Ren UNS (Unified National Special) là loại ren đặc biệt với bước ren không tiêu chuẩn về sự kết hợp giữa đường kính và bước ren, được quy định bởi ASME B1.1, sử dụng khi các bước ren tiêu chuẩn UNC hoặc UNF không đáp ứng được yêu cầu thiết kế cụ thể.
Mỗi thợ cơ khí cuối cùng cũng sẽ gặp phải tình huống mà các bước ren tiêu chuẩn đơn giản là không phù hợp. Chốt cần phải chắc chắn hơn so với ren thô cho phép, nhưng độ dày thành lại không đủ cho ren mịn. Hoặc một chi tiết cũ đã có sẵn yêu cầu kích thước không xuất hiện trong bất kỳ bảng UNC hoặc UNF tiêu chuẩn nào. Đó chính là lúc Ren UNS phát huy tác dụng — và hiểu rõ về nó có thể giúp bạn tránh được những sai lệch tốn kém, loại bỏ chi tiết và trì hoãn.
Hướng dẫn này bao gồm tất cả: ren UNS là gì, chúng khác gì so với các loại ren Unified khác, bảng kích thước đầy đủ, ứng dụng thực tế trong ngành và giải đáp mọi thắc mắc mà thợ cơ khí và kỹ sư thường gặp. Sau khi đọc xong, bạn sẽ có thể đọc ký hiệu ren UNS, xác định đúng cấp dung sai, chọn mua chốt đúng chuẩn và tránh được những lỗi mà ngay cả các xưởng kinh nghiệm cũng dễ mắc phải.
Ren UNS Là Gì?
Ren UNS — Unified National Special — là nhóm tổng hợp trong tiêu chuẩn ren Unified cho các tổ hợp không thuộc UNC, UNF hoặc UNEF.
Hệ thống ren Unified National, được định nghĩa trong ASME B1.1, phân loại ren vít thành các dãy dựa trên đường kính và bước ren (số ren trên một inch, TPI):
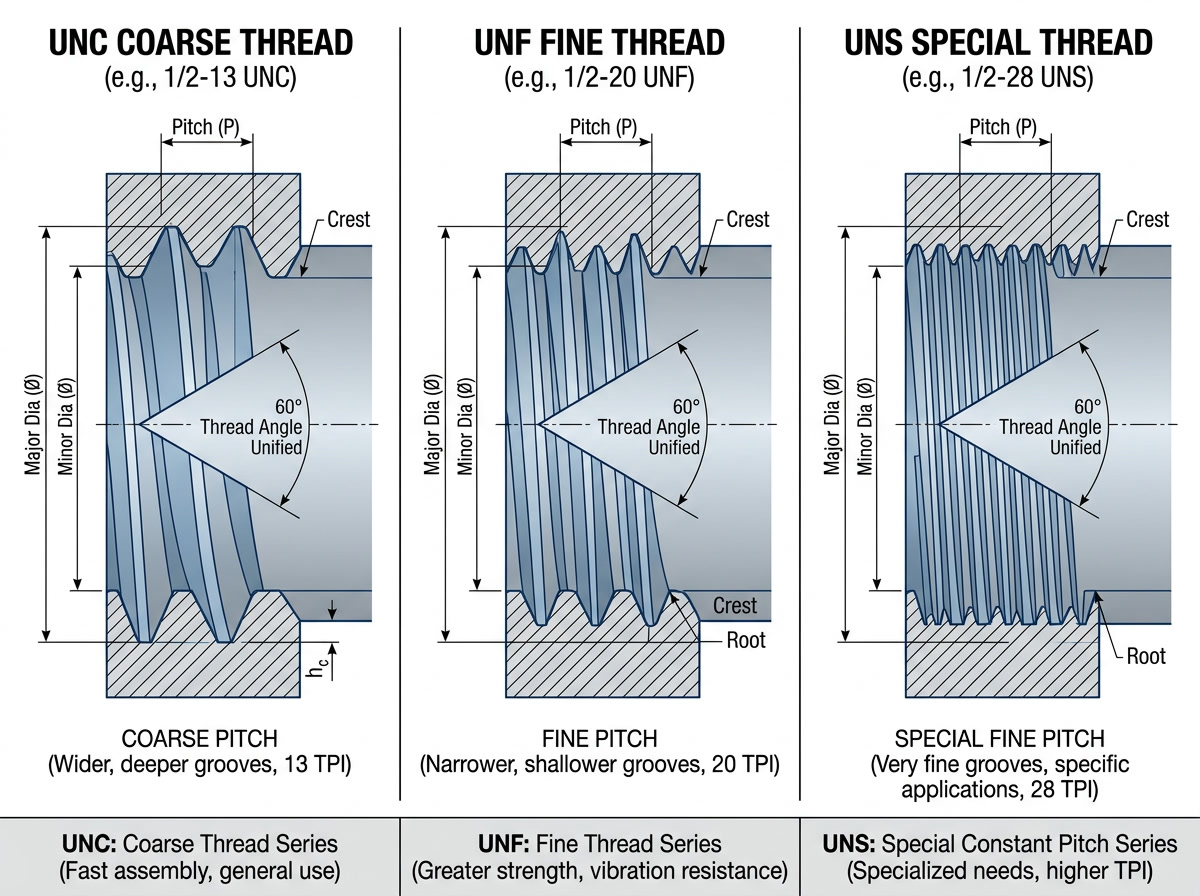
