Hiểu cách hoạt động của việc cắt kim loại: Hướng dẫn đầy đủ về nguyên lý cơ bản
Giới thiệu: Chuyển từ cách làm sang lý do tại sao
Cắt kim loại là một chuyện; hiểu rõ cách nó hoạt động mới là điều hoàn toàn khác. Đối với các kỹ sư, thợ gia công và nhà lập kế hoạch quy trình ngày nay, chỉ biết tốc độ và lượng cấp là không còn đủ. Để trở thành người thành thạo thực sự, bạn cần vượt ra ngoài việc chỉ biết “cách” làm một việc gì đó và hiểu rõ “tại sao” — những nguyên lý vật lý cơ bản kiểm soát cách một mảnh kim loại rắn trở thành một bộ phận hoàn thiện chính xác và dòng kim loại phoi.
Hiểu những điều này nguyên tắc cơ bản là điều phân biệt công việc thông thường với sản xuất ở cấp độ chuyên gia. Đó là nền tảng để cải thiện quy trình, sửa lỗi nhanh chóng và chính xác, cũng như tạo ra các bộ phận có chất lượng bề mặt xuất sắc. Nếu không có kiến thức này, việc cải tiến quy trình trở thành việc đoán mò thay vì kết quả được thiết kế dựa trên khoa học, kết quả được kỹ thuật hóa. Bài viết này phân tích quá trình cắt kim loại từ góc độ khoa học. Chúng ta sẽ khám phá khoảnh khắc đầu tiên khi vật liệu bị phá vỡ, phân tích các lực và nhiệt liên quan, chẩn đoán cách mũi khoan mòn và cuối cùng, xem xét các dấu vết kỹ thuật để lại trên bề mặt chi tiết gia công.

Vật lý của quá trình hình thành phoi
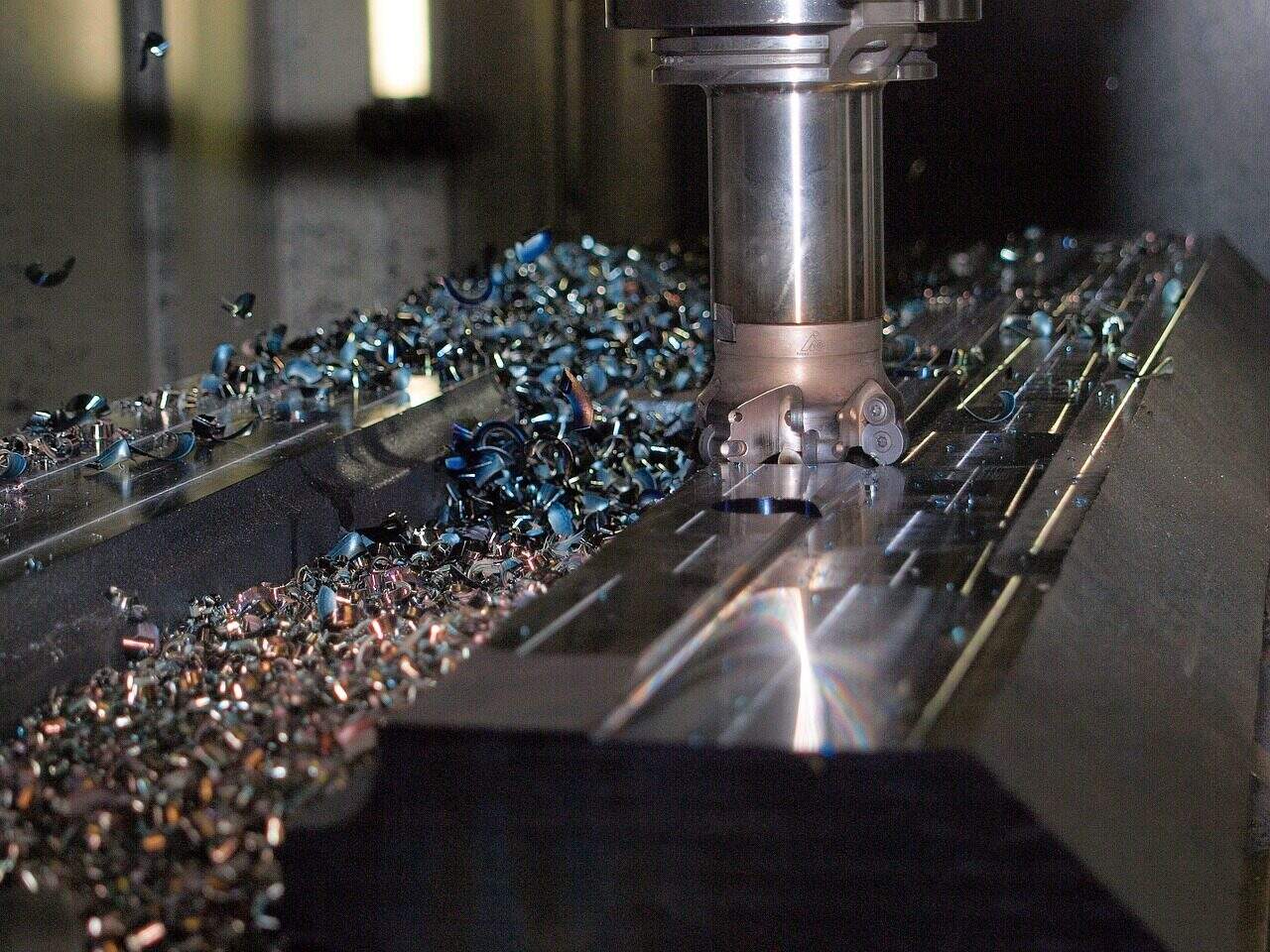
Sự kiện quan trọng nhất trong bất kỳ quá trình cắt kim loại nào là sự hình thành của phoi. Đây không phải là hành động cắt đơn giản mà là quá trình phức tạp của biến dạng dẻo cục bộ dữ dội. Để hiểu quá trình cắt, trước tiên chúng ta phải hiểu cách một thể tích nhỏ của vật liệu chi tiết bị cắt ra khỏi phần chính. Hình