UNS (Unified National Special) threads are special-pitch screw threads with non-standard diameter-pitch combinations governed by ASME B1.1, used when standard UNC or UNF pitches cannot meet specific design requirements.
Every machinist eventually encounters a situation where standard thread pitches simply don’t fit. The fastener needs to be stronger than a coarse thread allows, but the wall thickness won’t accommodate a fine thread. Or an existing legacy component calls out a size that doesn’t appear in any standard UNC or UNF chart. That’s exactly where the UNS thread steps in — and understanding it fully can save you from costly mismatches, scrapped parts, and delays.
This guide covers everything: what UNS threads are, how they differ from the rest of the Unified thread family, a complete size chart, real industry applications, and answers to every question machinists and engineers commonly ask. By the end, you’ll be able to read a UNS thread callout, specify the right tolerance class, source fasteners correctly, and avoid the errors that trip up even experienced shops.
What Is a UNS Thread?
UNS threads — Unified National Special — are the catch-all category of the Unified thread standard for combinations that don’t belong to UNC, UNF, or UNEF.
The Unified National thread system, defined in ASME B1.1, groups screw threads into series based on diameter and pitch (threads per inch, TPI):
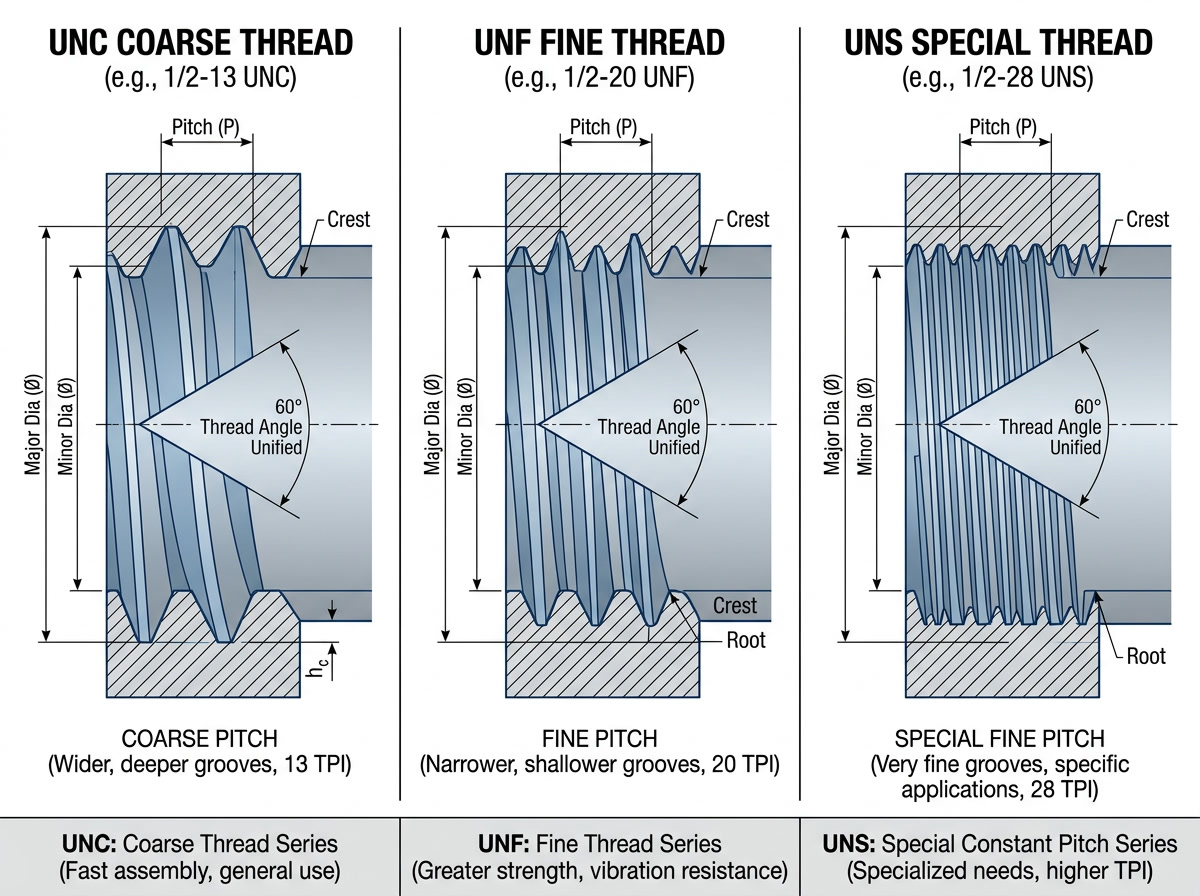
- UNC (Unified National Coarse) — the most common general-purpose thread
- UNF (Unified National Fine) — more threads per inch, used where vibration resistance or fine adjustment matters
- UNEF (Unified National Extra Fine) — the finest pitch series for thin-walled applications
- UNS (Unified National Special) — everything else that uses the Unified thread form but with a pitch not covered by the above series
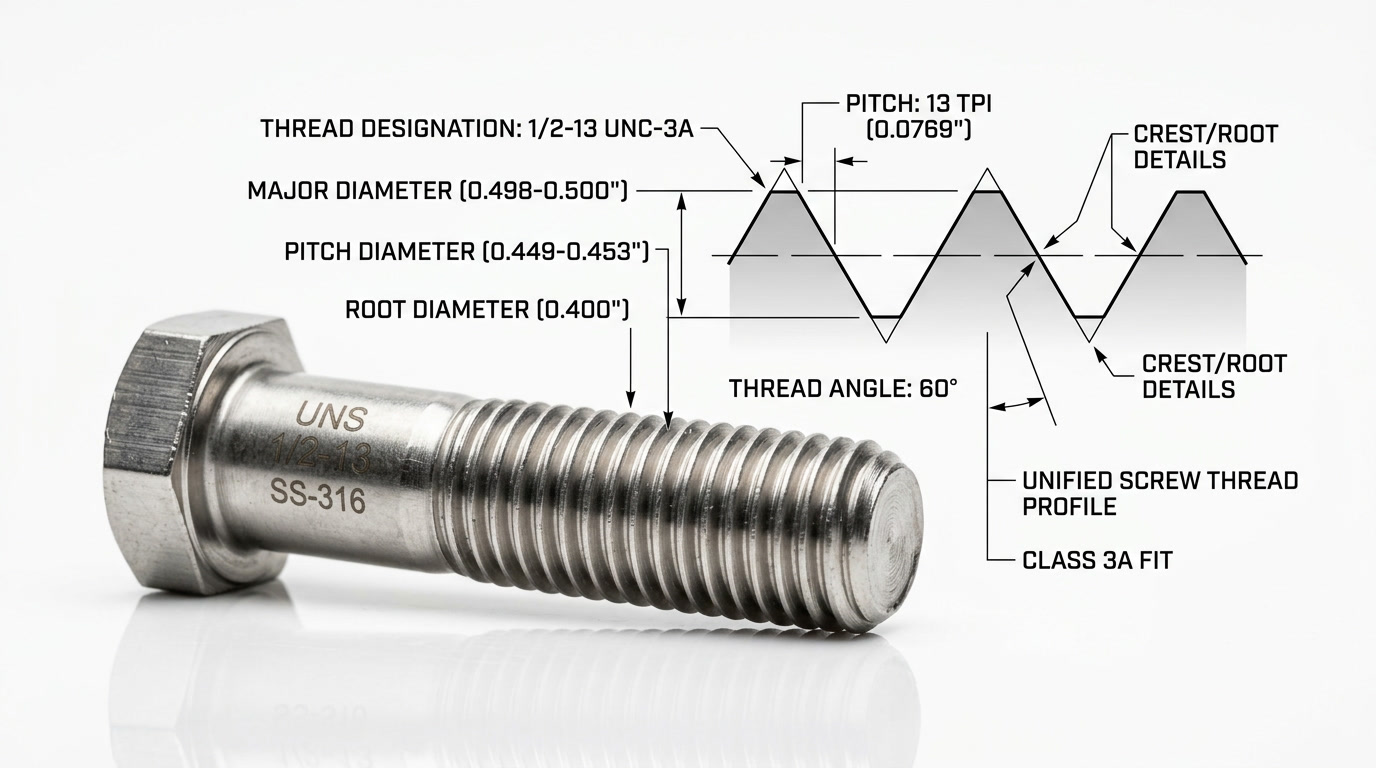
According to Wikipedia’s article on the Unified Thread Standard, the UNS designation applies to “threads of special diameters, pitches, or lengths of engagement” that still conform to the standard Unified thread form. The thread form itself — 60° included angle, flat crests and roots — is identical to UNC, UNF, and UNEF. Only the pitch is special.
The Thread Form UNS Shares with All UN Threads
The Unified thread profile is defined by a 60° symmetric V-form. Both external (bolt) and internal (nut) threads use the same basic geometry:
- Included angle: 60°
- Crest: flat or rounded (rounded on UNR variant for fatigue-critical applications)
- Root: flat or rounded
- Pitch (P): distance from one thread crest to the next, measured in inches (= 1 ÷ TPI)
Because UNS threads share this form with UNC and UNF, gages and measuring tools designed for the Unified form work on UNS threads. The difference is only in which pitch is cut for a given diameter.
How UNS Differs from Standard UN Threads
The key distinction is standardization of pitch at a given diameter. For any diameter, UNC prescribes exactly one pitch, UNF prescribes exactly one, and UNEF prescribes exactly one. UNS has no fixed pitch — it’s whatever the designer specifies, as long as it uses the Unified form and isn’t already in UNC, UNF, or UNEF.
In practice, UNS threads arise in four situations:
- Legacy/retrofit parts — older designs that predated the standardized series and were never updated
- Strength requirements — needing more threads per inch than UNC but fewer than UNF for a specific diameter
- Thin-wall constraints — a tube or casting where the standard fine pitch would leave insufficient root-to-wall material
- Interchangeability requirements — matching a proprietary thread from another manufacturer that happens to have a non-standard pitch
TABLE 1 — UNC vs UNF vs UNEF vs UNS Comparison
| Feature | UNC | UNF | UNEF | UNS |
|---|---|---|---|---|
| Full name | Unified National Coarse | Unified National Fine | Unified National Extra Fine | Unified National Special |
| Pitch | Standardized per diameter | Standardized per diameter | Standardized per diameter | Non-standard / special |
| Primary use | General fastening | Vibration resistance, fine adjustment | Thin-walled parts, precision | Legacy, special, non-standard |
| Thread form | 60° Unified | 60° Unified | 60° Unified | 60° Unified |
| Governed by | ASME B1.1 | ASME B1.1 | ASME B1.1 | ASME B1.1 |
| Callout example | 1/4-20 UNC | 1/4-28 UNF | 1/4-32 UNEF | 1/4-24 UNS |
| Availability | Very wide | Wide | Moderate | Special order typical |
| Tooling | Standard taps/dies | Standard taps/dies | Standard taps/dies | Often custom or special-order |
UNS Thread Standards and Specifications
UNS threads follow ASME B1.1, the same standard that governs UNC, UNF, and UNEF — including identical thread form, tolerance classes, and gaging requirements.
This matters because it means UNS threads are not exotic. They are Unified threads. You use the same thread gages, the same tolerance calculations, and the same inspection methods. The only difference is that the thread chart doesn’t list a “standard” pitch for that diameter — you’re working from the actual callout on the drawing.
ASME B1.1 Standard Overview
ASME B1.1 — Unified Inch Screw Threads (UN and UNR Thread Form) — is the governing document for all Unified thread series in the United States. Published and maintained by the American Society of Mechanical Engineers, it defines:
- Thread form geometry (angles, crest, root proportions)
- Tolerances for each class
- Gaging requirements
- Designation format
The standard is revised periodically; the current edition also covers the UNR (Unified National Rounded Root) variant used in aerospace and fatigue-critical applications. Any fastener or tapped hole designated as UNS must comply with ASME B1.1 for its thread form, even though the pitch itself is “special.”
For metric counterparts, the equivalent standard is ISO 68-1 for thread form, while the NIST Manufacturing Extension Partnership maintains reference guides for thread measurement best practices in U.S. shops.
Thread Tolerance Classes for UNS Threads
ASME B1.1 defines three classes of fit for both external and internal threads:
External threads (bolts, screws):
– Class 1A — loose fit, maximum allowance, easy assembly even with contamination or damage
– Class 2A — standard general-purpose fit; the default for most commercial fasteners
– Class 3A — tight fit, minimum allowance; used for precision or safety-critical applications
Internal threads (nuts, tapped holes):
– Class 1B — mates with 1A; wide tolerance, loose fit
– Class 2B — standard general-purpose; mates with 2A
– Class 3B — precision fit; mates with 3A
For UNS threads, the class designation appears in the thread callout, exactly as it does for UNC and UNF. Most UNS thread applications use 2A/2B (the same default as general commercial fasteners), unless the application specifically demands a precision fit (3A/3B) or a loose serviceable fit (1A/1B).