- UNC (Unified National Coarse) — loại ren phổ biến nhất dùng cho mục đích chung
- UNF (Unified National Fine) — nhiều ren trên một inch hơn, dùng khi cần chống rung hoặc điều chỉnh tinh
- UNEF (Unified National Extra Fine) — dãy ren mịn nhất cho các ứng dụng thành mỏng
- UNS (Unified National Special) — tất cả các loại còn lại sử dụng hình dạng ren Unified nhưng có bước ren không nằm trong các dãy trên
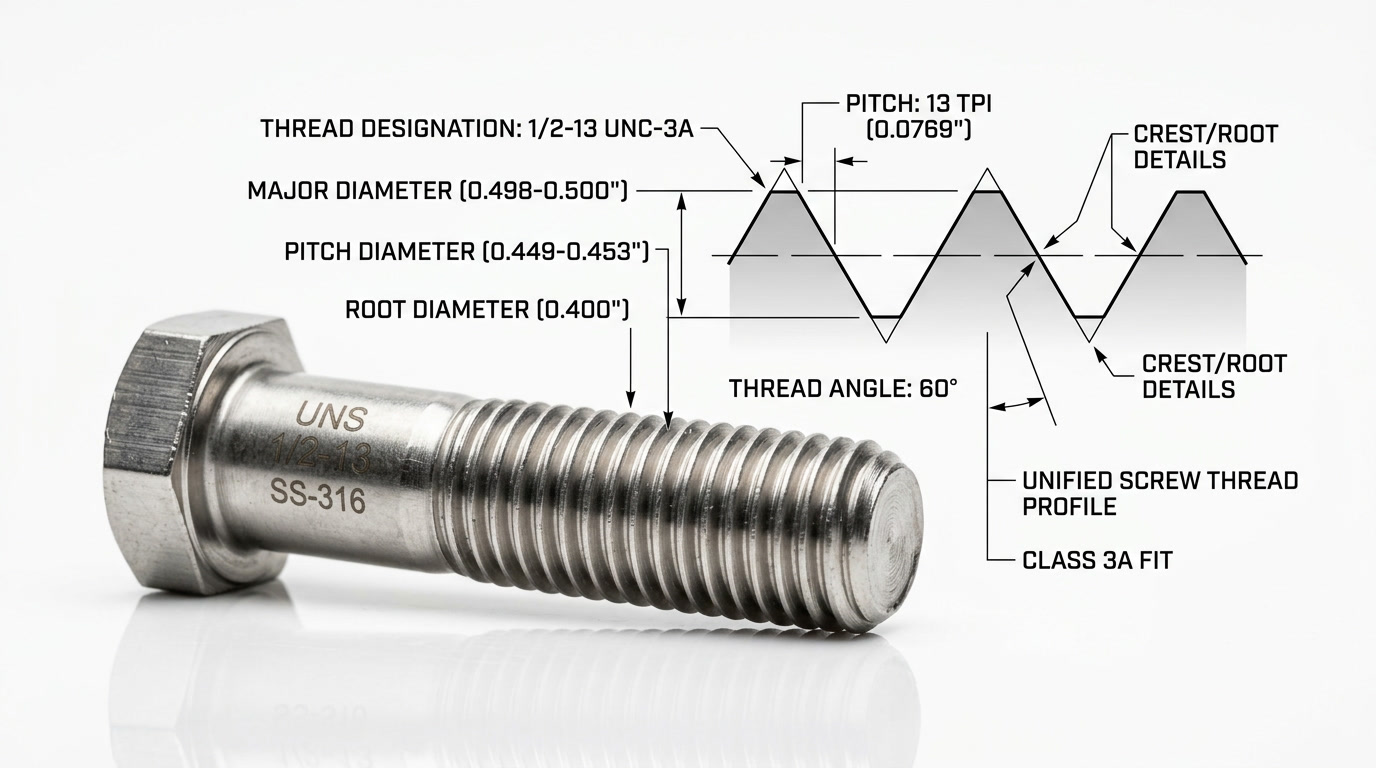
Theo Bài viết trên Wikipedia về Tiêu Chuẩn Ren Unified, ký hiệu UNS áp dụng cho “các ren có đường kính, bước ren hoặc chiều dài ăn khớp đặc biệt” nhưng vẫn tuân theo hình dạng ren Unified tiêu chuẩn. Hình dạng ren — góc 60°, đỉnh và đáy phẳng — giống hệt UNC, UNF và UNEF. Chỉ có bước ren là đặc biệt.
Hình Dạng Ren Mà UNS Chia Sẻ Với Tất Cả Các Loại Ren UN
Hồ sơ ren thống nhất được xác định bởi dạng chữ V đối xứng 60°. Cả ren ngoài (bu lông) và ren trong (đai ốc) đều sử dụng cùng một hình học cơ bản:
- Góc bao gồm: Góc 60°
- Đỉnh ren: phẳng hoặc bo tròn (bo tròn trên biến thể UNR cho các ứng dụng chịu mỏi cao)
- Chân ren: phẳng hoặc bo tròn
- Bước ren (P): khoảng cách từ một đỉnh ren đến đỉnh ren tiếp theo, đo bằng inch (= 1 ÷ số ren trên inch)
Vì ren UNS có cùng hình dạng với UNC và UNF, các dụng cụ đo và kiểm tra được thiết kế cho dạng ren Thống nhất đều sử dụng được cho ren UNS. Sự khác biệt chỉ nằm ở nào bước ren được cắt cho một đường kính nhất định.
