Винтовой болт — это резьбовой крепежный элемент — винты саморезятся в базовый материал, в то время как болты проходят через предварительно просверленные отверстия и зажимаются с помощью гайки. Выбор неправильного типа влечет за собой переработку и снижение структурной целостности.
Будь то закупка крепежа для конструкционной стальной рамы, точной сборки на ЧПУ или работы в условиях высокой вибрации на морском судне, выбранный вами винтовой болт определяет как грузоподъемность, так и срок службы соединения. Большинство руководств останавливаются на сравнении «шестигранный болт против машинной винтовки». Это руководство — нет. Мы рассматриваем типы, стандарты резьбы, классы материалов, параметры крутящего момента и конкретные режимы отказа, которые никогда не указываются в каталогах — чтобы вы могли заказывать с уверенностью и устанавливать без сюрпризов.

Что такое винтовой болт? Определение основной разницы
Винт саморезится в материал — гайка не требуется. Болт проходит через отверстие с зазором и использует гайку для создания зажимающей силы. Это единственное отличие, которое влияет на все последующие решения о крутящем моменте, предварительной нагрузке и поведении соединения.
На практике граница стирается. промышленность крепежных изделий использует «болт» и «винт» почти взаимозаменяемо в каталогах. Статья в Википедии о резьбовых соединениях признает, что «точное различие не всегда делается в повседневном использовании». Что важно для инженеров и покупателей — это не ярлык, а путь нагрузки.
Вот операционное различие, которое важно на работе:
| Особенность | Винт | Болт |
|---|---|---|
| Вовлечение резьбы | Резьбообразование или формирование резьбы в базовом материале | Проходит через отверстие с зазором, зацепляется за гайку |
| Требуется гайка? | No | Да |
| Износ при разборке | Резьба в базовом материале изнашивается при циклах | Гайка и болт оба заменяемы без износа базового материала |
| Лучше всего подходит для | Дерево, пластик, тонкий металл, бетон (с анкером) | Конструкционные соединения из стали, сборки с высокой нагрузкой |
| Спецификация крутящего момента | Определяется вырывом резьбы в материале | Определяется классом болта и зацеплением гайки |
| Типичный диапазон классов | #4 через 3/4″ в деревянных/листовых приложениях | Стандарт 2 до Стандарта 12.9 конструктивных |
Как работают винты: механизм самонарезания
Резьба винта предназначена либо для резки (саморезы с резьбой), либо для смещения (формирующие резьбу винты) базового материала при вкручивании. Самонарезающие винты прорезают собственный путь резьбы через листовой металл, исключая необходимость предварительного нарезания отверстия. Деревянные шурупы имеют грубую резьбу с острыми наконечниками, которые раскалывают волокна и захватывают зерно. Винты для листового металла имеют закаленные острые гребни, которые пробивают сталь толщиной 0,5–3 мм без предварительного сверления.
Последствие: каждое извлечение и повторное вставление ухудшают резьбу в основном материале. В приложениях с высоким циклом — панели оборудования, крышки доступа, инспекционные плиты — это реальная стоимость, которая отражается в бюджете обслуживания на месте.
Как работают болты: механика гайки и зажима
Болт, используемый как болт, создает зажимное соединение: стержень подвергается растяжению, а трение между зажатыми поверхностями сопротивляется сдвигу. Резьба гайки и болта изнашивают друг друга — не основной материал. Поскольку обе части заменяемы, соединения на болтах выдерживают гораздо больше циклов сборки.
Ключевой переменной является преднатяг: напряжение, которое вы создаете при затяжке. Гайка класса 8, шестигранный болт 3/8″-16, правильно затянутый до 33 фут-фунтов, создает примерно 8800 фунтов зажима. Недотяжка этого же болта на 20% снижает зажимающую силу до 40% — соединение ослабевает при вибрации. Согласно справочнику по крутящему моменту болтов, только изменение коэффициента трения может колебаться предварительное натяжение на ±25% для заданного значения крутящего момента.
Когда термины пересекаются (и почему это важно для закупок)
Головки винтов с шестигранным ключом используют слово «винт», но функционируют как болты — проходят через отверстие с зазором и зацепляются за гайку или резьбовую вставку. Болт с зажимом (также называемый болтом с зажимом) работает как гигантский винт по дереву. При выборе из каталога всегда смотрите на схему зацепления резьбы, а не на название продукта. Категория винтовых болтов широкая — принимайте решение исходя из применения, а не из номенклатуры.
