطة انطلاق عملية لعدة مواد هندسية شائعة. هذه القيم مخصصة لعمليات الخشونة باستخدام أدوات الكربيد المطلية ويجب تحسينها بناءً على التطبيق المحدد، وصلابة الماكينة، والنهاية السطحية المرغوبة.
| المواد | الصلابة (برينل) | سرعة القطع الموصى بها (قدم في الدقيقة) | معدل التغذية الموصى به (إنش في الدقيقة) | الاعتبارات الرئيسية في التشغيل الآلي |
| الألمنيوم 6061-T6 | 95 HB | 800 – 2000 | 0.008 – 0.020 | موصلية حرارية ممتازة. يمكن أن يتكون حافة متراكمة (BUE) عند سرعات منخفضة. استخدم سرعات عالية وقطع حادة ولامعة. |
| منخفضة الفولاذ الكربوني 1018 | 126 HB | 600 – 1200 | 0.010 – 0.025 | مرن جدًا، ينتج رقائق طويلة وخيطية. هندسة التحكم في الرقائق مهمة جدًا. قابلية التشغيل بشكل عام جيدة. |
| الفولاذ المقاوم للصدأ 304 | 160 HB | 250 – 500 | 0.006 – 0.015 | معدل تصلب عالي أثناء العمل. استخدم تغذية ثابتة وتجنب التوقف. التوصيل الحراري المنخفض يتطلب تبريد فعال. |
| التيتانيوم Ti-6Al-4V | 334 HB | 100 – 200 | 0.005 – 0.012 | توصيل حراري منخفض جدًا؛ يتركز الحرارة عند حافة الأداة. تفاعل كيميائي عالي عند درجة الحرارة. استخدم سرعات منخفضة وتبريد ضغط عالي. |
الأدوات: الواجهة الحرجة
شريحة أداة القطع تعتبر من أكثر المكونات هندسةً في نظام الدوران الدقيق بأكمله. فهي ليست مجرد قطعة حادة من مادة صلبة؛ إنها أداة متطورة حيث يتم تصميم الهندسة، والركيزة، والطلاءات بدقة لإدارة القوى، والتحكم في تدفق الرقائق، ومقاومة التآكل عند درجات حرارة وضغوط عالية.
هندسة أداة التشريح
شكل الحافة القطعية يُحدد بواسطة سلسلة من الزوايا والميزات الحرجة. كل واحدة لها وظيفة محددة وتمثل توازنًا هندسيًا مدروسًا بعناية.
- زاوية الحافة: هي زاوية الوجه العلوي للأداة (وجه الحافة) بالنسبة لمستوى عمودي على سطح قطعة العمل. تتحكم في تكوين الشريحة وقوى القطع.
- الحافة الإيجابية: يميل وجه الحافة بعيدًا عن الحافة القطعية. يقلل من قوى القطع، ويولد حرارة أقل، وهو مثالي للمواد اللينة والمرنة مثل الألمنيوم.
- الحافة السلبية: يميل وجه الحافة نحو الحافة القطعية. هذا يخلق حافة أقوى بكثير، مناسب للقطع الثقيل، والمواد الصلبة، والقطع المتقطعة. ومع ذلك، فإنه يزيد من قوى القطع ودرجة الحرارة.
- الحافة المحايدة: زاوية صفرية، تُستخدم في تطبيقات محددة مثل تشغيل النحاس الأصفر أو أدوات التشكيل.
- زاوية الإرتفاع (الارتياح): هي الزاوية بين جانب الأداة (الجانب) وسطح قطعة العمل المُشغلة حديثًا. هدفها هو منع احتكاك الأداة بالجزء، مما يسبب احتكاكًا، وحرارة، وسوء جودة السطح النهائي. يجب أن تكون كبيرة بما يكفي لتوفير الإرتياح ولكن ليست كبيرة جدًا لضعف الحافة القطعية.