Sự khác biệt giữa UNS và ren UN tiêu chuẩn
Điểm khác biệt chính là chuẩn hóa bước ren tại một đường kính nhất định. Đối với bất kỳ đường kính nào, UNC quy định chính xác một bước ren, UNF quy định chính xác một bước, và UNEF cũng vậy. UNS không có bước ren cố định — là bất kỳ bước nào mà nhà thiết kế chỉ định, miễn là sử dụng dạng Thống nhất và không trùng với UNC, UNF hoặc UNEF.
Trong thực tế, ren UNS xuất hiện trong bốn trường hợp:
- Phụ tùng cũ/nâng cấp — các thiết kế cũ có trước khi có các dòng tiêu chuẩn và chưa bao giờ được cập nhật
- Yêu cầu về độ bền — cần nhiều ren trên mỗi inch hơn UNC nhưng ít hơn UNF cho một đường kính cụ thể
- Hạn chế thành mỏng — một ống hoặc vật đúc mà bước ren tiêu chuẩn quá nhỏ sẽ khiến vật liệu từ chân ren đến thành không đủ
- Yêu cầu về khả năng thay thế — khớp với ren độc quyền từ nhà sản xuất khác có bước ren không tiêu chuẩn
BẢNG 1 — So sánh UNC vs UNF vs UNEF vs UNS
| Đặc điểm | UNC | UNF | UNEF | UNS |
|---|---|---|---|---|
| Tên đầy đủ | Unified National Coarse | Ren hệ thống thống nhất mịn | Ren cực mịn quốc gia thống nhất | Ren đặc biệt quốc gia thống nhất |
| Bước Ren | Tiêu chuẩn hóa theo đường kính | Tiêu chuẩn hóa theo đường kính | Tiêu chuẩn hóa theo đường kính | Không tiêu chuẩn / đặc biệt |
| Mục đích chính | Ốc vít chung | Chống rung, điều chỉnh tinh | Bộ phận thành mỏng, độ chính xác cao | Cũ, đặc biệt, không tiêu chuẩn |
| Dạng ren | 60° Thống nhất | 60° Thống nhất | 60° Thống nhất | 60° Thống nhất |
| Được quản lý bởi | ASME B1.1 | ASME B1.1 | ASME B1.1 | ASME B1.1 |
| Ví dụ ký hiệu | 1/4-20 UNC | 1/4-28 UNF | 1/4-32 UNEF | 1/4-24 UNS |
| Khả năng có sẵn | Rất rộng | Rộng | Trung bình | Đặt hàng đặc biệt điển hình |
| Dụng cụ | Bộ tarô/ren tiêu chuẩn | Bộ tarô/ren tiêu chuẩn | Bộ tarô/ren tiêu chuẩn | Thường là tùy chỉnh hoặc đặt hàng đặc biệt |
Tiêu chuẩn và Quy định Ren UNS
Ren UNS tuân theo ASME B1.1, cùng tiêu chuẩn điều chỉnh UNC, UNF và UNEF — bao gồm hình dạng ren, cấp dung sai và yêu cầu kiểm tra giống hệt nhau.
Điều này quan trọng vì nó có nghĩa là ren UNS không phải là loại đặc biệt. Chúng là ren Thống Nhất. Bạn sử dụng cùng thước đo ren, cùng cách tính dung sai và cùng phương pháp kiểm tra. Sự khác biệt duy nhất là bảng ren không liệt kê bước ren “tiêu chuẩn” cho đường kính đó — bạn làm việc dựa trên ký hiệu thực tế trên bản vẽ.
Tổng quan về Tiêu chuẩn ASME B1.1
ASME B1.1 — Ren vít hệ inch Thống Nhất (Dạng ren UN và UNR) — là tài liệu quy định cho tất cả các dòng ren Thống Nhất tại Việt Nam. Được xuất bản và duy trì bởi Hiệp hội Kỹ sư Cơ khí Việt Nam, nó quy định:
- Hình học dạng ren (góc, tỷ lệ đỉnh, chân ren)
- Dung sai cho từng cấp
- Yêu cầu kiểm tra
- Định dạng ký hiệu
Tiêu chuẩn này được sửa đổi định kỳ; phiên bản hiện tại cũng bao gồm biến thể UNR (gốc tròn Thống Nhất Quốc Gia) được sử dụng trong ngành hàng không và các ứng dụng chịu mỏi cao. Bất kỳ bu lông hoặc lỗ tarô nào được ký hiệu là UNS đều phải tuân thủ ASME B1.1 về dạng ren, mặc dù bước ren là “đặc biệt”.
Đối với các loại ren hệ mét tương đương, tiêu chuẩn tương ứng là ISO 68-1 về dạng ren, trong khi Chương trình Hỗ trợ Sản xuất của NIST duy trì các hướng dẫn tham khảo về thực hành đo ren tốt nhất tại các xưởng ở Việt Nam.
Các cấp dung sai ren cho ren UNS
ASME B1.1 định nghĩa ba cấp độ lắp ghép cho cả ren ngoài và ren trong:
Ren ngoài (bu lông, vít):
– Cấp 1A — lắp lỏng, khe hở tối đa, dễ lắp ráp ngay cả khi có bụi bẩn hoặc hư hại
– Cấp 2A — lắp ghép tiêu chuẩn đa dụng; mặc định cho hầu hết các chốt thương mại
– Cấp 3A — lắp chặt, khe hở tối thiểu; dùng cho các ứng dụng yêu cầu độ chính xác hoặc an toàn cao
Ren trong (đai ốc, lỗ ren):
– Cấp 1B — lắp với 1A; dung sai rộng, lắp lỏng
– Cấp 2B — tiêu chuẩn đa dụng; lắp với 2A
– Cấp 3B — lắp chính xác; lắp với 3A
Đối với ren UNS, ký hiệu cấp xuất hiện trong chỉ dẫn ren, giống như đối với UNC và UNF. Hầu hết các ứng dụng ren UNS sử dụng 2A/2B (giống mặc định như các chốt thương mại thông thường), trừ khi ứng dụng yêu cầu lắp chính xác (3A/3B) hoặc lắp lỏng dễ bảo trì (1A/1B).
