スクリューボルトはねじ込み締結具であり、ねじは基材に自己ねじ込みされ、ボルトは事前に穴あけされた穴を通り、ナットで部品を締結します。間違ったタイプを選ぶとやり直しの時間と構造的な耐久性が損なわれます。
構造用鋼フレーム、精密CNC組立、高振動の海洋環境など、どのような用途でも、選ぶスクリュー・ボルトは荷重容量と接合部の寿命を左右します。ほとんどのガイドは「六角ボルト vs. 機械ねじ」までしか触れませんが、こちらは違います。タイプ、ねじ規格、材料グレード、トルク仕様、そしてカタログに載らない特定の破損モードも網羅しているので、自信を持って注文し、驚きなく取り付けられます。

スクリュー・ボルトとは何か?コアの違いを定義する
スクリューは材料に自己ねじ込みされる — ナットは必要ありません。ボルトはクリアランス穴を通り、ナットによって締付力を生み出します。その唯一の違いが、トルク、事前荷重、接合挙動に関するすべての意思決定を左右します。
実際には、線はぼやける。 ファスナー業界では、「ボルト」と「スクリュー」がカタログでほぼ互換的に使用されている。 最も一般的なスクリューボルトの種類には、ヘックスボルト、キャリッジボルト、ラグボルト、マシンスクリュー、アンカーボルト、セルフタッピングスクリュー、アイボルトが含まれ、 ウィキペディアのスクリューねじの項目 「正確な区別は一般的な用法では常にされているわけではない」と認めています。エンジニアや購買者にとって重要なのはラベルではなく、荷重経路です。
現場で重要な運用上の違いは次の通りです:
| 特徴 | ねじ | ボルト |
|---|---|---|
| ねじのかかり | 基材にねじ山を切るまたは形成する | クリアランス穴を通り、ナットにかかる |
| ナットは必要ですか? | いいえ | はい |
| 分解時の摩耗 | 基材のねじ山はサイクルとともに摩耗する | ナットとボルトは基材の摩耗なしに交換可能 |
| 最適な用途 | 木材、プラスチック、薄い金属、コンクリート(アンカー使用) | 鋼と鋼の構造接合、高荷重組立 |
| トルク仕様 | 材料のねじ山破損によって決定 | ボルトグレードとナットのかかり具合によって決定 |
| 一般的なグレード範囲 | 木材/シート用途の#4は3/4インチまで対応 | グレード2からグレード12.9の構造用 |
ねじの仕組み:セルフスレッジングメカニズム
ねじのねじ山は、挿入時に基材を切断(ねじ切りねじ)または変位(ねじ形成ねじ)するように設計されている。セルフタッピングねじは金属板を貫通して自らねじ山を切り、事前にタップされた穴を必要としない。 木ねじ 粗いねじ山と鋭い先端を持ち、繊維を裂き、粒子を掴む。シートメタル用ねじは硬化した鋭い山頂を持ち、事前穴あけなしで0.5~3mmの鋼材を貫通する。
その結果:取り外しと再挿入のたびに親材のねじ山が劣化する。高サイクル用途—機器パネル、アクセスカバー、点検板—では、これは実際のコストとなり、現場のサービス予算に反映される。
ボルトの仕組み:ナットとクランプのメカニズム
ボルトとして使用されるねじは、 クランプジョイントを作り出す:シャンクは引張力を受け、クランプ面間の摩擦がせん断に抵抗する。ナットとボルトのねじ山は互いに摩耗し、基材は摩耗しない。両方の部品は交換可能なため、ボルト締結はより多くの組立サイクルに耐えることができる。
重要な変数は プリロード:トルクをかけることで導入される張力。グレード8、3/8インチ-16ヘックスボルトを適切に33フィートポンドでトルクをかけると、約8,800ポンドのクランプ力が発生する。同じねじを20%でトルク不足にすると、クランプ力は40%に低下し—振動下で緩む。これについては、 エンジニアリングツールボックスのボルトトルクリファレンスによると、摩擦係数の変動だけで、特定のトルク値に対してプリロードが±25%変動する可能性がある。
用語の重複(および調達における重要性)
ソケットヘッドキャップスクリューは「ねじ」と呼ばれるが、実際にはボルトとして機能し、クリアランスホールを通り、ナットやねじ込みインサートにかみ合う。ラグボルト(ラグスクリューとも呼ばれる)は、大きな木ねじのように機能する。カタログから調達する際は、常に製品名ではなくねじのかみ合い図を確認すること。ねじボルトのカテゴリーは広範であり、決定は用途に基づいて行い、名称にとらわれないこと。
エンジニアやバイヤーが知っておくべき8種類のねじボルト
それぞれ異なる荷重タイプと基材に最適化されている。 スタッドボルト 完全ねじれ棒
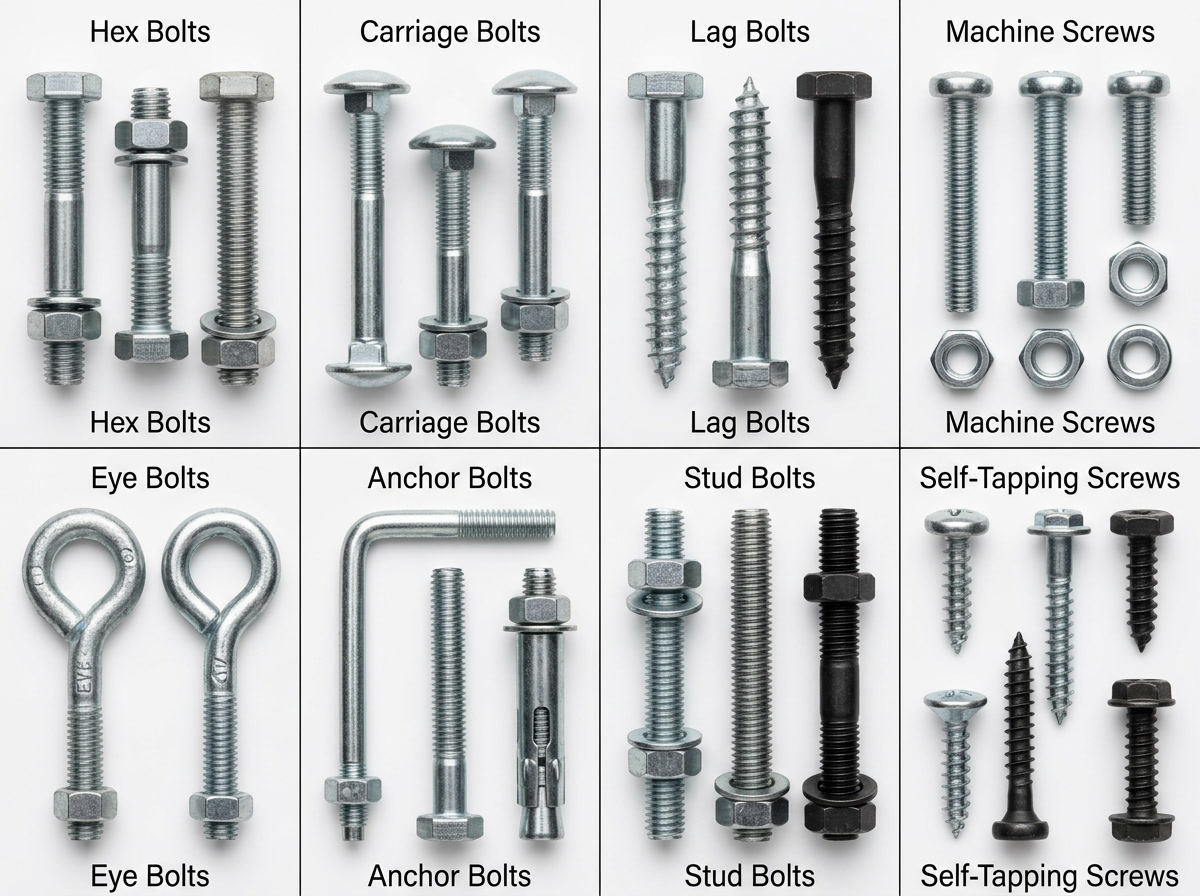
ヘックスボルトとキャップスクリュー
六角ボルト は、構造用鋼材や機械の作業の主力である。フルスレッドのヘックスボルト(SAEのグレード2、5、8; メトリックの4.8、8.8、10.9)は、ほとんどの一般用途をカバーする。部分スレッドのヘックスボルトは、シャンクを未ねじにして、ラップジョイントでのせん断抵抗を向上させる—ねじ山はせん断面から外されている。
キャップねじ (ソケットヘッド、ボタンヘッド、フラットヘッド)にはアレンまたはトルクスドライバーを使用し、より厳しい公差を許容します。CNC機器、油圧マニホールド、精密組立に一般的で、レンチフラットが合わない場合に使用されます。グレード12.9のソケットヘッドキャップねじは、他の標準的なねじボルト形状よりも単位直径あたりの引張荷重が高いです。
キャリッジボルトとラグボルト
キャリッジボルト は、ドーム型の頭部と木材や複合材にロックする四角いネックを持ち、ナットを反対側から締める際に回転を防ぎます。デッキ、フェンス、遊び場設備の木材間や木材と鋼材の接続に標準的に使用されます。
ラグボルト(ラグスクリュー) は、大径の粗ねじのファスナーで、ドライバーではなくレンチで締め付けます。構造用木材に深く食い込み、事前のタッピングは不要です。実際には、常にラグの根元径の70%以上の位置にパイロット穴を事前にドリルします。これを省略すると木材が割れ、抜き取り荷重が最大30%以上低下します。これは、パイロット穴を省略することで最も現場での故障が多くなるねじボルトタイプです。
マシンスクリューとセルフタッピングスクリュー
機械ねじ は、小径のファスナー(通常は1.5インチから3/8インチまで)で、完全にねじ山のあるシャンクを持ち、タップ穴にねじ込むかナットにかみ合わせて使用します。電子機器のエンクロージャー、パネルメーター、カバー板、スイッチギアを固定します。1.5インチ-32のマシンスクリューは、世界中の標準的な1.5インチ-32ナットに対応し、ねじの形状はメーカー間で標準化されています。
セルフタッピングねじ 薄板金属作業においてタップ工程を省略できるタイプです。タイプAは18ゲージまでの薄板用の粗ねじを持ち、タイプBはより厚い板用の細ねじです。ねじロール(成形)タイプは、チップを除去するねじ切りタイプよりも強度の高いねじを作り出します。これは、軽量ゲージのパネルを扱う場合に引き抜き荷重に関して重要です。
アンカーボルト、アイボルト、スタッドボルト
アンカーボルト は、コンクリートや石積みに埋め込み、構造柱、設備基礎、安全バリアのためのねじ接続ポイントを提供します。最も一般的な形状は、湿ったコンクリートに埋め込まれるフック状のJボルトと、硬化したコンクリートに直接ねじ込むポストインストールのスクリューアンカーです。ポストインストールのスクリューアンカーシステムは、接着剤を必要とせず、設置後すぐに荷重をかけることができます。
アイボルト は、ループ状の頭部を持つスクリューボルトファスナーで、リギング、リフト、ケーブル管理に使用されます。ショルダーパターンのアイボルトは角度荷重に対応し、プレーンシャンクのアイボルトは直線軸方向の引張荷重のみ対応します。プレーンシャンクのアイボルトに側面荷重をかけてはいけません。曲がるだけで破断し、警告なく破損します。
スタッドボルト それらは ヘッドのないフランジ管継手、圧力容器、高温用途に使用される。両端にナットをかける。規格は スクリューボルトのサイズはUNC(ユニファイドコース)、UNF(ユニファイドファイン)、またはISOメトリック規格に従い、 ASME B16.5フランジ規格によると、スタッドボルトはクラス150〜2500のリフトフェースフランジにおいて最も適合するファスナータイプであり、ヘッド付きボルトに置き換えるとクランプ分布が不均一になり、熱サイクル中のリークの原因となります。
| スクリューボルトタイプ | ねじ形状 | 最良のベース材料 | 避けるべき一次故障 |
|---|---|---|---|
| 六角ボルト(全ねじ) | UNC/UNF/メトリック | 鋼、アルミニウム、複合材料 | 過トルク(プリロード損失) |
| 六角ボルト(部分ねじ) | UNC/UNF | 鋼と鋼の接合 | ねじ山のせん断面 |
| キャリッジボルト | UNC | 木材、複合材料 | 過トルク(木材の圧壊) |
| コーチボルト | 粗ねじ(特殊用途) | 構造用木材 | 下穴なし(木材の割れ) |
| マシンスクリュー | UNC/UNF/メトリック | タップ済み金属、プラスチック | 盲穴でのねじ込みズレ |
| セルフタッピング | タイプA/B/AB | 板金、プラスチック | 再タップせずに再利用 |
| アンカーボルト(Jボルト) | 粗目 | コンクリート(湿式打設) | 短埋め込み=引き抜き |
| スタッドボルト | UNC/メトリック | フランジ付きパイプジョイント | 同じパターン内で異なるグレードの混合 |
スクリューボルトのサイズとねじ規格
公称直径、 ねじピッチグリップ長さによって指定される。規格ラベルの誤読は、メトリックボルトがSAEの穴に入る原因となり、見た目は正しそうでも、ジョイントを致命的に弱める誤りである。

米国慣用サイズ:UNCとUNF
米国のスクリューボルトのサイズはユニファイドナショナルスレッド規格に従います。サイズの表記は次のようになります: 3/8″-16 × 2″
- 3/8″ = 公称直径(ねじ山の頂点のシャンク直径)
- 16 = ねじ山の1インチあたりの本数(TPI)
- × 2″ = グリップ長さ(頭の下面から端まで)
UNC(コース)には1インチあたりのねじ山数が少なく、組み立てが速く、汚れたねじ山にも耐性があり、ほとんどのファスナー調達の標準です。UNF(ファイン)は1インチあたりのねじ山数が多く、同じトルク値でより高い事前荷重を提供し、振動耐性も向上します。これは、低いヘリックス角度がより多くの自己ロックを生み出すためです。自動車エンジンの作業では、シリンダーヘッドボルトはほぼ常にUNFです。
1/4″未満の小さなネジは番号ゲージシステムを使用します:#4-40、#6-32、#8-32、#10-24、#10-32。最初の数字はゲージシステムの公称直径(0.013インチを掛けて0.060インチを加えると実際の直径インチが得られます)、2番目の数字はTPIです。
ISOメトリックサイズ
メトリックスクリューボルトの仕様は次のように使用します: M10 × 1.5 × 50
- M10 = 10mm公称直径
- × 1.5 = ねじピッチ(隣接するねじ山の頂点間の距離)mm
- × 50 = 長さ(mm)
ISOメトリック粗ねじがデフォルト(標準ではピッチは省略される)。M10 × 1.5は粗ねじ;M10 × 1.25は細ねじ。 ISO 261およびISO 262 0.35mm(M2)から6.0mm(M100)までの標準的なメトリック粗ねじピッチを定義。
メトリックスクリューねじの許容等級:4.6、4.8、5.8、6.8、8.8、10.9、12.9。フォーマットX.Yは次の意味:UTS = X × 100 MPa;降伏強さ = UTS × (Y/10)。グレード10.9 = 引張強度1,000 MPa、降伏強度900 MPa。グレード12.9 = 引張強度1,200 MPa — 最も一般的な高強度構造グレード。
頭部のマーキングとグレード識別
SAEグレードのマーキングは六角頭部に放射状の線として現れる: グレード2 = マーキングなし、グレード5 = 3本の線、グレード8 = 6本の線. マーキングのない六角ボルトはデフォルトでグレード2(最小引張強さ74,000 psi)とみなされる。グレード5やグレード8の用途にグレード2を代用してはいけない — ボルトは設計荷重の60%で降伏する。
メトリックスクリューボルトのプロパティクラスは、ヘッドに刻印されている(例:「10.9」または「8.8」)。 ステンレス鋼製ボルト は異なるマーキングシステムを使用している:A2-70、A4-80、A2は304ステンレス、A4は316ステンレスで、数字×10は最小引張強さ(MPa)を示す。
一般的なスクリューねじのサイズ — ねじ山数と荷重参照
| 名目サイズ | UNC TPI | UNF TPI | メトリック換算値 | グレード5の耐力荷重 | グレード8の耐力荷重 |
|---|---|---|---|---|---|
| #8 (0.164″) | 32 | 36 | M4 | 720ポンド | 1,000ポンド |
| #10 (0.190″) | 24 | 32 | M5 | 970ポンド | 1,380ポンド |
| 1/4″ | 20 | 28 | M6 | 2,100ポンド | 2,950ポンド |
| 3/8″ | 16 | 24 | M10 | 5,710ポンド | 8,000ポンド |
| 1/2″ | 13 | 20 | M12 | 9,850ポンド | 13,800ポンド |
| 3/4″ | 10 | 16 | M20 | 22,000ポンド | 30,800ポンド |
| 1″ | 8 | 12 | M24 | 37,600ポンド | 52,950ポンド |
SAEグレード5およびグレード8の概算証明荷重; 構造用途についてはASTM F3125を参照してください。メートル法の換算値は最も近い公称直径です — スレッド形状を確認せずに互換性はありません。
ねじボルトの産業用途
ねじボルトは建設、自動車、航空宇宙、電子機器、海洋、産業機械などの分野で使用されており、それぞれの分野で異なるグレード、コーティング、スレッド規格を必要としています。
建設および構造工学
建設における構造用ねじボルトの用途はASTM A325およびA490の仕様に従います(現在はASTM F3125に統合)。 AISCの接合設計ガイダンスに従う, 適切に張り付けられた3/4インチのA325ボルトは、Turn-of-Nut法または実際の張力インジケーターに較正されたトルクレンチを使用して、最低28キップス(28,000ポンド)までの予張力を達成します。
セルフドリルねじ(テックねじ、六角ワッシャーヘッド)は、鋼構造の作業用ねじであり、事前の下穴なしでドリル、タップ、締結を一度に行い、金属スタッド壁システムの設置時間を最大40%短縮します。ここでのねじボルトタイプはハイブリッドであり、ねじ(自分で穴をねじる)として機能しますが、適切なバック材と使用するとボルト接続を作り出します。
コンクリートのアンカーボルト設計は、基材の圧縮強度(f’c)、エッジ距離、埋め込み深さに依存します。J型ボルトの埋め込み長さが12直径未満の場合、ボルトが変形する前に引き抜かれることがあります。エンジニアは常に引き抜き容量をボルトの降伏容量と比較し、延性破壊モードとしてボルトの降伏を設計基準とします。疑わしい場合は、ICC-ES AC193にテストされた後付けねじアンカーを指定してください。これらはほとんどの検査官が必要とする承認書類を持っています。
自動車および大型機械
自動車エンジン組立には、極めて高精度でメトリックとユニファイドのスクリューボルトファスナーが使用されている。 現代の設計のシリンダーヘッドボルトは トルク・トゥ・イールド(TTY)方式であり、取り付け時に弾性範囲を超えて伸び、摩擦の変動に関係なくすべてのシリンダーに一定のプリロードを提供する。これらは使い捨てであり、弾性範囲に達した後にTTYスクリューボルトを再使用すると、締付け力が予測不能になり、ヘッドガスケットの故障を引き起こす可能性がある。
ホイールファスナーは、シートタイプの一致(円錐/テーパー、球状、平面/マグシート)が必要です。シートタイプが一致しないと、振動下でラグが緩む原因となります。接触幾何学が間違っているため、プリロードは最初の数回の熱サイクル内で散逸します。
重機械設備では、Grade 10.9および12.9のソケットヘッドキャップねじが、圧力3000〜5000 psiの油圧マニホールドブロックを保持します。汚染されたねじ山や誤った潤滑剤の係数は、トルクと張力の関係を±25%変化させ、ねじ山を破損させたり、ジョイントを過少締め付けたりする原因となります。
電子機器および精密機器
電子機器製造では、M2からM4の機械ねじをほぼ専用で使用し、アルミニウムシャーシに対するガルバニック腐食を避けるためにステンレスまたはブラック酸化仕上げを施しています。キャプティブねじシステム(一体型ワッシャーとリテイニングリング)は、現場でのパネル取り外し時に緩んだハードウェアを残さずに済みます。
ねじ挿入システム(Helicoil、E-Z Lok)は、剥がれたアルミホールに完全な金属ねじ強度を回復させます。これは、$300エンクロージャーを廃棄するのに比べて15分の修理時間で済みます。修理されたねじは、実際には元のアルミねじの引き抜き荷重を超えています。挿入物は、より多くのねじ面積に荷重を分散させるためです。
PCB取り付けでは、正確なスタンドオフ長を持つ肩ねじが、はんだ接合やPCBラミネートを割る過剰トルクを防ぎます。ここでのターゲットクランプ力はフィートオンスではなくインチオンスで測定されます。
適切なねじボルトの選び方
荷重タイプ(せん断対引張)、基材、環境曝露、必要なトルク仕様に基づいてねじボルトを選択します。順番はそれらの順です。
ステップ1:ねじボルトのグレードを荷重に合わせる
荷重から始めます:ねじボルトは 引張 (軸に沿って引き離す)、 せん断 (軸に垂直に滑る)、または
複合荷重ですか?
引張荷重が主なジョイントの場合:ねじボルトのグレードがプリロード容量を決定します。グレード5 / 8.8はほとんどの機械に適しています。高サイクル疲労や高温、ジョイント剛性が重要な場合はグレード8 / 10.9を使用します。精密航空宇宙、モータースポーツ、油圧用途にはグレード12.9を推奨します。 せん断荷重が主なジョイントの場合: ねじ山のないシャンク径
が重要です。ラップジョイントの部分ねじボルトは、その滑らかなシャンクがせん断面にあります—正しい設計です。同じ用途で完全ねじのねじボルトは、ねじ根(25%の面積減少)をせん断面に置きます—不適切で過小評価です。
ステップ2:環境に適した材料を選択する
| 環境 | 推奨スクリュー・ボルト材料 | 理由 |
|---|---|---|
| 屋内、乾燥 | 亜鉛メッキされた炭素鋼(グレード5/8) | コスト効果が高く、室内の腐食保護に十分 |
| 屋外、一般用途 | 熱間めっき亜鉛鋼(HDG) | 犠牲亜鉛コーティング、50年以上の農村環境での耐久性 |
| 沿岸 / 海洋 | 316ステンレス(A4-70またはA4-80) | モリブデンは塩化物ピッティングやクレビス腐食に耐性を持つ |
| 化学プラント / プロセス工場 | チタングレード2、ハステロイC276、合金20 | プロセス化学に基づいて選択;腐食データで確認 |
| 高温(>500°F) | A193 B7合金鋼(クロム-モリブデン)またはインコネル718 | 炭素鋼は700°F以上で50%の強度を失う |
| 食品 / 医薬品 | 316Lステンレス、ASTM A967に準拠したパッシベーション処理済み | 生体適合性、清掃性、EHEDG準拠 |
ガルバニック腐食は、多くのエンジニアがスクリュー・ボルトの選択時に見落としがちな破損モードです。塩水環境でアルミニウムと炭素鋼のファスナーを組み合わせるとガルバニックセルが形成され、アルミニウムは急速に腐食し、鋼はそのまま残ります。ステンレスを使用するか、界面に耐摩耗バリア(デュララック、亜鉛リッチプライマー)を塗布してください。
水素脆化はもう一つの見落とされがちなリスクです。電気めっきは原子状水素を堆積させ、高強度のファスナー(グレード12.9およびグレード8のスクリュー・ボルト)に沿って粒界に移動します。対策は、めっき後4時間以内に375°F(190°C)で焼き戻すことです。この工程を省略する供給業者は、組み立てに遅延故障のリスクをもたらします。供給業者がASTM B633の焼き戻し要件を遵守しているか確認してください。
ステップ3:スレッドタイプとピッチの選択
荒目ねじ 正しいデフォルトのネジボルトの選択肢:取り付けが速く、汚染されたりわずかに損傷したねじ山を許容し、アルミニウムのような延性材料においてもグリップ長さに対してより多くのねじ山のかじり込みを提供します。
細目ねじ 振動の多い環境(ヘリックス角が小さいほど自己ロック性が高まる)、荒目ねじが破損しやすい薄壁セクション、最小限のトルク散布で正確なプリロード制御を必要とする用途に適しています。
ステンレス同士の接合部では、常に耐摩耗剤(モリブデンまたはニッケル系;食品グレードの用途では銅系は使用しない)を塗布し、公開トルク値の60〜70%を目標としてください。オーステナイト系ステンレスは摩擦の影響で硬化しやすく、摩擦係数はほとんどのトルクチャートの想定値より高いため、炭素鋼のように扱うと過トルクやガリングを引き起こします。
ネジボルト技術の将来動向(2026年以降)
センサー内蔵のスマートボルト、高度な耐腐食コーティング、軽量合金は、2026年以降もネジボルト業界を再形成しています。今日の調達決定は、これらの変化に沿うか見逃すかのいずれかです。
スマートファスナー技術とIoT荷重監視
センサー搭載のネジボルトファスナーは、圧電トランスデューサや超音波測定を内蔵し、重要なインフラでリアルタイムの締付け力監視を可能にします。Bolt ScienceやSkidmore-Wilhelmなどの企業は、実際の張力を測定する超音波ボルト伸長ゲージを商品化しています。
橋梁のメンテナンスや風力タービンタワーの組立では、ねじ山の摩擦変動によるトルクと張力の±30%の不確実性を排除します。実測の締付け力は、メンテナンスサイクルの短縮、検査作業コストの削減、ジョイントの完全性の証明に役立ちます。
グローバルなファスナーマーケットは、2026年までに1150億米ドルを超えると予測されており、 Mordor Intelligenceのファスナーマーケットレポートによると電気自動車(EV)の製造拡大(軽量化と高振動構造接合)、再生可能エネルギーインフラ(タワーボルト、タービンフランジスタッドボルト)、産業自動化によって牽引されています。
EVへの移行は、ファスナーメーカーに重量削減を強く求めています。チタングレード5(Ti-6Al-4V)のネジボルトは、同等の引張強度で合金鋼より60%以上の軽量化を実現し、材料コストは4〜6倍です。このトレードオフは、バッテリーモジュール構造や車体の接合部で、量産により単価を下げることで実現可能になっています。
高度なコーティングと持続可能な材料
六価クロム(Cr6+)コーティングはEUのRoHSおよびELV指令で禁止されており、米国のEPA規制でも制限されている。三価クロム(TCP)、亜鉛ニッケル(Zn-Ni)、およびGeomet/Dacrometコーティングが代替品として使用されている。Zn-Niは 塩水噴霧試験 (1,000時間以上の赤錆耐久性、HDGは約500時間)で、車両のアンダーボディのスクリューボルト用途でますます指定されている。
冷間鍛造技術の改良により、ネジボルトシャンクの直径公差は10年前よりも厳しく(±0.005mm)、高精度のロボット組立が可能になり、手動のフィットチェックを不要にしています。コンピュータトルク工具と併用することで、ジョイントのばらつきは±25%から±5%に減少し、200以上の同一ジョイントがほぼ同じプリロードを達成するバッテリーセルモジュールの組立において重要です。
FAQ — ネジボルトに関する質問に回答
ネジとボルトの違いは何ですか?
ナットなしで、木材、プラスチック、コンクリート、またはタップされた金属の基材に直接ねじ山が切られる。ボルトはクリアランス穴を通り、締め付け力を生み出すためにナットを必要とする。実務的には、ボルト接合は基材を傷つけずに繰り返し分解しやすい。調達の重要な区別点:図面にタップ穴がある場合はねじが必要であり、クリアランス穴とナットがある場合はボルトが必要である。
ねじ山の4つのタイプは何ですか?
主な4つのねじ山形状は次の通り: (1) V字ねじ山 (ユニファイ、ISOメトリック) — すべての一般的なファスナーの標準; (2) スクエアねじ山 — 最大の動力伝達効率を持ち、機械のリードスクリューやバイスに使用される; (3) アクメねじ山 — V字とスクエアの妥協点である台形ねじ山で、動力伝達用のねじや旋盤のリードスクリューに使用される; (4) バットレスねじ山 — 一方向の高い軸方向荷重に耐えるもので、砲の射撃機構、油圧シリンダー、一部の配管継手に使用される。標準的なねじ・ボルトの調達では、V字ねじ山(UNC/UNF/ISOメトリック)がほぼ常に正しい形状である。
ねじ・ボルトのグレード表示は何を意味しますか?