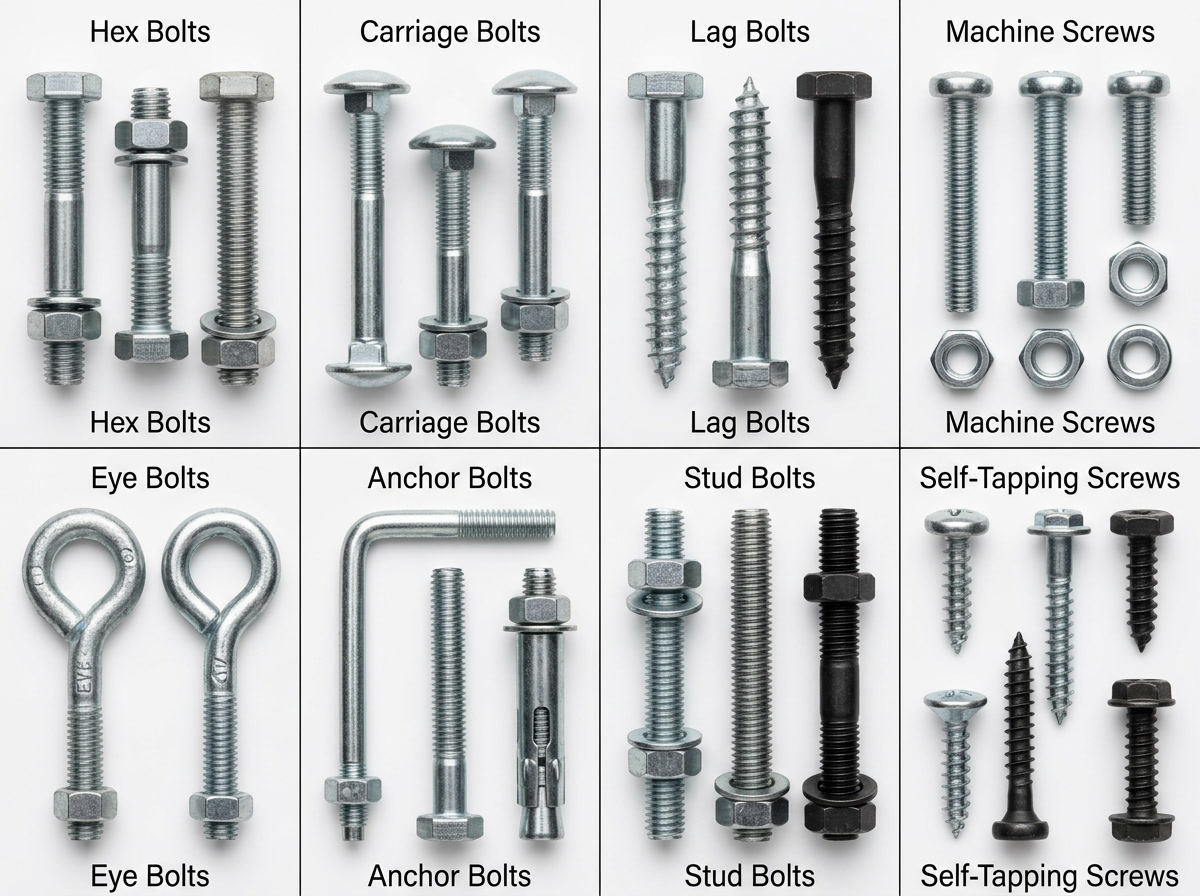
8 типов винтовых болтов, которые должен знать каждый инженер и покупатель
Наиболее распространённые типы винтовых болтов включают шестигранные болты, болты для кареток, анкерные болты, машинные винты, анкерные болты, самонарезающие винты, глазковые болты и стальные болты — каждый оптимизирован для различного типа нагрузки и базового материала.
Шестигранные болты и головки с крышками
Шестигранные болты являются рабочими лошадками конструкционной стали и машинного оборудования. Полностью резьбовые шестигранные болты (Стандарт 2, 5, 8 в SAE; 4.8, 8.8, 10.9 в метрической системе) покрывают большинство универсальных задач. Частично резьбовые шестигранные болты оставляют непроработанным стержень для лучшей сопротивляемости сдвигу в соединениях — резьба исключена из зоны сдвига.
Гайки с головкой под ключ Головка с шестигранным, торцевой или плоской головкой используют внутренний шестигранник или торкс и допускают более точные допуски. Обычно встречаются в ЧПУ оборудовании, гидравлических коллекторных блоках и прецизионных сборках, где ключ с плоской стороной не подойдет. Винт с головкой с внутренним шестигранником класса 12.9 несет более высокую растягивающую нагрузку на единицу диаметра, чем любая другая стандартная форма винта или болта.