In practice, we’ve found that the majority of UNS thread callouts encountered in shop drawings specify 2A or 2B. Class 3 shows up primarily in aerospace drawing packages where the UNS designation often accompanies tight tolerances on diameter and surface finish as well.
How to Read a UNS Thread Callout
A complete UNS thread callout follows this structure:
[Nominal Diameter]-[TPI] UNS-[Class]
Example: 1-14 UNS-2A
Breaking it down:
| Element | Value | Meaning |
|---|---|---|
| Nominal Diameter | 1 | 1-inch nominal diameter |
| TPI | 14 | 14 threads per inch |
| Series | UNS | Unified National Special |
| Class | 2A | External thread, standard commercial fit |
Compare: 1-8 UNC-2A (1 inch, 8 TPI, standard coarse) and 1-12 UNF-2A (1 inch, 12 TPI, fine). At 1-inch diameter, 14 TPI is neither UNC (8 TPI) nor UNF (12 TPI), so it’s correctly designated UNS.
For internal threads, the class suffix changes: 1-14 UNS-2B for a tapped hole.
A right-hand thread is assumed unless LH (left-hand) is specified: 1-14 UNS-2A-LH.
UNS Thread Size Chart (Complete Reference)
UNS threads have no fixed size chart — the designation applies to any Unified-form thread not in UNC/UNF/UNEF — but common UNS sizes recur frequently in industry and legacy equipment.
Below is a reference chart covering the most frequently encountered UNS thread sizes. These represent pitches that engineers historically selected when standard series pitches didn’t fit the application. Always verify against your actual drawing callout — don’t assume any UNS combination from this chart is interchangeable with a similar-looking standard thread.
TABLE 2 — Common UNS Thread Sizes (Frequently Used in Industry)
| Nominal Diameter | TPI (UNS) | Why UNS (not UNC/UNF/UNEF) | Common Application Area |
|---|---|---|---|
| No. 10 (0.190″) | 32 | UNC=24, UNF=32 → 32 TPI on #10 is UNF actually; UNS would be non-standard like 28 | Thin-wall panels |
| 1/4″ | 24 | UNC=20, UNF=28 | Hydraulic fittings |
| 5/16″ | 24 | UNC=18, UNF=24 → 24 TPI at 5/16 = UNF | Instrument fasteners |
| 3/8″ | 24 | UNC=16, UNF=24 → 24 TPI at 3/8 = UNF; UNS would be e.g. 20 | Retrofit hardware |
| 1/2″ | 20 | UNC=13, UNF=20 → 20 TPI at 1/2 = UNF; UNS at this diameter might be 18 | Specialty connectors |
| 5/8″ | 18 | UNC=11, UNF=18 → 18 TPI at 5/8 = UNF; UNS might be 14 | Oilfield couplings |
| 3/4″ | 16 | UNC=10, UNF=16 → 16 TPI at 3/4 = UNF; UNS might be 12 | Pump housings |
| 1″ | 14 | UNC=8, UNF=12 → 14 TPI at 1″ is UNS | Hydraulic cylinders |
| 1-1/4″ | 12 | UNC=7, UNF=12 → 12 TPI at 1-1/4 = UNF; UNS might be 10 | Heavy equipment |
| 1-1/2″ | 12 | UNC=6, UNF=12 → 12 TPI at 1-1/2 = UNF; UNS might be 10 | Flanges |
| 2″ | 12 | UNC=4.5, UNF=12 → 12 TPI at 2″ is likely UNS or UNEF | Pressure vessels |
| 2-1/2″ | 12 | UNC=4, UNF=—; 12 TPI is UNS | Large flanges, pipe fittings |
| 3″ | 12 | UNC=4; 12 TPI is UNS | Heavy flanges |
| 4″ | 12 | UNC=4; 12 TPI is UNS | Very large pipe fittings |
Important: Some combinations in this table may coincide with UNF or UNEF at certain diameters. Always check the ASME B1.1 tables for the exact diameter in question. If the pitch matches a standard series, use that series designation — don’t call it UNS.
The most commonly encountered “true” UNS threads in real production work are the 1-14 UNS (hydraulic cylinders), 2-12 UNS (pressure vessel flanges), and various specialty diameters in the 1.5″–4″ range where no standard pitch series covers 12 TPI.
