Here’s a scenario that plays out in workshops and production floors more often than anyone likes to admit: a machine runs fine for three weeks, then starts vibrating at an unusual frequency. A technician investigates and finds a nut that’s backed off — not broken, not stripped, just quietly rotated itself loose over thousands of cycles. The bolt was the right grade, the torque was correct. But no one specified a locking nut. That’s an expensive oversight for something that costs pennies to prevent.
A locking nut is a nut specifically engineered to resist loosening under vibration, dynamic loading, or thermal cycling. Unlike a standard hex nut that relies entirely on friction from preload, a locking nut incorporates an additional mechanical or material-based resistance mechanism that maintains the joint even when preload begins to drop. Getting the right type into the right application isn’t complicated — but it does require understanding what each type actually does, and where each one fails.
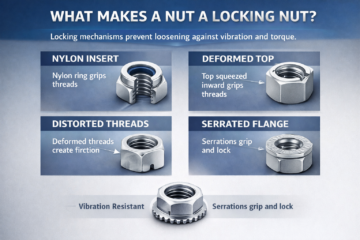
What Makes a Nut a Locking Nut?

A standard nut loosens when vibration or fluctuating load causes microslip in the joint — small, incremental rotation that accumulates over time until the fastener is no longer clamped. This is the Junker loosening mechanism, confirmed by decades of bolted joint research. A locking nut addresses this by adding a secondary resistance to rotation that doesn’t depend solely on preload.
There are two fundamental approaches to achieving this:
Friction-based resistance: The nut generates prevailing torque — a built-in rotational resistance that exists independently of preload. This comes from a nylon insert, a deformed thread section, or a split collar that grips the bolt thread.
Mechanical engagement: Physical features on the nut — serrations, castle slots, wedge flanges — bite into either the mating surface or the bolt thread itself, preventing rotation through geometry rather than friction alone.
Both approaches work. The question is which one works in your conditions — and that comes down to temperature, reuse frequency, vibration severity, and whether the mating surface can accept engagement marks.
Types of Locking Nuts: A Practical Overview
Walk into any fastener distributor and you’ll encounter at least a dozen locking nut variants. They’re not interchangeable. Each was developed to solve a specific failure mode, and using the wrong type is often worse than using no locking nut at all — either because it provides false confidence, or because it damages the mating thread under the wrong conditions.
Nylon Insert Lock Nuts (Nyloc Nuts)
The most widely used locking nut in general engineering. A nylon ring is embedded into the top of the nut’s bore. As the nut threads onto the bolt, the bolt threads displace the nylon, creating an elastic interference grip. That grip generates prevailing torque — resistance to rotation that persists even as the joint’s clamping force fluctuates.
What works well: Vibration resistance in moderate-temperature environments, corrosion resistance (the nylon seals moisture from the thread engagement zone), low cost, and fast assembly. Standard versions comply with ISO 10511 or DIN 985.
Where it fails: Above approximately 120°C, nylon softens and loses its grip. Don’t use standard nyloc nuts in engine bay applications, exhaust-adjacent assemblies, or industrial heat environments. Also, nylon insert locking nuts lose prevailing torque with each reuse — research shows losses of 20–50% between the first and second installation cycle. They’re essentially single-use in safety-critical applications.
All-Metal Prevailing Torque Nuts (Stover / Distorted-Thread Nuts)
Where temperature kills the nylon option, all-metal prevailing torque nuts take over. These use a precision-deformed thread section — typically an oval or hexagonal distortion near the top of the nut — that creates interference against the bolt’s threads without relying on any insert material.
What works well: Rated to temperatures well above 200°C in steel versions. Suitable for hot environments including under-hood automotive, industrial machinery, and aerospace applications. The DIN 980 and ISO 7042 standards cover this category.
Important nuance: All-metal prevailing torque nuts are reusable more times than nyloc variants, but not indefinitely. The deformed section wears with each cycle. Aerospace standards (MS21043, NAS1291 series) specify maximum reuse cycles explicitly — a discipline that general industrial use rarely follows, creating a real but underappreciated failure risk.