- نصف قطر الأنف: هو نصف قطر طرف الأداة. هو عامل حاسم في تحديد جودة السطح وقوة الأداة. هناك توازن أساسي: نصف قطر أنف أكبر يمكن أن ينتج سطحًا نهائيًا متفوقًا عند معدل تغذية معين ويوفر حافة قطع أقوى. ومع ذلك، فإنه يزيد من قوى القطع الشعاعية، مما قد يؤدي إلى اهتزازات وانحراف. نصف قطر أنف أصغر يقلل من قوى القطع ولكنه يترك نتوءات أكثر وضوحًا على السطح، مما يؤدي إلى تشطيب أكثر خشونة.
هرمية مواد الأدوات
تاريخ تطور مواد أدوات القطع هو قصة سعي لا يكل نحو الصلابة والمتانة والاستقرار الحراري.
- الفولاذ عالي السرعة (HSS): هو مادة الأداة عالية الأداء الأصلية. يوفر متانة ممتازة، مما يجعله مقاومًا للتشقق، لكنه يمتلك صلابة حرارية منخفضة نسبيًا، مما يحد من سرعات القطع.
- الصلب الكربيدي المصلب: هو العمود الفقري لعمليات التشغيل الحديثة. يصنع عن طريق تلبيد جسيمات كربيد التنجستن (WC) في رابطة من الكوبالت (Co). يوفر توازنًا رائعًا بين الصلابة والمتانة. غالبًا ما تكون أدوات الكربيد الحديثة مطلية.
- الطلاءات (TiN، TiAlN، وغيرها): تُطبق طبقات رقيقة جدًا من مواد خزفية عبر عمليات PVD أو CVD. تعمل هذه الطلاءات كحاجز حراري، وتزيد من صلابة السطح، وتوفر تزييتًا، مما يحسن بشكل كبير عمر الأداة وأدائها.
- السيراميك والكيرميت: تتميز بصلابة حرارية عالية جدًا واستقرار كيميائي، مما يسمح بسرعات قطع عالية جدًا في مواد مثل الحديد الزهر والفولاذ المعالج. ومع ذلك، فهي هشة ولها مقاومة منخفضة للصدمات الحرارية.
- النيتريد البورون المكعب (CBN) والماس متعدد البلورات (PCD): هذه مواد فائقة الصلابة. CBN تأتي في المرتبة الثانية بعد الماس من حيث الصلابة وتُستخدم لتشغيل المعادن الحديدية المعالجة. PCD هو أصعب مادة معروفة ويُستخدم في تشغيل المواد غير الحديدية والمواد غير المعدنية الخشنة مثل الألمنيوم عالي السيليكون، والمواد المركبة، والسيراميك.

الجدول 2: المواد المتقدمة
لأكثر التطبيقات تطلبًا، يلجأ المهندسون إلى مواد أدوات متقدمة. يقارن هذا الجدول الخيارات الأعلى جودة.