Болты с цилиндрической головкой и болты с крюком
Болты-каретки имеет куполообразную головку с квадратным шейкой, которая фиксируется в дереве или композите, предотвращая вращение при затягивании гайки с противоположной стороны. Стандартно используется в соединениях дерево-дерево и дерево-сталь в настилах, ограждениях и игровых комплексах.
Анкерные болты (анкеры) Это крупногабаритные крепежные элементы с крупной резьбой, которые закручиваются ключом, а не отверткой. Они глубоко вгрызаются в конструкционную древесину — предварительное сверление не требуется. На практике всегда предварительно сверлите направляющие отверстия диаметром 70% от диаметра корня анкера. Пропуск этого приводит к раскалыванию древесины и снижению нагрузки на вырыв до 30%. Это тип винтового болта, который вызывает наибольшее количество полевых отказов именно из-за пропуска предварительного сверления.
Машинные винты и самонарезающие винты
Машинные винты Это крепежные изделия малого диаметра (обычно 1/4" до 3/8"), с полностью резьбовыми стержнями, предназначенные для нарезания резьбы в просверленных отверстиях или зацепления за гайки. Они удерживают корпуса электроники, панельные измерители, крышки и распределительные устройства вместе. Винт 1/4-32 подходит к любым стандартным гайкам 1/4-32 по всему миру — форма резьбы стандартизирована у всех производителей.
Самонарезающие винты устраните этап нарезки резьбы при работе с тонкой листовой металлом. Тип А имеет крупную резьбу для тонкой листовой металла толщиной до 18 калибра; Тип В — более мелкую для более толстого листа. Виды формовки резьбы (прокатки) создают более прочные резьбы, чем виды нарезки резьбы, потому что они упрочняют исходный материал, а не удаляют стружку. При выборе винтового болта для легких панелей это различие важно для нагрузки на вытягивание.
Анкерные болты, глазковые болты и шпильки
Анкерные болты встраивание в бетон или кладку, обеспечивая резьбовое соединение для несущих колонн, оснований оборудования и ограждений безопасности. Наиболее распространённые формы — J-образные болты (изогнутый крюк, погружённый в свежий бетон) и винтовые анкеры, устанавливаемые после заливки (с резьбой, прямо в затвердевший бетон). Винтовые анкеры, устанавливаемые после заливки — такие как продукт DEWALT Screw-Bolt+ в результатах поиска по этому ключевому слову — не требуют клея и обеспечивают мгновенную несущую способность после установки.
Глазки-шурупы винтовые крепежи с петлевой головкой, используемые для подъема, подъема и управления кабелями. Глазки с плечевым узором выдерживают угловую нагрузку; глазки с гладким стержнем рассчитаны только на осевое натяжение по прямой. Никогда не нагружайте глазок с гладким стержнем сбоку — он гнется, а не уступает, без видимых предупреждений.
Глухие болты используются полностью нарезанные стержни без головки, используется в фланцевых соединениях труб, сосудов под давлением и при высоких температурах. Оба конца имеют гайки. Согласно Стандарты фланцев ASME B16.5, шпилька часто является единственным допустимым типом крепежа в фланцах с поднятым лицом классов 150–2500 — замена головчатого болта создает неравномерное распределение зажима, что вызывает протечки при тепловом циклировании.
| Винтовой болт типа | Форма нити | Лучший базовый материал | Основная ошибка, которую нужно избегать |
|---|---|---|---|
| Шестигранный болт (полная резьба) | UNC/UNF/Метрическая | Сталь, алюминий, композит | Перетягивание (потеря преднатяга) |
| Шестигранный болт (частичная резьба) | UNC/UNF | Сталь по стали | Резьбы в плоскости среза |
| Болт для каретки | UNC | Дерево, композит | Перетягивание (раздавливание дерева) |
| Болт с зажимом | Крупная (специализированная) | Конструкционная древесина | Отсутствие предварительного отверстия (раскалывание дерева) |
| Машинный винт | UNC/UNF/Метрическая | Обработанный металл, пластик | Перекрутка в слепых отверстиях |
| Самонарезающийся | Тип A/B/AB | Листовой металл, пластик | Повторное использование без повторной нарезки резьбы |
| Анкерный болт (J-образный болт) | Крупнозернистый | Бетон (мокрый залив) | Короткое внедрение = вытягивание |
| Шпилька | UNC/Метрический | Фланцевые соединения труб | Смешанный класс в одном шаблоне |
Размеры винтовых болтов и стандарты резьбы
Размеры винтовых болтов соответствуют стандартам UNC (Общий крупный), UNF (Общий мелкий) или ISO метрическим — указываются по номинальному диаметру. шаг резьбы, и длина захвата. Неправильное чтение маркировки спецификации — причина попадания метрических болтов в отверстия SAE, ошибка, которая смертельно ослабляет соединение, несмотря на то, что при поверхностной проверке выглядит правильно.