Jam Nuts (Double Nut Method)
The oldest locking method in use. A thin “jam nut” is threaded onto the bolt first, followed by a full-height nut. The two are tightened against each other — the jam nut in tension against the mating surface, the full nut in compression against the jam nut. The friction between the two nuts creates the locking action.
Done correctly, this is a highly reliable method. Done incorrectly — with both nuts simply tightened in the same direction without proper counter-tightening — it provides almost no vibration resistance at all. That’s why the jam nut method is simultaneously one of the most used and most misapplied locking approaches in field maintenance.

Castellated nuts have slots cut into a cylindrical crown. After the nut is torqued, a cotter pin passes through a drilled hole in the bolt shank and through two opposing slots, physically preventing any rotation. This is positive mechanical locking — it works regardless of preload loss.
Used in wheel bearings, steering linkages, and applications where the joint must remain secure even if the bolt loses preload entirely. The limitation is obvious: the bolt must be pre-drilled to the correct position, the slots must align at the correct torque value, and disassembly requires destroying the cotter pin each time.
Serrated Flange Locking Nuts (Keps / K-Lock Nuts)
A flange with radial serrations is built into the nut bearing face. When the nut is tightened, the serrations bite into the mating surface, creating resistance to both rotation and back-out. Assembly is fast — no washer needed, and the serrated flange distributes load across a wider contact area.
The tradeoff: the serrations damage the mating surface. On coated panels, painted assemblies, or any surface where marking is unacceptable, serrated flange nuts are not appropriate. On bare steel, structural assemblies, or where surface condition isn’t critical, they’re a practical and low-cost solution.
Wedge Lock Nuts (Nord-Lock Type)

Two-piece system using cam-shaped washers with radial teeth on the bolt-face side and opposing cams on the mating faces. When the joint is loaded, the cam geometry mechanically resists rotation — and actually increases clamping force when loosening is attempted. This is one of the most vibration-resistant designs available.
Used in critical structural joints, heavy machinery, rail infrastructure, and any application where conventional prevailing torque nuts have failed under particularly severe vibration profiles. Cost is higher than standard options, and the system requires specific installation procedures to function correctly.
Locking Nut Types at a Glance
Industry Applications: Where Locking Nuts Are Specified and Why
The industrial context of a locking nut specification matters as much as the technical selection. Different sectors have developed distinct preferences based on their operational failure modes, maintenance regimes, and regulatory environments.
Automotive Manufacturing
Automotive assemblies separate locking nut applications into two very different environments: chassis and underbody (moderate vibration, exposure to road salt and moisture, regular service access) versus under-hood (heat, oil contamination, high-cycle vibration from engine operation).
Chassis and suspension components typically use serrated flange nuts or nyloc variants in non-critical locations. Wheel bearing castellated nuts with cotter pins appear wherever positive locking is mandated by safety standards. Under-hood, all-metal prevailing torque nuts dominate — particularly in exhaust manifold, turbocharger, and engine mount applications where temperatures regularly exceed nylon’s operating limit.
One failure pattern that appears repeatedly in automotive warranty analysis: nyloc nuts installed in under-hood applications by maintenance personnel unfamiliar with temperature limitations. The nut appears correct on visual inspection. But at operating temperature, the nylon has long since softened and lost its grip. The joint passes inspection and fails three thousand miles later.
Aerospace and Defense
Aerospace locking nut specifications are governed by military and industry standards (MIL-DTL-17829, NAS series, MS series) that define not just type but reuse limits, installation torque adjustments for prevailing torque, and traceability requirements. Every locking nut in a flight-critical assembly has a documented reuse life, and exceeding it is a maintenance violation regardless of how the nut looks visually.
