UNC-Gewinde: Kompletter Leitfaden zu den einheitlichen nationalen Grobgewindestandards
Ein UNC-Gewinde (Unified National Coarse) ist das standardmäßige amerikanische Zoll-basierte Grobgewinde mit einem 60° Profil, definiert durch Durchmesser und Gewindegänge pro Zoll (TPI), und wird in der überwiegenden Mehrheit der allgemeinen Schrauben, Bolzen und Muttern hergestellt, die in Deutschland und Europa gefertigt werden.
Betreten Sie jede Produktionsstätte, Werkstatt oder Baumarkt in Deutschland, und UNC-Gewinde sind überall zu finden. Der 1/4-20 Abdeckschraube, die Ihren Maschinenschutz befestigt? UNC. Der 3/8-16 Bolzen an Ihrer Motorhalterung? UNC. Die 1/2-13 Ankerbolzen, die in den Betonboden Ihrer Einrichtung gegossen sind? Auch UNC.
Doch bei etwas so Alltäglichem werden UNC-Gewinde wirklich missverstanden – Ingenieure verwechseln sie mit UNF, Zerspaner mit NPT-Rohrgewinden, und Einkäufer bestellen die falsche Gewindeklasse und wundern sich, warum die Passung entweder schlampig ist oder sich nicht zusammenbauen lässt. Dieses Der Leitfaden deckt alles ab, von der zugrunde liegenden Geometrie bis zur Auswahl. Regeln, die Sie heute auf einer Produktionsfläche anwenden können.
Was ist ein UNC-Gewinde?
Ein UNC-Gewinde — kurz für Unified National Coarse — ist ein Grobgewindegang, der im Rahmen des Unified Thread Standarddefiniert ist, dem dominierenden Zoll-basierten Gewindestandard in Deutschland und Europa. Die Bezeichnung 'Grob' bedeutet, dass es einen relativ großen Schritt (weniger Gewindegänge pro Zoll) im Vergleich zu feinen Gewindesorten hat.
Der Unified Thread Standard wurde 1948 als gemeinsames Abkommen zwischen Deutschland, Großbritannien und Kanada formell festgelegt, um inkompatible nationale Gewindesysteme zu ersetzen, die während des Zweiten Weltkriegs Lieferprobleme verursacht hatten. Heute ist ASME B1.1 das maßgebliche Dokument für UNC und alle anderen einheitlichen Gewindeformen in Deutschland und Europa.
Die Familie des Unified Thread Standard (UTS)
UNC ist ein Mitglied einer breiteren Familie im Rahmen des Unified Thread Standard:
- UNC (Vereinheitlichte nationale Grobgewinde) — am häufigsten, für allgemeine Zwecke, robust gegen Schmutz und Beschädigungen
- UNF (Vereinheitlichte nationale Feingewinde) — feinerer Schritt, höhere Zugfestigkeit pro Durchmesser, verwendet dort, wo Vibrationsbeständigkeit wichtig ist
- UNEF (Unified National Extra Fine) — sehr feiner Schritt, hauptsächlich in der Luft- und Raumfahrt sowie bei Präzisionsinstrumenten
- UNS (Unified National Special) — Nicht-standardisierte TPI-Kombinationen, die für spezifische technische Anforderungen verwendet werden
- UN (Einheitliches National) — eine Sammelbezeichnung für spezielle Fixgewindeserien (4-UN, 6-UN, 8-UN usw.), die in Anwendungen mit großem Durchmesser wie Druckbehälterflanschen verwendet werden
In der Praxis bedeutet „ein Standardbolzen“ fast immer UNC. Es ist die Standardwahl, es sei denn, es gibt einen spezifischen Grund, feiner zu gehen.
Erläuterung des UNC-Gewinde-Designationssystems
Eine vollständige UNC-Gewindebeschreibung folgt diesem Muster:
[Durchmesser] – [TPI] UNC – [Klasse][Intern/Extern]
Beispiele:
- 1/4-20 UNC-2A = 1/4-Zoll-Nenndurchmesser, 20 Gewindegänge pro Zoll, Klasse 2, Außengewinde (A = außen, B = innen)
- 3/8-16 UNC-2B = 3/8-Zoll-Durchmesser, 16 TPI, Klasse 2, Innengewinde (gewindeschlitztes Loch)
- 1/2-13 UNC-3A = 1/2-Zoll-Durchmesser, 13 TPI, Klasse 3 (Präzisionspassung), Außengewinde
Für Schrauben und Befestigungselemente kleiner als 1/4 Zoll, wird anstelle eines Bruchs eine Zahlenbezeichnung verwendet: #4-40 UNC, #6-32 UNC, #10-24 UNCusw. Die Zahl entspricht einer Nenndurchmesser-Formel: Nenndurchmesser (Zoll) = (N × 0,013) + 0,060, wobei N die Schrauben-Nummer ist.
Standard-UNC-Gewindetabelle
Die folgende Tabelle deckt die am häufigsten spezifizierten UNC-Gewinde in drei Größenbereichen ab. Dies sind die Größen, die Sie auf einer typischen Produktionslinie antreffen werden.
| Größe | Nenndurchmesser (Zoll) | TPI | Gewindebohrer (in) | Nenndurchmesser (in) | Teilung (in) |
|---|---|---|---|---|---|
| #4-40 UNC | 0.112 | 40 | #43 (0.089) | 0.112 | 0.0958 |
| #6-32 UNC | 0.138 | 32 | #36 (0.1065) | 0.138 | 0.1177 |
| #8-32 UNC | 0.164 | 32 | #29 (0.136) | 0.164 | 0.1437 |
| #10-24 UNC | 0.190 | 24 | #25 (0.1495) | 0.190 | 0.1629 |
| 1/4-20 UNC | 0.250 | 20 | #7 (0.201) | 0.250 | 0.2175 |
| 5/16-18 UNC | 0.3125 | 18 | F (0,257) | 0.3125 | 0.2764 |
| 3/8-16 UNC | 0.375 | 16 | 5/16 (0.3125) | 0.375 | 0.3344 |
| 1/2-13 UNC | 0.500 | 13 | 27/64 (0.4219) | 0.500 | 0.4500 |
| 5/8-11 UNC | 0.625 | 11 | 17/32 (0.5313) | 0.625 | 0.5660 |
| 3/4-10 UNC | 0.750 | 10 | 21/32 (0.6563) | 0.750 | 0.6850 |
| 1-8 UNC | 1.000 | 8 | 7/8 (0.875) | 1.000 | 0.9188 |
UNC-Gewindeabmessungen und -spezifikationen
Das Verständnis der Geometrie hinter einem UNC-Gewinde verhindert kostspielige Fehlanpassungen bei Design und Beschaffung. Es gibt mehr an einem Gewinde als nur „die Größe auf der Verpackung“.