Ordering UNS Taps and Dies
Standard tap and die sets don’t include UNS sizes. When you need to cut a UNS thread, you have two options:
- Special-order taps/dies — major tooling suppliers (Greenfield, OSG, Emuge, Balax) produce UNS taps to order, typically with a 2–4 week lead time and premium pricing over catalog items
- Thread milling — on a CNC machining center, a thread mill can cut any Unified-form thread regardless of pitch; you simply program the desired TPI
For high-volume production of UNS threaded parts, thread milling or custom tooling pays off quickly. For one-off repair or retrofit work, thread milling is almost always the more practical choice.
UNS Thread Applications and Industry Use Cases
UNS threads appear most often in aerospace, oil and gas, hydraulics, and legacy industrial equipment where standard pitch combinations don’t meet the specific strength, wall thickness, or design-continuity requirements.
Aerospace and Defense
Aerospace is probably the most UNS-intensive industry. Aircraft designs that originated in the 1940s–1970s frequently call out UNS threads that predate the current standardized series or reflect military specification requirements of that era. The Federal Aviation Administration’s advisory circulars on aircraft hardware reinforce the importance of exact thread specification when replacing fasteners in certified aircraft.
In practice, we’ve seen UNS callouts on:
- Engine mount bolts where wall thickness limits precluded UNF but coarse UNC threads provided insufficient clamping force
- Hydraulic actuator rods where 1-14 UNS provides a middle-ground pitch between UNC and UNF for both strength and sealing
- Avionics rack fasteners in legacy systems still being maintained
When a military drawing calls out a UNS thread, that specification is locked by the drawing revision. Substituting UNC or UNF — even if the pitch is “close” — is not permitted without an engineering change order.
Oil and Gas Equipment
Large-diameter UNS threads are widespread in oilfield equipment: blowout preventers, wellhead spools, valve bodies, and pipe-to-flange connections. At 2″, 3″, and 4″ diameters, neither UNC nor UNF provides a 12-TPI pitch — yet 12 TPI at those diameters gives excellent engagement length and sealing performance under high pressure.
Hydraulic cylinder rod ends and cylinder caps also commonly use UNS threads. A 2.5-inch hydraulic rod threaded at 12 TPI UNS provides substantially more thread engagement strength than 4 TPI UNC at the same diameter, while requiring less material removal than an UNEF pitch would demand. According to industry data compiled by the Fluid Power Society, hydraulic cylinder failures at thread connections are often traced to wrong-pitch assembly — making correct UNS identification critical.
Medical and Scientific Instruments
Surgical instruments and precision scientific equipment often use UNS threads for adjustment mechanisms where the pitch must be precisely chosen for the feed rate per revolution. A 0.5-inch adjusting screw at 40 TPI UNS advances exactly 0.025 inches per revolution — a convenient increment for micrometering applications where no standard series provides that pitch.
Laboratory equipment, optical mounts, and some implantable device housings also use UNS threads for similar reasons: the pitch is chosen for function (feed rate, engagement strength, or vibration frequency avoidance), not for conformance to a standard pitch series.
How to Choose the Right UNS Thread
Use UNS when no standard series pitch satisfies your simultaneous requirements for thread strength, wall thickness, engagement length, and compatibility with an existing part.

When to Use UNS Instead of UNC or UNF
The decision tree is straightforward:
Can UNC meet your strength requirement? If yes, use UNC. Coarse threads are easier to assemble, more resistant to cross-threading, and tooling is universally available.
Does UNF provide sufficient thread engagement without wall-thinning concerns? If yes, use UNF. Fine threads give higher tensile strength per bolt diameter and better self-locking under vibration.
Does a standard series pitch exist for your specific diameter? Check the ASME B1.1 tables. If the pitch you need isn’t in UNC, UNF, or UNEF at your diameter, then UNS is correct.
Is this a retrofit or repair to an existing UNS thread? If the drawing says UNS, match it exactly. “Close enough” is not acceptable for structural threads.
Is there a functional reason a specific pitch was chosen? If you’re designing a new part and selecting a non-standard pitch for functional reasons (feed rate, strength balance, etc.), document the rationale clearly. Consider whether a standard series could achieve the same result — UNS adds procurement complexity.
That said, there are situations where UNS is simply the right tool. In those cases, specify it clearly, verify the callout, and source carefully.