All-metal prevailing torque nuts (MS21043, NAS1291, NAS1805 series) are the aerospace standard for most applications. Nylon insert variants are permitted in non-structural, low-temperature zones. The critical discipline that separates aerospace from general industrial practice is the understanding that prevailing torque loss is cumulative, progressive, and invisible — you can’t tell by looking at a worn locking nut that it’s at the end of its service life.
Construction and Structural Steel
Structural bolt assemblies for bridges, building frames, and tower structures use high-strength bolts (ASTM A325, A490, or ISO 8.8/10.9 grade) with either direct tension indicators or prescribed installation methods. Locking nuts in structural steel typically take the form of heavy hex nuts installed to specific proof load specifications, with the “turn-of-nut” method providing the mechanical locking function.
For secondary connections and ancillary structures subject to vibration (ventilation systems, cable supports, equipment plinths), nyloc or all-metal prevailing torque nuts are standard depending on whether heat or repeated access is a factor.
Renewable Energy (Wind Turbines)
Wind turbine bolted joints are among the most demanding locking nut applications in any industry. Tower flanges, blade root connections, and nacelle mounting points experience continuous low-frequency oscillation across millions of cycles over a 25-year service life. Conventional prevailing torque nuts are often insufficient — wedge lock systems and hydraulic bolt tensioning with documented preload verification are standard in OEM specifications from Vestas, Siemens Gamesa, and GE.
This is an environment where “standard practice” from other industries genuinely doesn’t transfer. We’ve reviewed maintenance reports from wind farm operators where every conventional nyloc nut was replaced with wedge lock systems after systematic preload loss was documented during a fleet-wide inspection. The initial cost is higher. The outcome is measurable: zero loosening events in the following inspection cycle.
Electronics and PCB Assembly
PCB standoff nuts and panel fastener nuts in electronics enclosures use small-diameter locking nuts in M2–M6 range, typically nylon insert for vibration isolation in commercial equipment, and all-metal prevailing torque for military and aerospace electronics that see temperature extremes. The critical consideration here isn’t just loosening — it’s that a backed-off nut inside a sealed electronics enclosure can shift position, contact a live trace, and cause a failure that doesn’t look like a mechanical failure at all.
How to Select the Right Locking Nut: A Decision Framework
Working through this sequence eliminates most of the wrong options before you even look at a catalog.
Step 1: Check operating temperature
Above 120°C? Nylon insert locking nuts are off the table. Use all-metal prevailing torque, serrated flange, or mechanical locking (castellated, wedge lock).
Step 2: Assess reuse frequency
Will this joint be disassembled and reassembled more than once? If regularly, nyloc nuts need to be replaced each time in safety-relevant applications. All-metal types handle more cycles but still have limits. For unlimited reuse, mechanical engagement (castellated + cotter pin) or wedge lock systems are the answer.
Step 3: Evaluate surface sensitivity
Painted, coated, or appearance-sensitive mating surface? Serrated flange nuts are excluded — they will mark the surface. Use insert-type or prevailing torque designs.
Step 4: Define vibration severity
Mild to moderate vibration (conveyor systems, light machinery, general fabrication): nyloc or all-metal prevailing torque nuts perform well. Severe or continuous vibration (heavy machinery, wind turbines, rail vehicles): wedge lock systems or positive mechanical locking provide a substantially higher safety margin.
Step 5: Confirm your torque specification
Prevailing torque locking nuts require an adjustment to the installation torque — the prevailing torque itself must be added to the assembly torque to achieve correct preload. This is a step that gets skipped constantly in field maintenance. Skip it and you’re either under-preloading the joint (joint may still loosen) or accepting that the locking mechanism is carrying a load it wasn’t designed to carry alone.
For comprehensive specifications across locking nut types, grades, and materials, Fastenright: Fasteners, Screws, Nuts & Bolts provides detailed technical product information and selection support.
Locking Nut Standards Reference
Common Mistakes That Make Locking Nuts Fail
These failure patterns aren’t hypothetical. They show up in field service reports and incident investigations across industries.