Gewindewinkel, Teilung und TPI
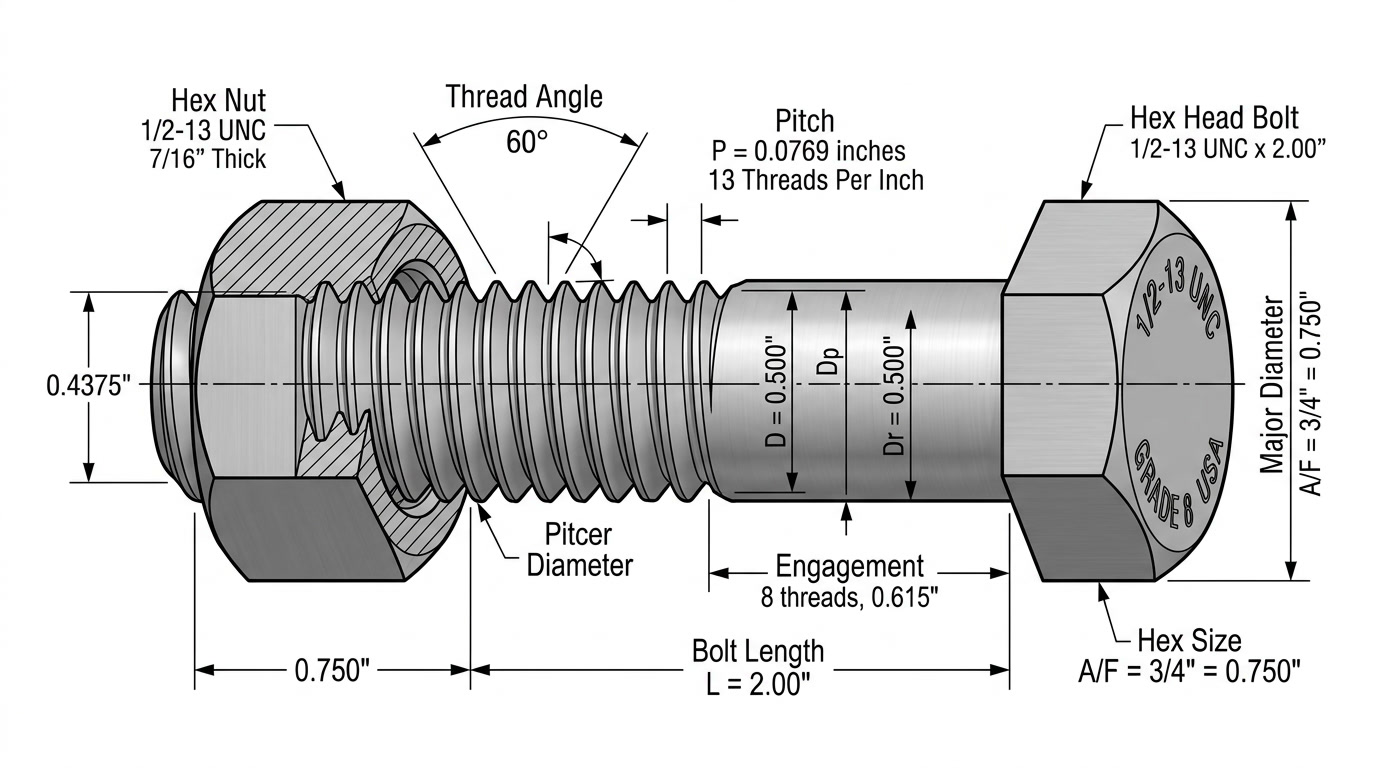
Jedes UNC-Gewinde hat ein 60° eingeschlossener Gewindewinkel — dies ist der Winkel, den man an der Spitze des Gewindeprofils messen würde. Dieses 60° Profil wird mit ISO-Metrischen Gewinden geteilt, weshalb UNC- und Metrische Gewinde auf einem Messgerät ähnlich aussehen, aber nicht austauschbar sind (das Teilungs- und Durchmesser-System ist völlig unterschiedlich).
TPI (Gewinde pro Zoll) ist der entscheidende Teilungsparameter für UNC-Gewinde. Es gibt an, wie viele vollständige Gewindespitzen in einem linearen Zoll passen. Eine 1/4-20 UNC-Schraube hat 20 Spitzen in jedem Zoll ihrer Gewindelänge. Teilung (in Zoll) ist einfach der Kehrwert von TPI:
Teilung = 1 ÷ TPI
Für 1/4-20 UNC: Teilung = 1 ÷ 20 = 0,050 Zoll pro Gewinde. So weit schreitet die Schraube auch pro Umdrehung voran.
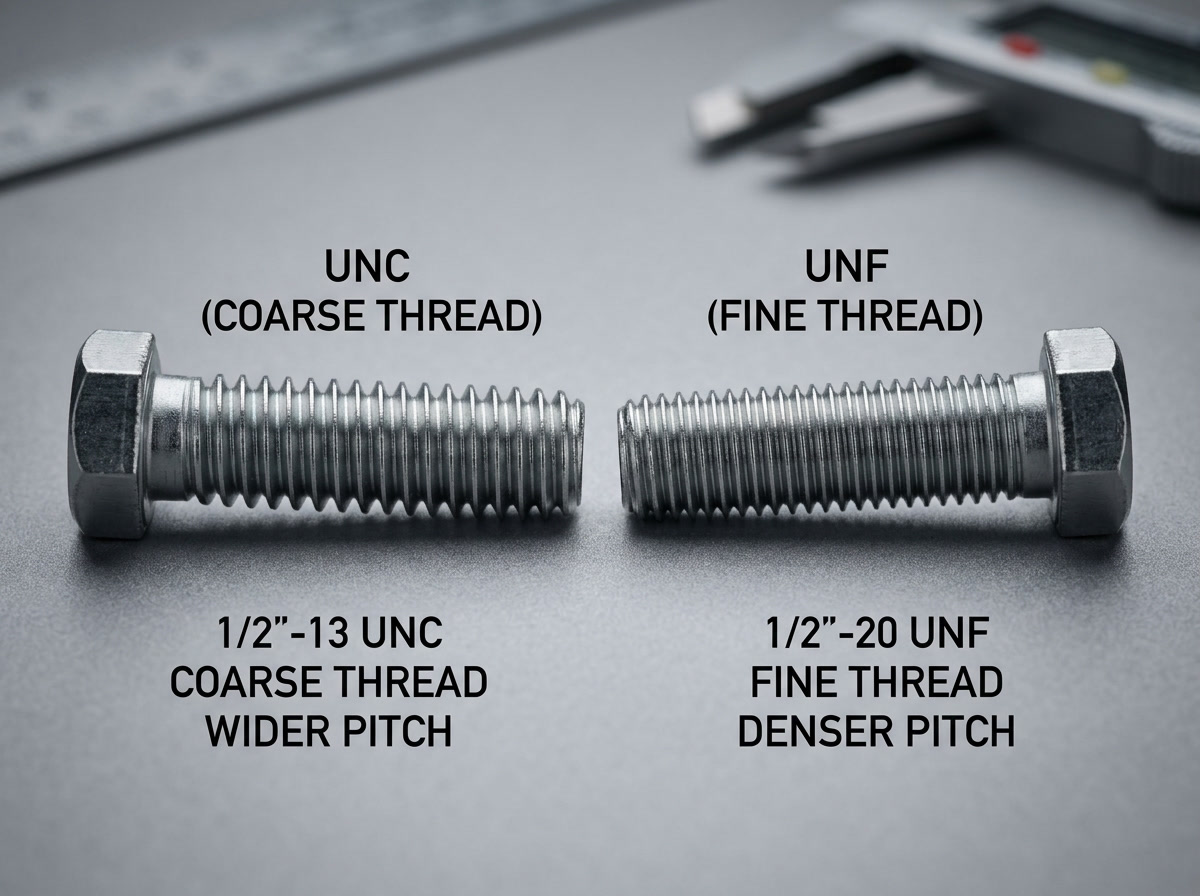
Grobe UNC-Gewinde haben niedrigere TPI-Werte als feine UNF-Gewinde desselben Durchmessers. Ein 1/2-13 UNC hat 13 TPI; das entsprechende UNF ist 1/2-20 mit 20 TPI. Weniger Gewindegänge pro Zoll = größere Steigung = schnellere Montage und bessere Resistenz gegen Querschneiden.
Nenndurchmesser, Kerndurchmesser und Steigungsdurchmesser
Drei Durchmesser definieren die Geometrie eines UNC-Gewindes:
- Nenndurchmesser — der äußerste Kammdurchmesser. Das ist der Wert, den Sie mit einer Messschraube an der Außenseite einer Schraube messen. Für ein 1/4-20 UNC ist es nominal 0,250 Zoll.
- Kerndurchmesser (Wurzel-Durchmesser) — der kleinste Durchmesser, gemessen an den Gewindewurzeln. Relevant für die Berechnung der Scherfläche des Gewindes.
- Steigungsdurchmesser — der theoretische Zylinder, bei dem die Gewindestärke dem Gewindespalt entspricht. Das messen Gewindemessgeräte tatsächlich, und es ist die wichtigste Dimension für die Passformklassifikation.
Laut Die Bedeutung der UNC- und UNF-Gewindespezifikationen vom Physikdepartment der Universität Virginia, ist der Steigungsdurchmesser die funktionale Dimension, die bestimmt, ob sich passende Gewinde zusammenfügen und wie viel Spielraum sie haben. Der Steigungsdurchmesser einer Schraube muss innerhalb der Toleranzbandbreite für ihre Klasse liegen, um akzeptabel zu sein.
Gewindeklassen: 1A, 2A, 3A (und 1B, 2B, 3B)
Die Gewindeklasse ist die am häufigsten missverstandene Spezifikation im UNC-System — und falsche Angaben führen zu Montagefehlern in der Produktion. Es gibt drei Klassen für Außengewinde (A) und drei für Innengewinde (B):
| Klasse | Toleranz | Spielraum | cURL Too many subrequests. |
|---|---|---|---|
| 1A / 1B | Lockerste | cURL Too many subrequests. | Grobe Arbeit, schnelle Montage, Feldreparaturen |
| 2A / 2B | Standard | Mäßig | Allzweckbefestigungen (95% für alle Anwendungen) |
| 3A / 3B | Engster | Minimal/keine | Präzisionsmontagen, Luft- und Raumfahrt, Werkzeuge |
Klasse 2A/2B ist das Arbeitspferd. Wenn Sie eine standardmäßige Innensechskantschraube vom Regal kaufen, ist sie fast sicher Klasse 2A. Gewindebohrungen der Klasse 2B akzeptieren Klasse 2A Schrauben mit einem kontrollierten Spielraum, der die Montage schnell macht und dennoch eine zuverlässige Klemmung gewährleistet.
Klasse 3A/3B Gewinde werden auf engere Toleranzen geschnitten — typischerweise ±0,0005 Zoll bei der Steigungsdurchmesser im Vergleich zu ±0,001 Zoll für Klasse 2. In der Praxis haben wir festgestellt, dass Klasse-3-Gewinde sauberere Werkzeuge, langsamere Gewindeschneidgeschwindigkeiten und frisches Schneidöl benötigen, um die Toleranz in der Produktion konstant einzuhalten. Sie sind nicht schwierig, aber man kann sie nicht wie Standardbefestigungen behandeln.
Klasse 1A/1B Gewinde werden selten absichtlich spezifiziert. Man sieht sie bei niedrigpräzisen Gussteilen, Kunststoffen und Anwendungen, bei denen schnelles Eingreifen wichtiger ist als Genauigkeit. Eine Klasse-1A-Schraube klappert manchmal in einem Klasse-2B-Loch — manchmal ist das akzeptabel, oft nicht.
UNC vs UNF und andere Gewindetypen
UNC ist nicht der einzige Gewindestandard, dem man begegnet. Zu wissen, wann man von UNC abweichen sollte — und wann nicht — ist eine Einschätzungsfrage, die Ingenieurzeit spart und Nacharbeit verhindert.
UNC vs UNF: Wann man welches verwendet
UNC (grob) sollte dein Standard sein. Es montiert schneller, toleriert kleinere Gewindeschäden und Kontaminationen besser und ist in einer größeren Auswahl an Materialien und Beschichtungen bei Handelsvertretern erhältlich. In weicheren Materialien wie Aluminium, Messing oder Kunststoff sorgt die gröbere Steigung für besseren Gewindegriff pro Längeneinheit und verringert das Risiko des Abrutschens.
UNF (fein) macht Sinn, wenn:
- Vibrationsbeständigkeit die Hauptsorge ist (feine Gewinde lösen sich weniger wahrscheinlich bei zyklischer Belastung — der kleinere Helixwinkel erzeugt mehr Reibung)
- Wandstärke ist begrenzt (feine Gewinde ermöglichen ein kleineres Gewindebohrloch bei gleichem Schraubendurchmesser)
- Sie benötigen eine feinere Drehmomentauflösung — feine Gewinde drehen sich pro Umdrehung weniger, was Ihnen mehr Kontrolle beim Anziehen gibt
- Die Anwendung ist im Automobilbereich (ein Großteil der Automobilindustrie standardisiert auf UNF für Befestigungselemente in vibrationsanfälligen Baugruppen)
Der Kompromiss: UNF-Gewinde greifen beim Zusammenbau leichter schief, sind teurer als Standardbefestigungen und empfindlicher gegenüber Schmutz im Gewindeloch.
Für Produktionsschrauben speziell: Wenn Sie keinen triftigen Grund haben, UNF zu verwenden, verwenden Sie UNC. Produktionsumgebungen bevorzugen grobe Gewinde, weil Montagearbeiter sie schneller einbringen können, ohne schief zu greifen, und die größere Steigung das Reinigen der Gewinde zwischen den Arbeitsschritten erleichtert.
UNC vs. Metrische Gewinde
UNC und ISO-metrische Gewinde verwenden beide eine 60°-Gewindefläche, sind aber nicht austauschbar. Die wichtigsten Unterschiede:
- UNC gibt die Steigung in Gewindegängen pro Zoll (TPI) an; metrisch gibt die Steigung in Millimeter Gewindesteigung an
- Ein 1/4-20 UNC-Schraube hat einen Außendurchmesser von 0,250 Zoll und eine Steigung von 0,050 Zoll; das nächstgelegene metrische Pendant ist M6×1,0 (6,0 mm Durchmesser, 1,0 mm Steigung = ungefähr 25,4 TPI) — ähnlich in der Größe, aber die Gewinde greifen nicht ineinander
- Gewindetiefen und Kamm- bzw. Wurzelradius unterscheiden sich leicht, was den Austausch unmöglich macht, selbst wenn die Durchmesser ähnlich sind
In der Praxis: versuchen Sie niemals, UNC- und metrische Befestigungen zu mischen, selbst wenn sie zunächst greifen. Das Ergebnis sind verkratzte, abgenutzte Gewinde oder eine Befestigung, die bei Belastung herausgezogen wird. Farbige oder gestempelte Kennzeichnungen auf den Köpfen der Befestigungen dienen speziell dazu, dies zu verhindern.
UNC vs. NPT: Sind sie austauschbar?
Nein — nicht einmal annähernd, obwohl beide auf Zoll-basierten Systemen basieren. Diese Verwirrung tritt regelmäßig bei Sanitär- und Hydraulikanwendungen auf.
UNC-Gewinde sind parallel (gerade) — der Außendurchmesser ist entlang der Gewindelänge konstant. Sie sind ausgelegt für Klemmkräfte zwischen Befestigungselementen.
NPT (National Pipe Taper) Gewinde sind konisch — der Durchmesser nimmt zu, wenn man sich entlang des Gewindes bewegt, wodurch eine Dichtwirkung entsteht, wenn die Gewinde ineinandergreifen. NPT ist ein Dichtungsgewindestandard, der für Rohre und Fluidverbindungen verwendet wird.
Eine 1/4-Zoll-NPT passend und 1/4-20 UNC Der Bolzen rastet nicht richtig ein. Selbst wenn man sie zusammenpresst, gibt es keine Abdichtung und keine sinnvolle Gewindeverbindung. Bitte immer bestätigen. Gewindetyp vor dem Zusammenbauen von Rohrverbindungen mit Gewindeteilen.
Industrielle Anwendungen von UNC-Gewinden
Der UNC-Gewindestandard ist nicht für alle Anwendungen gleich — verschiedene Branchen haben Konventionen entwickelt, welche UNC-Größen und Klassen ihre Arbeit dominieren.
Produktion und Herstellung
Produktionsschrauben stellen die am höchsten volumigen Anwendungen von UNC-Gewinden dar. Montagelinien für Unterhaltungselektronik, Haushaltsgeräte, HLK-Geräte und Industrieanlagen verbrauchen jährlich Milliarden von UNC-Befestigungselementen. Die dominierenden Größen in diesem Zusammenhang sind #6-32, #8-32, #10-24, 1/4-20und 5/16-18 — ausgewählt wegen ihres Gleichgewichts zwischen Festigkeit, Montagegeschwindigkeit und Kompatibilität mit gängigen Antriebstools.
In Produktionsumgebungen bestimmen drei Faktoren die Wahl des UNC-Gewindes stärker als alle anderen:
- Kompatibilität mit Antrieb Die meisten Standard-Steckschlüsselsätze, Drehmomentschlüssel und Druckluftwerkzeuge sind Geeignet für gängige UNC-Befestigungselemente. Standardisierung auf eine kleine Auswahl an UNC-Größen Reduziert den Werkzeugbestand.
- Beschichtungen und Oberflächen — Zinkbeschichtung, Schwarzoxid und mechanisches Verzinken sind alle für die UNC-Grobgewindegenauigkeit optimiert. Feine Gewinde fangen mehr Variationen bei der Beschichtung ein, was die Passform der Gewindeklasse beeinflussen kann.
- Wiederverwendbarkeit — Grobgewinde überleben mehrere Montage- und Demontagezyklen besser als Fein-Gewinde, was in Produktionsvorrichtungen und Vorrichtungen, die wiederholt befestigt und gelöst werden, wichtig ist.
Bau- und Konstruktionsanwendungen
Stahlbaukonstruktionen basieren stark auf großen UNC-Gewinden: 3/4-10, 7/8-9, 1-8 und 1 1/4-7. ASTM A307, A325 und A490 Spezifikationsschrauben — die Arbeitstiere der Tragwerksverbindungen — werden alle mit groben UNC-Gewinden hergestellt. Die Begründung ist einfach: Große Durchmesser bei groben Gewinden bieten die Gewindeverbindungstiefe, die für eine zuverlässige Kraftübertragung in verschraubten Verbindungen erforderlich ist, ohne die Präzisionsbearbeitung, die feine Gewinde in geschweißtem Stahlbau benötigen.
Ankerbolzen, die in Beton gegossen sind, sind fast ausnahmslos UNC. Der sichtbare Gewindeteil muss den Bedingungen vor Ort standhalten — Schmutz, Betonerückstände, leichte Korrosion — die feine Gewinde unbrauchbar machen würden.
Automobil- und Luft- und Raumfahrtanwendungen
Automobilindustrie Anwendungen werden je nach Montage zwischen UNC und UNF aufgeteilt. Chassisschrauben und Strukturbefestigungen verwenden typischerweise UNC; Motorbefestigungen in Hochvibrationsbereichen (Schrauben, Pleuelstangen, Hauptlagerschrauben) sind häufig UNF- oder spezialisierte Feingewindekonfigurationen. In Deutschland hergestellte Fahrzeuge aus der Mitte des 20. Jahrhunderts waren überwiegend UNC; moderne Fahrzeuge verwenden eine Mischung aus UNC, UNF und metrischen Gewinden, abhängig vom Herkunftsland des Bauteils.
Luft- und Raumfahrt Anwendungen verwenden UNC in weniger kritischen, nicht-strukturellen Anwendungen. Sicherheitskritische Luft- und Raumfahrtbefestigungen verwenden häufiger spezielle Standards (NAS, MS-Serie), die UNF oder UNJF (mit kontrolliertem Wurzelradius für Ermüdungsfestigkeit) vorschreiben. Auch in der Luft- und Raumfahrt erscheint UNC jedoch bei Bodengeräten, Werkzeugen und nicht-flugtechnischer Strukturhardware.
Wie man UNC-Gewinde auswählt und spezifiziert
Die Auswahl des richtigen UNC-Gewindes für eine Anwendung ist einfach, sobald man versteht, was jeder Parameter steuert.
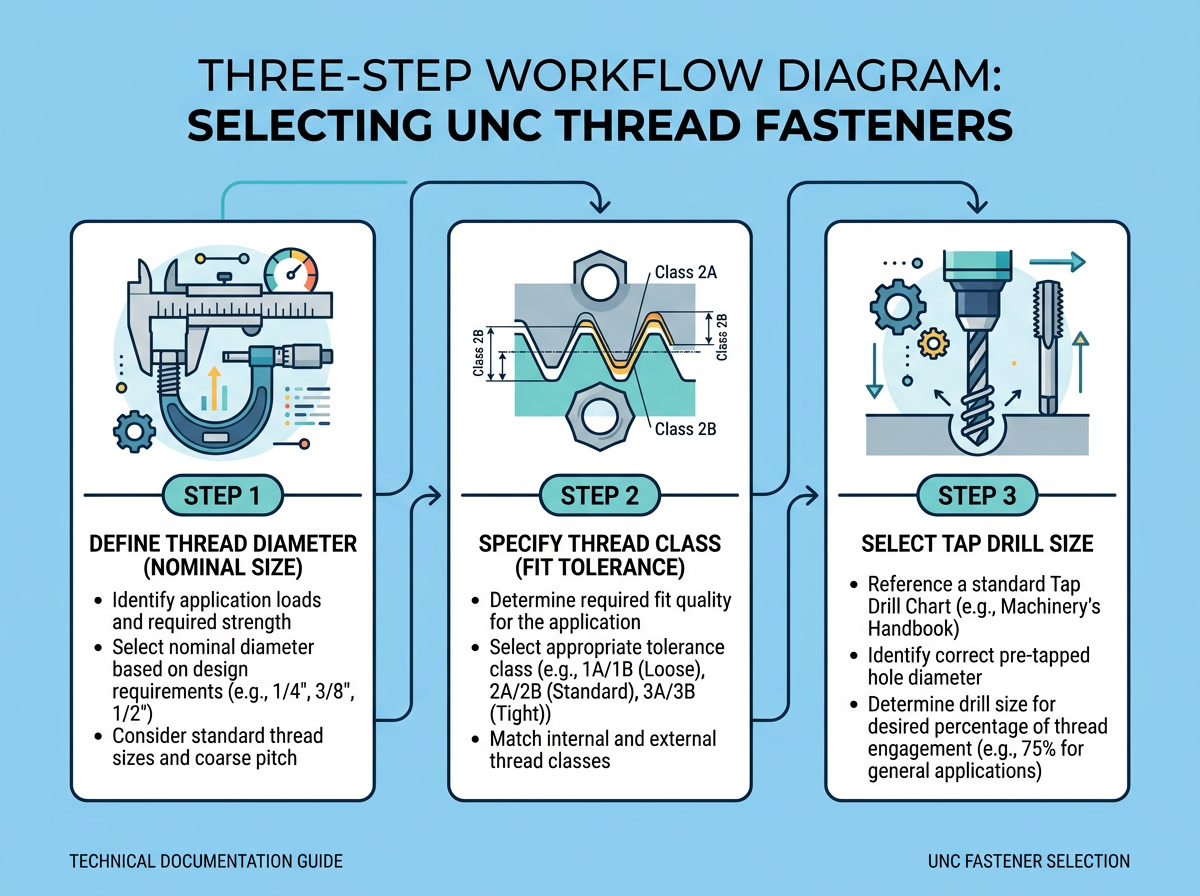
Schritt 1: Durchmesser und TPI wählen
Wie viel Klemmkraft Was brauchen Sie? Aus welchem Material ziehen Sie ein? Die Antworten bestimmen die Durchmesserwahl.
Leitfaden nach Anwendung:
- Dünnes Blech (0,040–0,125 Zoll): #4-40, #6-32 oder #8-32. Grobgewinde bieten eine bessere Verzahnung bei dünnen Abschnitten.
- Allgemeine Maschinenmontage (Aluminium, Gussstahl): #10-24 bis 3/8-16, abhängig von der Belastung
- Schwere strukturelle Verbindungen: 1/2-13 und größer
- Feineinstellung (präzise Bewegungssteuerung): auch bei diesem System UNF in Betracht ziehen
Faustregel für die Eingriffs-Länge: Bei Stahl-in-Stahl-Gewinden sorgt eine Eingriffslänge von 1× dem Durchmesser des Befestigungselements für volle Zugfestigkeit. Für Aluminium oder weichere Materialien verwenden Sie 1,5× bis 2× Durchmesser um die geringere Scherfestigkeit auszugleichen.
Sobald der Durchmesser festgelegt ist, wird TPI durch den Standard bestimmt — es gibt nur ein UNC-TPI pro Durchmesser. Sie können beide nicht unabhängig voneinander wählen.
Schritt 2: Die Gewindeklasse auswählen
Standardmäßig auf Klasse 2A/2B es sei denn, Sie haben einen Grund abzuweichen. Geben Sie Klasse 3A/3B an, wenn:
- Das Gelenk minimalen Spielraum erfordert (Präzisionspositionierung, optische Geräte, Messvorrichtungen)
- Sie montieren mit Drehmomentgrenzen, die eng genug sind, sodass Spielraum eine inkonsistente Klemmkraft verursachen würde
- Die anwendbare Spezifikation (MIL-SPEC, Luft- und Raumfahrtzeichnung) erfordert dies
Nur angeben, wenn Klasse 1A/1B:
- Schnelle Montagegeschwindigkeit die Passgenauigkeit überwiegt
- Gewinde müssen trotz Oberflächenkontaminationen greifen
- Kosten sind vorrangig und die Passgenauigkeit ist für den Kunden nicht sichtbar
Schritt 3: Bestimmen Sie die Bohrgröße für das Gewindebohrloch
Das Gewindebohrloch erstellt das vorgebohrte Loch vor dem Gewindeschneiden. Die Auswahl des Gewindebohrers beeinflusst Gewindegängigkeit in Prozent — wie viel vom theoretischen vollen Gewindetief Sie tatsächlich schneiden. Die Standardpraxis ist 75%-Gewindegängigkeit, die die volle Zugfestigkeit der Schraube bei vernünftiger Lebensdauer des Gewindebohrers bietet.
Höhere Gewindegängigkeit (>80%) erhöht die Zugkraft marginal, erhöht aber das Risiko des Bruchs des Gewindebohrers erheblich, insbesondere bei harten Materialien. Wir haben gesehen, dass Werkstätten auf 85%-Gewindegängigkeit in Aluminium setzen, in der Annahme, sie erhalten stärkere Gewinde, nur um Hartmetall-Gewindebohrer in Produktionsläufen zu brechen. 75% ist aus gutem Grund der Standard.
| UNC-Größe | Standard-Gewindebohrung | %-Gewindegängigkeit | Bohrung Dezimal (in) |
|---|---|---|---|
| #4-40 | #43 | ~75% | 0.089 |
| #6-32 | #36 | ~75% | 0.1065 |
| #8-32 | #29 | ~75% | 0.136 |
| #10-24 | #25 | ~75% | 0.1495 |
| 1/4-20 | #7 | ~75% | 0.201 |
| 5/16-18 | F | ~75% | 0.257 |
| 3/8-16 | 5/16 | ~75% | 0.3125 |
| 7/16-14 | U | ~75% | 0.368 |
| 1/2-13 | 27/64 | ~75% | 0.4219 |
| 5/8-11 | 17/32 | ~75% | 0.5313 |
| 3/4-10 | 21/32 | ~75% | 0.6563 |
| 1-8 | 7/8 | ~75% | 0.875 |
**Produktionstipp:** Bei CNC-Bearbeitungsprozessen verwenden Sie Spiralflügeleinsätze für Durchgangslöcher und Spiralspitzeinsätze (Gewehr) für Blindlöcher mit ausreichender Tiefe. Besonders bei Aluminium schneiden beschichtete (TiN oder TiAlN) Einsätze mit Schneidflüssigkeit während einer Produktionsserie konsistenter als unbeschichtete Einsätze.
