Käfigmuttern: Vollständiger Leitfaden zu Käfigmuttern, Typen & Installation
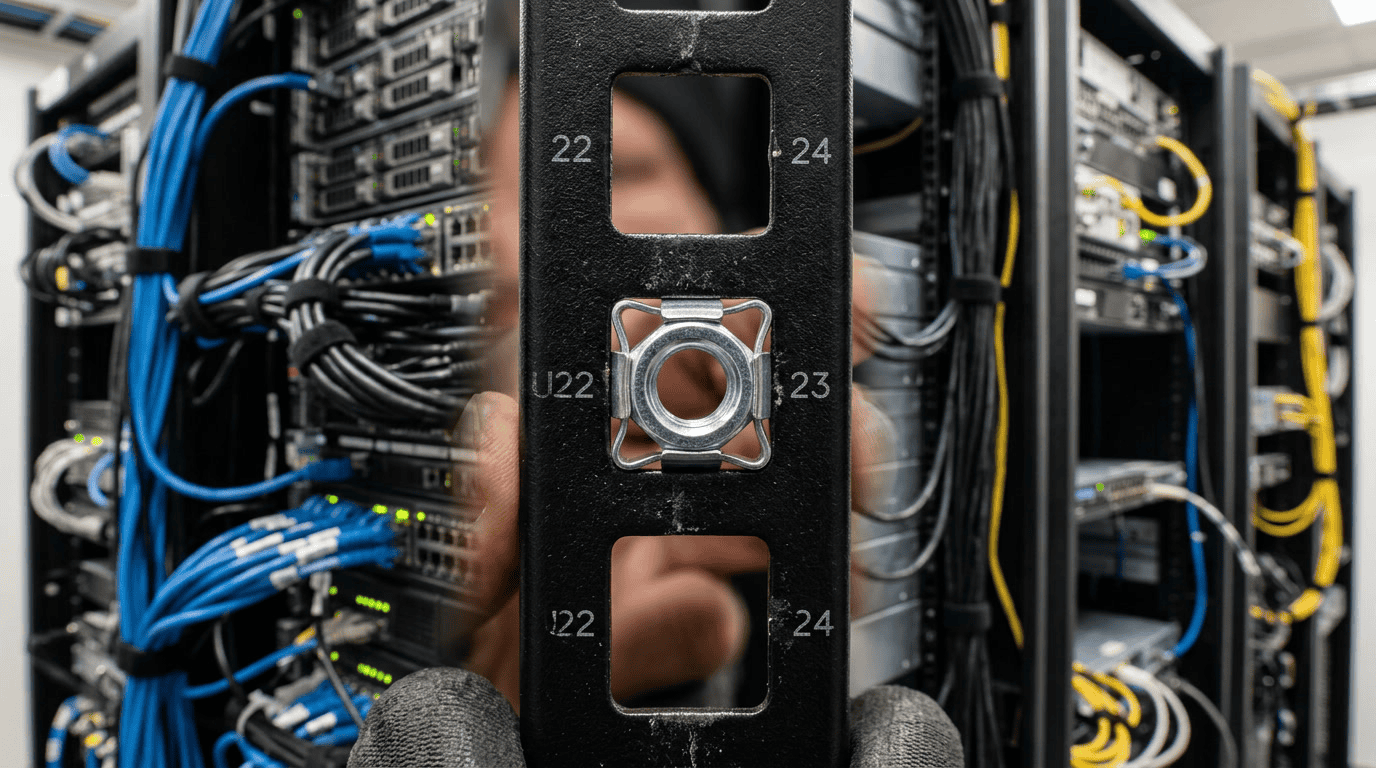
Eine Käfigmutter ist ein mit Federstahl ummanteltes, gewindetes Einsatzteil, das in ein quadratisches Paneelloch einrastet und Ihnen einen festen, herausnehmbaren Befestigungspunkt in Blech, Serverschränken und Gehäusen bietet – ohne Schweißen, ohne Presswerkzeug, ohne dauerhafte Verformung des Paneels.
Sie kennen das: Ein Rackmount-Switch muss eingebaut werden, Sie setzen die Schrauben ein – und sie drehen durch. Frei. Die quadratischen Löcher in der Rackschiene sind einfach nur Löcher. Nichts, worin man ein Gewinde schneiden könnte. Genau dieses Problem löst das Käfigmutter-System: Eine kleine Federstahl-Baugruppe rastet in weniger als zwei Sekunden in das quadratische Loch ein, und plötzlich haben Sie ein sicheres M6- oder 10-32-Gewinde genau dort, wo Sie es brauchen – und können es bei Bedarf wieder entfernen.
Käfigmuttern ist eine dieser Befestigungstechnologien, die man, sobald man sie verstanden hat, überall sieht: in jedem 19-Zoll-Server-Rack, in Automobil-Türverkleidungen, in Telekommunikations-Kabelmanagement-Baugruppen und zunehmend in Batteriekästen von Elektrofahrzeugen. Dieser Leitfaden erklärt, wie Käfigmuttern mechanisch funktionieren mechanisch, alle wichtigen Typen und Größen, Material- und Oberflächenauswahl, Schritt-für-Schritt-Installation sowie einen direkten Vergleich mit den drei Alternativen, die Ingenieure am häufigsten mit Käfigmuttern verwechseln.