Trong thực tế, chúng tôi nhận thấy phần lớn các chỉ dẫn ren UNS xuất hiện trên bản vẽ xưởng đều chỉ định 2A hoặc 2B. Cấp 3 chủ yếu xuất hiện trong các bộ bản vẽ ngành hàng không, nơi ký hiệu UNS thường đi kèm với dung sai chặt về đường kính và độ nhẵn bề mặt.
Cách đọc chỉ dẫn ren UNS
Một ký hiệu ren UNS đầy đủ tuân theo cấu trúc sau:
[Đường kính danh nghĩa]-[Số ren trên inch] UNS-[Cấp độ]
Ví dụ: 1-14 UNS-2A
Phân tích:
| Nguyên tố | Giá trị | Ý nghĩa |
|---|---|---|
| Đường kính danh nghĩa | 1 | Đường kính danh nghĩa 1 inch |
| TPI | 14 | 14 ren trên mỗi inch |
| Dòng | UNS | Ren đặc biệt quốc gia thống nhất |
| Lớp | 2A | Ren ngoài, độ khít thương mại tiêu chuẩn |
So sánh: 1-8 UNC-2A (1 inch, 8 ren/inch, loại thô tiêu chuẩn) và 1-12 UNF-2A (1 inch, 12 ren/inch, loại mịn). Ở đường kính 1 inch, 14 ren/inch không phải là UNC (8 ren/inch) cũng không phải UNF (12 ren/inch), vì vậy được ký hiệu đúng là UNS.
Cho ren trong, hậu tố cấp độ thay đổi: 1-14 UNS-2B cho lỗ đã taro.
Ren phải được hiểu mặc định trừ khi có ghi LH (trái): 1-14 UNS-2A-LH.
Bảng kích thước ren UNS (Tham khảo đầy đủ)
Ren UNS không có bảng kích thước cố định — ký hiệu này áp dụng cho bất kỳ ren dạng Unified nào không thuộc UNC/UNF/UNEF — nhưng các kích thước UNS phổ biến thường xuất hiện trong ngành công nghiệp và thiết bị cũ.
Dưới đây là bảng tham khảo về các kích thước ren UNS thường gặp nhất. Đây là các bước ren mà các kỹ sư đã chọn khi các bước ren tiêu chuẩn không phù hợp với ứng dụng. Luôn kiểm tra lại với bản vẽ thực tế của bạn — đừng cho rằng bất kỳ tổ hợp UNS nào trong bảng này có thể thay thế cho ren tiêu chuẩn có hình dạng tương tự.
BẢNG 2 — Kích thước ren UNS phổ biến (Thường dùng trong ngành công nghiệp)
| Đường kính danh nghĩa | Số vòng ren trên inch (UNS) | Tại sao dùng UNS (không dùng UNC/UNF/UNEF) | Khu vực ứng dụng phổ biến |
|---|---|---|---|
| Số 10 (0.190″) | 32 | UNC=24, UNF=32 → 32 vòng ren trên #10 thực ra là UNF; UNS sẽ là loại không tiêu chuẩn như 28 | Tấm vách mỏng |
| 1/4″ | 24 | UNC=20, UNF=28 | Khớp nối thủy lực |
| 5/16″ | 24 | UNC=18, UNF=24 → 24 vòng ren tại 5/16 là UNF | Ốc vít dụng cụ |
| 3/8″ | 24 | UNC=16, UNF=24 → 24 vòng ren tại 3/8 là UNF; UNS sẽ là ví dụ như 20 | Phụ kiện cải tiến |
| 1/2″ | 20 | UNC=13, UNF=20 → 20 vòng ren tại 1/2 là UNF; UNS tại đường kính này có thể là 18 | Đầu nối chuyên dụng |
| 5/8″ | 18 | UNC=11, UNF=18 → 18 vòng ren tại 5/8 là UNF; UNS có thể là 14 | Khớp nối ngành dầu khí |
| 3/4″ | 16 | UNC=10, UNF=16 → 16 vòng ren tại 3/4 là UNF; UNS có thể là 12 | Vỏ bơm |
| 1″ | 14 | UNC=8, UNF=12 → 14 TPI tại 1″ là UNS | Xi lanh thủy lực |
| 1-1/4″ | 12 | UNC=7, UNF=12 → 12 TPI tại 1-1/4 = UNF; UNS có thể là 10 | Thiết bị hạng nặng |
| 1-1/2″ | 12 | UNC=6, UNF=12 → 12 TPI tại 1-1/2 = UNF; UNS có thể là 10 | Mặt bích |
| 2″ | 12 | UNC=4.5, UNF=12 → 12 TPI tại 2″ có khả năng là UNS hoặc UNEF | Bình chịu áp lực |
| 2-1/2″ | 12 | UNC=4, UNF=—; 12 TPI là UNS | Mặt bích lớn, phụ kiện ống |
| 3″ | 12 | UNC=4; 12 TPI là UNS | Mặt bích hạng nặng |
| 4″ | 12 | UNC=4; 12 TPI là UNS | Phụ kiện ống rất lớn |
Quan trọng: Một số kết hợp trong bảng này có thể trùng với UNF hoặc UNEF ở một số đường kính nhất định. Luôn kiểm tra bảng ASME B1.1 để xác định chính xác đường kính cần thiết. Nếu bước ren trùng với một dòng tiêu chuẩn, hãy sử dụng ký hiệu dòng đó — đừng gọi là UNS.
Các loại ren UNS “chuẩn” thường gặp nhất trong sản xuất thực tế là 1-14 UNS (xi lanh thủy lực), 2-12 UNS (mặt bích bình chịu áp lực), và các đường kính đặc biệt trong khoảng 1.5″–4″ mà không có dòng bước ren tiêu chuẩn nào phù hợp với 12 TPI.
Đặt hàng bộ taro và bàn ren UNS
Bộ taro và bàn ren tiêu chuẩn không bao gồm kích thước UNS. Khi cần cắt ren UNS, bạn có hai lựa chọn:
- Đặt hàng taro/bàn ren đặc biệt — các nhà cung cấp dụng cụ lớn (Greenfield, OSG, Emuge, Balax) sản xuất taro UNS theo đơn đặt hàng, thường có thời gian giao hàng 2–4 tuần và giá cao hơn so với sản phẩm trong danh mục
- Gia công ren bằng máy phay — trên một trung tâm gia công CNC, dao phay ren có thể cắt bất kỳ loại ren dạng Unified nào bất kể bước ren; bạn chỉ cần lập trình số TPI mong muốn
Đối với sản xuất số lượng lớn các chi tiết ren UNS, phay ren hoặc dụng cụ tùy chỉnh sẽ nhanh chóng mang lại hiệu quả. Đối với công việc sửa chữa hoặc nâng cấp từng chiếc, phay ren gần như luôn là lựa chọn thực tế hơn.
Ứng dụng ren UNS và các trường hợp sử dụng trong ngành
Ren UNS xuất hiện phổ biến nhất trong ngành hàng không vũ trụ, dầu khí, thủy lực và thiết bị công nghiệp cũ nơi các kết hợp bước ren tiêu chuẩn không đáp ứng được yêu cầu về độ bền, độ dày thành hoặc tính liên tục thiết kế cụ thể.
Hàng không vũ trụ và Quốc phòng
Hàng không vũ trụ có lẽ là ngành sử dụng ren UNS nhiều nhất. Các thiết kế máy bay bắt nguồn từ những năm 1940–1970 thường yêu cầu ren UNS có trước các dòng tiêu chuẩn hiện tại hoặc phản ánh yêu cầu thông số kỹ thuật quân sự của thời kỳ đó. Các thông tư hướng dẫn của Cục Hàng không Việt Nam về phần cứng máy bay nhấn mạnh tầm quan trọng của việc xác định chính xác thông số ren khi thay thế chốt trong máy bay được chứng nhận.
Trong thực tế, chúng tôi đã thấy các yêu cầu ren UNS trên:
- Bu lông gắn động cơ nơi độ dày thành hạn chế không cho phép dùng UNF nhưng ren UNC thô lại không cung cấp đủ lực kẹp
- Thanh truyền động thủy lực nơi 1-14 UNS cung cấp bước ren trung gian giữa UNC và UNF cho cả độ bền và khả năng làm kín
- Chốt giá đỡ thiết bị điện tử trong các hệ thống cũ vẫn đang được bảo trì
Khi một bản vẽ quân sự yêu cầu ren UNS, thông số đó được cố định bởi phiên bản bản vẽ. Thay thế bằng UNC hoặc UNF — ngay cả khi bước ren “gần giống” — không được phép nếu không có lệnh thay đổi kỹ thuật.
Thiết bị Dầu khí
Ren UNS đường kính lớn phổ biến rộng rãi trong thiết bị dầu khí: van chống phun, đầu giếng, thân van và kết nối ống với mặt bích. Ở đường kính 2″, 3″ và 4″, cả UNC lẫn UNF đều không cung cấp bước ren 12 TPI — nhưng 12 TPI ở các đường kính đó lại cho chiều dài ăn khớp và hiệu suất làm kín tuyệt vời dưới áp suất cao.
Đầu thanh và nắp xi lanh thủy lực cũng thường sử dụng ren UNS. Một thanh thủy lực 2.5 inch ren 12 TPI UNS cung cấp độ bền ăn khớp ren lớn hơn nhiều so với 4 TPI UNC ở cùng đường kính, đồng thời yêu cầu loại bỏ vật liệu ít hơn so với bước ren UNEF. Theo dữ liệu ngành do Hiệp hội Công nghệ Thủy lựctổng hợp, các lỗi xi lanh thủy lực tại kết nối ren thường bắt nguồn từ lắp ráp sai bước ren — khiến việc xác định đúng ren UNS trở nên quan trọng.
Thiết bị Y tế và Khoa học
Dụng cụ phẫu thuật và thiết bị khoa học chính xác thường sử dụng ren UNS cho cơ cấu điều chỉnh nơi bước ren phải được chọn chính xác cho tốc độ tiến mỗi vòng quay. Một vít điều chỉnh 0.5 inch với 40 TPI UNS tiến đúng 0.025 inch mỗi vòng — một mức tiện lợi cho ứng dụng đo vi mô nơi không có dòng tiêu chuẩn nào cung cấp bước ren đó.
Thiết bị phòng thí nghiệm, giá đỡ quang học và một số vỏ thiết bị cấy ghép cũng sử dụng ren UNS vì lý do tương tự: bước ren được chọn cho chức năng (tốc độ tiến, độ bền ăn khớp hoặc tránh tần số rung), không phải để tuân thủ dòng bước ren tiêu chuẩn.
Cách chọn ren UNS phù hợp
Sử dụng UNS khi không có bước ren tiêu chuẩn nào đáp ứng đồng thời các yêu cầu về độ bền ren, độ dày thành, chiều dài ăn khớp và khả năng tương thích với một chi tiết hiện có.

Khi nào nên sử dụng UNS thay vì UNC hoặc UNF
Sơ đồ quyết định rất đơn giản:
UNC có đáp ứng yêu cầu về độ bền của bạn không? Nếu có, hãy sử dụng UNC. Ren thô dễ lắp ráp hơn, chống chéo ren tốt hơn và dụng cụ luôn sẵn có.
UNF có cung cấp đủ độ ăn khớp ren mà không lo mỏng thành không? Nếu có, hãy sử dụng UNF. Ren mịn cho độ bền kéo cao hơn trên mỗi đường kính bu lông và khả năng tự khóa tốt hơn khi rung động.
Có bước ren tiêu chuẩn nào cho đường kính cụ thể của bạn không? Kiểm tra các bảng ASME B1.1. Nếu bước ren bạn cần không có trong UNC, UNF hoặc UNEF ở đường kính của bạn, thì UNS là lựa chọn đúng.
Đây có phải là việc sửa chữa hoặc thay thế cho một ren UNS hiện có không? Nếu bản vẽ ghi UNS, hãy làm đúng chính xác. “Gần đúng” là không chấp nhận được đối với ren kết cấu.
Có lý do chức năng nào khiến bạn chọn bước ren cụ thể không? Nếu bạn đang thiết kế một chi tiết mới và chọn bước ren không tiêu chuẩn vì lý do chức năng (tốc độ cấp phôi, cân bằng độ bền, v.v.), hãy ghi rõ lý do. Xem xét liệu một loại ren tiêu chuẩn có thể đạt được kết quả tương tự không — UNS làm tăng độ phức tạp khi mua sắm.
Tuy nhiên, vẫn có những trường hợp UNS là lựa chọn phù hợp nhất. Trong những trường hợp đó, hãy chỉ định rõ ràng, xác minh ký hiệu và lựa chọn nguồn cung cẩn thận.
Nguồn cung và đặt hàng bulông ren UNS
Bulông ren UNS không phải là mặt hàng có sẵn tại các nhà phân phối vật tư thông thường ở Việt Nam. Để tìm nguồn cung:
- Nhà phân phối bulông chuyên dụng — các công ty chuyên về bulông hàng không, dầu khí hoặc công nghiệp thường có kho UNS lớn hơn
- Nhà sản xuất bulông đặt hàng theo yêu cầu — đối với các số lượng mà hàng tồn kho tiêu chuẩn không áp dụng, các chốt gia công theo bản vẽ của bạn là phổ biến
- Cắt ren tại xưởng — nếu bạn có khả năng tiện CNC hoặc phay ren, việc sản xuất ren UNS từ phôi bu lông tiêu chuẩn là thực tế cho số lượng nhỏ
Khi đặt hàng, luôn cung cấp đầy đủ thông tin gọi ra: [Đường kính]-[Số ren trên inch] UNS-[Cấp độ], bao gồm vật liệu, hoàn thiện và bất kỳ tiêu chuẩn áp dụng nào (ASTM, SAE, NASM). Một thông tin gọi ra 1-14 UNS-2A, 304 SS, theo ASME B18.2.1 không gây ra bất kỳ sự mơ hồ nào.
Những lỗi phổ biến cần tránh
Lỗi 1: Nhầm lẫn UNS với “phổ thông” hoặc “không tiêu chuẩn”
UNS không có nghĩa là “bất kỳ loại ren nào” hoặc “không xác định”. Đây là một ký hiệu cụ thể, được định nghĩa rõ ràng trong ASME B1.1. Các ren được gắn nhãn UNS vẫn phải tuân thủ hình dạng ren Thống Nhất tiêu chuẩn với tất cả các dung sai của nó.
Lỗi 2: Sử dụng taro UNC hoặc UNF cho lỗ ren UNS
Nếu bản vẽ yêu cầu 1-14 UNS-2B và bạn taro bằng taro 1-8 UNC hoặc 1-12 UNF, bạn đã tạo ra một ren không khớp sẽ không ăn khớp đúng với chốt 1-14 UNS. Luôn kiểm tra số ren trên inch trước khi chọn dụng cụ.
Lỗi 3: Cho rằng các bước ren “gần giống” có thể thay thế cho nhau
1-14 UNS và 1-12 UNF không thể thay thế cho nhau, mặc dù chúng trông giống nhau khi lắp lỏng. Khi chịu tải, sự không khớp này chỉ tạo tiếp xúc trên một phần nhỏ của mặt ren, làm giảm đáng kể độ bền mối nối. Trong các ứng dụng thủy lực, điều này cũng tạo ra đường rò rỉ.
Lỗi 4: Bỏ qua cấp độ lắp ghép
Một thông tin gọi ra “1-14 UNS” mà không có chỉ định cấp độ là chưa đầy đủ. Thợ cơ khí thường mặc định chọn 2A/2B, nhưng nếu ứng dụng yêu cầu cấp độ chính xác 3, sự mơ hồ này sẽ tạo ra rủi ro về chất lượng. Luôn bao gồm cấp độ.
Lỗi 5: Không kiểm tra bằng dưỡng kiểm ren
Vì ren UNS là không tiêu chuẩn, các dưỡng kiểm kích thước (dưỡng cắm go/no-go và dưỡng vòng) phải được chỉ định đúng cho từng loại UNS cụ thể. Bạn không thể dùng dưỡng UNC hoặc UNF để kiểm tra ren UNS — bước ren sẽ khác nhau và dưỡng sẽ cho kết quả sai.
Xu hướng tương lai trong gia công ren chính xác (2026+)
Đo lường ren kỹ thuật số, các ràng buộc của sản xuất bồi đắp, và yêu cầu chất lượng ngành hàng không ngày càng nghiêm ngặt đều đang làm tăng nhu cầu về tài liệu và xác minh ren UNS chính xác đến năm 2026 và xa hơn.
Xu hướng xác minh Chuỗi Kỹ thuật số và Đo lường Ren
Đo ren đang chuyển từ phương pháp đo tiếp xúc sang hệ thống quét quang học và laser không tiếp xúc. Máy đo tọa độ (CMM) được trang bị đầu dò quét hiện có thể đo bước ren UNS, góc sườn và bán kính đáy chỉ trong một chu trình tự động — thu thập dữ liệu mà các thước đo go/no-go truyền thống không thể cung cấp.
Đối với ren UNS, điều này quan trọng vì mỗi tổ hợp UNS đều độc nhất. Không có thước đo nào trong danh mục để lấy ra sử dụng. Các xưởng đầu tư vào khả năng đo ren bằng CMM có thể xác minh ren UNS mà không cần thời gian chờ và chi phí đặt làm thước đo riêng. Theo Tài nguyên đo lường kỹ thuật của NIST, công nghệ quang học tiên tiến hiện có thể phân giải chi tiết hình học ren dưới 1 micron — vượt xa dải dung sai của cả ren Chuẩn Thống Nhất cấp 3.
Sản xuất phụ gia và Tiêu chuẩn Ren
Khi sản xuất phụ gia kim loại (AM/in 3D) ngày càng phổ biến trong ngành hàng không vũ trụ và sản xuất công nghiệp, vấn đề về ren in — bao gồm cả ren UNS — ngày càng được quan tâm. Ủy ban AM của ASTM International đang tích cực phát triển hướng dẫn cho các đặc tính ren trên các bộ phận kim loại in.
Đồng thuận hiện tại của ngành: in với dung sai thô, sau đó gia công để đạt thông số ren cuối cùng. Điều này áp dụng cho ren UNS cũng như các loại khác. Hình dạng ren được hoàn thiện bằng tiện hoặc phay CNC; quy trình AM tạo hình gần đúng. Quy trình này đảm bảo độ chính xác của chỉ định UNS đồng thời tận dụng sự tự do hình học của công nghệ phụ gia cho hình dạng xung quanh của chi tiết.
BẢNG 3 — Tham khảo lựa chọn ren cho thiết kế kỹ thuật năm 2026
| Kịch bản thiết kế | Ren khuyến nghị | Lý do |
|---|---|---|
| Liên kết kết cấu chung, mọi vật liệu | UNC | Tối đa hóa nguồn dụng cụ, chi phí thấp nhất |
| Môi trường rung mạnh, kẹp chặt tinh | UNF | TPI cao hơn = khả năng chống rung tốt hơn |
| Tường rất mỏng, cơ cấu chính xác | UNEF | Bước ren nhỏ giảm thiểu lượng vật liệu bị loại bỏ |
| Lắp lại cho chi tiết cũ, bước ren không tiêu chuẩn | UNS | Khớp chính xác với chú thích hiện có |
| Thanh xi lanh thủy lực, đường kính 1″ trở lên | UNS (ví dụ, 1-14) | Cân bằng giữa độ ăn khớp và độ bền |
| Mặt bích bình áp lực, đường kính 2″ trở lên | UNS (ví dụ, 2-12) | Không có UNC/UNF nào có 12 TPI ở đường kính này |
| Quan trọng về mỏi trong ngành hàng không vũ trụ | UNR (gốc tròn) | Giảm tập trung ứng suất so với gốc phẳng |
| Cơ cấu chính xác gia công CNC | UNS (bước ren tùy chỉnh) | Chọn bước ren cho tốc độ cấp liệu / chức năng mong muốn |
Câu hỏi thường gặp
Hỏi: Đây là ren UNC hay UNS — sự khác biệt là gì?
UNC (Ren thô quốc gia thống nhất) là một loạt bước ren tiêu chuẩn: mỗi đường kính chỉ có một bước ren UNC (ví dụ, 1/4-20 UNC). UNS (Ren đặc biệt quốc gia thống nhất) dành cho các bước ren không tiêu chuẩn — cùng dạng ren Unified, nhưng bước ren không nằm trong bảng UNC, UNF hoặc UNEF. Nếu một chốt 1/4 inch có 24 TPI (không phải 20 UNC hoặc 28 UNF), đó là UNS.
Hỏi: “UNS” trên mũi tar nghĩa là gì?
Một mũi tar được đánh dấu UNS được mài để cắt ren Unified với một bước ren không tiêu chuẩn cụ thể. Khác với mũi tar UNC hoặc UNF — vốn phù hợp với nhiều tổ hợp tiêu chuẩn — mũi tar UNS được chế tạo riêng cho một tổ hợp đường kính-TPI duy nhất. Luôn xác minh rằng mũi tar UNS phù hợp với chú thích trên bản vẽ của bạn, bao gồm cả cấp độ khớp.
Hỏi: UNS có giống UNF không?