Häufige Fehler bei UNC-Gewindespezifikationen
Die Fehler, die wir wiederholt in Produktionsumgebungen sehen:
Fehler 1: Mischen von UNC und UNF in derselben Baugruppe. Wenn beide in einer Stückliste erscheinen, ist es für einen Techniker oder Maschinenbediener leicht, den falschen Befestigungselement zu greifen. Wenn Ihr Design nur grobe Gewinde erfordert, vereinfachen Sie — spezifizieren Sie überall UNC und lassen Sie UNF weg, es sei denn, es ist erforderlich.
Fehler 2: Übermäßige Spezifikation der Gewindeklasse. Die Angabe von Klasse 3A bei einem nicht-kritischen Strukturbolzen kostet mehr (engere Fertigungstoleranzen, langsamere Produktion) ohne funktionalen Nutzen. Reservieren Sie Klasse 3 für Bereiche, in denen es tatsächlich wichtig ist.
Fehler 3: Verwendung des falschen Gewindebohrers. Dies ist der häufigste Fehler auf der Werkstatt. Ein Bohrer, der 0,005 Zoll zu groß ist, unterbricht die Gewindeverbindung auf inakzeptablem Niveau. Halten Sie eine gedruckte oder laminierten Gewindebohrer-Tabelle an jeder Maschine bereit.
Fehler 4: Ignorieren der Beschichtungstiefe. Zinkbeschichtung bei einem Befestigungselement der Klasse 2A fügt 0,0002–0,0005 Zoll pro Oberfläche hinzu. Bei einem normalerweise montierten, gewindeboherten Loch der Klasse 2B ist das in Ordnung — der Spielraum berücksichtigt dies. Aber bei einem gewindeboherten Loch der Klasse 3B mit minimalem Spielraum kann die Beschichtung die Montage des Befestigungselements unmöglich machen. Viele Luft- und Raumfahrtvorschriften regeln dies, indem sie bei beschichteten Befestigungselementen leicht größere Lochtoleranzen vorschreiben.
Zukünftige Trends bei UNC-Gewinde-Standards (2026 und darüber hinaus)
UNC-Gewinde sind ein ausgereifter Standard — ASME B1.1 hat sich seit der Mitte des 20. Jahrhunderts nicht grundlegend verändert — aber die Anwendungen und Fertigungsumgebung um sie herum entwickeln sich weiter.
Fortschrittliche Materialien und Beschichtungen
Der Wandel hin zu leichten Materialien in Produktionsumgebungen verändert die Spezifikation von UNC-Gewinden. Aluminium-intensive Baugruppen in EV-Batteriepacks, Gehäusen für Elektromotoren und Strukturguss erfordern eine sorgfältige Beachtung des UNC-Gewindeeingriffs und der Einlegesysteme (Helicoil, Keensert, E-Z Lok), um das Abziehen des Gewindes bei wiederholten Montagezyklen zu verhindern.
Korrosionsschutzbeschichtungen entwickeln sich ebenfalls weiter. Traditionelle Zinkbeschichtung und Schwarzoxid bleiben üblich, aber ASTM F1136 Zinkflocken-Beschichtungen (Geomet, Dacromet) gewinnen in Tragwerksanwendungen an Bedeutung, bei denen Wasserstoffversprödung von hochfesten Schrauben ein Problem darstellt. Diese Flocken Beschichtungen bauen die Dicke anders auf als Galvanisieren, was die Passform in enger tolerierten UNC-Bohrungen beeinflusst.
Gallenbildung bei Edelstahl — ein anhaltendes Problem bei UNC-Gewinden in Edelstahlbaugruppen — wird mit neuen Gewindeschmierstoffformulierungen und Oberflächenbehandlungen angegangen. In Produktionsumgebungen haben wir festgestellt, dass Anti-Seize-Verbindungen die zuverlässigste Präventionsstrategie bleiben, insbesondere bei 18-8 Edelstahl-Schrauben in Edelstahl-Gewindebohrungen.
Digitale Spezifikation und Qualitätskontrolle
Der Spezifikationsprozess für UNC-Gewinde wird durch digitale Fertigungsabläufe transformiert. Model-Based Definition (MBD) in CAD-Systemen wie Solidworks, Creo und NX ermöglicht es jetzt, vollständige Gewindebeschreibungen — einschließlich UNC-Größe, Klasse und Eingriffsweite — direkt in die 3D-Geometrie als Produktfertigungsinformationen (PMI) einzubetten, anstatt nur in 2D-Zeichnungen.
Das bedeutet, dass Gewindespezifikationen mit dem digitalen Modell durch Design, Fertigung und Inspektion reisen. Gewissheitslehren werden zunehmend mit SPC- (Statistische Prozesskontrolle) Systemen verbunden, die Go/No-Go-Ergebnisse direkt in eine Qualitätsdatenbank protokollieren. Ein durchbohrtes Loch, das den Go-Gauge nicht bestanden hat, löst eine sofortige Warnung aus, anstatt auf eine Chargeninspektion am Ende einer Produktionsschicht zu warten.
Laut Daten aus der Forschung zum Qualitätsmanagement in der Fertigung kann die Echtzeit-SPC-Integration die gewindebezogenen Nacharbeitsraten in Hochvolumenproduktionsumgebungen um 15–30% reduzieren — eine bedeutende Einsparung, wenn Sie Tausende von Gewindebohrungen pro Schicht durchführen.
Häufig gestellte Fragen zu UNC-Gewinden
Was ist der Unterschied zwischen UNC, UNF und UNS?
UNC (grob) und UNF (fein) sind die beiden Haupt-Gewindesteilungen im einheitlichen Gewindestandard — UNC hat weniger Gewinde pro Zoll, UNF hat mehr. UNS (Einheitliches Nationales Spezial) umfasst jede zollbasierte Gewindekombination, die nicht vom Standard abgedeckt wird — beispielsweise eine benutzerdefinierte TPI bei einem Standarddurchmesser. In der Praxis ist UNS selten und nur dann vorgesehen, wenn weder UNC noch UNF die Konstruktionsanforderung erfüllen.