| السمة | الصلب الكربيدي المصلب (مطلي) | النيتريد البورون المكعب (CBN) | الماس متعدد البلورات (PCD) |
| التركيب | جسيمات كربيد التنجستن (WC) في رابط من الكوبالت (Co)، مع طلاءات خزفية (مثل TiAlN). | بلورات CBN صناعية ملحومة على ركيزة من الكربيد. | جسيمات الماس الاصطناعي ملحومة معًا، غالبًا على ركيزة من الكربيد. |
| الصلابة (نوبك) | ~1800 – 2400 | ~4500 – 5000 | ~6500 – 8000 |
| التطبيق | القطع العام للأغراض العامة من الفولاذ، الفولاذ المقاوم للصدأ، الحديد المصبوب، السبائك غير الحديدية. | التحول الصلب للمواد الحديدية (>45 HRC)، مثل الفولاذ المعالج والحديد المصبوب المبرد. | تشطيب عالي السرعة للمواد غير الحديدية وغير المعدنية (الألمنيوم، النحاس، المركبات، ألياف الكربون). |
| الإيجابيات | توازن ممتاز بين الصلابة والمتانة. متعدد الاستخدامات وفعال من حيث التكلفة. مجموعة واسعة من الأشكال والدرجات. | صلابة عالية جدًا عند درجات الحرارة القصوى. مستقر كيميائيًا مع المواد الحديدية. يسمح باستبدال عمليات الطحن. | الحد الأقصى في الصلابة ومقاومة التآكل. يمكنه تحقيق تشطيبات سطح استثنائية. توصيل حراري ممتاز. |
| السلبيات | صلابة عالية عند درجات الحرارة القصوى مقارنة بالسيراميك/CBN. سرعات محدودة في المواد الصعبة جدًا. | هش وضعيف أمام القطع المتقطع. تكلفة عالية. غير مناسب للمواد اللينة. | هش جدًا. تكلفة عالية. تفاعل كيميائي مع المواد الحديدية عند درجات حرارة عالية، مما يجعله غير مناسب للصلب. |
أعداء الدقة
في عالم مثالي، ستنتج آلة صلبة وأداة مثالية جزءًا مثاليًا. في الواقع، نعمل في عالم مليء بـ "أعداء غير مرئيين"—قوى وظواهر دقيقة تعمل باستمرار على تقليل الدقة. تحديد وتقليل مصادر الخطأ هذه هو علامة على خبير دقيق حقيقي.
معركة ضد الحرارة