Sourcing and Ordering UNS Threaded Fasteners
UNS fasteners are not catalog items at typical hardware distributors. To source them:
- Specialty fastener distributors — companies focused on aerospace, oilfield, or industrial fasteners maintain larger UNS inventories
- Custom fastener manufacturers — for quantities where standard stock doesn’t apply, custom-turned fasteners to your print are common
- Thread cutting in-house — if you have CNC turning or a thread milling capability, producing UNS threads from standard bolt blanks is practical for small quantities
When ordering, always provide the complete callout: [Diameter]-[TPI] UNS-[Class], including material, finish, and any applicable standards (ASTM, SAE, NASM). A callout of 1-14 UNS-2A, 304 SS, per ASME B18.2.1 leaves no ambiguity.
Common Mistakes to Avoid
Mistake 1: Confusing UNS with “universal” or “non-standard”
UNS does not mean “any thread” or “unspecified.” It’s a specific, well-defined designation within ASME B1.1. Threads labeled UNS must still conform to the standard Unified thread form with all its tolerances.
Mistake 2: Using a UNC or UNF tap in a UNS tapped hole
If a drawing calls out 1-14 UNS-2B and you tap with a 1-8 UNC or 1-12 UNF tap, you’ve created a mismatched thread that will not properly engage a 1-14 UNS fastener. Always verify the TPI before selecting tooling.
Mistake 3: Assuming “close” pitches are interchangeable
1-14 UNS and 1-12 UNF are not interchangeable, even though they look similar when assembled loosely. Under load, the mismatch creates contact on only a fraction of the thread flanks, dramatically reducing joint strength. In hydraulic applications, this also creates leak paths.
Mistake 4: Omitting the class of fit
A callout of “1-14 UNS” without a class designation is incomplete. Machinists will typically default to 2A/2B, but if the application requires a precision class 3 fit, that ambiguity creates quality risk. Always include the class.
Mistake 5: Not verifying with a thread gage
Because UNS threads are non-standard, dimensional gages (go/no-go plug gages and ring gages) must be specified for the exact UNS combination. You cannot use a UNC or UNF gage to verify a UNS thread — the pitch will be different and the gage will give false results.
Future Trends in Precision Threading (2026+)
Digital thread metrology, additive manufacturing constraints, and tightening aerospace quality requirements are all increasing demand for precise UNS thread documentation and verification through 2026 and beyond.
Digital Thread Verification and Metrology Trends
Thread measurement is moving from contact-based gaging to non-contact optical and laser scanning systems. Coordinate measuring machines (CMMs) equipped with scanning probes can now measure UNS thread pitch, flank angle, and root radius in a single automated cycle — capturing data that traditional go/no-go gages simply can’t provide.
For UNS threads specifically, this matters because every UNS combination is unique. There’s no catalog gage to pull off the shelf. Shops that invest in CMM-based thread measurement capability can verify UNS threads without the lead time and cost of sourcing custom gages. According to NIST’s engineering measurement resources, advanced optical profilometry can now resolve thread geometry details below 1 micron — well beyond the tolerance bands of even Class 3 Unified threads.
Additive Manufacturing and Thread Standards
As metal additive manufacturing (AM/3D printing) becomes more common in aerospace and industrial production, the question of printed threads — including UNS threads — is increasingly relevant. ASTM International’s AM committee is actively developing guidelines for threaded features in printed metallic parts.
Current industry consensus: print to coarser tolerances, then machine to final thread specification. This applies equally to UNS threads as to any other. The thread form is finished by CNC threading or milling; the AM process provides the near-net shape. This workflow preserves the precision of the UNS callout while taking advantage of additive’s geometric freedom for the surrounding part geometry.
TABLE 3 — Thread Selection Reference for 2026 Engineering Design
| Design Scenario | Recommended Thread | Rationale |
|---|---|---|
| General structural fastening, any material | UNC | Maximum tooling availability, lowest cost |
| Vibration-heavy environment, fine clamping | UNF | Higher TPI = better vibration resistance |
| Very thin walls, precision mechanisms | UNEF | Fine pitch minimizes material removal |
| Retrofit to legacy part, non-standard pitch | UNS | Match existing callout exactly |
| Hydraulic cylinder rod, 1″+ diameter | UNS (e.g., 1-14) | Balance between engagement and strength |
| Pressure vessel flange, 2″+ diameter | UNS (e.g., 2-12) | No UNC/UNF covers 12 TPI at this diameter |
| Aerospace fatigue-critical | UNR (rounded root) | Reduced stress concentration vs. flat root |
| CNC-machined precision mechanism | UNS (custom pitch) | Choose pitch for desired feed rate / function |
FAQ
Q: Is it UNC or UNS thread — what’s the difference?