dung mũi khoan di chuyển vào chi tiết gia công. Vật liệu phía trước mũi khoan bị nén lại, tạo ra áp lực lớn. Khi áp lực này vượt quá độ bền kéo của vật liệu, nó biến dạng và trượt dọc theo một mặt phẳng nhất định, gọi là mặt phẳng cắt. Hành động này, diễn ra liên tục, tạo thành phoi.
Vùng cắt và mặt phẳng cắt
Khu vực biến dạng dẻo cục bộ mạnh mẽ nơi vật liệu chi tiết biến thành phoi gọi là vùng cắt chính. Vùng này được đơn giản hóa thành một mặt phẳng mỏng duy nhất — mặt phẳng cắt — bắt đầu từ cạnh cắt và kéo dài đến bề mặt tự do của chi tiết gia công. Góc mà mặt phẳng này tạo với hướng vận tốc cắt gọi là góc cắt (φ).
Góc cắt là một biến số cực kỳ quan trọng. Góc cắt lớn hơn dẫn đến mặt phẳng cắt ngắn hơn và phoi mỏng hơn. Điều này có nghĩa là ít vật liệu bị biến dạng hơn tại mỗi thời điểm, điều này trực tiếp dẫn đến lực cắt thấp hơn, tiêu thụ năng lượng giảm và sinh nhiệt ít hơn. Do đó, góc cắt lớn hơn gần như luôn tốt hơn cho gia công hiệu quả. Góc cắt không cố định mà bị ảnh hưởng bởi nhiều yếu tố, đặc biệt là góc răng của mũi khoan và hệ số ma sát giữa phoi và mặt mũi khoan.
Các loại phoi và cách chúng hình thành
Loại phoi được tạo ra trong quá trình gia công không phải là ngẫu nhiên; nó là chỉ số trực tiếp của điều kiện cắt. Qua việc nhìn vào phoi, một kỹ sư có kỹ năng có thể xác định được thông tin về hiệu quả của quá trình, tình trạng của mũi khoan và liệu các tham số đã chọn có phù hợp hay không. Cách phoi hình thành quyết định hình dạng của nó, điều này ảnh hưởng lớn đến quá trình gia công. Các vật liệu và điều kiện cắt khác nhau tạo ra các loại phoi riêng biệt, mỗi loại có đặc điểm riêng và tiết lộ thông tin về quá trình.