الحرارة هي العدو الرئيسي في التشغيل الدقيق. يظهر طاقة التشوه البلاستيكي والاحتكاك كحرارة شديدة، مركزة في منطقة صغيرة. تتسبب هذه الحرارة في التمدد الحراري في قطعة العمل، والأداة، وحتى هيكل آلة التشغيل نفسها. قطعة مقاسة عند 200°C ستكون بحجم مختلف عندما تبرد إلى درجة حرارة الجو البالغة 20°C. هذا النمو الحراري هو مصدر مباشر للخطأ في الأبعاد.
الحد من الأضرار يركز على إدارة الحرارة والاستقرار.
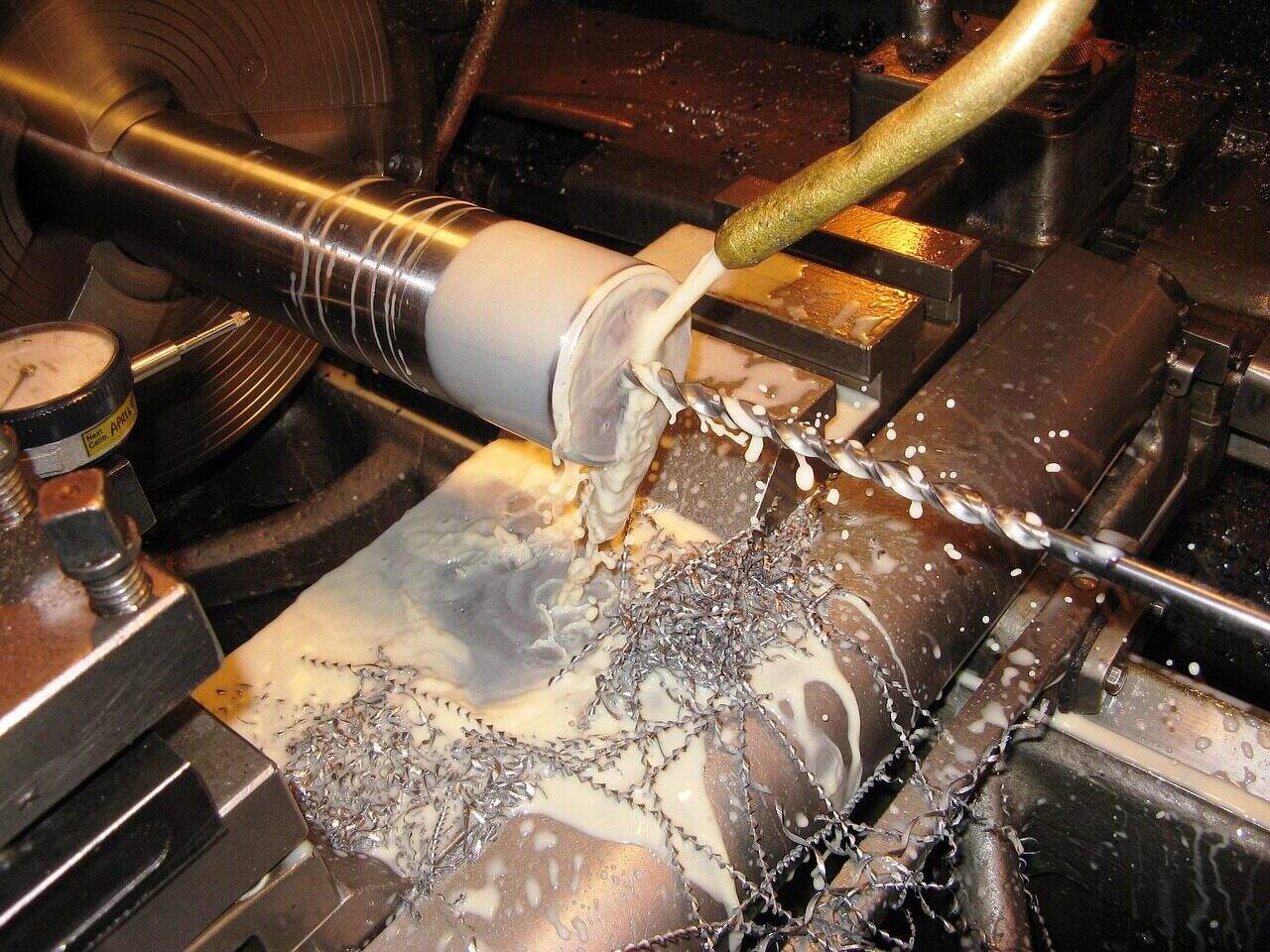
- استراتيجية التبريد/التشحيم: النهج الأكثر مباشرة هو تطبيق سائل القطع.
- التبريد بالغمر: الطريقة التقليدية لغمر منطقة القطع بسائل تبريد بضغط منخفض وتدفق عالي. فعال في إزالة الحرارة بالجملة وتنظيف الرقائق.
- تبريد عالي الضغط (HPC): يوجه نفاثة مركزة وعالية السرعة من المبرد مباشرة على حافة القطع. يمكن أن يكسر حاجز البخار الذي يتكون عند درجات حرارة عالية، مما يوفر تبريدًا أكثر فاعلية ويساعد أيضًا في التحكم في الرقائق عن طريق تقسيم الرقائق إلى أحجام قابلة للإدارة.
- تزييت الحد الأدنى للكمية (MQL): المعروف أيضًا باسم التشغيل الجاف تقريبًا، يُقدم هذا الأسلوب رذاذًا ناعمًا من الزيت في تيار هوائي. يركز على التزييت بدلاً من التبريد، مما يقلل الاحتكاك وبالتالي كمية الحرارة الناتجة في المقام الأول.
- دورات تسخين الماكينة: تشغيل عمود الماكينة ومحاورها قبل بدء العمل الحرج يساعد على جلب الهيكل بأكمله إلى درجة حرارة تشغيل مستقرة، مما يقلل من الانحراف الحراري أثناء عملية التشغيل.
ترويض عدم الاستقرار والاهتزاز الذاتي
الاهتزاز الذاتي، أو الاهتزاز الناتج عن ذاتي، هو ظاهرة مدمرة يمكن أن تتلف قطعة في ثوانٍ. يحدث عندما يتسبب قوة القطع في انحراف الأداة أو قطعة العمل، مما يغير سمك الرقاقة. هذا التغير في سمك الرقاقة يغير قوة القطع، مما يخلق حلقة تغذية مرتدة تؤدي إلى اهتزاز عنيف. النتيجة هي تشطيب سطح سيء مع أنماط موجية مميزة، وغالبًا فشل أداة كارثي.