Размеры по американским стандартам: UNC и UNF
Размеры винтовых болтов по американскому стандарту: стандарту Объединенной национальной резьбы. Обозначение размера выглядит так: 3/8″-16 × 2″
- 3/8″ = номинальный диаметр (диаметр стержня у вершины резьбы)
- 16 = шаг резьбы на дюйм (TPI)
- × 2″ = длина захвата (от нижней стороны головки до конца)
UNC (крупнозернистый) имеет меньше резьбы на дюйм — собирается быстрее, переносит грязные резьбы и является стандартом для большинства закупок крепежа. UNF (мелкий) имеет больше резьбы на дюйм — обеспечивает более высокий предварительный натяг при заданном крутящем моменте и лучше сопротивляется вибрациям, потому что меньший угол спирали создает больше самозаклинивания. В автомобильной промышленности, головки цилиндровых болтов почти всегда UNF по этой причине.
Маленькие винты диаметром менее 1/4″ используют нумерованную систему калибровки: #4-40, #6-32, #8-32, #10-24, #10-32. Первое число — номинальный диаметр по системе калибровки (умножьте на 0.013″ и добавьте 0.060″, чтобы получить фактический диаметр в дюймах), а второе число — TPI.
Метрическая ISO-стандартизация
Спецификации метрических винтовых болтов используют: M10 × 1.5 × 50
- M10 = номинальный диаметр 10 мм
- × 1.5 = шаг резьбы в мм (расстояние между соседними вершинами резьбы)
- × 50 = длина в мм
Метрическая крупная резьба ISO по умолчанию (шаг опущен при стандартных размерах). M10 × 1.5 — крупная; M10 × 1.25 — мелкая. ISO 261 и ISO 262 определяют стандартные метрические крупные шаги от 0.35 мм (M2) до 6.0 мм (M100).
Классы прочности для метрических винтов и болтов: 4.6, 4.8, 5.8, 6.8, 8.8, 10.9, 12.9. Формат X.Y означает: UTS = X × 100 МПа; предел текучести = UTS × (Y/10). Класс 10.9 = 1000 МПа на растяжение, 900 МПа на предел текучести. Класс 12.9 = 1200 МПа на растяжение — самый высокий распространённый строительный класс.
Маркировка головки и идентификация класса
Маркировка класса SAE отображается в виде радиальных линий на шестигранной головке: Класс 2 = без маркировки, Класс 5 = три линии, Класс 8 = шесть линий. Не маркированные шестигранные болты по умолчанию относятся к классу 2 (минимум 74 000 psi на растяжение). Никогда не заменяйте класс 2 в применениях класса 5 или 8 — болт уступит при 60% расчетной нагрузки.
Для метрических винтовых болтов класс прочности выбит на головке (например, «10.9» или «8.8»). Болты из нержавеющей стали используйте другую систему маркировки: A2-70, A4-80, где A2 = нержавеющая сталь 304, A4 = нержавеющая сталь 316, а число × 10 = минимальное растяжение в МПа.
Распространённые размеры винтов и болтов — количество резьб и ссылка на нагрузку
| Номинальный размер | TPI UNC | TPI UNF | Эквивалент по метрической системе | Испытательная нагрузка класса 5 | Испытательная нагрузка класса 8 |
|---|---|---|---|---|---|
| #8 (0.164″) | 32 | 36 | M4 | 720 фунтов | 1 000 фунтов |
| #10 (0.190″) | 24 | 32 | M5 | 970 фунтов | 1 380 фунтов |
| 1/4″ | 20 | 28 | M6 | 2 100 фунтов | 2 950 фунтов |
| 3/8″ | 16 | 24 | M10 | 5 710 фунтов | 8 000 фунтов |
| 1/2″ | 13 | 20 | M12 | 9 850 фунтов | 13 800 фунтов |
| 3/4″ | 10 | 16 | M20 | 22 000 фунтов | 30 800 фунтов |
| 1″ | 8 | 12 | M24 | 37 600 фунтов | 52 950 фунтов |
Примерные нагрузочные характеристики для SAE Grade 5 и Grade 8; для структурных применений консультируйтесь с ASTM F3125. Метрические эквиваленты — ближайший номинальный диаметр — не взаимозаменяемы без проверки формы резьбы.
Промышленные применения винтовых болтов
Винтовые болты используются в строительстве, автомобильной промышленности, аэрокосмической сфере, электронике, морском и промышленном оборудовании — каждый сектор предъявляет разные требования к классам, покрытиям и стандартам резьбы, исходя из одной базовой концепции винтового болта.
Строительство и инженерное проектирование зданий
Применение структурных винтовых болтов в строительстве соответствует спецификациям ASTM A325 и A490 (сейчас объединены в ASTM F3125). Согласно Руководству по проектированию соединений AISC, правильно натянутый болт 3/4″ A325 достигает минимальной преднапряженности в 28 кильп (28 000 фунтов) — достигается методом поворота гайки или крутильным ключом, откалиброванным по фактическому индикатору натяжения.
Самонарезающие винты (Tek винты, с шестигранной шайбой) — это рабочие инструменты стального каркаса — они сверлят, нарезают резьбу и закрепляют за один прием без предварительного сверления, сокращая время установки до 40% в системах металлических стеновых профилей. Тип винта здесь — гибрид: он функционирует как винт (нарезая собственную резьбу), но создает болтовое соединение при использовании с правильным основанием.
Конструкция анкерных болтов в бетоне зависит от прочности сжатия базового материала (f’c), расстояния до края и глубины заглубления. Заглубление J-образных болтов менее 12 диаметров может вырваться раньше, чем болт даст пластическую деформацию — инженеры всегда проверяют способность вырыва на прочность по сравнению с пределом текучести болта и проектируют на предел текучести как на режим пластической деформации. В случае сомнений рекомендуется использовать винтовые анкеры, прошедшие испытания по ICC-ES AC193 — у них есть подтверждающая документация, необходимая большинству инспекторов.
Автомобильная промышленность и тяжелое машиностроение
Автомобильные сборки двигателей используют как метрические, так и унифицированные винтовые крепежи с высокой точностью. Головки цилиндровных болтов в современные дизайны являются болты с крутящим моментом до предела (TTY) — они растягиваются сверх предела при установке, обеспечивая постоянную предварительную нагрузку на все цилиндры независимо от вариаций трения. Они предназначены для однократного использования; повторное использование винтового болта TTY после достижения предела приводит к непредсказуемой силе зажима и может вызвать повреждение прокладки головки блока цилиндров.
Крепежные элементы колес требуют соответствия типа посадочного места (коническое/сужающееся, сферическое, плоское/магнитное). Несовпадение типов посадочных мест вызывает ослабление болта при вибрациях независимо от прикладываемого крутящего момента — геометрия контакта неправильная, поэтому предварительная нагрузка рассеивается в первые несколько тепловых циклов.
В тяжелой строительной технике, болты с головкой типа Г-образной (Grade 10.9 и 12.9) удерживают гидравлические блоки под давлением 3000–5000 psi. Загрязненные резьбы или неправильный коэффициент смазки изменяют соотношение крутящего момента и натяжения на ±25% — достаточно, чтобы либо сорвать резьбу, либо оставить соединение недотянутым.
Электроника и прецизионные инструменты
Производство электроники использует почти исключительно машинные винты от M2 до M4 с нержавеющим или черным оксидным покрытием, чтобы избежать гальванической коррозии против алюминиевых корпусов. Системы с фиксированными винтами (с интегрированной шайбой и удерживающим кольцом) позволяют снимать панели без наличия свободных деталей в условиях эксплуатации на месте.
Системы вставки резьбы (Helicoil, E-Z Lok) восстанавливают полную прочность металлической резьбы в поврежденных отверстиях из алюминия — ремонт занимает около 15 минут по сравнению с утилизацией корпуса размером $300. Восстановленная резьба по прочности превышает исходную алюминиевую резьбу за счет равномерного распределения нагрузки по большей площади резьбовой поверхности.
При монтаже на печатных платах плечевые винты с точной длиной выступа предотвращают чрезмерный крутящий момент, который может привести к трещинам пайки или ламинированию платы. Целевое значение силы зажима измеряется в дюйм-унциях, а не в фут-фунтах.
Как выбрать правильный винтовой болт для вашей задачи
Выберите винтовой болт исходя из типа нагрузки (срезовая или растяжная), базового материала, условий эксплуатации и требуемого крутящего момента — в указанном порядке.
Шаг 1: Подберите класс винтового болта под нагрузку
Начинайте с нагрузки: несет ли винтовой болт растяжении (разрывает вдоль своей оси), сдвиг (скользит перпендикулярно оси), или комбинированную нагрузку?
Для соединений с преобладанием растяжения: класс винтового болта определяет его способность к предварительной нагрузке. Класс 5 / 8.8 подходит для большинства машин. Класс 8 / 10.9 — для высокоциклической усталости, повышенных температур или критической жесткости соединения. Класс 12.9 — для точных аэрокосмических, мотоспортивных и гидравлических применений.
Для соединений с преобладанием среза: более важен диаметр непрошитого стержня, чем класс. Болт с частичной резьбой в соединении с перекрытием имеет гладкий стержень в зоне среза — правильный дизайн. Полностью резьбовой винт в том же применении создает корень резьбы (уменьшение площади в зоне среза) — неправильный и недооцененный.
Никогда не смешивайте классы в одном болтовом соединении. Самый мягкий винтовой болт в группе принимает всю срезную нагрузку до предела, затем — следующий по мягкости, и так далее. Соединения с разными классами постепенно выходят из строя без предварительного предупреждения.
Шаг 2: Выберите подходящий материал для окружающей среды
| Среда | Рекомендуемый материал для винтов и болтов | Причина |
|---|---|---|
| Внутри помещения, сухо | Цинкованная углеродистая сталь (Класс 5/8) | Экономичный, достаточный внутренний антикоррозийный защитный слой |
| Для улицы, общего использования | Гальванизированная горячим цинкованием (HDG) углеродистая сталь | Цинковое защитное покрытие, срок службы в сельской местности более 50 лет |
| Прибрежная / морская среда | Нержавеющая сталь 316 (A4-70 или A4-80) | Молибден сопротивляется хлоридной коррозии и коррозии в трещинах |
| Химические / технологические установки | Титан Gr.2, Hastelloy C276, Сплав 20 | Выбор по химии процесса; проверка с данными о коррозии |
| Высокая температура (>500°F) | Сталь по стандарту A193 B7 (хром-молибден) или Inconel 718 | Углеродистая сталь теряет прочность 50% при температуре выше 700°F |
| Пищевая / фармацевтическая промышленность | Нержавеющая сталь 316L, пассивированная по ASTM A967 | Биосовместимость, чистота, соответствие EHEDG |
Гальваническая коррозия — наиболее часто упускаемый из виду режим разрушения при выборе винтов и болтов. Совмещение алюминия с углеродистой сталью в соленой воде создает гальваническую ячейку — алюминий быстро корродирует, а сталь остается целой. Используйте нержавеющие материалы или нанесите барьер против заедания (Duralac, цинковый праймер) на стыке.
Водородное хрупкое разрушение — еще один недооцененный риск. Электролитическое покрытие выделяет атомарный водород, который мигрирует к границам зерен в высокопрочных крепежных элементах — наиболее уязвимы винты класса 12.9 и 8. Решение — запекание при 375°F (190°C) в течение 4 часов после покрытия. Поставщики, пропускающие этот шаг, создают риск задержанного отказа в вашей сборке. Проверьте, соблюдает ли ваш поставщик требования ASTM B633 по запеканию для покрытых высокопрочных крепежных элементов.
Шаг 3: Выбор типа и шага винта
Грубая резьба является правильным стандартным выбором для винтов и болтов: быстрее в установке, терпит загрязнённые или слегка повреждённые резьбы, а также обеспечивает большее зацепление резьбы в пластичных материалах, таких как алюминий, при заданной длине захвата.
Мелкая резьба подходит для: условий с сильными вибрациями (меньший угол спирали = большая самоблокирующая способность), тонкостенных секций, где грубая резьба могла бы сорваться, и применений, требующих точного контроля предварительной нагрузки с минимальным разбросом крутящего момента.
В соединениях из нержавеющей стали с нержавеющей сталью всегда наносите антикоррозийное покрытие (молибденовое или никелевое; не медное в пищевой промышленности) и ориентируйтесь на 60–70% от опубликованного значения крутящего момента. Аустенитная нержавеющая сталь упрочняется под действием трения — коэффициент трения выше предполагаемого значения в большинстве таблиц крутящего момента, что приводит к перетяжке и заеданию, если обращаться с ней как с углеродистой сталью.
Будущие тенденции в технологии винтов и болтов (2026 и далее)
Умные болты с встроенными датчиками, усовершенствованные антикоррозийные покрытия и легкие сплавы меняют индустрию винтов и болтов до 2026 года и далее — решения по закупкам, принятые сегодня, либо соответствуют этим изменениям, либо упустят их.
Технологии умных крепежных элементов и мониторинг нагрузки через IoT
Крепежи с датчиками — с встроенными пьезоэлектрическими преобразователями или ультразвуковыми измерителями — теперь позволяют в реальном времени контролировать силу зажима в критической инфраструктуре. Компании, такие как Bolt Science и Skidmore-Wilhelm, коммерциализировали ультразвуковые измерители удлинения болтов, которые измеряют фактическое натяжение, а не косвенный показатель — приложенный крутящий момент.
В ремонте мостов и сборке башен ветряных турбин это исключает неопределённость ±30% в корреляции крутящего момента и натяжения, вызванную изменчивостью трения резьбы. Реальное измерение силы зажима означает меньше циклов обслуживания, меньшие затраты на инспекцию и документальную подтверждённость целостности соединения для целей ответственности.
Глобальный рынок крепежных изделий, по прогнозам, превысит $115 миллиардов долларов США к 2026 году, согласно отчёту Mordor Intelligence о рынке крепежа, что обусловлено расширением производства электромобилей (легкие и высоко-вибрационные структурные соединения), инфраструктурой возобновляемой энергетики (болты для башен, болты-стяжки для турбин) и промышленной автоматизацией.
Переход на электромобили стимулирует производителей крепежа к снижению веса. Болты и винты из титана Grade 5 (Ti-6Al-4V) обеспечивают экономию веса до 60% по сравнению с легированной сталью при сопоставимой прочности на растяжение, при этом стоимость материала в 4–6 раз выше. Этот компромисс становится актуальным в структурах модулей аккумуляторных батарей и соединениях кузова, поскольку объемы позволяют снизить себестоимость единицы продукции.
Передовые покрытия и экологичные материалы
Покрытия с шестивалентным хромом (Cr6+) запрещены в соответствии с директивами ЕС RoHS и ELV, а также ограничены в рамках регламентов EPA в США. В качестве замен используются тривалентный хром (TCP), цинк-никель (Zn-Ni) и покрытия Geomet/Dacromet. Цинк-никель превосходит горячее цинкование по эффективности. испытание на соляной туман Более 1000 часов против примерно 500 часов для HDG и все чаще указывается для применения в качестве винтовых болтов для кузова автомобиля.
Технологии холодной штамповки позволяют получать стержни винтов с более точными допусками по диаметру (±0,005 мм) по сравнению с десятилетней давностью, что обеспечивает высокоточное роботизированное сборочное производство без ручной проверки посадки. В сочетании с компьютерным крутящим инструментом это снижает вариацию соединений с ±25% до ±5% — критично при сборке модулей аккумуляторных элементов, где необходимо добиться почти одинаковой предварительной нагрузки в более чем 200 идентичных соединениях.
Часто задаваемые вопросы — ответы на вопросы о винтах и болтах
В чем разница между винтом и болтом?
Винт прямо ввинчивается в базовый материал — дерево, пластик, бетон или нарезанный металл — без гайки. Болт проходит через отверстие с зазором и требует гайки для создания зажимающей силы. Практически, болтовые соединения легче разбирать многократно без повреждения базового материала. Основное отличие при закупке: если на чертеже видно нарезанное отверстие, вам нужен винт. Если видно отверстие с зазором и гайкой — нужен болт.
Какие 4 типа резьбовых винтов?
Четыре основных типа формы резьбы: (1) V-образная резьба (Объединенная, ISO метрическая) — стандарт для всех общих крепежных элементов; (2) Квадратная резьба — максимальная эффективность передачи мощности, используется в ведущих винтах машин и тисках; (3) Резьба Эймса — трапецеидальная, компромисс между V и квадратной, используется в винтах передачи мощности и ведущих винтах токарных станков; (4) Резьба Бутресс — выдерживает высокую осевую нагрузку только в одном направлении, используется в механизмах затвора артиллерийских орудий, гидравлических цилиндрах и некоторых трубопроводных соединениях. Для стандартной закупки винтовых болтов почти всегда подходит форма V-резьбы (UNC/UNF/ISO метрическая).
Что означает маркировка класса прочности винтового болта?
Для болтов SAE дюймовой системы: отсутствие маркировки — класс 2 (разрывная нагрузка 74 000 psi); три радиальные линии — класс 5 (120 000 psi); шесть радиальных линий — класс 8 (150 000 psi). Для метрических классов свойств: формат X.Y означает предельную разрывную прочность = X × 100 МПа, а предел текучести = UTS × (Y/10). Класс 8.8 = 800 МПа UTS / 640 МПа предел текучести. Класс 10.9 = 1000 МПа UTS / 900 МПа предел текучести. Никогда не предполагайте, что непомеченный винтовой болт — это конкретный класс — рассматривайте его как минимум как класс 2 / 4.6.
Как выбрать правильный размер винтового болта?