| Loại phoi | Cách hình thành | Vật liệu điển hình | Ý nghĩa đối với gia công |
| Phoi liên tục | Biến dạng dẻo mịn, liên tục trong vùng cắt chính. | Vật liệu dẻo (ví dụ, thép carbon thấp, nhôm) | Hoàn thiện bề mặt tốt, lực cắt ổn định, nhưng có thể gây ra vấn đề xử lý (xỉ dài, sợi dài). |
| Xỉ không liên tục | Vật liệu bị gãy thành các đoạn do độ dẻo thấp hoặc ma sát cao. | Vật liệu giòn (ví dụ, gang) hoặc tốc độ cắt rất thấp. | Khả năng gãy xỉ tốt, nhưng có thể dẫn đến lực thay đổi và bề mặt kém hơn. |
| Liên tục với Lưỡi cắt tích tụ (BUE) | Các lớp vật liệu của chi tiết gia công dính và hàn vào mặt dụng cụ, sau đó gãy ra. | Vật liệu dẻo ở tốc độ cắt trung bình. | Bảo vệ cạnh cắt nhưng định kỳ gãy ra, làm giảm chất lượng bề mặt và gây mài mòn. |
Phân tích lực trong gia công
Mỗi quá trình gia công kim loại đều liên quan đến hệ thống lực tác động lên dụng cụ và chi tiết gia công. Hiểu rõ hệ thống này một cách định lượng là cần thiết để dự đoán tiêu thụ năng lượng, thiết kế kẹp chặt chắc chắn, phân tích độ ổn định của quá trình và ngăn ngừa hỏng dụng cụ. Những lực này xuất phát từ năng lượng cần thiết để cắt đứt vật liệu trong vùng cắt chính và năng lượng ma sát khi xỉ trượt qua mặt răng của dụng cụ. Đo lường và phân tích các lực này cung cấp cái nhìn sâu sắc về hiệu quả và độ ổn định của quá trình cắt.
Hệ thống lực cắt
Hệ thống lực phức tạp có thể được đơn giản hóa và phân thành các thành phần vuông góc để phân tích thực tế. Các lực chính quan tâm là:
- Lực cắt (Fc): Đây là thành phần lực chính và thường lớn nhất. Nó tác động theo hướng của vận tốc cắt. Kích thước của lực cắt, nhân với tốc độ cắt, xác định công suất cần thiết để thực hiện quá trình cắt. Đây là yếu tố chính trong tính toán tiêu thụ năng lượng của máy công cụ.
- Lực đẩy (Ft): Còn gọi là lực cấp liệu, thành phần này tác động vuông góc với vận tốc cắt, theo hướng cấp liệu của dụng cụ. Mặc dù nó đóng góp ít hơn vào tiêu thụ năng lượng, lực đẩy rất quan trọng để đảm bảo độ chính xác kích thước. Lực đẩy cao có thể gây uốn cong dụng cụ, chi tiết hoặc các thành phần của máy, dẫn đến sai số kích thước và rung động tiềm ẩn.
- Lực hợp lực (R): Đây là tổng hợp vectơ của lực cắt và lực đẩy. Nó đại diện cho tải trọng tổng thể đặt lên dụng cụ cắt và phải được xử lý bởi giá đỡ dụng cụ, trục chính và cấu trúc máy.
Sơ đồ vòng tròn Merchant
Sơ đồ vòng tròn Merchant là một công cụ đồ họa mạnh mẽ để phân tích mối quan hệ giữa các lực, góc và ma sát trong quá trình cắt vuông góc. Nó cho phép chúng ta hình dung cách các thay đổi trong một tham số, như góc cắt, ảnh hưởng đến toàn bộ hệ thống lực. Thay vì là một khái niệm trừu tượng, nó là một phương pháp thực tế để hiểu cơ học cắt.
Dưới đây là cách chúng ta có thể xây dựng và diễn giải sơ đồ:
- Chúng ta bắt đầu bằng cách đo lực cắt (Fc) và lực đẩy (Ft) bằng một máy đo lực. Hai lực này được vẽ dưới dạng các vectơ vuông góc. Tổng hợp vectơ của chúng cho ta lực hợp (R), tạo thành đường kính của Vòng tròn Merchant.