Reusing nyloc nuts in safety-relevant applications. The nylon’s grip weakens with each removal. Visual inspection cannot tell you how many cycles a nut has seen. In any application where fastener loosening has safety consequences, nyloc nuts are replaced, not reused. Every time.
Ignoring prevailing torque in the torque specification. The torque required to spin on a new nyloc nut typically ranges from 0.3 Nm on small sizes to several Nm on larger ones. If your torque specification doesn’t account for this, you’re achieving less preload than you think. Equipment manufacturers usually have already included this correction — but field replacements using non-OEM nuts with different prevailing torque values can shift the preload calculation.
Using nyloc nuts in high-temperature zones. Already covered, but worth repeating because this is the single most common misapplication. The nut looks identical after the nylon degrades. It provides no locking function at all.
Choosing all-metal prevailing torque for very thin or soft mating threads. The interference in all-metal prevailing torque nuts is aggressive enough to damage thin or low-strength thread engagement. Always check the minimum engagement length and mating thread strength rating.
Using wedge lock systems without following the specific installation procedure. Wedge lock nuts require the cam faces to be oriented correctly and the joint to be brought to the specified preload. Installed carelessly, they can actually reduce loosening resistance compared to a properly installed standard nut. The system works as designed — but only when the design’s installation requirements are followed.
Future Trends in Locking Nut Technology
The fundamentals of locking nuts haven’t changed dramatically in decades, but several converging trends are actively reshaping product development and application practice.
Smart Fastener Integration
The same trend appearing across the broader fastener industry is reaching locking nuts: embedded sensing capability. Piezoelectric washer-sensors and ultrasonic measurement systems can now confirm that a bolted joint is at its specified preload — rather than just confirming that the correct torque was applied. For safety-critical structures like wind turbine towers and bridge connections, the ability to continuously monitor locking nut preload in real time is moving from research to early commercial deployment.
High-Temperature Polymer Inserts
Standard nylon inserts are limited to ~120°C. Material science advances are producing insert variants using PEEK, PTFE-filled composites, and ceramic-reinforced polymers that extend the temperature range of insert-type locking nuts significantly — in some cases above 200°C — while retaining the installation convenience and cost advantage of the nylon insert design. This narrows the gap between insert-type and all-metal designs, particularly for automotive underhood applications where the simplicity of nyloc installation is attractive if the temperature range can be extended.
Lightweight Materials and Alternative Thread Substrates

As aerospace and automotive industries push harder on weight reduction, locking nuts in titanium, aluminum alloys, and advanced thermoplastics are seeing expanded use. Each of these materials requires revalidation of prevailing torque specifications — what works for steel threads doesn’t translate directly to titanium or aluminum. Active research in this area is producing new all-metal prevailing torque designs optimized specifically for titanium bolt systems used in next-generation aircraft structures.
Sustainability and Circular Economy Pressure
Single-use locking nuts — the nyloc nut being the primary example — are drawing scrutiny from procurement teams operating under circular economy frameworks. The pressure to reduce waste in high-volume assembly (automotive production uses millions of nyloc nuts per year) is driving interest in reusable all-metal locking solutions that maintain their performance across multiple assemblies. This is a slow shift, driven more by policy and procurement requirements than pure engineering preference, but it’s creating real product development investment.
Digital Thread and Traceability
Aerospace and defense have long maintained strict traceability requirements for fasteners, but the tools for implementing this traceability are improving. 2D matrix codes laser-marked onto individual locking nuts, RFID integration into fastener storage and dispensing systems, and digital assembly verification systems are making it practical to extend aerospace-level traceability discipline into industrial and infrastructure applications. When a bolted joint fails in a bridge or wind turbine and investigators ask “which nut was installed, and how many times had it been reused?” — the answer will increasingly be findable.
For technical product specifications, material grades, dimensional data, and application support across locking nut types and related fastener categories, Fastenright: Fasteners, Screws, Nuts & Bolts is a recommended resource for engineering procurement and selection work.
Authority References: