Ốc vít là một loại fastener có ren — vít tự ren vào vật liệu nền trong khi bu lông đi qua các lỗ đã khoan sẵn và kẹp các thành phần lại với nhau bằng đai ốc. Chọn sai loại sẽ gây mất thời gian sửa chữa lại và ảnh hưởng đến tính toàn vẹn của cấu trúc.
Dù bạn đang tìm nguồn cung cấp fastener cho khung thép cấu trúc, lắp ráp CNC chính xác, hay môi trường hàng hải có rung động cao, loại ốc vít bạn chọn quyết định cả khả năng chịu tải và tuổi thọ của mối nối. Hướng dẫn này không dừng lại ở “bu lông hình lục giác vs. vít máy”. Chúng tôi đề cập đến các loại, tiêu chuẩn ren, cấp vật liệu, thông số mô-men xoắn và các chế độ hỏng hóc cụ thể mà không catalog nào liệt kê — để bạn có thể đặt hàng tự tin và lắp đặt mà không bất ngờ.

Ốc vít là gì? Định nghĩa sự khác biệt cốt lõi
Ốc vít tự ren vào vật liệu — không cần đai ốc. Bu lông đi qua lỗ khoan có sẵn và dựa vào đai ốc để tạo ra lực kẹp. Sự khác biệt duy nhất này quyết định mọi quyết định sau đó về mô-men xoắn, lực nén trước, và hành vi của mối nối.
Trong thực tế, ranh giới trở nên mờ nhạt. The Ngành công nghiệp ốc vít sử dụng “bu lông” và “vít” gần như có thể hoán đổi cho nhau trong các danh mục. Bài viết của Wikipedia về ren vít thừa nhận rằng “sự phân biệt chính xác không phải lúc nào cũng rõ ràng trong sử dụng phổ biến.” Điều quan trọng đối với kỹ sư và người mua là không phải nhãn hiệu — mà là đường tải trọng.
Dưới đây là sự khác biệt vận hành quan trọng trong công việc:
| Đặc điểm | Vít | Ốc vít |
|---|---|---|
| Tham gia ren | Cắt hoặc tạo ren trong vật liệu nền | Đi qua lỗ khoan, tham gia đai ốc |
| Cần đai ốc không? | No | Có |
| Mài mòn khi tháo rời | Ren trong vật liệu nền mài mòn theo chu kỳ | Đai ốc và bu lông đều có thể thay thế mà không làm mài mòn vật liệu nền |
| Tốt nhất cho | Gỗ, nhựa, kim loại mỏng, bê tông (kèm móc neo) | Các mối nối cấu trúc thép với thép, lắp ráp tải trọng cao |
| Thông số mô-men xoắn | Xác định bởi việc trượt ren trong vật liệu | Xác định bởi cấp của bu lông và tham gia đai ốc |
| Phạm vi cấp tiêu chuẩn | #4 qua 3/4″ trong ứng dụng gỗ/mặt tấm | Cấp độ 2 đến Cấp độ 12.9 cấu trúc |
Cách hoạt động của vít: Cơ chế tự ren
Ren của vít được thiết kế để cắt ( vít cắt ren) hoặc đẩy dịch ( vít tạo hình ren) vật liệu nền khi nó được vặn vào. Vít tự cắt ren tự khoan đường ren của riêng mình qua kim loại tấm, loại bỏ nhu cầu khoan lỗ trước. Ốc vít gỗ có ren thô với đầu nhọn sắc nét chia fiber và bám chặt hạt. Vít kim loại tấm có đỉnh cứng, sắc nét xuyên qua thép 0.5–3 mm mà không cần khoan trước.
Hậu quả: mỗi lần tháo lắp và cài đặt lại làm giảm chất lượng ren trong vật liệu cha. Trong các ứng dụng chu kỳ cao — bảng điều khiển thiết bị, nắp truy cập, tấm kiểm tra — đây là một chi phí thực sự thể hiện trong ngân sách dịch vụ hiện trường.
Cách hoạt động của bu lông: Cơ chế đai ốc và kẹp
Một bu lông vít dùng như một bu lông tạo thành một mối nối kẹp: thân vít bị kéo căng theo lực kéo, và ma sát giữa các bề mặt kẹp chống lại lực cắt. Ren của đai ốc và vít mài mòn nhau — không phải vật liệu nền. Vì cả hai phần đều có thể thay thế, các mối nối bu lông chịu được nhiều chu kỳ lắp ráp hơn.
Biến số quan trọng là lực siết trước: lực căng bạn tạo ra khi siết chặt bằng mô-men xoắn. Một bu lông hex Grade 8, 3/8″-16 được siết đúng cách đến 33 ft-lbs tạo ra khoảng 8.800 lbs lực kẹp. Siết nhẹ hơn cùng một vít đó bằng 20% và lực kẹp giảm xuống 40% — mối nối lỏng lẻo dưới rung động. Theo Tham khảo mô-men xoắn bu lông của Engineering Toolbox, chỉ số hệ số ma sát cũng có thể làm dao động lực nén trước lên ±25% cho một giá trị mô-men xoắn nhất định.
Khi các Thuật ngữ Trùng lặp (và Tại sao Nó Quan trọng đối với Mua sắm)
Vít đầu chụp dùng trong các bộ phận có từ “vít” nhưng hoạt động như bu lông — chúng đi qua lỗ rỗng và bắt vào đai ốc hoặc chèn ren. Bu lông móc (còn gọi là vít móc) hoạt động giống như vít gỗ khổng lồ. Khi lấy hàng từ catalog, luôn xem sơ đồ tiếp xúc ren, không phải tên sản phẩm. Danh mục bu lông vít rất rộng — quyết định dựa trên ứng dụng, không dựa trên tên gọi.
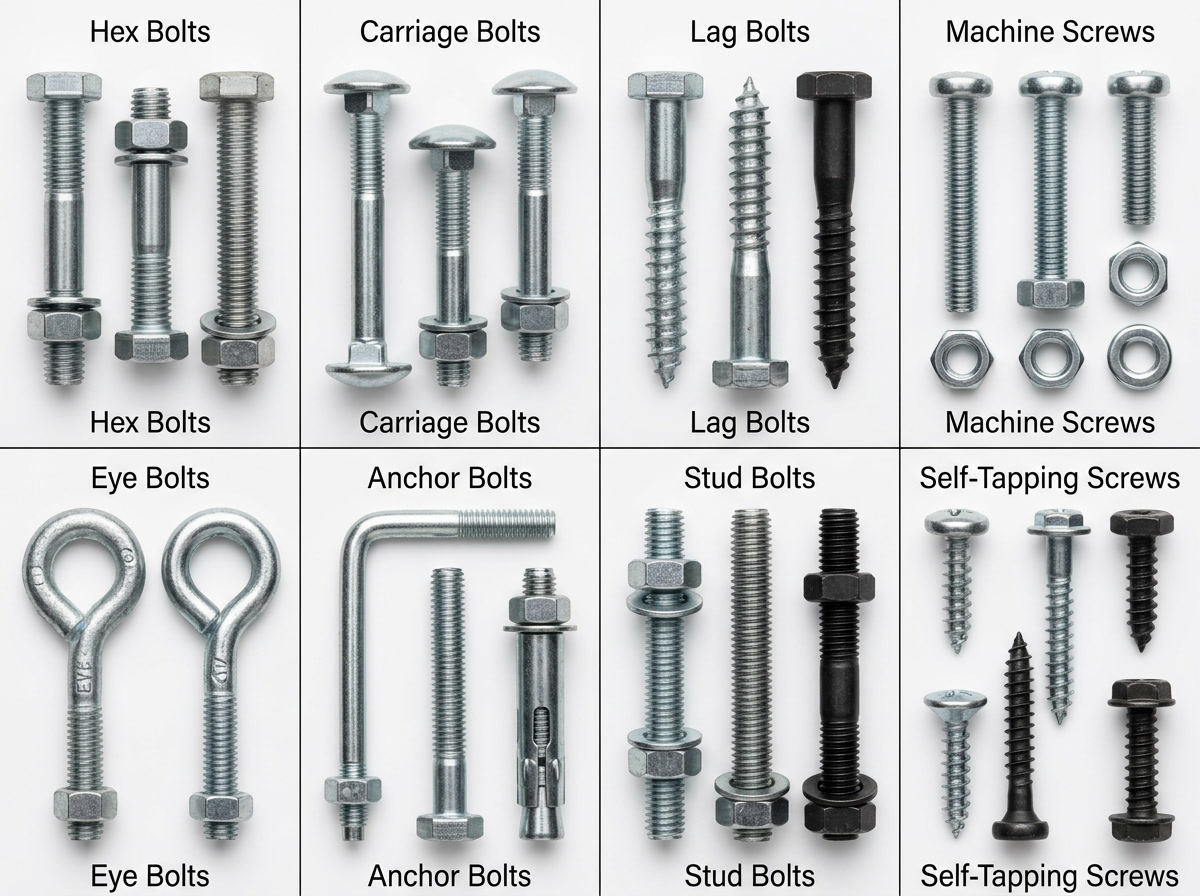
8 Loại Vít Bu lông Mà Mọi Kỹ sư và Người mua Cần Biết
Các loại ốc vít phổ biến nhất bao gồm ốc vít hình lục giác, ốc vít xe chở hàng, ốc vít lag, ốc vít máy, ốc vít neo, ốc vít tự khoan, ốc mắt và Ốc vít bắt bu lông mỗi loại tối ưu cho từng loại tải trọng và vật liệu nền khác nhau.
Bu lông hình lục giác và vít chụp
Bu lông hình lục giác là những công cụ chính của thép cấu trúc và máy móc. Bu lông hình lục giác có ren đầy đủ (Cấp 2, 5, 8 trong SAE; 4.8, 8.8, 10.9 trong hệ mét) phù hợp cho hầu hết các công việc chung. Bu lông hình lục giác có ren một phần để giữ cho thân không có ren nhằm tăng khả năng chống cắt trong các mối ghép chồng — các ren được giữ ra khỏi mặt phẳng cắt.
ốc vít đầu tròn ốc vít đầu lục giác, đầu nút, đầu bằng sử dụng dụng cụ Allen hoặc Torx và chịu được độ chính xác chặt hơn. Thường dùng trong thiết bị CNC, bộ phân phối thủy lực và các bộ lắp ráp chính xác nơi mà đầu vặn mở không phù hợp. Ốc vít đầu lục giác cấp 12.9 mang tải kéo cao hơn trên mỗi đơn vị đường kính so với bất kỳ dạng ốc vít tiêu chuẩn nào khác.
Ốc vít móc và ốc vít lag
Bu lông xe Có đầu hình vòm với cổ vuông khóa vào gỗ hoặc hợp chất, ngăn chặn xoay tròn trong khi siết chặt đai ốc từ phía đối diện. Chuẩn trong các kết nối gỗ-gỗ và gỗ-thép trong sàn gỗ, hàng rào và thiết bị chơi ngoài trời.
ốc vít bắt chặt (ốc vít lag) là các loại ốc vít đường kính lớn, ren thô, được vặn bằng cờ lê, không dùng tua vít. Chúng cắn sâu vào gỗ kết cấu — không cần khoan lỗ trước. Trong thực tế, luôn khoan lỗ dẫn hướng trước tại 70% đường kính gốc của ốc vít. Bỏ qua bước này sẽ làm gãy gỗ và giảm tải rút ra lên tới 30%. Đây là loại bu lông vít gây ra nhiều lỗi nhất trong thực tế chỉ vì bỏ qua lỗ dẫn hướng.
Vít máy và vít tự khoan
Ốc vít máy là các bộ bắt vít đường kính nhỏ (thường từ #0 đến 3/8″) với thân vít có ren đầy đủ được thiết kế để vít vào các lỗ đã được ren hoặc gắn vào đai ốc. Chúng giữ các hộp điện tử, đồng hồ bảng, tấm che, và thiết bị đóng cắt lại với nhau. Một vít máy #8-32 phù hợp với bất kỳ đai ốc #8-32 tiêu chuẩn nào trên toàn thế giới — hình dạng ren được tiêu chuẩn hóa giữa các nhà sản xuất.
Vít tự khoan Loại bỏ bước bắt vít trong công việc kim loại mỏng. Loại A có ren thô phù hợp cho kim loại mỏng đến độ dày 18 gauge; Loại B có ren mịn hơn dành cho kim loại dày hơn. Các loại ren xoắn (định hình) tạo ren chắc hơn so với loại cắt ren vì chúng làm cứng vật liệu gốc thay vì loại bỏ phoi. Đối với việc chọn vít cho các tấm panel nhẹ, sự khác biệt này quan trọng đối với tải kéo xuyên qua.
Bu lông móc, bu lông mắt, và bu lông ren
Bu lông neo gắn trong bê tông hoặc masonry, cung cấp điểm kết nối có ren cho các cột cấu trúc, chân thiết bị và hàng rào an toàn. Các dạng phổ biến nhất là bu lông chữ J (móc uốn lồng trong bê tông ướt) và móc vít lắp đặt sau (ren trực tiếp vào bê tông đã đóng cứng). Hệ thống móc vít lắp đặt sau — như sản phẩm DEWALT Screw-Bolt+ thể hiện trong kết quả tìm kiếm của Google cho từ khóa này — không cần keo dán và cung cấp khả năng chịu tải ngay sau khi lắp đặt.
ốc mắt là các bu lông vít có đầu vòng, dùng để buộc dây cáp, nâng hạ và quản lý cáp. Ốc vít mắt có phần vai xử lý tải góc; ốc vít mắt phần thân trơn chỉ chịu được lực kéo thẳng theo trục. Không bao giờ tải lệch ốc vít mắt phần thân trơn — nó sẽ bị uốn cong thay vì gãy, không có cảnh báo rõ ràng.
Bu lông cấy đang Thanh ren ren đầy đủ không có đầu, dùng trong các mối nối ống có mặt bích, bình chịu áp lực và ứng dụng nhiệt độ cao. Cả hai đầu đều có đai ốc. Theo Tiêu chuẩn mặt bích ASME B16.5, bu lông đinh thường là loại ốc vít duy nhất phù hợp trong các mặt bích mặt nổi Class 150–2500 — thay thế bằng bu lông đầu tạo ra sự phân bố kẹp không đều gây rò rỉ dưới chu kỳ nhiệt.
| Bu lông vít dạng | Dạng chỉ | Vật liệu nền tốt nhất | Lỗi chính cần tránh |
|---|---|---|---|
| Ốc hex (ren đầy đủ) | UNC/UNF/Đo | Thép, nhôm, composite | Vặn quá mức (mất lực siết trước) |
| Ốc hex (ren một phần) | UNC/UNF | Thép tiếp xúc thép | Ren trong mặt cắt chịu lực |
| Ốc vít xe chở hàng | UNC | Gỗ, composite | Vặn quá mức (nén gỗ) |
| Vít cường lực | Dày đặc (chuyên dụng) | Gỗ cấu trúc | Không khoan lỗ định hướng (gãy gỗ) |
| Ốc vít máy | UNC/UNF/Đo | Kim loại, nhựa đã được ren | Gây ren chéo trong lỗ tối |
| Tự khoan ren | Loại A/B/AB | Kim loại tấm, nhựa | Tái sử dụng mà không cần khoan lại |
| Ốc vít móc (J-bolt) | Thô | Bê tông (đổ ướt) | Gắn chì ngắn = kéo ra |
| Ốc vít Stud | UNC/Tiêu chuẩn mét | Các mối nối ống có flange | Phân loại hỗn hợp trong cùng một mẫu |
Kích thước ốc vít và tiêu chuẩn ren
Kích thước bu lông vít theo tiêu chuẩn UNC (Dạng thô chung), UNF (Dạng tinh chung), hoặc tiêu chuẩn mét ISO — được xác định theo đường kính danh nghĩa. bước ren, và chiều dài kẹp. Đọc nhầm nhãn thông số kỹ thuật là cách các bu lông mét cuối cùng trong các lỗ SAE, một sai lầm làm yếu kết nối một cách chết người trong khi trông có vẻ đúng trên kiểm tra sơ sài.

Kích thước theo tiêu chuẩn Mỹ: UNC và UNF
Kích thước ốc vít theo tiêu chuẩn Mỹ dựa trên Tiêu chuẩn ren quốc gia hợp nhất. Ký hiệu kích thước trông như: 3/8″-16 × 2″
- 3/8″ = đường kính danh nghĩa (đường kính cán tại đỉnh ren)
- 16 = số ren trên mỗi inch (TPI)
- × 2″ = chiều dài kẹp (từ mặt dưới của đầu đến cuối)
UNC (thô) có ít ren hơn trên mỗi inch — lắp ráp nhanh hơn, chịu đựng ren bẩn, và là tiêu chuẩn cho hầu hết việc mua sắm phụ kiện. UNF (Tinh) có nhiều ren hơn trên mỗi inch — cung cấp lực nén cao hơn cho một giá trị mô-men xoắn nhất định và khả năng chống rung tốt hơn vì góc xoắn thấp hơn tạo ra khả năng tự khóa nhiều hơn. Trong công việc động cơ ô tô, bu lông đầu xi lanh gần như luôn là UNF chính xác vì lý do này.
Các loại vít nhỏ dưới 1/4″ sử dụng hệ thống đo lường theo số: #4-40, #6-32, #8-32, #10-24, #10-32. Số đầu tiên là đường kính danh nghĩa theo hệ đo lường (nhân với 0.013″ rồi cộng 0.060″ để có đường kính thực tế tính bằng inch), và số thứ hai là TPI.
Kích thước mét ISO
Thông số kỹ thuật vít theo tiêu chuẩn mét sử dụng: M10 × 1.5 × 50
- M10 = đường kính danh nghĩa 10mm
- × 1.5 = bước ren tính bằng mm (khoảng cách giữa các đỉnh ren liền kề)
- × 50 = chiều dài tính bằng mm
Tiêu chuẩn ren mét ISO thô là mặc định (bỏ qua bước khi là tiêu chuẩn). M10 × 1.5 là ren thô; M10 × 1.25 là ren tinh. ISO 261 và ISO 262 định nghĩa các bước ren mét tiêu chuẩn từ 0.35mm (M2) đến 6.0mm (M100).
Các lớp tính chất cho bu lông vít mét: 4.6, 4.8, 5.8, 6.8, 8.8, 10.9, 12.9. Định dạng X.Y có nghĩa là: UTS = X × 100 MPa; độ dẻo = UTS × (Y/10). Mức 10.9 = kéo căng 1.000 MPa, độ dẻo 900 MPa. Mức 12.9 = kéo căng 1.200 MPa — mức cấu trúc phổ biến cao nhất.
Dấu hiệu trên đầu và Nhận diện cấp độ
Dấu hiệu cấp SAE xuất hiện dưới dạng các đường kính tâm trên đầu lục giác: Cấp 2 = không có dấu hiệu, Cấp 5 = ba đường, Cấp 8 = sáu đường. Bu lông lục giác không có dấu hiệu mặc định là Cấp 2 (kéo căng tối thiểu 74.000 psi). Không bao giờ thay thế Cấp 2 trong ứng dụng Cấp 5 hoặc Cấp 8 — bu lông sẽ bị biến dạng ở 60% của tải trọng thiết kế.
Đối với bu lông vít mét, lớp tính chất được đóng dấu trên đầu (ví dụ: “10.9” hoặc “8.8”). Bu lông thép không gỉ Sử dụng hệ thống đánh dấu khác: A2-70, A4-80, trong đó A2 = thép không gỉ 304, A4 = thép không gỉ 316, và số nhân 10 = độ bền kéo tối thiểu tính bằng MPa.
Các kích thước bu lông vít phổ biến — Số lượng ren và tham chiếu tải trọng
| Kích thước danh nghĩa | TPI UNC | TPI UNF | Tương đương mét | Tải thử nghiệm cấp 5 | Tải thử nghiệm cấp 8 |
|---|---|---|---|---|---|
| #8 (0.164″) | 32 | 36 | M4 | 720 lbs | 1.000 lbs |
| #10 (0.190″) | 24 | 32 | M5 | 970 lbs | 1.380 lbs |
| 1/4″ | 20 | 28 | M6 | 2.100 lbs | 2.950 lbs |
| 3/8″ | 16 | 24 | M10 | 5.710 lbs | 8.000 lbs |
| 1/2″ | 13 | 20 | M12 | 9.850 lbs | 13.800 lbs |
| 3/4″ | 10 | 16 | M20 | 22.000 lbs | 30.800 lbs |
| 1″ | 8 | 12 | M24 | 37.600 lbs | 52.950 lbs |
Trọng tải thử nghiệm xấp xỉ cho SAE Loại 5 và Loại 8; tham khảo ASTM F3125 cho ứng dụng kết cấu. Các tương đương theo hệ mét là đường kính danh nghĩa gần nhất — không thể thay thế cho nhau nếu không xác nhận hình dạng ren.
Ứng dụng của bu lông vít trong ngành công nghiệp
Bu lông vít phục vụ trong xây dựng, ô tô, hàng không vũ trụ, điện tử, hàng hải và máy móc công nghiệp — mỗi lĩnh vực yêu cầu các loại cấp, lớp phủ và tiêu chuẩn ren khác nhau từ cùng một khái niệm bu lông vít cơ bản.
Kỹ thuật xây dựng và kết cấu
Các ứng dụng bu lông vít kết cấu trong xây dựng tuân theo các tiêu chuẩn ASTM A325 và A490 (hiện đã hợp nhất trong ASTM F3125). Theo Hướng dẫn thiết kế kết nối của AISC, một bu lông A325 3/4″ được căng đúng cách đạt mức độ pretension tối thiểu 28 kips (28.000 lbs) — được phát triển thông qua phương pháp Turn-of-Nut hoặc dụng cụ siết mô-men xoắn được hiệu chỉnh theo chỉ báo lực căng thực tế.
Ốc vít tự khoan (ốc vít Tek, đầu đĩa mạ hex) là những công cụ chính trong khung thép — chúng khoan, ren và cố định trong một thao tác mà không cần khoan trước, giảm thời gian lắp đặt lên tới 40% trong hệ thống tường khung kim loại. Loại bu lông vít ở đây là dạng lai: nó hoạt động như một chiếc vít (ren lỗ của chính nó) nhưng tạo thành kết nối bu lông khi sử dụng với vật liệu đỡ phù hợp.
Thiết kế bu lông neo trong bê tông phụ thuộc vào độ bền nén của vật liệu nền (f’c), khoảng cách cạnh, và độ sâu nhúng. Các nhúng J-bolt có chiều dài ngắn hơn 12 đường kính có thể bị kéo bật ra trước khi bu lông biến dạng — kỹ sư luôn kiểm tra khả năng kéo bật so với khả năng biến dạng của bu lông và thiết kế để bu lông biến dạng như chế độ hỏng dẻo. Khi còn nghi ngờ, hãy chỉ định các bu lông vít sau khi lắp đặt đã được kiểm tra theo ICC-ES AC193 — chúng đi kèm tài liệu phê duyệt mà hầu hết kiểm tra viên yêu cầu.
Ô tô và Máy móc hạng nặng
Các bộ phận động cơ ô tô sử dụng cả vít bulông theo hệ mét và hệ thống thống nhất với độ chính xác cực cao. Bu lông đầu xi lanh trong thiết kế hiện đại là các bu lông siết tới giới hạn đàn hồi (TTY) — chúng kéo dài vượt quá giới hạn đàn hồi khi lắp đặt, cung cấp lực siết đồng nhất trên tất cả các xi lanh bất kể sự chênh lệch ma sát. Đây là loại dùng một lần; tái sử dụng bu lông TTY sau khi đã đạt giới hạn đàn hồi sẽ tạo ra lực siết không dự đoán được và có thể gây hỏng gasket đầu xi-lanh.
Các bộ cố định bánh xe yêu cầu phù hợp kiểu ghế (hình nón/giảm dần, hình cầu, phẳng/ghế từ tính). Không phù hợp kiểu ghế gây ra lỏng lẻo bánh xe dưới rung động bất kể giá trị mô-men siết áp dụng — hình dạng tiếp xúc sai, do đó lực nén ban đầu phân tán trong vài chu kỳ nhiệt đầu tiên.
Trong thiết bị xây dựng nặng, các bu lông đầu chụp cấp độ 10.9 và 12.9 giữ các khối phân phối thủy lực dưới áp lực từ 3.000–5.000 psi. Các ren bị ô nhiễm hoặc hệ số bôi trơn sai lệch làm thay đổi mối quan hệ mô-men xoắn — lực căng theo ±25% — đủ để làm tróc ren hoặc để lại mối nối dưới mức siết chặt.
Điện tử và Dụng cụ Chính xác
Sản xuất điện tử chủ yếu sử dụng các bu lông máy từ M2 đến M4, với lớp hoàn thiện bằng thép không gỉ hoặc oxit đen để tránh ăn mòn điện hóa chống lại khung nhôm. Các hệ thống bu lông cố định (kèm đĩa đệm và vòng giữ) cho phép tháo rời bảng mạch mà không mất phần cứng lỏng lẻo trong môi trường dịch vụ tại hiện trường.
Hệ thống chèn ren (Helicoil, E-Z Lok) khôi phục toàn bộ sức mạnh ren kim loại cho các lỗ nhôm bị tróc — là một phương pháp sửa chữa mất 15 phút so với việc bỏ đi hộp enclosure $300. Ren đã sửa chữa thực tế vượt quá khả năng chịu kéo của ren nhôm ban đầu vì chèn phân phối tải trọng trên diện tích ren lớn hơn.
Trong lắp đặt PCB, các bu lông vai với chiều dài cách nhau chính xác giúp ngăn chặn quá mức mô-men xoắn gây nứt mối hàn hoặc lớp laminate PCB. Lực siết mục tiêu ở đây được đo bằng ounce-inch, không phải foot-pound.
Cách chọn bu lông vít phù hợp cho ứng dụng của bạn
Chọn bu lông vít dựa trên loại tải (chống cắt hay kéo dài), vật liệu nền, tiếp xúc môi trường, và yêu cầu mô-men xoắn — theo thứ tự đó.
Bước 1: Phù hợp cấp độ bu lông vít với tải trọng
Bắt đầu với tải trọng: bu lông vít mang tension (kéo ra theo trục của nó), shear (trượt vuông góc với trục), hoặc tải kết hợp?
Đối với các mối nối chủ yếu chịu kéo: cấp độ bu lông vít quyết định khả năng nén trước. Cấp 5 / 8.8 phù hợp cho hầu hết máy móc. Cấp 8 / 10.9 cho mỏi chu kỳ cao, nhiệt độ cao, hoặc nơi độ cứng của mối nối quan trọng. Cấp 12.9 cho các ứng dụng chính xác trong hàng không vũ trụ, đua xe, và thủy lực.
Đối với các mối nối chủ yếu chịu cắt: đường kính thân không ren quan trọng hơn cấp độ. Một bu lông có ren một phần trong mối ghép chồng chập có phần thân trơn nằm trong mặt cắt chịu cắt — thiết kế đúng. Một bu lông vít có ren đầy đủ trong cùng ứng dụng đặt một gốc ren (giảm diện tích 25%) trong mặt cắt chịu cắt — sai và bị đánh giá thấp.
Không bao giờ trộn các cấp độ trong một mẫu bu lông. Bu lông mềm nhất trong nhóm mang toàn bộ lực cắt cho đến khi nó biến dạng, rồi đến bu lông mềm thứ hai, rồi đến bu lông mềm thứ ba. Các mối nối hỗn hợp cấp độ thất bại dần dần và không cảnh báo trước.
Bước 2: Chọn Vật liệu phù hợp cho Môi trường
| Môi trường | Vật liệu vít bu lông đề xuất | Lý do |
|---|---|---|
| Trong nhà, khô ráo | Thép carbon mạ kẽm (Loại 5/8) | Hiệu quả về chi phí, bảo vệ chống ăn mòn trong nhà đủ tốt |
| Ngoài trời, sử dụng chung | Thép carbon mạ kẽm nhúng nóng (HDG) | Lớp phủ kẽm hi sinh, tuổi thọ phục vụ nông thôn trên 50 năm |
| Ven biển / hải quân | Thép không gỉ 316 (A4-70 hoặc A4-80) | Molybden chống ăn mòn do ăn mòn lỗ rỗng và ăn mòn trong khe hở |
| Nhà máy hóa chất / quy trình | Titan Gr.2, Hastelloy C276, hợp kim 20 | Chọn theo hóa học quy trình; xác nhận với dữ liệu chống ăn mòn |
| Nhiệt độ cao (>500°F) | Thép hợp kim A193 B7 (chrome-moly) hoặc Inconel 718 | Thép carbon mất sức mạnh 50% trên 700°F |
| Thực phẩm / dược phẩm | Thép không gỉ 316L, thụ động hóa theo ASTM A967 | Tương thích sinh học, dễ làm sạch, tuân thủ EHEDG |
Ăn mòn galvani là dạng hư hỏng mà hầu hết kỹ sư bỏ qua khi chọn vít bu lông. Kết hợp nhôm với các fastener thép carbon trong môi trường nước muối tạo thành tế bào galvani — nhôm bị ăn mòn nhanh chóng trong khi thép vẫn còn nguyên vẹn. Sử dụng thép không gỉ hoặc áp dụng lớp chắn chống dính (Duralac, sơn lỳ chứa kẽm) tại điểm tiếp xúc.
Gãy hydrogen là rủi ro khác ít được đánh giá đúng. Quá trình mạ điện tích hydrogen nguyên tử di chuyển đến các rìa hạt trong các fastener cường độ cao — vít bu lông loại 12.9 và 8 là dễ bị tổn thương nhất. Cách khắc phục là nung ở 375°F (190°C) trong vòng 4 giờ sau khi mạ. Các nhà cung cấp bỏ qua bước này sẽ gây rủi ro hỏng hóc chậm trong bộ lắp ráp của bạn. Xác nhận nhà cung cấp tuân thủ yêu cầu nung theo ASTM B633 cho các fastener cường độ cao mạ.
Bước 3: Lựa chọn Loại và Pitch của Vít Nối
Vít ren thô là lựa chọn vít bắt đúng mặc định: lắp đặt nhanh hơn, chịu đựng các ren bị ô nhiễm hoặc hư hỏng nhẹ, và cung cấp nhiều phần ren hơn trong các vật liệu dẻo như nhôm cho chiều dài kẹp nhất định.
Vít ren tinh là lựa chọn phù hợp cho: môi trường rung lắc nhiều (góc xoắn thấp hơn = xu hướng tự khóa cao hơn), các phần tường mỏng nơi ren thô dễ bị trượt, và các ứng dụng yêu cầu kiểm soát lực siết chính xác với độ phân tán mô-men xoắn tối thiểu.
Trong các mối nối inox với inox, luôn sử dụng chất chống kêu (dựa trên molypden hoặc niken; không dùng đồng trong các ứng dụng đạt tiêu chuẩn thực phẩm) và nhắm tới 60–70% của giá trị mô-men xoắn đã công bố. Thép không gỉ austenit cứng lại dưới ma sát — hệ số ma sát cao hơn giá trị giả định trong hầu hết các biểu đồ mô-men xoắn, dẫn đến quá mô-men và gây gỉ sét nếu xử lý như thép carbon.
Xu hướng tương lai trong Công nghệ vít bắt (2026 trở đi)
Các vít thông minh tích hợp cảm biến, lớp phủ chống ăn mòn tiên tiến, và hợp kim nhẹ đang định hình lại ngành công nghiệp vít bắt từ nay đến 2026 và xa hơn — các quyết định mua sắm ngày nay sẽ phù hợp hoặc bỏ lỡ những xu hướng này.
Công nghệ ốc vít thông minh và Giám sát Tải qua IoT
Các vít bắt tích hợp cảm biến — với bộ chuyển đổi piezoelectric hoặc đo siêu âm — hiện cho phép giám sát lực kẹp theo thời gian thực trong các công trình quan trọng. Các công ty như Bolt Science và Skidmore-Wilhelm đã thương mại hóa các thiết bị đo độ dài vít siêu âm đo lực căng thực tế thay vì dựa vào mô-men xoắn ước lượng.
Trong bảo trì cầu và lắp ráp tháp turbine gió, điều này loại bỏ sự không chắc chắn ±30% trong mối liên hệ giữa mô-men xoắn và lực căng do biến đổi ma sát ren gây ra. Đo lực kẹp thực tế giúp giảm số chu kỳ bảo trì, giảm chi phí kiểm tra, và đảm bảo tính toàn vẹn của mối nối để phòng tránh trách nhiệm pháp lý.
