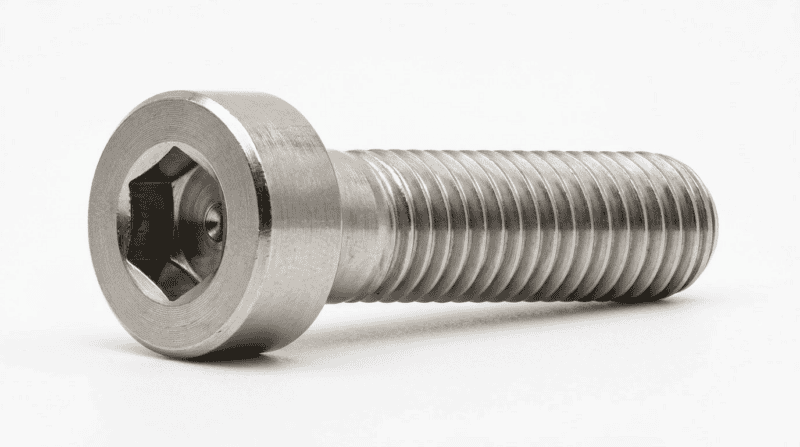
Винт с низкой головкой и внутренним шестигранником DIN6912
DIN6912 — это винт с цилиндрической головкой с внутренним шестигранником и центральным направляющим отверстием, высота головки которого примерно на 40% меньше стандартного DIN912, специально разработанный для монтажа в условиях ограниченного пространства, где стандартная высота головки невозможна.
Когда вы работаете внутри узкого алюминиевого профиля для экструдирования, устанавливая крышку с всего 5 мм вертикального зазора, или собираете прецизионное приспособление, где выступающая головка винта мешает соседним компонентам — именно тогда DIN6912 оправдывает свое место. Уменьшенный профиль головки решает реальную инженерную проблему. Но это сопровождается компромиссами, которые большинство технических характеристик тихо игнорируют: пилотное углубление, предотвращающее скольжение ключа, также создает незатянутую зону прямо под головкой, класс прочности нанесен иначе, чем вы ожидаете, и есть близкий родственник (DIN7984) который выглядит почти идентично, но ведет себя по-другому под ключом. В этом руководстве описано все это.
Что такое DIN6912?
DIN6912 — это винт с цилиндрической головкой с внутренним шестигранником и центральным направляющим отверстием (направляющее отверстие), стандартизированный Немецким институтом стандартизации (Deutsches Institut für Normung). Он относится к широкой группе винтов с цилиндрической головкой с внутренним шестигранником — той же категории, что и распространённый стандарт DIN912 / ISO 4762 — но с намеренно уменьшенной высотой головки, оптимизированной для применения в условиях ограниченного вертикального пространства.
Основные характеристики
Три особенности определяют DIN6912 и отличают его от любого другого метрического винта с внутренним шестигранником на рынке:
1. Уменьшенная высота головки (k) — Высота головки составляет примерно 60% от аналогичного размера DIN912. Для винта М8 у DIN912 номинальная высота головки 8 мм; у DIN6912 — 5 мм. Эта разница в 3 мм несущественна в открытых сборках, но критична для тонких панелей, утопленных пазов и профильных каналов.
2. Направляющее отверстие (отверстие для ключа) — Центральное отверстие проходит через центр шестигранного гнезда, частично заходя в не нарезанную резьбой часть стержня сразу под головкой. Это отверстие — отличительная черта DIN6912: оно предназначено для направляющего штифта ключа DIN6911, удерживающего ключ соосно с винтом даже тогда, когда оператор не видит точку зацепления.
3. Измененная маркировка прочности (префикс «0») — Поскольку уменьшенная головка снижает площадь поперечного сечения на переходе головка-стержень, винты DIN6912 не могут выдерживать такую же изгибающую нагрузку, как их аналоги DIN912 того же класса прочности. Стандарт решает это путем добавления нуля перед классом прочности: 08.8 вместо 8.8, A2-070 вместо A2-70. Прочность на растяжение вдоль оси стержня не изменяется; сопротивление изгибу под головкой ниже. Этот префикс не декоративный — это индикатор несущей способности, важный при проектировании болтовых соединений.
Диапазон размеров и класс точности
DIN6912 охватывает диаметры резьбы от M3 до M36, с предпочтительными размерами в диапазоне M4–M24. Непредпочтительные размеры (M14, M18, M22, M27) доступны, но обычно требуют индивидуального заказа и увеличенного срока поставки. Все размеры соответствуют Класс изделия A по DIN EN ISO 4759-1, что означает строгие допуски по размерам, подходящие для точных сборок.
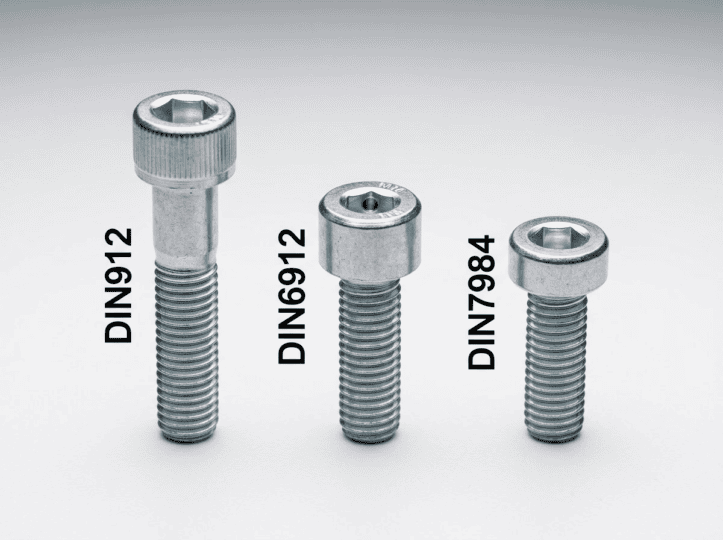
DIN6912 против DIN912 против DIN7984: основные различия
Это вопрос, который вызывает наибольшее замешательство как у покупателей, так и на инженерных форумах. Вот точное сравнение:
| Пункт сравнения | DIN912 (стандартная головка) | DIN6912 (пониженная головка + центрирующий поясок) | DIN7984 (низкая головка, без направляющего отверстия) |
|---|---|---|---|
| Высота головки (k) | Стандартная высота | ~60% от DIN912 | ~60% от DIN912 |
| Центрирующее углубление (центральное отверстие) | Нет | Да (для ключа DIN6911) | Нет |
| Нерезьбовая зона под головкой | Минимальное | Да — всегда присутствует | Минимальное |
| Можно ли вкрутить винт заподлицо с деталью? | Да | No (нерезьбовая зона препятствует полному прилеганию) | Да |
| Маркировка класса прочности | 8.8 / 10.9 / A2-70 | 08.8 / A2-070 (с префиксом 0) | 8.8 / A2-70 |
| Система противоскольжения для гаечных ключей | Только стандартный шестигранный ключ | Направляемый шестигранный ключ DIN6911 | Только стандартный шестигранный ключ |
| Типичное применение | Общие высокопрочные соединения | Малый зазор + противоскольжение ключа | Малый зазор + требуется утопленная посадка |
Практическое правило принятия решения: если вам нужно заподлицо с поверхностью под головкой, выберите DIN7984. Если вам нужен противоскользящий контроль ключа в слепых или тесных местах, выбирайте DIN6912. Если высота головки не ограничена, DIN912 обеспечивает наибольшую изгибающую способность.
Согласно орган по стандартам DIN, DIN6912 был разработан специально для промышленных сборочных ситуаций, когда ни линия обзора оператора, ни доступный угол поворота инструмента не позволяют безопасно закручивать стандартный винт с внутренним шестигранником без риска повреждения грани.
Инженерный совет: Указывать DIN6912 «для более точного контроля крутящего момента» без реальной необходимости уменьшенной высоты головки нецелесообразно — вы теряете прочность на изгиб и полную посадку без выгоды. Используйте его только тогда, когда этого действительно требует геометрия.
Полная таблица размеров DIN6912 (M3–M36)
Таблица ниже охватывает все стандартные и нестандартные размеры. Значения приведены в миллиметрах согласно DIN6912:2011. Нестандартные размеры отмечены скобками.
| Резьба (d) | Шаг P (мм) | Диаметр головки Ø dk (мм) | Высота головки k (мм) | Шестигранное гнездо s (мм) | Глубина под ключ t1 (мм) | Длина резьбы b (мм) |
|---|---|---|---|---|---|---|
| M3 | 0.5 | 5.5 | 2.0 | 2 | 1.5 | 12 |
| M4 | 0.7 | 7 | 2.8 | 3 | 1.6 | 14 |
| M5 | 0.8 | 8.5 | 3.5 | 4 | 2.0 | 16 |
| M6 | 1.0 | 10 | 4.0 | 5 | 2.5 | 18 |
| M8 | 1.25 | 13 | 5.0 | 6 | 3.0 | 22 |
| M10 | 1.5 | 16 | 6.5 | 8 | 3.5 | 26 |
| M12 | 1.75 | 18 | 7.5 | 10 | 4.0 | 30 |
| (M14) | 2.0 | 21 | 8.5 | 12 | 4.5 | 34 |
| М16 | 2.0 | 24 | 10.0 | 14 | 5.5 | 38 |
| (M18) | 2.5 | 27 | 11.0 | 14 | 6.0 | 42 |
| M20 | 2.5 | 30 | 12.0 | 17 | 6.5 | 46 |
| (M22) | 2.5 | 33 | 13.0 | 17 | 7.0 | 50 |
| M24 | 3.0 | 36 | 14.0 | 19 | 7.0 | 54 |
| (M27) | 3.0 | 40 | 15.5 | 19 | 7.5 | 60 |
| М30 | 3.5 | 45 | 17.5 | 22 | 8.0 | 66 |
| М36 | 4.0 | 54 | 21.5 | 27 | — | 78 |
Ключ к размерам:
dk = внешний диаметр головки
- k = высота головки
- s = размер across-flats шестигранной головки
- t1 = глубина зацепления шестигранной головки
- b = длина резьбы (от точки до нижней части головки)
Важные заметки в таблице:
- Размеры в скобках (М14, М18, М22, М27) являются непредпочтительными — доступны у большинства дистрибьюторов в углеродистой стали 08.8, но нержавеющие grades обычно требуют индивидуальных заказов с сроком выполнения 4–8 недель.
- Размеры М30 и М36 — крупные размеры, которые не хранятся в стандартных запасах у большинства дистрибьюторов; проверьте наличие и подтвердите размеры по текущим чертежам поставщика перед указанием.
- Существуют варианты с полной резьбой (полностью резьбовые) для более коротких длин болтов. Однако, из-за пилотного углубления, простирающегося в шейку, всегда будет короткая необрезанная зона прямо под головкой — даже у винтовок DIN6912 с полной резьбой.
Материалы и классы прочности
Винты DIN6912 производятся в трех основных семейств материала. Маркировка класса прочности следует модифицированной конвенции — всегда с префиксом «0» — чтобы отличить уменьшенную изгибную способность от стандартных головок.
| Материал | Маркировка класса DIN6912 | Прочность на растяжение (Rm) | Типичное применение |
|---|---|---|---|
| Углеродистая сталь (средний сплав) | 08.8 | 800 Н/мм² | Общая техника, приспособления, структурные панели |
| Углеродистая сталь (высокопрочный сплав) | 010.9 | 1040 Н/мм² | Высоконагрузочные структурные соединения в узкоспециализированных корпусах |
| Нержавеющая сталь 304 (A2) | A2-070 | 700 Н/мм² | Пищевая промышленность, морские и коррозионные среды |
| Нержавеющая сталь 316 (A4) | A4-070 | 700 Н/мм² | Оффшор, химическая промышленность, воздействие высоких концентраций хлоридов |
| Нержавеющая сталь 316 повышенной прочности (A4) | A4-080 | 800 Н/мм² | Требовательные морские/химические условия с повышенной потребностью в крутящем моменте |
Доступны варианты обработки поверхности для углеродистых сталей:
- Без покрытия (светлая) — после механической обработки, без покрытия; использовать в сухих внутренних сборках
- Черный оксид (фосфатирование) — умеренная коррозионная стойкость, часто используется в машиностроении
- Оцинкованное электролитически (белый цинк) — средняя коррозионная стойкость для наружного применения
- Дакромет / Геомет — высокая коррозионная стойкость (≥ 480 ч в соляном тумане), предпочтительно для автомобильных и наружных конструкций
Префикс «0» важен при проектировании соединений. При расчете нагрузок на вырыв головки или изгибающих моментов в месте соединения стержня и головки используйте специальные таблицы нагрузок DIN6912 — не подставляйте данные DIN912 08.8 вместо DIN912 8.8, иначе вы переоцените сопротивление головки на изгиб примерно на 30–40%.
Сценарии применения DIN6912
Сочетание низкого профиля головки и противоскользящей системы с направляющим углублением в DIN6912 делает этот крепеж оптимальным выбором в шести типовых промышленных ситуациях:
DIN6912 — Руководство по выбору
1. Крепление механических панелей и крышек — Когда откидная крышка, смотровая пластина или люк располагаются в утопленном кармане и над поверхностью детали имеется всего 4–6 мм свободного пространства, стандартные головки DIN912 физически не помещаются. DIN6912 решает эту проблему без необходимости использования потайных головок (которые требуют конического зенкования и снижают сопротивление вырыву).
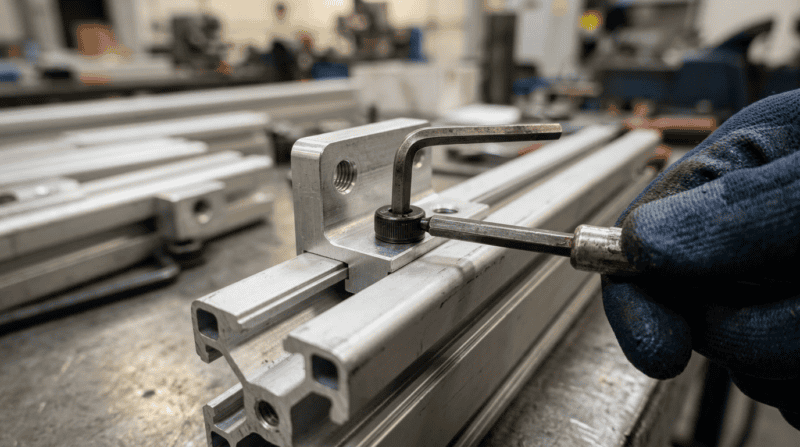
2. Сборка алюминиевых профилей с Т-образным пазом — Алюминиевые профили с Т-образным пазом серий 20 и 40, широко используемые в каркасах машин, конвейерах и автоматизированных ячейках, имеют размеры пазов, оптимизированные под крепеж с низкой головкой. DIN6912 M5 и M6 — самые распространенные варианты для этого применения.
3. Крепление тонкостенных компонентов — Корпуса из листового металла, электронные кожухи и тонкостенные литые детали, где выступающая стандартная головка создала бы проблемы с зазором или эстетикой. Малое значение k удерживает головку ниже или вровень с окружающими поверхностями.
4. Прецизионные приспособления и шаблоны — Оснастка и сборочные приспособления, которые часто собираются и разбираются в мастерских, где оператор работает на ощупь, а не на глаз. Направляющий штифт DIN6911 фиксируется в пилотном отверстии и предотвращает смещение ключа с оси при закручивании, защищая как внутренний шестигранник, так и поверхность детали.
5. Сборка корпусов электроники и приборов — Компактные устройства, где внутреннее пространство ограничено, а выступающие головки винтов на платах или кронштейнах мешают соседним компонентам. Винты с низкой головкой — включая DIN6912 — являются стандартом для приборных сборок.
6. Автоматизированные сборочные системы — В роботизированных системах завинчивания, где бита должна входить через ограниченное отверстие, уменьшенная высота головки напрямую снижает минимальный диаметр отверстия для доступа, что позволяет уплотнить упаковку изделия.
Пилотное отверстие: как оно работает и когда это важно
Пилотное отверстие (Führungsbohrung по-немецки; иногда называют направляющим отверстием или центральным отверстием) — самая непонятая особенность DIN6912. В большинстве каталогов упоминается его наличие; очень немногие объясняют, что оно реально делает на практике.
Механизм: Т-образный или Г-образный ключ DIN6911 имеет цилиндрический направляющий штифт, выступающий из конца шестигранного лезвия. При вставке ключа в винт DIN6912 шестигранник входит в гнездо, а направляющий штифт садится в пилотное отверстие — механически выравнивая ось ключа с осью винта. В ограниченном пространстве, где невозможно визуально контролировать зацепление или удерживать ключ, это предотвращает угловое смещение на 5–10°, вызывающее срыв (сминание граней) или повреждение головки винта.