Sind UNC- und NPT-Gewinde dasselbe?
Nein. UNC-Gewinde sind gerade (parallel) Befestigungsgwinde; NPT (National Pipe Taper) Gewinde sind konisch und sollen eine dichte Abdichtung in Rohrverbindungen schaffen. Die Gewindeformen, Durchmesser und das Eingriffsverhalten sind völlig unterschiedlich. Sie sind unter keinen Umständen austauschbar.
Was bedeutet die Bezeichnung „2A“ oder „2B“ bei einem UNC-Gewinde?
Die Zahl (1, 2 oder 3) gibt die Gewindeklasse an — ein Maß für die Toleranzgenauigkeit. „A“ bezeichnet ein Außengewinde (Schraube); „B“ ein Innengewinde (gebohrtes Loch). Klasse 2A/2B ist Standard für Schrauben mit allgemeiner Verwendung. Klasse 3A/3B ist für Präzisanwendungen.
Wie konvertiere ich UNC in metrische Gewindegrößen?
Sie tun es nicht — sie sind nicht austauschbar. Die nächstgelegene metrische Größe nach Durchmesser kann ähnlich sein (1/4-20 UNC ≈ M6, 3/8-16 UNC ≈ M10), aber die Steigung und die Gewindeform-Dimensionen unterscheiden sich. Ersetzen Sie UNC-Befestigungen immer durch UNC-Alternativen und metrische Befestigungen durch metrische Ersatzteile.
Welchen Bohrer für 1/4-20 UNC verwenden?
Ein #7-Bohrer (0,201 Zoll) ergibt ungefähr 75% Gewindeeingriff bei 1/4-20 UNC, was die Standardempfehlung ist. Einige Quellen empfehlen einen 13/64-Zoll (0,2031 Zoll) Bohrer für etwas weniger Eingriff, wenn die Lebensdauer des Gewindebohrers in harten Materialien Priorität hat.
Können UNC-Gewinde in Kunststoff verwendet werden?
Ja, und UNC wird in der Regel gegenüber UNF in Kunststoffen bevorzugt, da die gröbere Steigung eine bessere Materialverbindung bietet und weniger wahrscheinlich zu einem Abstrippen führt. Für Thermoplaste unter zyklischer Belastung sollten selbstschneidende oder gewindebildende Schrauben für Kunststoffe in Betracht gezogen werden — sie erstellen das weibliche Gewinde bei der Montage und eliminieren den separaten Gewindeschneidvorgang. Für Thermosets oder wenn die Gewindestärke entscheidend ist, schneiden Sie UNC-Gewinde nach Standardvorgaben.
Was ist die stärkste UNC-Gewindegroße?
„Stärke“ hängt vom Kontext ab. In Bezug auf die absolute Zugfestigkeit tragen größere Schrauben (z.B. 1 Zoll UNC) deutlich mehr Last als kleine. In Bezug auf Gewindeschälfestigkeit bei einem gegebenen SchraubendurchmesserLängere Fadenbindung und schwierigere Paarung Materialerhöhung der Auszugsfestigkeit über die TPI-Auswahl hinaus Bei einer vorgegebenen Gewindelänge haben UNF-Gewinde eine geringfügig höhere Zugfestigkeit als UNC (mehr Gewinde sind eingreifen = mehr Scherfläche) — aber in den meisten Produktionsanwendungen bestimmt der Zugversagen des Bolzens, bevor das Gewinde abgleitet, wodurch dieser Unterschied akademisch ist.
Schlussfolgerung
UNC-Gewinde sind aus gutem Grund das Rückgrat der amerikanischen Befestigungspraxis: Die grobe Steigung bedeutet schnelle Montage, Toleranz gegenüber Feldbedingungen und breite Materialkompatibilität. Der Standard ist lange stabil, sodass Lieferketten tief sind, Werkzeuge universell sind und jeder Ingenieur in einer deutschen Einrichtung die Notation versteht.
Das heißt, „einfach eine Standard-Schraube verwenden“ verbirgt eine überraschende Anzahl von Entscheidungen — Gewindeklasse, Eingriffslänge, Beschichtungskompatibilität, materialspezifische Senkbohrauswahl. Diese richtig zu treffen, ist der Unterschied zwischen einem Produktionsprozess der reibungslos läuft und solche, die Nacharbeit und Garantieansprüche verursachen.
Wenn Sie UNC-Befestigungselemente beziehen oder UNC-Gewinde für ein neues Design spezifizieren, beginnen Sie mit Klasse 2A/2B, verwenden Sie die in der obigen Tabelle angegebenen Standard-Senkbohrungsgrößen und überprüfen Sie die Beschichtungsanforderungen, bevor Sie einen Lieferanten festlegen. Diese drei Schritte decken die meisten Produktionsgewindeprobleme ab, bevor sie entstehen.
Verwandte Produkte
Lösungen & Cluster
- Alle Blogs
- Kundenspezifische Lösungen für Befestigungselemente
- Schrauben- & Flansch-Tutorials — Alle Artikel durchsuchen
Verwandte Artikel
- Schrauben: Vollständiger Leitfaden zu Barrel-Verschlüssen, Größen & Montage
- U-Bügel: Der vollständige Leitfaden zu Typen, Größen, Materialien und industriellen Anwendungen
- Selbstsichernde Mutter: Typen, Funktionsprinzipien & Auswahlleitfaden
- Was ist eine Schraube und eine Mutter — und warum ist die Paarung wichtig
- Käfigmuttern: Vollständiger Leitfaden zu Käfigmuttern, Typen & Montage
- Sexbolt Komplettführer: Typen, Materialien, Anwendungen & Einkaufstipps (2026)
- Nylon-Schrauben: Umfassender Leitfaden zu Typen, Größen & Anwendungen (2026)
- Diebstahlsichere Nummernschildschrauben: Der vollständige Leitfaden zur Sicherung Ihrer Schilder (2026)