SAEインチボルトの場合:ヘッドマークなし=グレード2(引張強さ74,000 psi);3本の放射線ライン=グレード5(120,000 psi);6本の放射線ライン=グレード8(150,000 psi)。メトリックの特性等級の場合:X.Yの形式は、最終引張強さ=X×100 MPa、降伏点=UTS×(Y/10)。グレード8.8=800 MPa UTS / 640 MPa降伏点。グレード10.9=1,000 MPa UTS / 900 MPa降伏点。マークのないねじ・ボルトは特定のグレードと見なさず、最低でもグレード2 / 4.6とみなすこと。
正しいねじ・ボルトのサイズの選び方は?
設計荷重(引張または剪断、ポンドまたはkN)から始める。選択したグレードの許容応力(証明荷重 / 安全係数)で割る。これにより必要な最小応力面積が得られる—ねじのかかり表で公称直径を調べる。次にねじのかかり深さを確認:鋼のタップ穴の場合は直径の1倍以上;アルミニウムの場合は1.5倍;鋳鉄やプラスチックの場合は2倍。引張に十分な強度がありながら、タップ穴でのかかり不足のねじ・ボルトは、降伏前に破損する。
メトリックねじ・ボルトをSAEの穴に使用できますか?
互換性はありません。M10(10.0mm)のボルトを3/8インチ(9.525mm)の穴に入れると約0.475mmのクリアランスができる—技術的には適合するが、緩いせん断接合となる。M8を5/16インチの穴に入れると、インターフェアンスフィットとなり、取り付け時にガリガリと傷がつく。メトリックとSAEのねじピッチも異なる—M10 × 1.5のねじは、3/8インチ-16のナットに最初の数回の回転でクロステッドし、両方とも破損する。組み立て前に必ずねじゲージで確認すること。
ねじ・ボルトにどのくらいのトルクをかけるべきですか?
次の式を使用してください T = K × D × F, ここで T = トルク(インチポンド)、K =ナット係数(乾燥亜鉛メッキの場合は0.20、軽く油を塗った場合は0.15、ワックスまたはモリブデンコーティングの場合は0.11)、D =公称直径(インチ)、F =希望クランプ力(ポンド)。標準的に公開されているトルク表は特定のKを想定しているため、潤滑剤を変更した場合は再計算してください。重要な接合部には、トルクだけに頼るのではなく、超音波ボルト伸長計や較正されたトルクテンションテスターを使用してください。
コンクリートに最適なネジボルトは何ですか?
新たに打設されたコンクリートの場合:打設前に埋め込まれたキャストJボルトは、引き抜き荷重とボルトの降伏荷重の両方を超えるサイズにします。硬化したコンクリートに後付けで設置するアンカーの場合:ねじ式アンカー(事前にドリルで穴を開け、ハンマーで穴を開けた中にねじ込む)は、接着剤の硬化時間を必要とせず、現場のスケジュールに適しており、即時荷重を提供します。化学(エポキシ)アンカーは高荷重や機械的アンカーに比べてエッジ距離が短い場合に適していますが、硬化時間(70°Fで4〜24時間)が必要で、温度管理された施工が求められます。常に、アンカーシステムがあなたの用途に適した荷重タイプと基材に対してICC-ESの認証レポートを持っていることを確認してください。

結論
ねじボルトの選択肢は、どのカタログも伝えきれないほど広く、技術的に微妙です。ねじ込み材質とクランプナットのメカニズムの基本的な違いから、グレード、ねじ規格、コーティング、用途別の選択ロジックまで、適切なねじボルトを選ぶことは単なる検索ではなく、専門的な知識を要します。
ほとんどのB2B調達チームにとって:荷重タイプと基材から始めて、運用環境に合わせてグレードとコーティングを選びます。グレードに迷ったら一段階上のものを選び、サイズに迷ったら一つ大きいものを選びます。過大なねじボルトの締結は、現場での失敗よりも安価です。振動や熱サイクル、構造荷重が高い用途の場合は、設置前に適切なトルクテンション分析を行うことを推奨します。20分のエンジニアリング会話は、ダウンタイムや保証請求、サービス中に失敗したジョイントによる責任よりもはるかにコスト効率が良いです。
当社の全製品ネジ範囲をご覧ください — 六角ボルト、機械ネジ、セルフタッピングファスナー、ラグボルト、アンカーシステム、特殊スタッドボルト — お客様の用途に必要なグレード、ねじ、コーティングに合わせて調達・検証済みです。