الأسباب الشائعة تشمل:
- نقص صلابة النظام (الماكينة، حامل الأداة، قطعة العمل).
- زيادة طول الأداة بشكل مفرط.
- معلمات القطع غير الصحيحة التي تثير ترددًا طبيعيًا للنظام.
- تصميم الأداة غير الحاد أو غير الصحيح.
التخفيف يتطلب زيادة صلابة النظام (أدوات أقصر، تثبيت أفضل لقطعة العمل) وتعديل معلمات القطع. يستخدم الهندسة المتقدمة أدوات مثل مخططات لوب الاستقرار، وهي مخططات لعمق القطع المحوري مقابل سرعة العمود. ترسم هذه المخططات مجموعات سرعات ومعلمات التي تكون مستقرة ديناميكيًا (خالية من الاهتزاز) وتلك غير المستقرة، مما يسمح للمهندسين باختيار ظروف قطع خالية من الاهتزاز بشكل علمي.
أساس الدقة
في النهاية، فإن القدرة على تحقيق الدقة في أي عملية خراطة محدودة بواسطة أداة الماكينة نفسها. لا يمكن لأي تحسين في العملية التغلب على الأخطاء الحركية الكامنة في الماكينة. هذه هي الأخطاء الأساسية المدمجة في هيكل الماكينة وأنظمة الحركة الخاصة بها.
- صلابة قاعدة الماكينة: قاعدة الماكينة الضخمة والممتصة للاهتزازات (غالبًا مصنوعة من الخرسانة البوليمرية أو الحديد المصبوب) تمتص الاهتزازات وتوفر منصة مستقرة.
- استقامة المسارات وانحراف العمود: يجب أن تكون المسارات التي توجه محاور الماكينة مستقيمة ومتوازية تمامًا. يجب أن يدور العمود مع أدنى انحراف شعاعي أو محوري (انحراف). أي خطأ في هذه المكونات سينعكس مباشرة على قطعة العمل.
- نظام التحكم وأداء السرفو: قدرة وحدة التحكم CNC على توجيه والتحقق بدقة من موضع أداة القطع، وقدرة محركات السرفو على تنفيذ تلك الأوامر بدون تجاوز أو تأخير، ضرورية لدقة التحديد وتكرار المواضع.
الجدول 3: دليل التشخيص
القدرة على تشخيص مشكلة من الأدلة المتبقية على قطعة العمل مهارة حاسمة. يخدم هذا الجدول كدليل سريع لحل المشكلات الشائعة في أخطاء الدقة في الخراطة.
| الأعراض / الخطأ | الأسباب الفنية المحتملة | استراتيجيات التخفيف |
| قطر تدريجي على جزء طويل | 1. انحراف قطعة العمل تحت قوى القطع الشعاعية. 2. النمو الحراري لرأس المخرطة مما يبعده عن ذيل المخرطة. | 1. استخدم ذيل المخرطة أو دعم ثابت للدعم. 2. قلل عمق القطع و/أو معدل التغذية لخفض القوى. 3. قم بتشغيل دورات تسخين الآلة لتحقيق الاستقرار الحراري. |
| تشطيب سطح ضعيف مع علامات مرئية | 1. اهتزاز/اهتزاز. 2. معدل تغذية غير صحيح لنصف قطر أنف الأداة. 3. تكوين حافة متراكمة (BUE). | 1. تقصير بروز الأداة. زيادة صلابة النظام. ضبط سرعة القطع (غالبًا أعلى أو أدنى يمكن أن يخرج من منطقة غير مستقرة). 2. استخدم صيغة التشطيب النظري لمطابقة التغذية مع نصف قطر الأنف. 3. زيادة سرعة القطع أو استخدام أداة مطلية أو أكثر حدة. |
| تفاوت أبعاد الأجزاء من دفعة لأخرى | 1. عدم استقرار حراري للآلة (الأجزاء المصنوعة عندما تكون باردة تختلف عن الأجزاء المصنوعة عندما تكون دافئة). 2. تآكل تدريجي للأداة. | 1. تنفيذ بروتوكول تسخين آلة ثابت. السيطرة على درجة حرارة ورشة العمل. 2. استخدام تعويض تآكل الأداة في برنامج CNC. مراقبة عمر الأداة واستبدال الإدراجات بفترات متوقعة. |