- Từ đầu mũi dụng cụ, chúng ta vẽ một đường biểu diễn mặt răng của dụng cụ tại góc răng đã biết (α). Các thành phần lực tác dụng dọc theo mặt này là lực ma sát (F), chống lại chuyển động của phoi, và lực pháp tuyến (N), tác dụng vuông góc với mặt răng. Lực hợp (R) là tổng vectơ của F và N.
- Tiếp theo, chúng ta vẽ một đường biểu diễn mặt cắt dọc tại góc cắt đã tính toán (φ). Các thành phần lực tác dụng dọc theo mặt này là lực cắt (Fs), là lực cần thiết để cắt vật liệu, và lực pháp tuyến của mặt cắt (Fn). Lực hợp (R) cũng là tổng vectơ của Fs và Fn.
Điểm chính rút ra từ sơ đồ này là khả năng hiển thị trực quan ảnh hưởng của góc cắt. Với một lực hợp R cho trước, nếu chúng ta tăng góc cắt (φ), đoạn cung biểu diễn lực cắt (Fs) sẽ trở nên ngắn hơn. Điều này chứng minh bằng hình ảnh rằng góc cắt lớn hơn làm giảm lực cần thiết để tạo phoi, dẫn đến quá trình cắt hiệu quả hơn.
Sinh nhiệt và kiểm soát trong quá trình cắt
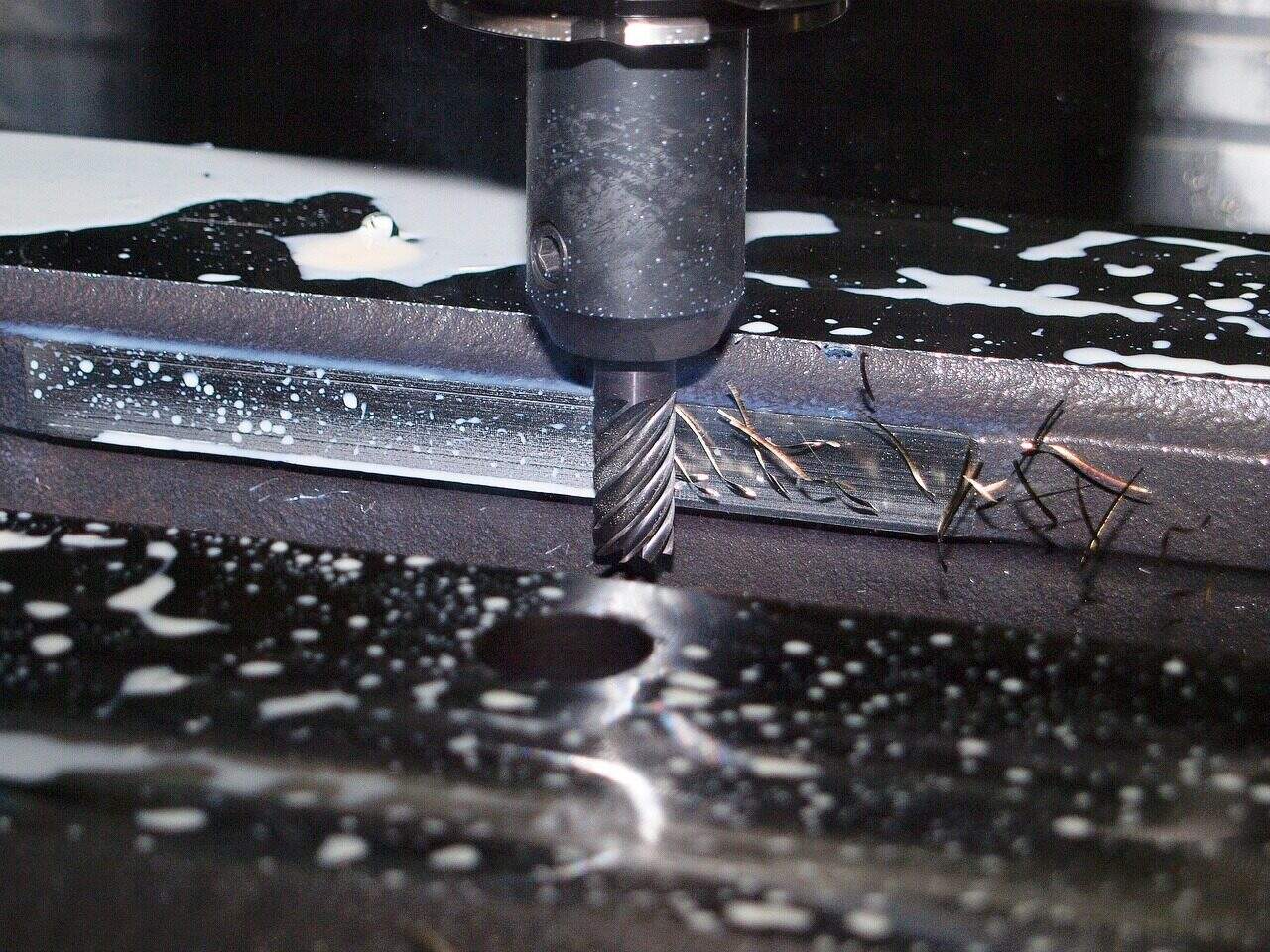
Gần như tất cả năng lượng sử dụng trong gia công kim loại đều chuyển đổi thành nhiệt. Việc sinh ra và quản lý năng lượng nhiệt này là một trong những khía cạnh quan trọng nhất của kỹ thuật quá trình, vì nhiệt độ thường là yếu tố giới hạn chính cho năng suất và tuổi thọ dụng cụ. Nhiệt độ sinh ra có thể cực kỳ cao, ảnh hưởng lớn đến dụng cụ, phoi và bề mặt chi tiết gia công mới. Hiểu rõ nguồn gốc của nhiệt này và phân bố của nó là nền tảng để kiểm soát quá trình cắt.
Nguồn gốc chính của nhiệt
Nhiệt độ cao trong gia công kim loại xuất phát từ ba nguồn riêng biệt:
- Vùng cắt chính: Đây là nguồn sinh nhiệt lớn nhất, chiếm phần lớn tổng năng lượng nhiệt. Nhiệt được tạo ra bởi biến dạng dẻo nghiệt của vật liệu chi tiết khi nó biến thành phoi.
- Vùng cắt phụ: Đây là khu vực ma sát giữa phoi mới hình thành và mặt răng của dụng cụ. Khi phoi nóng, chịu lực cao trượt qua dụng cụ với tốc độ cao, xảy ra nhiệt ma sát dữ dội.
- Giao diện dụng cụ - chi tiết gia công: Nguồn nhiệt thứ ba là ma sát sinh ra khi mặt cạnh (mặt thoát) của dụng cụ cọ xát với bề mặt chi tiết mới gia công. Hiệu ứng này đặc biệt đáng kể khi dụng cụ bị mòn.
Nhiệt độ và ảnh hưởng của nó
Nhiệt độ không phân bố đều trong vùng cắt. Nhiệt độ cao nhất thường không nằm ngay tại đầu của cạnh cắt, mà nằm hơi lùi lại phía sau trên mặt răng, nơi áp lực và vận tốc trượt đạt đỉnh. Mức nhiệt này có thể rất cao. Ví dụ, nhiệt trong vùng cắt có thể vượt quá 1000°C khi gia công hợp kim siêu nhẹ dựa trên nickel, nhiệt độ mà các vật liệu dụng cụ bắt đầu mất đi các tính chất cơ bản của chúng.
Nhiệt độ quá cao này gây ra nhiều hậu quả nghiêm trọng và thường có hại:
- Nó làm giảm độ cứng và độ bền của vật liệu dụng cụ cắt, hiện tượng gọi là mềm hóa nhiệt, làm cho dụng cụ dễ mòn và biến dạng hơn.
- Nó thúc đẩy các phản ứng hóa học giữa dụng cụ và vật liệu chi tiết gia công, dẫn đến mài mòn khuếch tán, một hình thức hỏng chính khi tốc độ cắt cao.
- Nó có thể tạo ra các ứng suất dư nhiệt không mong muốn trên bề mặt chi tiết, điều này có thể ảnh hưởng tiêu cực đến tuổi thọ mỏi và hiệu suất của thành phần.
- Nó có thể gây tổn thương vi cấu trúc lớp bề mặt của chi tiết, chẳng hạn như biến đổi pha hoặc tạo ra lớp “trắng” cứng, giòn.