Was sind Käfigmuttern?
Käfigmuttern sind das Verfahren, eine Gewindemutter in einen Federstahlkäfig einzusetzen und zu fixieren, sodass die Baugruppe – Käfig plus Mutter – in ein vorgefertigtes quadratisches Loch in einem Blechpaneel oder einer Rackschiene eingeklipst werden kann. Der Käfig greift elastisch an den Paneelkanten; die Mutter schwimmt leicht oder sitzt fest, je nach Typ. Das Ergebnis ist ein wiederverwendbarer Gewindebefestigungspunkt, der ohne Spezialwerkzeug am Paneel selbst hinzugefügt, versetzt oder entfernt werden kann.
Der Begriff „Käfigmutter“ umfasst sowohl die Hardware (das Käfigmutter-Produkt) als auch den Prozess (das Einrasten der Käfigmuttern vor der Endmontage). In der Produktion erfolgt das Einsetzen während der Vormontage – ein Techniker fährt eine Schiene oder ein Paneel entlang und klippt Käfigmuttern in jede Position, die später eine Schraube aufnehmen soll. Auf der Werkbank wird eine einzelne Käfigmutter von Hand oder mit einem Setzwerkzeug in wenigen Sekunden eingesetzt.
As Der Wikipedia-Eintrag zu Käfigmuttern erklärt, dass der Hauptvorteil der Käfigmutter gegenüber einer normalen Sechskantmutter die Gefangenschaft ist: Einmal installiert, kann die Mutter nicht hinter das Paneel fallen, nicht während der Wartung ins Gehäuse fallen und sich nicht aus dem Schraubweg drehen. Genau dieses gefangene, fixierte Verhalten macht Käfigmuttern im Rack- und Gehäusebau unverzichtbar.
Die Mechanik – Wie Federstahl-Käfigmuttern funktionieren
Der Käfig selbst wird aus Federstahl — typischerweise 0,3–0,5 mm dick, nach dem Formen wärmebehandelt, um die Rückfederung zu erreichen, die zum Greifen der Plattenkanten benötigt wird. Die Fertigungsreihenfolge ist entscheidend: Die Mutter (eine Standard Sechskantmutter, oft verzinkt) wird in das Käfigrohteil eingesetzt, bevor die Laschen geschlossen werden. Sobald der Käfig um die Mutter gefaltet ist, bleibt die Mutter dauerhaft gefangen.
Wenn Sie eine Käfigmutter in ein quadratisches Loch drücken, werden die hervorstehenden Laschen des Käfigs nach innen gedrückt, gehen durch das Loch und federn auf der Rückseite des Paneels wieder nach außen – sie klemmen das Paneel zwischen der vorderen Lasche und den hinteren Laschen ein. Die Haltekraft hängt von der Paneeldicke ab. Die meisten Standard-Käfigmuttern sind für Paneele mit 0,8–2,0 mm Dicke ausgelegt; außerhalb dieses Bereichs können die Laschen entweder nicht weit genug zusammengedrückt werden (zu dick) oder sie rasten durch, ohne zu halten (zu dünn).