UNC (Unified National Coarse) is a standardized pitch series: each diameter has exactly one UNC pitch (e.g., 1/4-20 UNC). UNS (Unified National Special) is for non-standard pitches — same Unified thread form, but a pitch that isn’t in the UNC, UNF, or UNEF tables. If a 1/4-inch fastener has 24 TPI (not 20 UNC or 28 UNF), it’s UNS.
Q: What does “UNS” mean on a tap?
A tap marked UNS is ground to cut a Unified thread at a specific non-standard pitch. Unlike a UNC or UNF tap — which covers one of many standard combinations — a UNS tap is purpose-made for exactly one diameter-TPI combination. Always verify that the UNS tap matches the callout on your drawing, including class of fit.
Q: Is UNS the same as UNF?
No. UNF (Unified National Fine) is a standardized series with fixed pitches at each diameter. UNS is a “special” designation for pitches that don’t appear in any standard series. That said, a thread that appears at first glance to be UNS might actually be UNF if the pitch matches the UNF table for that diameter — always check ASME B1.1.
Q: What is a 1-14 UNS thread?
1-14 UNS is a 1-inch diameter thread with 14 threads per inch, designated Unified National Special because at 1-inch diameter, UNC calls for 8 TPI and UNF calls for 12 TPI — 14 TPI fits neither standard series. It’s extremely common in hydraulic cylinders and heavy equipment where a medium pitch is needed at large diameter.
Q: Can I use a UNC tap in a hole that calls for UNS?
Only if the UNC pitch happens to match the UNS callout, which by definition it can’t — if the pitch matched UNC, the thread would be called UNC. Never substitute a UNC or UNF tap for a UNS thread without verifying that the pitches are identical. At best, a mismatched thread will be loose; at worst, it will fail under load.
Q: Where can I find a UNS thread chart?
The authoritative source is ASME B1.1, available from ASME.org. For practical reference, major tooling suppliers (OSG, Emuge, Greenfield) publish reference charts for their UNS tap offerings. Keep in mind that no UNS chart is “complete” — UNS is defined by what it isn’t, not by a fixed list of sizes.
Q: Are UNS threads metric?
No. UNS is part of the Unified Inch thread system. All diameters and pitches are in inches and threads per inch (TPI). The metric equivalent system is ISO/DIN metric threads (M-series), which uses millimeter diameters and millimeter pitch values. If you need a special metric pitch, it would be designated differently — typically as a non-standard metric thread per ISO 68-1.

Conclusion
UNS threads are one of those topics that seems obscure until you’re standing at a machine holding a drawing with a callout you don’t recognize — and then it becomes very important very fast. The core takeaway: UNS is not exotic, it’s not low-quality, and it’s not “non-standard” in a vague sense. It’s the Unified thread standard’s formal category for pitch combinations that don’t fit UNC, UNF, or UNEF, governed by the same ASME B1.1 rules and measured with the same methods.
The most practical things to remember: always match the complete callout (diameter, TPI, series, class), never substitute a standard series tap in a UNS hole, use thread milling for one-off UNS work, and source custom gages if you’re producing UNS threads in volume. Get those fundamentals right, and UNS threads are as manageable as any other fastener specification.
If your shop regularly encounters UNS thread callouts — especially in aerospace, oilfield, or hydraulic cylinder work — it’s worth building a reference library of the most common sizes and sourcing at least one set of go/no-go gages for the pitches you see most often. The upfront investment pays back quickly in reduced scrap and faster first-article inspection.
Related Products
Solutions & Cluster
Related Articles
- Bolt and Screw: The Complete Guide to Industrial Fasteners (2026)
- Barrel Bolts: Complete Guide to Types, Uses, and Installation
- What Is a Screw? The Complete Guide to Types, Uses & Selection for Production
- Top Silicon Bronze Bolts for Durable and Reliable Fastening Solutions
- Security Bolts: Complete Guide to Types, Applications & Choosing the Right Fastener
- Sex Screw (Sex Bolt): Complete Guide to Types, Uses & Installation
- Top Sealed Rivet Nut Fast Delivery: Quality Inserts for Quick Projects
- Screw Bolt Complete Guide: Types, Differences, Sizes & How to Choose (2026)




