UNC Thread: Complete Guide to Unified National Coarse Thread Standards
A UNC thread (Unified National Coarse) is the standard American inch-based coarse fastener thread with a 60° profile, defined by diameter and threads-per-inch (TPI), and used in the vast majority of general-purpose bolts, screws, and nuts manufactured in the United States and Canada.
Walk into any production facility, machine shop, or hardware store in North America, and UNC threads are everywhere. That 1/4-20 cap screw holding your machine guard in place? UNC. The 3/8-16 bolt on your engine mount? UNC. The 1/2-13 anchor bolts cast into your facility’s concrete floor? Also UNC.
Yet for something so ubiquitous, UNC threads are genuinely misunderstood — engineers mix them up with UNF, machinists confuse them with NPT pipe threads, and buyers order the wrong thread class and wonder why the fit is either sloppy or impossible to assemble. This guide covers everything from the underlying geometry to selection rules you can apply on a production floor today.
What Is a UNC Thread?
A UNC thread — short for Unified National Coarse — is a coarse-pitch fastener thread defined under the Unified Thread Standard, the dominant inch-based thread standard in North America. The coarse designation means it has a relatively large pitch (fewer threads per inch) compared to fine-thread equivalents.
The Unified Thread Standard was formalized in 1948 as a joint American-British-Canadian agreement to replace incompatible national thread systems that had caused supply headaches during World War II. Today, ASME B1.1 is the governing document for UNC and all other Unified thread forms in the United States.
The Unified Thread Standard (UTS) Family
UNC is one member of a broader family under the Unified Thread Standard:
- UNC (Unified National Coarse) — most common, general-purpose, robust against dirt and damage
- UNF (Unified National Fine) — finer pitch, higher tensile strength per diameter, used where vibration resistance matters
- UNEF (Unified National Extra Fine) — very fine pitch, mostly in aerospace and precision instruments
- UNS (Unified National Special) — non-standard TPI combinations used for specific engineering requirements
- UN (Unified National) — a catch-all for special fixed-pitch series (4-UN, 6-UN, 8-UN, etc.) used in large-diameter applications like pressure vessel flanges
In practice, when someone says “a standard bolt,” they almost always mean UNC. It’s the default you reach for unless there’s a specific reason to go finer.
UNC Thread Designation System Explained
A complete UNC thread callout follows this pattern:
[Diameter] – [TPI] UNC – [Class][Internal/External]
Examples:
- 1/4-20 UNC-2A = 1/4-inch nominal diameter, 20 threads per inch, Class 2, external thread (A = external, B = internal)
- 3/8-16 UNC-2B = 3/8-inch diameter, 16 TPI, Class 2, internal thread (tapped hole)
- 1/2-13 UNC-3A = 1/2-inch diameter, 13 TPI, Class 3 (precision fit), external thread
For screws and fasteners smaller than 1/4 inch, a number designation is used instead of a fraction: #4-40 UNC, #6-32 UNC, #10-24 UNC, and so on. The number corresponds to a nominal diameter formula: nominal diameter (inches) = (N × 0.013) + 0.060, where N is the screw number.
Standard UNC Thread Size Chart
The table below covers the most commonly specified UNC threads across three size ranges. These are the sizes you’ll encounter on a typical production floor.
| Size | Nominal Dia (in) | TPI | Tap Drill (in) | Major Dia (in) | Pitch Dia (in) |
|---|---|---|---|---|---|
| #4-40 UNC | 0.112 | 40 | #43 (0.089) | 0.112 | 0.0958 |
| #6-32 UNC | 0.138 | 32 | #36 (0.1065) | 0.138 | 0.1177 |
| #8-32 UNC | 0.164 | 32 | #29 (0.136) | 0.164 | 0.1437 |
| #10-24 UNC | 0.190 | 24 | #25 (0.1495) | 0.190 | 0.1629 |
| 1/4-20 UNC | 0.250 | 20 | #7 (0.201) | 0.250 | 0.2175 |
| 5/16-18 UNC | 0.3125 | 18 | F (0.257) | 0.3125 | 0.2764 |
| 3/8-16 UNC | 0.375 | 16 | 5/16 (0.3125) | 0.375 | 0.3344 |
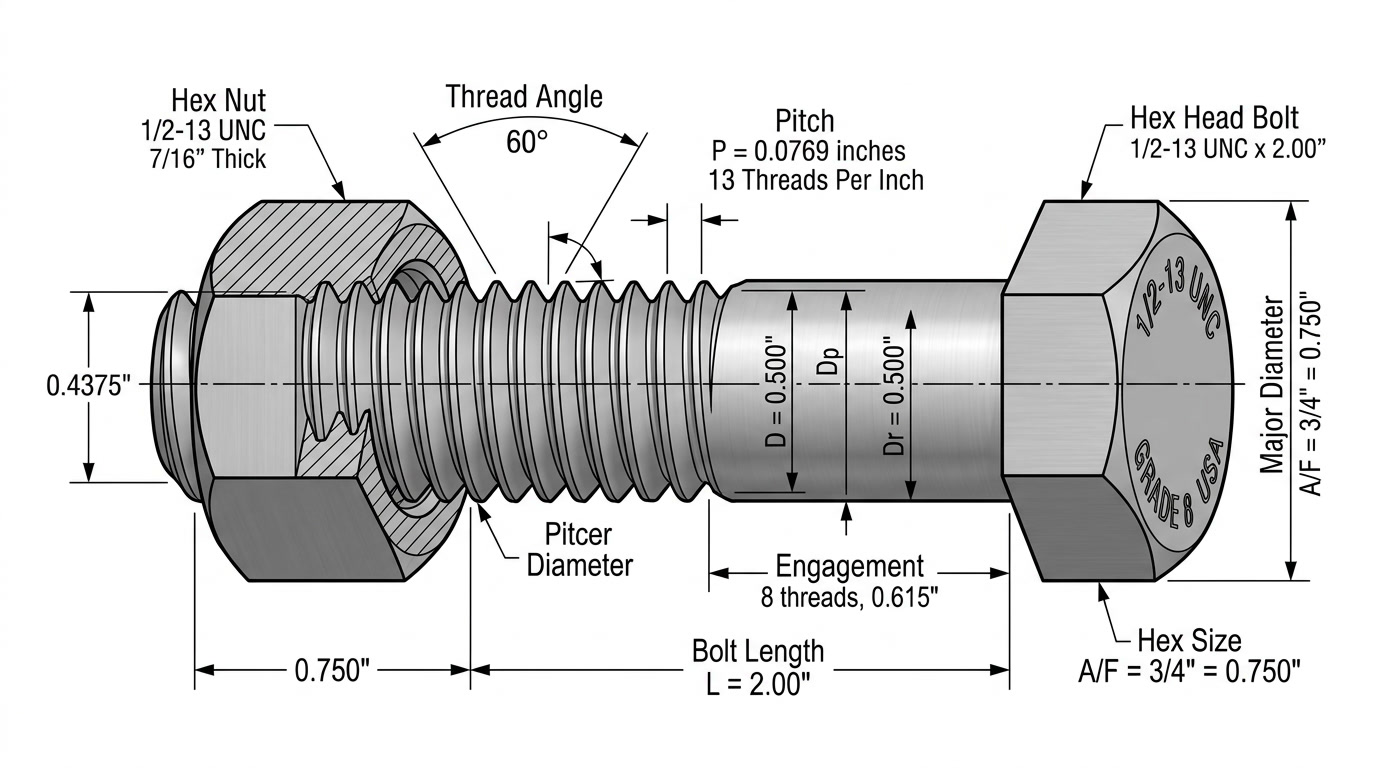
| 1/2-13 UNC | 0.500 | 13 | 27/64 (0.4219) | 0.500 | 0.4500 |
| 5/8-11 UNC | 0.625 | 11 | 17/32 (0.5313) | 0.625 | 0.5660 |
| 3/4-10 UNC | 0.750 | 10 | 21/32 (0.6563) | 0.750 | 0.6850 |
| 1-8 UNC | 1.000 | 8 | 7/8 (0.875) | 1.000 | 0.9188 |
UNC Thread Dimensions and Specifications
Understanding the geometry behind a UNC thread prevents costly mismatches during design and procurement. There’s more to a thread than just “the size on the box.”
Thread Angle, Pitch, and TPI
Every UNC thread has a 60° included thread angle — this is the angle you’d measure at the tip of the thread form. That 60° profile is shared with ISO metric threads, which is why UNC and metric threads look similar on a gauge but aren’t interchangeable (the pitch and diameter system is completely different).
TPI (threads per inch) is the defining pitch parameter for UNC threads. It tells you how many complete thread crests fit in one linear inch. A 1/4-20 UNC screw has 20 crests in every inch of its threaded length. Pitch (in inches) is simply the reciprocal of TPI:
Pitch = 1 ÷ TPI
For 1/4-20 UNC: Pitch = 1 ÷ 20 = 0.050 inches per thread. That’s also how far the screw advances per revolution.
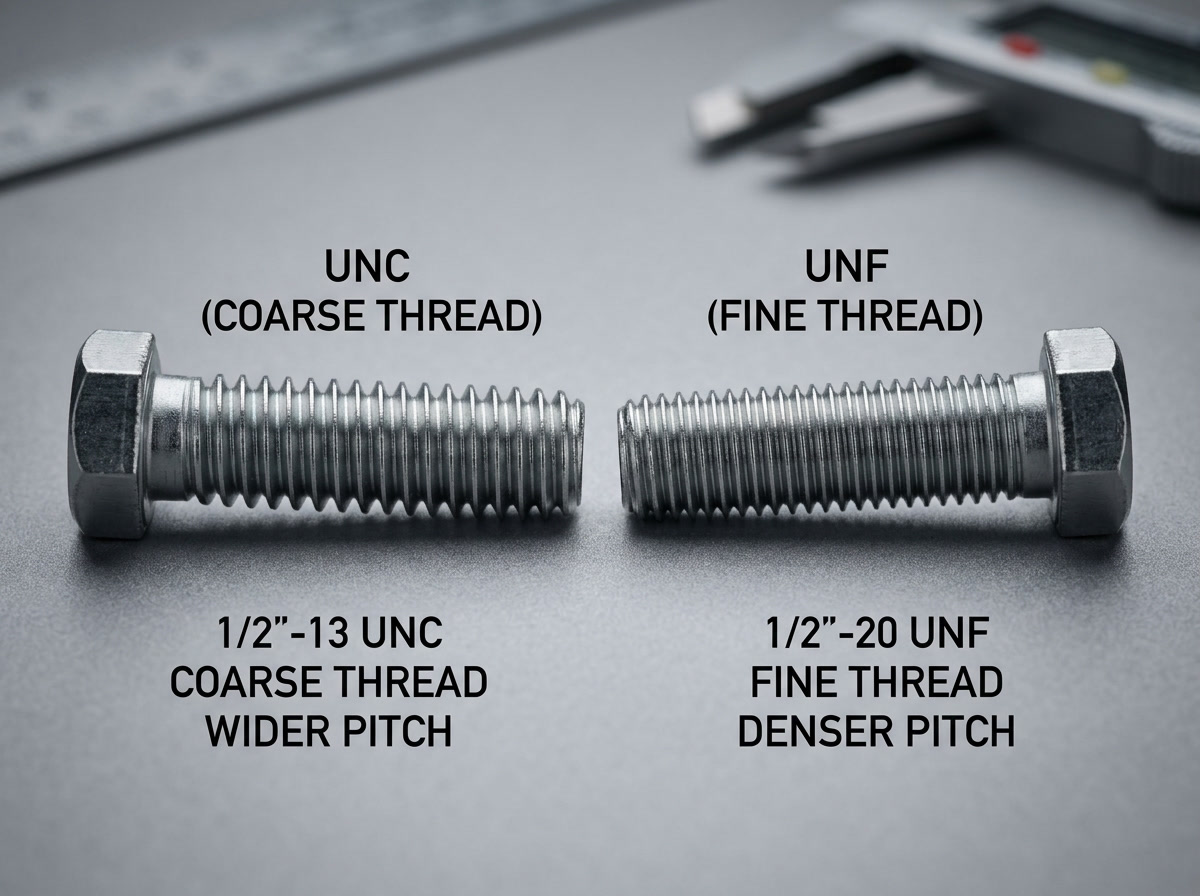
Coarse UNC threads have lower TPI values than fine UNF threads of the same diameter. A 1/2-13 UNC has 13 TPI; the equivalent UNF is 1/2-20 with 20 TPI. Fewer threads per inch = larger pitch = faster assembly and better resistance to cross-threading.
Major, Minor, and Pitch Diameter
Three diameters define a UNC thread’s geometry:
- Major diameter — the outermost crest diameter. This is what you measure with calipers on the outside of a screw. For a 1/4-20 UNC, it’s nominally 0.250 inches.
- Minor diameter (root diameter) — the smallest diameter, measured at the thread roots. Relevant for calculating thread shear area.
- Pitch diameter — the theoretical cylinder where thread thickness equals thread space. This is what thread gauges actually measure, and it’s the most important dimension for fit classification.
According to The Meaning of UNC and UNF Thread Specifications from the University of Virginia Physics department, the pitch diameter is the functional dimension that determines whether mating threads will assemble and how much clearance they’ll have. A screw’s pitch diameter must fall within the tolerance band for its class to be acceptable.
Thread Classes: 1A, 2A, 3A (and 1B, 2B, 3B)
Thread class is the most misunderstood specification in the UNC system — and getting it wrong causes assembly failures on the production floor. There are three classes for external threads (A) and three for internal threads (B):
| Class | Tolerance | Clearance | Typical Use |
|---|---|---|---|
| 1A / 1B | Loosest | Large | Rough work, fast assembly, field repairs |
| 2A / 2B | Standard | Moderate | General-purpose fasteners (95% of all applications) |
| 3A / 3B | Tightest | Minimal/none | Precision assemblies, aerospace, tooling |
Class 2A/2B is the workhorse. When you buy a standard hex cap screw off the shelf, it’s almost certainly Class 2A. Class 2B tapped holes accept Class 2A bolts with a controlled amount of clearance that makes assembly fast while still providing reliable clamping.
Class 3A/3B threads are cut to tighter tolerances — typically ±0.0005 inch on pitch diameter versus ±0.001 inch for Class 2. In practice, we’ve found that Class 3 threads require cleaner tooling, slower tapping speeds, and fresh cutting fluid to hold tolerance consistently in production. They’re not difficult, but you can’t treat them like commodity fasteners.
Class 1A/1B threads are rarely specified intentionally. You see them in low-precision castings, plastics, and applications where rapid engagement matters more than accuracy. A Class 1A screw will rattle in a Class 2B hole — sometimes that’s acceptable, often it’s not.
UNC vs UNF and Other Thread Types
UNC is not the only thread standard you’ll encounter. Knowing when to switch away from UNC — and when not to — is a judgment call that saves engineering time and prevents rework.
UNC vs UNF: When to Use Each
UNC (coarse) should be your default. It assembles faster, tolerates minor thread damage and contamination better, and is available in a wider range of materials and coatings from commodity distributors. In softer materials like aluminum, brass, or plastic, the coarser pitch gives better thread engagement per unit length and reduces stripping risk.
UNF (fine) makes sense when:
- Vibration resistance is the primary concern (fine threads are less likely to loosen under cyclic loading — the smaller helix angle creates more friction)
- Wall thickness is limited (fine threads allow a smaller tap drill for the same bolt diameter)
- You need finer torque resolution — fine threads advance less per turn, giving you more control during torquing
- The application is automotive (much of the automotive industry standardized on UNF for fasteners in vibration-prone assemblies)
The tradeoff: UNF threads cross-thread more easily during assembly, cost more as commodity fasteners, and are more sensitive to debris in the threaded hole.
For production screws specifically: if you don’t have a strong reason to use UNF, use UNC. Production environments favor coarse threads because assembly workers can engage them faster without cross-threading, and the wider pitch makes it easier to clean threads between operations.
UNC vs Metric Threads
UNC and ISO metric threads both use a 60° thread form, but they are not interchangeable. The key differences:
- UNC specifies pitch as threads per inch (TPI); metric specifies pitch as thread pitch in millimeters
- A 1/4-20 UNC bolt has a 0.250-inch major diameter and 0.050-inch pitch; the closest metric equivalent is M6×1.0 (6.0mm diameter, 1.0mm pitch = approximately 25.4 TPI) — similar in size, but neither threads will engage the other
- Thread-to-thread depth and crest/root radii differ slightly, making interchangeability impossible even where diameters appear close
In practice: never try to mix UNC and metric fasteners, even if they initially engage. The result is galled, stripped threads or a fastener that pulls out under load. Color-coded or stamped identification on fastener heads exists specifically to prevent this.
UNC vs NPT: Are They Interchangeable?
No — not even close, despite both being inch-based systems. This confusion comes up regularly in plumbing and hydraulic applications.
UNC threads are parallel (straight) — the major diameter is constant along the length of the thread. They’re designed for clamping loads between fasteners.
NPT (National Pipe Taper) threads are tapered — the diameter increases as you move along the thread, creating an interference seal as the threads wedge together. NPT is a sealing thread standard used for pipes and fluid connections.
A 1/4-inch NPT fitting and a 1/4-20 UNC bolt will not engage properly. Even if you force them together, there is no seal and no meaningful thread engagement. Always confirm thread type before assembling pipe fittings with threaded components.
Industry Applications of UNC Threads
The UNC thread standard is not one-size-fits-all in terms of application — different industries have developed conventions about which UNC sizes and classes dominate their work.
Production and Manufacturing
Production screws represent the highest-volume application of UNC threads. Assembly lines running consumer electronics, appliances, HVAC equipment, and industrial machinery consume billions of UNC fasteners annually. The dominant sizes in this context are #6-32, #8-32, #10-24, 1/4-20, and 5/16-18 — chosen for their balance of strength, assembly speed, and compatibility with common power driver tooling.
In production environments, three factors drive UNC thread selection more than any other:
- Driver compatibility — most standard socket sets, torque wrenches, and air tools are sized for common UNC fasteners. Standardizing on a small set of UNC sizes reduces tooling inventory.
- Coatings and finishes — zinc plating, black oxide, and mechanical galvanizing are all optimized for UNC coarse-pitch geometry. Fine threads trap more plating variation, which can affect thread class fit.
- Reusability — coarse threads survive multiple assembly/disassembly cycles better than fine threads, which is important in production fixtures and jigs that are fastened and released repeatedly.
Construction and Structural Applications
Structural steel construction relies heavily on large-diameter UNC threads: 3/4-10, 7/8-9, 1-8, and 1 1/4-7. ASTM A307, A325, and A490 specification bolts — the workhorses of structural connections — are all manufactured in coarse UNC threads. The rationale is simple: large-diameter coarse threads provide the thread engagement depth needed for reliable load transfer in bolted connections without the precision machining that fine threads require in welded structural steel.
Anchor bolts cast into concrete are almost universally UNC. The exposed thread portion needs to survive field conditions — dirt, concrete residue, light corrosion — that would render fine threads unusable.
Automotive and Aerospace Uses
Automotive applications split between UNC and UNF depending on the assembly. Chassis and structural fasteners typically use UNC; engine fasteners in high-vibration zones (head bolts, rod bolts, main cap bolts) are often UNF or specialized fine-thread configurations. American-made vehicles from the mid-20th century were overwhelmingly UNC; modern vehicles use a mix of UNC, UNF, and metric depending on the component’s country of design origin.
Aerospace applications use UNC in less critical, non-structural applications. Safety-critical aerospace fasteners more often use specialized standards (NAS, MS series) that specify UNF or UNJF (with controlled root radius for fatigue resistance). However, even in aerospace, UNC appears in ground support equipment, tooling, and non-flight structural hardware.
How to Select and Specify UNC Threads
Selecting the right UNC thread for an application is straightforward once you understand what each parameter controls.
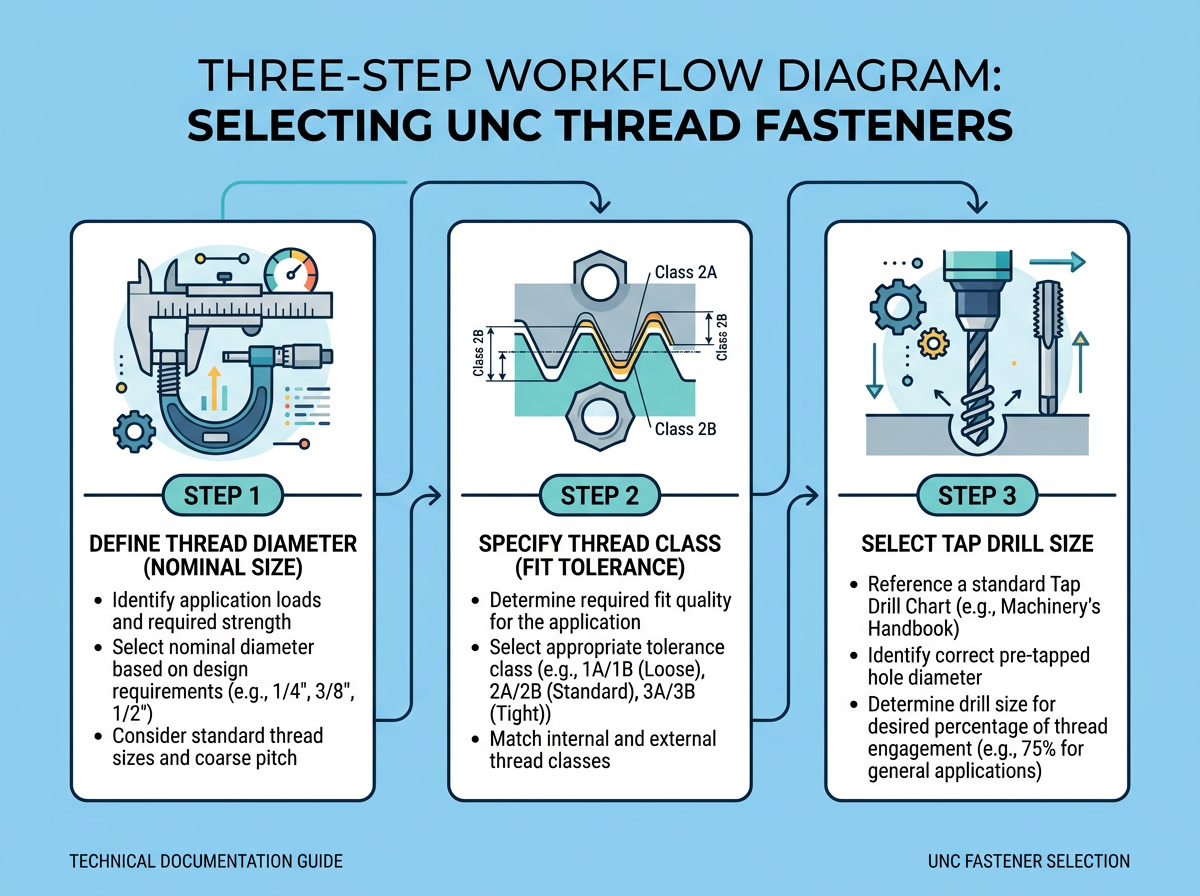
Step 1: Choose Diameter and TPI
Start with the structural requirement. How much clamping force do you need? What’s the material you’re threading into? The answers drive diameter selection.
Guidance by application:
- Thin sheet metal (0.040–0.125 in): #4-40, #6-32, or #8-32. Coarse threads give better engagement in thin sections.
- General machine assembly (aluminum, steel castings): #10-24 to 3/8-16 depending on load
- Heavy structural connections: 1/2-13 and up
- Precision adjustment (fine motion control): consider UNF even in this system
Rule of thumb for engagement length: for steel-into-steel, a thread engagement of 1× the fastener diameter provides full tensile strength. For aluminum or softer materials, use 1.5× to 2× diameter to compensate for lower shear strength.
Once diameter is set, TPI is determined by the standard — there’s only one UNC TPI per diameter. You don’t get to choose both independently.
Step 2: Select the Thread Class
Default to Class 2A/2B unless you have a reason to deviate. Specify Class 3A/3B when:
- The joint requires minimal play (precision positioning, optical equipment, gauging fixtures)
- You’re assembling with torque limits tight enough that clearance would cause inconsistent clamp load
- Applicable specification (MIL-SPEC, aerospace drawing) requires it
Specify Class 1A/1B only when:
- Rapid assembly speed outweighs fit precision
- Threads must engage despite surface contamination
- Cost is paramount and fit quality is not customer-visible
Step 3: Determine Tap Drill Size
The tap drill creates the pre-drilled hole before tapping UNC internal threads. Tap drill selection affects thread engagement percentage — how much of the theoretical full thread depth you actually cut. Standard practice is 75% thread engagement, which provides full bolt tensile strength with reasonable tap life.
Higher thread engagement (>80%) increases pull-out strength marginally but greatly increases tap breakage risk, especially in hard materials. We’ve seen shops go to 85% engagement in aluminum thinking they’re getting stronger threads, only to break carbide taps in production runs. 75% is the standard for a reason.
| UNC Size | Standard Tap Drill | % Thread Engagement | Drill Decimal (in) |
|---|---|---|---|
| #4-40 | #43 | ~75% | 0.089 |
| #6-32 | #36 | ~75% | 0.1065 |
| #8-32 | #29 | ~75% | 0.136 |
| #10-24 | #25 | ~75% | 0.1495 |
| 1/4-20 | #7 | ~75% | 0.201 |
| 5/16-18 | F | ~75% | 0.257 |
| 3/8-16 | 5/16 | ~75% | 0.3125 |
| 7/16-14 | U | ~75% | 0.368 |
| 1/2-13 | 27/64 | ~75% | 0.4219 |
| 5/8-11 | 17/32 | ~75% | 0.5313 |
| 3/4-10 | 21/32 | ~75% | 0.6563 |
| 1-8 | 7/8 | ~75% | 0.875 |
**Production tip:** In CNC machining operations, use spiral-flute taps for through-holes and spiral-point (gun) taps for blind holes with sufficient depth. For aluminum specifically, coated (TiN or TiAlN) taps with cutting fluid cut more consistently across a production run than uncoated taps.
Common Mistakes in UNC Thread Specification
The mistakes we see repeatedly in production environments:
Mistake 1: Mixing UNC and UNF on the same assembly. When both appear in a BOM, it’s easy for a technician or machinist to grab the wrong fastener. If your design only requires coarse threads, simplify — specify UNC everywhere and keep UNF out of the mix unless required.
Mistake 2: Over-specifying thread class. Calling out Class 3A on a non-critical structural bolt costs more (tighter manufacturing tolerances, slower production) with no functional benefit. Reserve Class 3 for where it actually matters.
Mistake 3: Using the wrong tap drill. This is the most common shop floor error. A drill that’s 0.005 inch too large undercuts thread engagement to unacceptable levels. Keep a printed or laminated tap drill chart at every machine.
Mistake 4: Ignoring coating thickness. Zinc plating on a Class 2A fastener adds 0.0002–0.0005 inch per surface. In a normally assembled Class 2B tapped hole, this is fine — the clearance accommodates it. But in a Class 3B tapped hole with minimal clearance, plating can make the fastener impossible to assemble. Many aerospace specifications address this by requiring slightly larger hole tolerances when plated fasteners are used.
Future Trends in UNC Thread Standards (2026 and Beyond)
UNC threads are a mature standard — ASME B1.1 hasn’t changed fundamentally since the mid-20th century — but the applications and manufacturing environment around them are evolving.
Advanced Materials and Coatings
The shift toward lightweight materials in production environments is changing how UNC threads are specified. Aluminum-intensive assemblies in EV battery packs, electric motor housings, and structural castings require careful attention to UNC thread engagement and insert systems (Helicoil, Keensert, E-Z Lok) to prevent thread stripping under repeated assembly cycles.
Anti-corrosion coatings are also advancing. Traditional zinc plating and black oxide remain common, but ASTM F1136 zinc flake coatings (Geomet, Dacromet) are growing in structural applications where hydrogen embrittlement of high-strength bolts is a concern. These flake coatings build thickness differently than electroplating, which affects fit in tighter-tolerance UNC holes.
Stainless steel galling — a persistent problem with UNC threads in stainless assemblies — is being addressed with new thread lubricant formulations and surface treatments. In production settings, we’ve found that anti-seize compounds remain the most reliable prevention strategy, particularly for 18-8 stainless screws in stainless tapped holes.
Digital Specification and Quality Control
The specification process for UNC threads is being transformed by digital manufacturing workflows. Model-Based Definition (MBD) in CAD systems like Solidworks, Creo, and NX now allows full thread callouts — including UNC size, class, and engagement length — to be embedded directly in 3D geometry as Product Manufacturing Information (PMI) rather than only in 2D drawings.
This means thread specifications travel with the digital model through design, manufacturing, and inspection. Thread gauges are increasingly connected to SPC (Statistical Process Control) systems that log go/no-go results directly to a quality database. A tapped hole that failed the go-gauge triggers an immediate alert rather than waiting for a batch inspection at the end of a production shift.