| عمر أداة قصير | 1. سرعة القطع مرتفعة جدًا بالنسبة للمادة. 2. التوصيل الحراري المنخفض لمادة قطعة العمل يطهو الأداة. 3. درجة أو هندسة أداة غير صحيحة. | 1. خفض سرعة القطع. 2. تحسين تطبيق المبرد (مثلاً، التحول إلى مبرد عالي الضغط). 3. اختيار درجة كربيد أكثر متانة أو طلاء مقاوم للحرارة (مثل TiAlN). |
الخلاصة: نظام شامل
بدأنا هذا التحليل بقول أن الدوار الدقيق هو نظام. طوال استكشافنا، تم تعزيز هذا المفهوم في كل مستوى. لقد رأينا أن جودة المكون المدور ليست نتيجة إجراء واحد، بل مجموع العديد من المتغيرات المسيطرة. إنها سلسلة من الاعتمادات تبدأ بفيزياء تقطيع قطعة المعدن.
تمتد هذه السلسلة إلى الخصائص المعدنية لقطعة العمل، التي تحدد القوى ودرجات الحرارة التي يجب أن يتحملها النظام. وتشمل الهندسة المتقدمة وعلوم المواد لأداة القطع، الواجهة الحرجة حيث يلتقي النظرية بالواقع. يحكمها الاستقرار الديناميكي للآلة الكاملة ومجموعة الأدوات، حيث تهدد أعداء غير مرئيين مثل الحرارة والاهتزاز باستمرار كسر السلسلة. وأخيرًا، يتم إدارة كل ذلك بواسطة نظام تحكم ينفذ استراتيجية تعتمد على فهم عميق لهذه المبادئ المترابطة.
تحقيق أعلى مستويات الدقة ليس مجرد حفظ سرعات وتغذية. إنه فهم "السبب" وراءها. إنه رؤية العملية بأكملها، من المواد الخام إلى الأبعاد النهائية، كنظام شامل وديناميكي واحد. من خلال اعتماد هذا النهج القائم على المبادئ، يُمكن للمهندسين والمصممين والآلاتيين ليس فقط اتباع التعليمات، بل الابتكار، وحل المشكلات المعقدة، والاستمرار في دفع حدود الممكن في التصنيع.
- التصنيع والمعالجة المعدنية – SME https://www.sme.org/technologies/machining-metal-cutting/
- أساسيات التصنيع باستخدام الحاسب الآلي – أدوات الهندسة https://www.engineeringtoolbox.com/
- تقنية التصنيع الدقيق – تصميم الآلات https://www.machinedesign.com/
- قطع المعادن وتآكل الأدوات – الجمعية الأمريكية للمهندسين الميكانيكيين https://www.asme.org/
- عمليات التصنيع – ويكيبيديا https://en.wikipedia.org/wiki/Machining
- خدمات تحويل CNC – توماسنت https://www.thomasnet.com/products/cnc-turning-services-73131200-1.html
- عمليات الخراطة والتدوير – دليل IQS https://www.iqsdirectory.com/articles/machine-shop/lathe.html
- أدوات القطع ومعلمات التشغيل – مجلة علوم وهندسة التصنيع https://www.asme.org/topics-resources/content/manufacturing-science-engineering
- موارد الهندسة الميكانيكية – مكتب إحصاءات العمل في مصر https://www.bls.gov/ooh/architecture-and-engineering/mechanical-engineers.htm
- تقنية التصنيع الدقيق – موارد كورس مفتوحة من معهد ماساتشوستس للتكنولوجيا https://ocw.mit.edu/courses/mechanical-engineering/