Cơ chế mài mòn dụng cụ và hỏng hóc
Dụng cụ cắt không tồn tại mãi mãi. Sự kết hợp giữa các ứng suất cơ học cực đoan và tải nhiệt cao không thể tránh khỏi dẫn đến mài mòn dụng cụ và hỏng hóc cuối cùng. Hiểu cách và lý do dụng cụ mòn không chỉ mang tính học thuật; đó là một nhu cầu thực tiễn để dự đoán tuổi thọ dụng cụ, duy trì kiểm soát quá trình và đảm bảo chất lượng chi tiết. Mài mòn dụng cụ là kết quả trực tiếp của các hiện tượng vật lý đã đề cập trước đó—lực và nhiệt.
Các loại mài mòn dụng cụ phổ biến
Mài mòn dụng cụ thể hiện qua nhiều mẫu hình rõ ràng, mỗi mẫu cung cấp manh mối về cơ chế hỏng hóc chính:
- Mài mòn cạnh bên: Đây là mài mòn mài mòn xảy ra trên mặt relief (bên cạnh) của dụng cụ do ma sát với bề mặt gia công. Nó xuất hiện như một “vùng mài mòn” tương đối đồng đều và thường được sử dụng như một tiêu chí dự đoán và đáng tin cậy để xác định thời điểm kết thúc tuổi thọ dụng cụ.
- Mài mòn miệng núi lửa: Đây là một vết lõm hoặc “miệng núi lửa” hình thành trên mặt răng của dụng cụ. Nó được gây ra bởi nhiệt độ cao và áp lực của phoi trượt qua mặt, giúp thúc đẩy quá trình khuếch tán hóa học và mài mòn. Thường gặp khi gia công thép ở tốc độ cao.
- Mài mòn rãnh: Đây là khu vực mài mòn gia tăng cục bộ xảy ra tại đường sâu cắt, nơi cạnh cắt tương tác với bề mặt ban đầu của chi tiết, thường đã được tôi cứng hoặc oxit hóa.
- Vỡ mẻ/Chẻ gãy: Đây là hỏng hóc thảm khốc khi một phần của cạnh cắt bị gãy ra. Thường do tải cơ học quá mức, sốc nhiệt (thay đổi nhiệt độ nhanh), hoặc khi gia công các vật thể cứng trong vật liệu chi tiết.
Khoa học đằng sau mài mòn
Trong bất kỳ xưởng gia công nào, bạn sẽ thấy các công nhân kiểm tra dụng cụ của họ. Họ không chỉ tìm kiếm thiệt hại; họ đang đọc một câu chuyện do vật lý viết ra. Một cạnh mòn, tròn trịa cho thấy mài mòn do ma sát, trong khi một miệng núi lửa sâu trên miếng cắt hợp kim carbide dùng để thép không gỉ chứng tỏ “mài mòn khuếch tán”. Hãy phân tích ý nghĩa của các thuật ngữ này. Mỗi mẫu mài mòn được thúc đẩy bởi một hoặc nhiều cơ chế khoa học cơ bản, được kích hoạt bởi các điều kiện cắt cụ thể.