Không. UNF (Ren mịn quốc gia thống nhất) là một loạt tiêu chuẩn với các bước ren cố định ở mỗi đường kính. UNS là ký hiệu “đặc biệt” cho các bước ren không xuất hiện trong bất kỳ loạt tiêu chuẩn nào. Tuy nhiên, một ren ban đầu có vẻ là UNS có thể thực ra là UNF nếu bước ren phù hợp với bảng UNF cho đường kính đó — luôn kiểm tra theo ASME B1.1.
Hỏi: Ren 1-14 UNS là gì?
1-14 UNS là ren có đường kính 1 inch với 14 vòng ren trên mỗi inch, được gọi là Unified National Special vì ở đường kính 1 inch, UNC yêu cầu 8 TPI và UNF yêu cầu 12 TPI — 14 TPI không phù hợp với bất kỳ tiêu chuẩn nào. Loại ren này cực kỳ phổ biến trong xi lanh thủy lực và thiết bị hạng nặng khi cần bước ren trung bình ở đường kính lớn.
Hỏi: Tôi có thể dùng taro UNC cho lỗ yêu cầu UNS không?
Chỉ khi bước ren UNC tình cờ trùng với thông số UNS, điều này về mặt định nghĩa là không thể — nếu bước ren trùng UNC, ren đó sẽ được gọi là UNC. Không bao giờ thay thế taro UNC hoặc UNF cho ren UNS mà không xác nhận các bước ren hoàn toàn giống nhau. Trong trường hợp tốt nhất, ren không khớp sẽ bị lỏng; tệ nhất, nó sẽ bị hỏng khi chịu tải.
Hỏi: Tôi có thể tìm bảng tra ren UNS ở đâu?
Nguồn tham khảo chính thức là ASME B1.1, có thể lấy từ ASME.org. Để tham khảo thực tế, các nhà cung cấp dụng cụ lớn (OSG, Emuge, Greenfield) đều công bố bảng tra cho các loại taro UNS của họ. Lưu ý rằng không có bảng tra UNS nào là “đầy đủ” — UNS được xác định bởi những gì nó không phải, chứ không phải bởi một danh sách kích thước cố định.
Hỏi: Ren UNS có phải là ren hệ mét không?
Không. UNS thuộc hệ ren Inch Unified. Tất cả đường kính và bước ren đều tính bằng inch và số vòng ren trên mỗi inch (TPI). Hệ thống tương đương hệ mét là ren ISO/DIN (dòng M), sử dụng đường kính và bước ren tính bằng milimét. Nếu bạn cần bước ren đặc biệt hệ mét, nó sẽ được ký hiệu khác — thường là ren hệ mét không tiêu chuẩn theo ISO 68-1.

Kết luận
Ren UNS là một trong những chủ đề tưởng như xa lạ cho đến khi bạn đứng trước máy với bản vẽ có ký hiệu mà bạn không nhận ra — và lúc đó nó trở nên rất quan trọng. Điều cốt lõi cần nhớ: UNS không phải là loại hiếm, không phải chất lượng thấp, và cũng không phải “phi tiêu chuẩn” theo nghĩa mơ hồ. Đây là danh mục chính thức của tiêu chuẩn ren Unified cho các bước ren không phù hợp UNC, UNF hoặc UNEF, được quản lý bởi cùng quy tắc ASME B1.1 và đo bằng cùng phương pháp.
Những điều thực tế nhất cần nhớ: luôn khớp đầy đủ thông số (đường kính, TPI, dòng ren, cấp độ), không bao giờ thay thế taro dòng tiêu chuẩn cho lỗ UNS, sử dụng phay ren cho các công việc UNS đơn lẻ, và đặt làm dưỡng kiểm riêng nếu bạn sản xuất ren UNS số lượng lớn. Nắm vững những nguyên tắc này, ren UNS sẽ dễ quản lý như bất kỳ tiêu chuẩn bulong nào khác.
Nếu xưởng của bạn thường xuyên gặp ký hiệu ren UNS — đặc biệt trong lĩnh vực hàng không, dầu khí hoặc xi lanh thủy lực — nên xây dựng thư viện tham khảo các kích thước phổ biến nhất và trang bị ít nhất một bộ dưỡng kiểm go/no-go cho các bước ren thường gặp. Đầu tư ban đầu này sẽ nhanh chóng mang lại hiệu quả nhờ giảm phế phẩm và tăng tốc kiểm tra sản phẩm đầu tiên.
Sản phẩm liên quan
Giải pháp & Cụm sản phẩm
Bài viết liên quan
- Bu lông và ốc vít: Hướng dẫn hoàn chỉnh về các bộ phận công nghiệp (2026)
- Ốc Thùng: Hướng Dẫn Toàn Diện Về Các Loại, Ứng Dụng Và Cách Lắp Đặt
- Vít là gì? Hướng dẫn đầy đủ về các loại, công dụng & cách chọn lựa cho sản xuất
- Ốc vít hợp kim đồng Silicon Bronze hàng đầu cho các giải pháp bắt vít bền và đáng tin cậy
- Ốc vít an toàn: Hướng dẫn đầy đủ về các loại, ứng dụng và cách chọn đúng loại ốc vít phù hợp
- Ốc vít Sex (Ốc vít Sex): Hướng dẫn đầy đủ về các loại, công dụng & lắp đặt
- Đai ốc tán kín đầu giao hàng nhanh: Các miếng chèn chất lượng cho các dự án nhanh chóng
- Hướng Dẫn Toàn Diện Về Ốc Bu Lông: Các Loại, Sự Khác Biệt, Kích Thước & Cách Chọn (2026)