Где это создает ограничение: Пилотное отверстие проходит от шестигранного гнезда через головку и в стержень. Это значит, что резьба не может доходить до самой головки. Всегда есть гладкая (безрезьбовая) цилиндрическая зона под головкой, обычно длиной 1–3 мм в зависимости от размера. Эта безрезьбовая зона имеет два последствия:
- DIN6912 не может полностью утопиться в поверхность — Нижняя часть головки не коснется детали, пока безрезьбовая зона не пройдет ниже верхней поверхности. Если по конструкции требуется, чтобы головка винта прижимала поверхность, а резьба доходит до поверхности раньше, чем головка, то усилие зажима уменьшается. В этом случае правильный выбор — DIN7984.
- Требование к минимальной глубине отверстия — Резьбовые глухие отверстия под DIN6912 должны быть достаточно глубокими, чтобы вместить как необходимую длину зацепления резьбы, так и безрезьбовую зону. Мелкие отверстия приведут к срыву резьбы до достижения требуемого момента.
Согласно Обзор винтов с цилиндрической головкой на Википедии, срыв в ограниченном пространстве — одна из самых частых причин повреждения головок крепежа в прецизионном производстве — именно этот тип отказа предотвращает пилотное отверстие DIN6912.
Руководство по выбору: когда указывать DIN6912
Решение несложно, как только геометрия установлена. Следуйте по порядку:
Шаг 1 — Ограничена ли высота головки
Измерьте доступный вертикальный зазор над поверхностью заготовки в месте крепежа. Сравните его с высотой головки DIN912 (k) для вашего размера резьбы.
- Если зазор ≥ k DIN912: используйте DIN912. Вы получаете полную изгибную прочность и отсутствие осложнений в незакрепленной зоне.
- Если зазор < k DIN912: перейдите к Шагу 2.
Шаг 2 — Требуется ли контроль против скольжения ключа
Рассмотрите, позволяет ли положение сборки визуально подтвердить выравнивание шестигранного ключа и есть ли достаточная боковая устойчивость для предотвращения углового дрейфа при затяжке.
- Если сборка слепая (нельзя видеть зацепление), тесная (нет места для фиксации ключа) или операторы работают в неудобных позициях: используйте DIN6912 с направляемым ключом DIN6911.
- Если оператор может видеть и удерживать ключ нормально: перейдите к Шагу 3.
Шаг 3 — Требуется ли установка головки заподлицо
Требует ли конструкция, чтобы нижняя сторона головки винта полностью контактировала с поверхностью заготовки для зажима, герметизации или эстетических целей?
- Если да: используйте DIN7984 (низкая головка, без пилотного углубления, возможна полная посадка).
- Если нет: DIN6912 или DIN7984 оба подходят. DIN6912 обеспечивает защиту от скольжения без существенной дополнительной стоимости; DIN7984 избегает осложнений в незакрепленной зоне, если глубина отверстия граничная.
Общие ошибки в спецификациях, которых следует избегать:
- Заказ DIN6912 в исполнении 08.8, когда конструкция соединения предполагала прочность 8.8 — эти варианты не эквивалентны при изгибе на головке.
- Указание M30 или M36 DIN6912 без подтверждения наличия на складе — сроки поставки 8–16 недель обычны для крупноформатных винтов с низкой головкой.
- Использование стандартного шестигранного ключа L-образной формы для DIN6912 в ограниченных пространствах — работает, но теряется смысл пилотного углубления. Для производственных условий приобретите комплект ключей DIN6911.
Для более широкого понимания методологии выбора метрических крепежных изделий, Инженерный справочник крепежа Bossard дает хорошую базу по проектированию соединений с винтами с уменьшенной головкой.
Как оформить заказ на DIN6912
Стандартная запись заказа соответствует номенклатуре DIN:
Винт DIN6912 – M8 × 25 – 08.8
Разберём по частям:
- DIN6912 — стандартное обозначение (указывает геометрию головки, пилотное углубление, класс допуска)
- M8 — номинальный диаметр резьбы в мм
- 25 — номинальная длина в мм, измеряется как общая длина винта включая головку (это отличается от некоторых других стандартов — всегда уточняйте у поставщика для нестандартных размеров)
- 08.8 — класс прочности (обратите внимание на префикс “0” — если ошибочно заказать “8.8”, некоторые поставщики отправят винты DIN912)
Для нержавеющих вариантов: Винт DIN6912 – M6 × 20 – A2-070
При размещении крупных заказов (обычно 500+ штук), также указывайте:
- Покрытие поверхности (без покрытия / черный оксид / белый цинк / Dacromet)
- Требуется ли сертификат испытания материала (EN 10204 3.1 или 3.2)
- Необходима ли инспекция третьей стороны
- Требования к упаковке (большой мешок или коробка с подсчетом)
Поставщики в России и Азии обычно держат на складе предпочтительные размеры (M4–M24) в исполнении 08.8 и A2-070 как стандартный ассортимент. Для непредпочтительных размеров, специальных марок (010.9, A4-080) или покрытий, отличных от обычного и цинкового, уточняйте наличие и минимальные партии перед выпуском чертежей.