| Cơ chế mài mòn | Mô tả | Điều kiện chi phối | Các cách giảm thiểu |
| Mài mòn do ma sát | Các hạt cứng trong vật liệu chi tiết (ví dụ, carbide) mài mòn vật liệu dụng cụ một cách cơ học. | Tốc độ cắt thấp; gia công vật liệu mài mòn. | Sử dụng loại dụng cụ cứng hơn, chống mài mòn tốt hơn (ví dụ: gốm, CBN). |
| Độ bám dính | Hàn vi giữa chip và dụng cụ, sau đó là nứt vỡ, kéo tách vật liệu dụng cụ. Liên quan đến BUE. | Tốc độ thấp đến trung bình; độ kết dính cao giữa vật liệu dụng cụ/vật liệu gia công. | Tăng tốc độ cắt, sử dụng lớp phủ hiệu quả (ví dụ: TiN), cải thiện bôi trơn. |
| Khuếch tán | Các nguyên tử từ vật liệu dụng cụ di chuyển vào chip (và ngược lại) do nhiệt độ cao, làm yếu đi dụng cụ. | Tốc độ cắt cao, đặc biệt khi gia công thép và hợp kim niken. | Sử dụng vật liệu dụng cụ ổn định về hóa học (gốm, CBN) hoặc lớp phủ tiên tiến (ví dụ: Al2O3). |
| Mệt mỏi | Nứt vỡ do áp lực cơ học hoặc nhiệt lặp đi lặp lại, phổ biến trong các phép cắt gián đoạn như phay. | Các hoạt động cắt gián đoạn (phay). | Sử dụng loại dụng cụ cứng hơn, tối ưu hóa đường đi của dụng cụ để đảm bảo vào/ra mượt mà. |
Chính sách bề mặt: Dấu chân kỹ thuật
Mục tiêu cuối cùng của gia công kim loại không chỉ là đạt được kích thước cụ thể mà còn tạo ra bề mặt có hiệu suất chức năng yêu cầu. Chính sách bề mặt là một thuật ngữ toàn diện mô tả chất lượng và đặc tính của lớp bề mặt và lớp dưới bề mặt của một bộ phận gia công. Nó vượt xa vẻ ngoài hoặc độ nhám đơn thuần, bao gồm các đặc tính cơ học và kim loại học quyết định hiệu suất của bộ phận trong môi trường dịch vụ của nó. Cơ học cắt trực tiếp tạo ra dấu chân kỹ thuật trên bề mặt này.
Định nghĩa Chính sách Bề mặt
Chính sách bề mặt là một khái niệm đa diện bao gồm một số thành phần chính:
- Hoàn thiện/Bề mặt nhám: Điều này đề cập đến đặc điểm địa hình hoặc kết cấu nhỏ của bề mặt, thường được đo bằng Ra hoặc Rz. Nó chủ yếu được xác định bởi hình dạng của dụng cụ và tốc độ cấp liệu.
- Thay đổi vi cấu trúc: Sự biến dạng mạnh mẽ và nhiệt độ cao của quá trình cắt có thể làm thay đổi cấu trúc hạt của vật liệu ngay dưới bề mặt. Điều này có thể bao gồm biến dạng dẻo, biến đổi pha hoặc hình thành một lớp “trắng” rất cứng, giòn.
- Ứng Suất Dư: Đây là các ứng suất còn bị khóa trong lớp bề mặt của vật liệu sau khi quá trình cắt hoàn tất và tất cả tải trọng bên ngoài đã được loại bỏ.
Hiểu Biết Về Ứng Suất Dư
Tình trạng ứng suất dư trong một bộ phận hoàn thiện là một khía cạnh quan trọng, nhưng thường bị bỏ qua về mặt tính toàn vẹn bề mặt. Những ứng suất nội tại này có thể ảnh hưởng đáng kể đến tuổi thọ mỏi, khả năng chống ăn mòn và độ ổn định kích thước của bộ phận. Ứng suất dư là kết quả của cuộc cạnh tranh giữa hai tác động đối lập:
- Ảnh Hưởng Cơ Học: Hành động xới và đánh bóng của bán kính mũi dụng cụ cắt biến dạng dẻo lớp bề mặt. Hành động này thường tạo ra ứng suất dư nén, điều này thường có lợi vì nó có thể ngăn chặn sự bắt đầu và lan rộng của các vết nứt mỏi.
- Ảnh Hưởng Nhiệt: Sự nung nóng cục bộ dữ dội của bề mặt do quá trình cắt, sau đó nhanh chóng làm mát (ngâm) bởi vật liệu xung quanh và chất làm mát, có xu hướng tạo ra ứng suất dư kéo. Ứng suất kéo có hại vì chúng có thể thúc đẩy hình thành vết nứt và giảm tuổi thọ mỏi.
Tình trạng ứng suất cuối cùng là kết quả ròng của cuộc chiến này. Dụng cụ sắc nét, bán kính mũi lớn hơn và các thông số cắt vừa phải thường ưu tiên ảnh hưởng cơ học, tạo ra ứng suất nén có lợi. Ngược lại, dụng cụ mòn và quá trình cắt mạnh, nhiệt độ cao có thể khiến ảnh hưởng nhiệt chiếm ưu thế, để lại các ứng suất kéo nguy hiểm trong bộ phận.