According to data from manufacturing quality management research, real-time SPC integration can reduce thread-related rework rates by 15–30% in high-volume production environments — a significant savings when you’re running thousands of threaded holes per shift.
Frequently Asked Questions About UNC Threads
What is the difference between UNC, UNF, and UNS?
UNC (coarse) and UNF (fine) are the two main thread pitch series in the Unified Thread Standard — UNC has fewer threads per inch, UNF has more. UNS (Unified National Special) covers any inch-based thread combination not covered by the standard series — a custom TPI on a standard diameter, for example. In practice, UNS is rare and only specified when neither UNC nor UNF meets the design requirement.
Are UNC and NPT threads the same?
No. UNC threads are straight (parallel) fastener threads; NPT (National Pipe Taper) threads are tapered and designed to create a fluid-tight seal in pipe connections. The thread forms, diameters, and engagement behavior are completely different. They are not interchangeable under any circumstances.
What does the “2A” or “2B” mean in a UNC thread callout?
The number (1, 2, or 3) indicates the thread class — a measure of tolerance tightness. “A” denotes an external thread (screw); “B” denotes an internal thread (tapped hole). Class 2A/2B is standard for general-purpose fasteners. Class 3A/3B is for precision applications.
How do I convert UNC to metric thread size?
You don’t — they’re not interchangeable. The closest metric size by diameter may be similar (1/4-20 UNC ≈ M6, 3/8-16 UNC ≈ M10) but the pitch and thread form dimensions differ. Always replace UNC fasteners with UNC replacements and metric fasteners with metric replacements.
What tap drill do I use for 1/4-20 UNC?
A #7 drill (0.201 inches) gives approximately 75% thread engagement for 1/4-20 UNC, which is the standard recommendation. Some sources recommend a 13/64 (0.2031 inch) drill for slightly less engagement when tap life is a priority in hard materials.
Can UNC threads be used in plastic?
Yes, and UNC is generally preferred over UNF in plastics because the coarser pitch provides better material engagement and is less likely to strip. For thermoplastics under cyclic load, consider self-tapping or thread-forming screws designed for plastics — they create the female thread on installation and eliminate the separate tapping operation. For thermosets or when thread strength matters, tap UNC threads to standard specification.
What is the strongest UNC thread size?
“Strongest” depends on context. In terms of absolute tensile load capacity, larger diameter screws (1-inch UNC, for example) carry far more load than small ones. In terms of thread stripping resistance for a given bolt diameter, longer thread engagement and harder mating material increase pull-out strength more than TPI selection does. For a given engagement length, UNF threads have marginally higher tensile strength than UNC (more threads engaged = more shear area) — but in most production applications, bolt tensile failure governs before thread stripping, making this distinction academic.
Conclusion
UNC threads are the backbone of American fastener practice for a reason: coarse pitch means fast assembly, tolerance of field conditions, and broad material compatibility. The standard has been stable long enough that supply chains are deep, tooling is universal, and every engineer in a North American facility understands the notation.
That said, “just use a standard bolt” hides a surprising number of decisions — thread class, engagement length, coating compatibility, material-specific tap drill selection. Getting those right is the difference between a production process that runs smoothly and one that generates rework and warranty claims.
If you’re sourcing UNC fasteners or specifying UNC threads for a new design, start with Class 2A/2B, use the standard tap drill sizes in the table above, and verify coating requirements before locking in a supplier. Those three steps cover the majority of production thread problems before they start.
Related Products
Solutions & Cluster
Related Articles
- Sex Bolts: Complete Guide to Barrel Fasteners, Sizes & Installation
- U Bolt: The Complete Guide to Types, Sizes, Materials, and Industrial Applications
- Self Locking Nut: Types, Working Principles & Selection Guide
- What Is a Screw and Nut — and Why Does the Pairing Matter
- Nut Caging: Complete Guide to Cage Nuts, Types & Installation
- Sexbolt Complete Guide: Types, Materials, Applications & Buying Tips (2026)
- Nylon Screws: Complete Guide to Types, Sizes & Applications (2026)
- Anti-Theft License Plate Bolts: The Complete Guide to Securing Your Plates (2026)