Thị trường phụ kiện bắt vít toàn cầu dự kiến sẽ vượt quá $115 tỷ USD vào năm 2026, theo báo cáo thị trường phụ kiện của Mordor Intelligence, được thúc đẩy bởi sự mở rộng sản xuất xe điện (các mối nối cấu trúc nhẹ hơn, chống rung cao), hạ tầng năng lượng tái tạo (ốc vít tháp, bu lông trục của turbine), và tự động hóa công nghiệp.
Chuyển đổi sang xe điện đang thúc đẩy các nhà sản xuất phụ kiện bắt vít giảm trọng lượng. Các vít bắt bằng hợp kim titan Loại 5 (Ti-6Al-4V) mang lại tiết kiệm trọng lượng 60% so với thép hợp kim cùng độ bền kéo, với chi phí vật liệu cao gấp 4–6 lần. Thương lượng này hiện khả thi trong cấu trúc mô-đun pin xe điện và các mối nối thân xe khi sản lượng giảm giá thành đơn vị.
Lớp phủ tiên tiến và vật liệu bền vững
Các lớp phủ crom sáu hóa trị (Cr6+) bị cấm theo chỉ thị RoHS và ELV của EU và bị hạn chế theo quy định của EPA tại Mỹ. Các lớp phủ crom ba hóa trị (TCP), kẽm-nickel (Zn-Ni), và lớp phủ Geomet/Dacromet là các sự thay thế. Zn-Ni vượt trội hơn lớp mạ kẽm nhúng nóng trong thử nghiệm phun muối Hơn 1.000 giờ chống gỉ đỏ so với khoảng 500 giờ cho HDG và ngày càng được chỉ định cho các ứng dụng ốc vít dưới thân xe ô tô.
Cải tiến công nghệ đóng khuôn lạnh hiện nay tạo ra các thân vít có độ chính xác đường kính chặt chẽ hơn (±0.005mm) so với thập kỷ trước, cho phép lắp ráp tự động chính xác cao mà không cần kiểm tra phù hợp thủ công. Kết hợp với dụng cụ mô-men xoắn máy tính, điều này giảm biến thể của mối nối từ ±25% xuống còn ±5% — rất quan trọng trong lắp ráp mô-đun pin nơi hơn 200 mối nối giống hệt nhau phải đạt được lực siết gần như nhau.
Câu hỏi thường gặp — Các câu hỏi về vít bắt đã được trả lời
Sự khác biệt giữa vít và bu lông là gì?
Một vít ren trực tiếp vào vật liệu nền — gỗ, nhựa, bê tông hoặc kim loại đã được khoan lỗ — mà không cần đai ốc. Một bu lông đi qua lỗ rỗng và cần đai ốc để tạo lực siết chặt. Thực tế, các mối nối bắt vít dễ tháo lắp nhiều lần mà không làm hỏng vật liệu nền. Điểm khác biệt chính trong mua sắm: nếu bạn thấy lỗ khoan có ren trong bản vẽ, bạn cần một chiếc vít. Nếu bạn thấy lỗ rỗng có đai ốc, bạn cần một chiếc bu lông.
4 loại ren vít là gì?
Bốn dạng ren chính là: (1) Ren chữ V (Unified, ISO Metrik) — tiêu chuẩn cho tất cả các loại ốc vít chung; (2) Ren vuông — hiệu suất truyền lực tối đa, dùng trong vít dẫn động máy và kẹp kẹp; (3) Ren Acme — dạng hình thang cân giữa chữ V và vuông, dùng trong vít truyền động lực và vít dẫn của máy tiện; (4) Ren đỡ chốt — chịu tải trọng trục cao chỉ theo một hướng, dùng trong cơ chế bắn đạn pháo, xi-lanh thủy lực và một số phụ kiện ống dẫn. Đối với mua sắm bu lông vít tiêu chuẩn, ren chữ V (UNC/UNF/ISO Metrik) gần như luôn đúng dạng.
Ý nghĩa của ký hiệu cấp độ của bu lông vít là gì?
Đối với bu lông inch SAE: không có ký hiệu đầu = Cấp 2 (74.000 psi kéo đứt); ba đường kính tâm = Cấp 5 (120.000 psi); sáu đường kính tâm = Cấp 8 (150.000 psi). Đối với các lớp tính chất theo hệ mét: định dạng X.Y nghĩa là độ bền kéo đứt tối đa = X × 100 MPa, và độ dẻo = UTS × (Y/10). Cấp 8.8 = UTS 800 MPa / độ dẻo 640 MPa. Cấp 10.9 = UTS 1.000 MPa / độ dẻo 900 MPa. Không bao giờ giả định bu lông vít không có ký hiệu là loại cụ thể — hãy xem nó như là Cấp 2 / 4.6 tối thiểu.
Làm thế nào để chọn kích thước bu lông vít phù hợp?
Bắt đầu với tải trọng thiết kế (kéo hoặc cắt, tính bằng lbs hoặc kN). Chia cho ứng suất cho phép của cấp độ bạn chọn (tải thử / hệ số an toàn). Điều đó cho bạn diện tích ứng suất tối thiểu cần thiết — tra bảng tham gia ren để tìm đường kính danh nghĩa. Sau đó xác nhận độ sâu tham gia ren: đối với lỗ khoan thép, tối thiểu 1× đường kính; đối với nhôm, 1.5× đường kính; đối với gang hoặc nhựa, 2× đường kính. Một bu lông vít đủ mạnh trong kéo nhưng chưa đủ tham gia trong lỗ khoan sẽ bị trượt trước khi nó biến dạng.