Kiểm Soát Tính Toàn Vẹn Thông Qua Tham Số
Tính toàn vẹn bề mặt cuối cùng không phải là ngẫu nhiên; đó là kết quả được thiết kế có chủ đích. Bằng cách lựa chọn cẩn thận các tham số cắt, chúng ta có thể kiểm soát các ảnh hưởng cơ học và nhiệt để đạt được đặc tính bề mặt mong muốn.
| Thông số | Ảnh Hưởng Đến Độ Nhám Bề Mặt | Ảnh Hưởng Đến Ứng Suất Dư |
| Tốc Độ Cắt | Thường cải thiện (giảm độ nhám) đến một mức độ nhất định, vượt quá đó thì mòn dụng cụ chiếm ưu thế. | Có xu hướng làm tăng ứng suất kéo do ảnh hưởng nhiệt cao hơn. |
| Tốc Độ Tiến | Ảnh hưởng lớn; tốc độ tiến cao hơn trực tiếp làm tăng độ nhám lý thuyết. | Có thể làm tăng ứng suất nén do tải trọng cơ học cao hơn, nhưng cũng có thể gây tổn thương bề mặt nhiều hơn. |
| Bán Kính Mũi Dụng Cụ | Bán kính lớn hơn thường cải thiện bề mặt bằng cách làm mịn các vết cắt của tiến trình. | Bán kính lớn hơn tăng cường hành động đánh bóng, thúc đẩy mạnh mẽ ứng suất nén có lợi. |
| Mòn Dụng Cụ | Dụng cụ mòn làm tăng đáng kể độ thô ráp và có thể làm rách bề mặt. | Dụng cụ mòn làm tăng cả tải nhiệt và tải cơ học, thường dẫn đến sự dịch chuyển về phía ứng suất kéo có hại. |
Kết luận: Nắm vững các Nguyên tắc
Hành trình qua cơ học cắt kim loại tiết lộ một hệ thống liên kết chặt chẽ. Sự kiện cắt ban đầu xác định loại phoi, từ đó ảnh hưởng đến các lực và nhiệt sinh ra. Những lực và tải nhiệt này thúc đẩy các cơ chế mòn dụng cụ phát triển theo thời gian. Cuối cùng, tác động kết hợp của hành động dụng cụ, các lực, nhiệt và trạng thái mòn để lại dấu vết vĩnh viễn trên chi tiết gia công dưới dạng tính toàn vẹn bề mặt của nó.
Hiểu biết kỹ thuật sâu sắc về các nguyên tắc này là điều phân biệt người thực hành với chuyên gia. Nó biến quá trình gia công từ một nghệ thuật dựa trên cảm giác và kinh nghiệm thành một khoa học dựa trên các luật vật lý dự đoán và kiểm soát được. Bằng cách làm chủ những nền tảng này, các kỹ sư và thợ gia công được trang bị để chẩn đoán vấn đề, tối ưu hóa quy trình để đạt hiệu quả và chất lượng tối đa, và cuối cùng, đẩy giới hạn của công nghệ sản xuất. Việc học hỏi liên tục trong lĩnh vực này không chỉ là một lựa chọn; nó là nền tảng của đổi mới và xuất sắc.
- Electroplating – Wikipedia https://en.wikipedia.org/wiki/Electroplating
- Anodizing – Wikipedia https://en.wikipedia.org/wiki/Anodizing
- Chuyên đề ScienceDirect – Xử lý bề mặt điện hóa https://www.sciencedirect.com/topics/materials-science/electrochemical-surface-treatment
- Tiêu chuẩn của ASTM International – Tiêu chuẩn xử lý bề mặt https://www.astm.org/
- Hiệp hội Bảo vệ và Hiệu suất Vật liệu (AMPP) https://ampp.org/
- ASM International – Kỹ thuật bề mặt https://www.asminternational.org/
- NIST – Khoa học đo lường vật liệu https://www.nist.gov/mml
- SpringerLink – Công nghệ bề mặt và lớp phủ https://link.springer.com/journal/11998
- Materials Today – Kỹ thuật bề mặt https://www.materialstoday.com/
- SAE International – Tiêu chuẩn xử lý bề mặt https://www.sae.org/