Начинайте с расчетной нагрузки (растяжения или среза, в фунтах или кН). Разделите на допустимое напряжение выбранного класса (испытательная нагрузка / коэффициент запаса). Это даст минимальную требуемую площадь сечения — найдите её в таблице зацепления резьбы, чтобы определить номинальный диаметр. Затем проверьте глубину зацепления резьбы: для стальных нарезанных отверстий — минимум 1× диаметр; для алюминия — 1,5× диаметр; для чугуна или пластика — 2× диаметр. Винт, достаточно прочный в растяжении, но недостаточно зацепленный в нарезанном отверстии, сломается раньше, чем даст прогиб.
Могу ли я использовать метрические винтовые болты в отверстиях SAE?
Некорректно. Болт M10 (10,0 мм) в отверстии 3/8″ (9,525 мм) имеет зазор около 0,475 мм — технически подходит, но является свободным соединением с срезом. Винт M8 в отверстии 5/16″ — это зацепление с натягом, которое заедает при установке. Метрические и SAE резьбы также отличаются по шагу — винт M10 × 1,5 может перекрутить гайку 3/8″-16 после первых нескольких оборотов и повредить обе. Всегда используйте резьбовой калибр для проверки перед сборкой.
Какой момент затяжки следует применять к винтовому болту?
Используйте формулу T = K × D × F, где T = крутящий момент (в дюйм-фунтах), K = коэффициент гайки (0,20 для сухого цинкового покрытия, 0,15 для слегка смазанного, 0,11 для воскового/молибденового покрытия), D = номинальный диаметр (дюймы), F = желаемая сила зажима (фунты). Стандартные опубликованные таблицы крутящего момента предполагают определённый K — если вы меняете смазки, пересчитайте. Для критических соединений используйте ультразвуковой измеритель удлинения болта или калиброванный тестер крутящего момента и натяжения, а не полагайтесь только на крутящий момент.
Какой винтовой болт лучше всего подходит для бетона?
Для нового залитого бетона: встроенные J-образные болты, закладываемые перед заливкой, размер которых превышает как нагрузку на вырыв, так и предел прочности болта. Для закрепления в затвердевшем бетоне: винтовые анкеры (нарезанные в предварительно просверленное, ударно просверленное отверстие) обеспечивают немедленную нагрузку без времени затвердевания клея и хорошо подходят для графика работ. Химические (эпоксидные) анкеры подходят для больших нагрузок и коротких краевых расстояний, чем механические анкеры, но требуют времени затвердевания (от 4 до 24 часов при 21°C) и установки с контролем температуры. Всегда проверяйте, чтобы система анкеров имела отчёт ICC-ES о соответствии для типа нагрузки и основания в вашем применении.

Заключение
Ландшафт винтовых болтов шире и технически сложнее, чем может передать любой каталог. От фундаментального различия между механикой «нарезка в материал» и «зажим с гайкой» до полной матрицы классов, стандартов резьбы, покрытий и логики выбора, соответствующий выбор винтового болта — это дисциплина, а не простая справка.
Для большинства команд закупок B2B: начинайте с типа нагрузки и основания, затем подбирайте класс и покрытие под рабочую среду. В случае сомнений по классу — выбирайте чуть выше. В случае сомнений по размеру — выбирайте на один размер больше. Пересчитанные винтовые крепежи дешевле, чем поломки на месте. Если в вашем применении присутствуют сильные вибрации, термический цикли или структурные нагрузки, инвестируйте в правильный анализ крутящего момента и натяжения перед окончательным закреплением — 20 минут инженерной консультации обойдутся гораздо дешевле, чем простои, гарантийные претензии или ответственность за отказ соединения в эксплуатации.
Просмотрите наш полный ассортимент производственных винтов — шестигранные болты, машинные винты, самонарезающие крепежи, лаговые болты, системы анкеров и специальные шпильки — поставляемые и проверенные на соответствие классу, резьбе и покрытию, необходимым для вашего применения.
Связанные товары
Решения и кластер
- Все блоги
- Индивидуальные решения по крепежу
- Учебные материалы по винтам и фланцам — просмотреть все статьи
Связанные статьи
- Болт против винта: Полное руководство по различиям для инженеров и домашних мастеров (2026)
- Размеры винта M2: полный размерный ряд, типы головок и характеристики
- Пластиковые проставки: Полное руководство по типам, материалам и выбору
- Определение винта: что это такое, как он работает и почему он важнее, чем вы думаете
- Винты с односторонним вращением: Полное руководство по антивандальным защитным крепежам
- Основные винты: выбор правильных крепежных элементов для ваших проектов
- Болты для секса: Полное руководство по барабанным крепежам, размерам и установке
- Болт и винт: Полное руководство по промышленным крепежным изделиям (2026)