Tôi có thể sử dụng bu lông vít mét trong lỗ SAE không?
Không thể thay thế lẫn nhau. Một bu lông M10 (10.0mm) trong lỗ 3/8″ (9.525mm) có khe hở khoảng 0.475mm — về mặt kỹ thuật phù hợp, nhưng là mối ghép trượt lỏng lẻo. Một M8 trong lỗ 5/16″ là phù hợp ép chặt gây kẹt khi lắp đặt. Các bước ren mét và SAE cũng khác nhau — một bu lông M10 × 1.5 sẽ bị kẹt ren khi bắt vào đai ốc 3/8″-16 sau vài vòng đầu và gây trượt cả hai. Luôn sử dụng thước đo ren để xác nhận trước khi lắp ráp.
Tôi nên áp dụng mô-men xoắn bao nhiêu cho bu lông vít?
Sử dụng công thức T = K × D × F, trong đó T = mô-men xoắn (lbf-in), K = hệ số đai ốc (0.20 cho mạ kẽm khô, 0.15 cho bôi dầu nhẹ, 0.11 cho phủ sáp/moly), D = đường kính danh nghĩa (inch), F = lực kẹp mong muốn (lbf). Bảng mô-men xoắn tiêu chuẩn công bố giả định một K cụ thể — nếu bạn thay đổi chất bôi trơn, hãy tính lại. Đối với các mối nối quan trọng, sử dụng đồng hồ đo độ dài bulông siêu âm hoặc máy thử lực kéo mô-men xoắn đã được hiệu chuẩn thay vì dựa vào mô-men xoắn đơn thuần.
Loại vít bu-lông nào phù hợp nhất cho bê tông?
Đối với bê tông mới đổ: bulông J đúc sẵn được nhúng trước khi đổ, có kích thước vượt quá tải trọng kéo ra và tải trọng dẻo của bulông. Đối với các móc cài đặt sau vào bê tông đã đóng rắn: móc vít (ren vào lỗ khoan trước, khoan bằng búa) cung cấp tải trọng ngay lập tức mà không cần thời gian đóng rắn keo dán và phù hợp với lịch trình công trường. Các móc cài đặt bằng hóa chất (epoxy) phù hợp với tải trọng cao và khoảng cách cạnh quá ngắn cho móc cơ khí, nhưng yêu cầu thời gian đóng rắn (4–24 giờ ở 70°F) và lắp đặt trong điều kiện nhiệt độ kiểm soát. Luôn xác nhận rằng hệ thống móc cài đặt có báo cáo mã ICC-ES phù hợp với loại tải trọng và vật liệu nền trong ứng dụng của bạn.

Kết luận
Thị trường vít bu-lông ngày càng rộng và phức tạp về mặt kỹ thuật hơn bất kỳ catalog nào có thể truyền đạt. Từ sự phân biệt cơ bản giữa cơ chế ren vào vật liệu so với kẹp với đai ốc, đến toàn bộ ma trận các loại cấp độ, tiêu chuẩn ren, lớp phủ và logic lựa chọn theo từng ứng dụng, việc chọn đúng loại vít bu-lông là một lĩnh vực — không chỉ tra cứu đơn thuần.
Đối với hầu hết các nhóm mua hàng B2B: bắt đầu từ loại tải trọng và vật liệu nền, sau đó phù hợp cấp độ và lớp phủ với môi trường vận hành. Khi không chắc chắn về cấp độ, chọn cao hơn một bước. Khi không chắc chắn về kích thước, chọn lớn hơn một kích cỡ. Các vít bu-lông quá lớn sẽ rẻ hơn so với thất bại ngoài hiện trường. Nếu ứng dụng của bạn liên quan đến rung động cao, chu kỳ nhiệt hoặc tải trọng cấu trúc, hãy đầu tư vào phân tích mô-men xoắn và lực kéo phù hợp trước khi xác định thông số lắp đặt — cuộc trò chuyện kỹ thuật 20 phút sẽ tiết kiệm chi phí hơn nhiều so với thời gian chết, yêu cầu bảo hành hoặc trách nhiệm pháp lý từ một mối nối bị hỏng trong quá trình sử dụng.
Khám phá toàn bộ dòng sản phẩm vít sản xuất của chúng tôi — vít hex, vít máy, vít tự khoan, vít lag, hệ thống móc cài, và các loại vít đặc biệt — được nguồn gốc và xác minh phù hợp với cấp độ, ren và lớp phủ mà ứng dụng của bạn yêu cầu.
Sản phẩm liên quan
Giải pháp & Cụm sản phẩm
Bài viết liên quan
- Bu lông và Vít: Hướng Dẫn Phân Biệt Đầy Đủ Cho Kỹ Sư và Người Làm Tự Chế (2026)
- Kích thước vít M2: Bảng kích thước đầy đủ, các loại đầu & thông số kỹ thuật
- Vật tư cách nhiệt nhựa: Hướng dẫn đầy đủ về các loại, vật liệu & lựa chọn
- Định Nghĩa Vít: Nó Là Gì, Cách Hoạt Động Và Tại Sao Nó Quan Trọng Hơn Bạn Nghĩ Đến
- Vít một chiều: Hướng dẫn đầy đủ về các loại ốc vít an ninh chống tháo gỡ
- Ốc vít cần thiết: Lựa chọn các loại ốc vít phù hợp cho dự án của bạn
- Bu lông giới tính: Hướng dẫn đầy đủ về ốc barrel, kích thước & lắp đặt
- Bu lông và ốc vít: Hướng dẫn hoàn chỉnh về các bộ phận công nghiệp (2026)