Часто задаваемые вопросы
Вопрос 1: В чем разница между DIN6912 и DIN912?
DIN6912 имеет высоту головки примерно на 40% ниже, чем DIN912, и включает центральное направляющее отверстие для использования с направляемым шестигранником DIN6911. DIN912 имеет полную высоту головки, более высокую сопротивляемость изгибу в области головки и не имеет направляющего отверстия — это выбор для универсальных высокопрочных соединений, где высота головки не ограничена. Обозначение класса прочности также различается: DIN6912 использует 08.8 и A2-070 (с нулевым префиксом) для указания сниженной прочности на изгиб головки, а DIN912 — 8.8 и A2-70.
Вопрос 2: Почему DIN6912 использует 08.8 вместо 8.8 для класса прочности?
Префикс «0» указывает, что хотя предел прочности на разрыв стержня эквивалентен винту 8.8, сопротивление изгибу в месте соединения головки и стержня ниже из-за уменьшенной высоты головки. Винты DIN6912 не выдерживают такой же изгибающий момент под головкой, как их аналоги DIN912. Префикс предотвращает прямую замену DIN6912 в расчетах соединений, рассчитанных на DIN912 8.8 — это привело бы к переоценке вклада головки в конструкцию.
Вопрос 3: Может ли головка винта DIN6912 полностью прилегать к поверхности детали?
Нет. Поскольку направляющее отверстие проходит через головку и в стержень, всегда остается небольшой участок без резьбы под головкой. Это означает, что головка не может полностью прижаться к поверхности детали, пока эта зона не выйдет за пределы поверхности — что при правильно рассчитанном сквозном отверстии всегда оставляет небольшой зазор. Если требуется полное прилегание головки к поверхности (для зажима, герметизации или внешнего вида), укажите DIN7984.
Вопрос 4: Какой инструмент требуется для DIN6912?
DIN6912 предназначен для работы с шестигранниками DIN6911, которые имеют цилиндрический направляющий штифт на конце, входящий в направляющее отверстие и удерживающий ключ соосно с винтом. Обычные шестигранные (шестигранник) ключи также подходят, но в ограниченных пространствах, где сложно визуально совместить инструмент, существует риск углового смещения, приводящего к срыву и повреждению головки. Для производственных условий и частых сборок комплект ключей DIN6911 — правильный выбор.
Вопрос 5: Какие данные нужны для заказа винтов DIN6912 оптом?
Для точного оптового заказа укажите: номинальный размер (например, M8×25), класс прочности (например, 08.8 или A2-070), покрытие (без покрытия, оксидирование, цинк, дакромет), количество, предпочтительный тип упаковки (мешок или коробка с подсчетом), а также нужны ли сертификаты на материал или отчеты о сторонней инспекции. Для непредпочтительных размеров или специальных марок также уточните наличие и минимальную партию у поставщика до передачи спецификации в закупку.
Заключение
DIN6912 не является заменой DIN912 — это специализированный инструмент для конкретной инженерной задачи. Когда вертикальный зазор меньше высоты головки DIN912 и условия работы затрудняют выравнивание ключа, низкий профиль и направляющее отверстие DIN6912 решают обе проблемы одновременно.
Ключевые моменты, которые нужно уточнить перед выбором: убедитесь, что зона без резьбы под головкой не конфликтует с глубиной отверстия или требованием к зажиму (если конфликтует — используйте DIN7984); используйте правильную маркировку 08.8 / A2-070 в заказах; и комплектуйте винты направляемыми ключами DIN6911, чтобы использовать преимущество направляющего отверстия. Если все три условия соблюдены, DIN6912 будет работать так, как задумано стандартом.
Для закупки свяжитесь с нами напрямую, указав ваши требования по размеру, классу, покрытию и количеству — мы держим на складе предпочтительные размеры M4–M24 в исполнении 08.8 и A2-070 с отгрузкой на той же неделе.