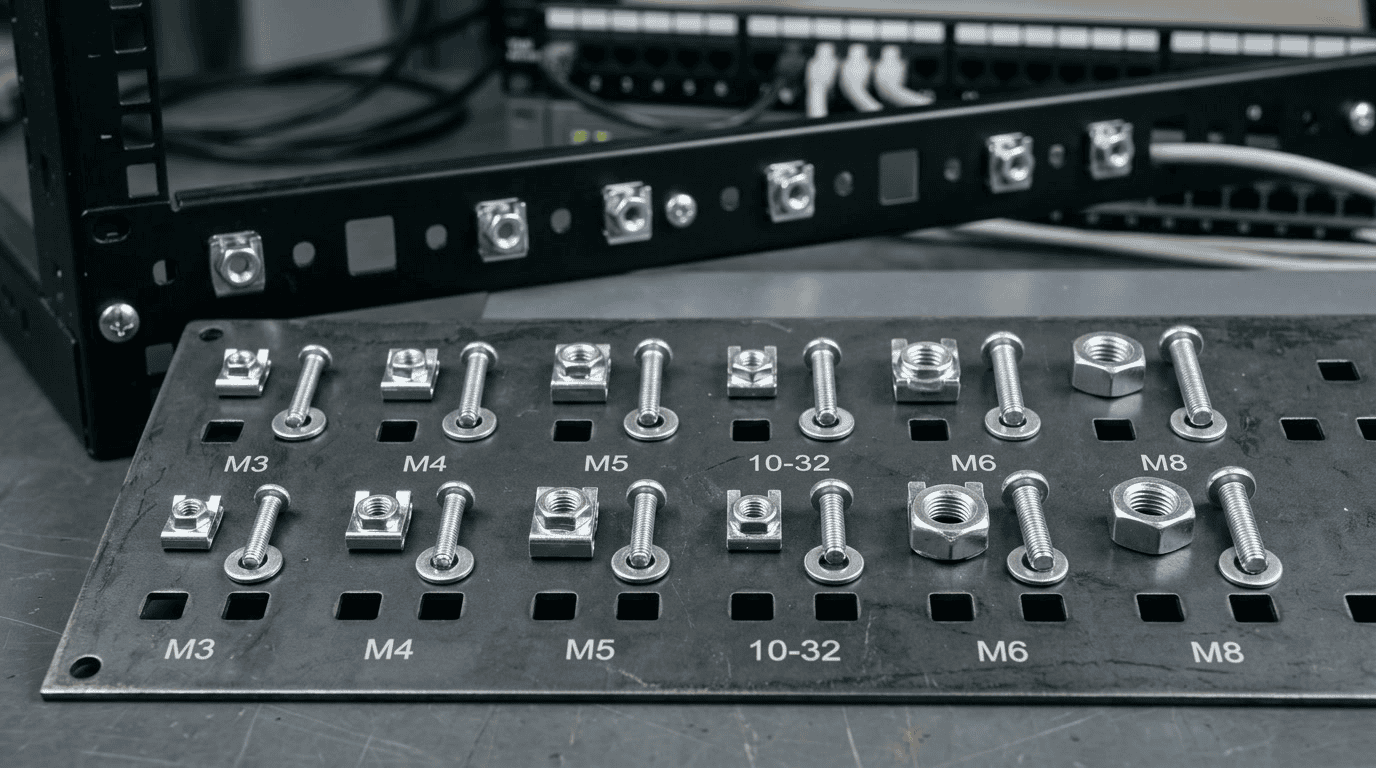
Die Gewindeform in der Mutter ist standardisiert – metrisch (M3 bis M12) oder zöllig (6-32, 10-32, 12-24, 1/4-20). Da die Mutter mechanisch eine Standard-Sechskantmutter ist, hält sie die für ihre Festigkeitsklasse üblichen Drehmomente aus. Was sich ändert, ist die Haltekraft des Käfigs selbst – typischerweise 10–50 N Auszugswiderstand – was für Rackmontage-Belastungen ausreicht, aber nicht für strukturelle Zuganwendungen.
Terminologie und Standards für Käfigmuttern
Einige Begriffe werden in Katalogen und Spezifikationen synonym verwendet. Die Unterscheidung verhindert Fehlbestellungen:
- Käfig Nuss — der Standardbegriff; eine separate Mutter, die in einem Federstahlkäfig gehalten wird
- Festmutter — übergeordnete Kategorie; umfasst Käfigmuttern, Einpressmuttern und Schweißmuttern
- Clipmutter — meist ein U-förmiger Federstahlclip, der eine Sechskantmutter hält; ähnliche Funktion, andere Bauform
- Rackmutter — umgangssprachlicher Begriff für Käfigmuttern, die speziell in EIA-310 Standard-Server-Racks verwendet werden
- Schwimmende Mutter — eine Käfigmutter mit schwimmender Position; die Mutter kann sich ±1–2 mm im Käfig bewegen, um Fehlstellungen auszugleichen
Die EIA/TIA-310 Der Standard regelt die Montage von 19-Zoll-Rack-Geräten, einschließlich des quadratischen Lochmusters, für das Standard-Käfigmuttern ausgelegt sind. Nach diesem Standard beträgt das Montageloch 9,5 × 9,5 mm (für Standard-Rackschienen), und das Schraubengewinde ist 10-32 UNF oder M6, je nach Region. Racks in Deutschland verwenden typischerweise M6.
| Merkmal | Käfigmutter | Schweißmutter | PEM-Einpressmutter | Nietenmutter |
|---|---|---|---|---|
| Montagemethode | Einrasten in das quadratische Loch | An das Panel schweißen | Einpressen/Hämmern in das runde Loch | Nietpistole in rundes Loch |
| Removable? | ✅ Ja, wiederverwendbar | ❌ Dauerhaft | ❌ Dauerhaft | ❌ Dauerhaft |
| Zugang zum Panel erforderlich | Nur vorne | Beidseitig | Nur vorne | Nur vorne |
| Verformung des Panels | Nichts | Risiko von Hitzeverformung | Leichte Stauchung | Leichte Ausdehnung |
| Werkzeug erforderlich | Keines (oder Setzer) | Schweißer | Presse oder Hammer | Nietpistole |
| Nach der Montage neu positionieren? | ✅ Einfach | ❌ Nein | ❌ Nein | ❌ Nein |
Arten von Käfigmuttern
Die drei Haupttypen von Käfigmuttern sind fest, schwimmend und verriegelnd – und die falsche Auswahl ist der häufigste Bestellfehler, den Ingenieure machen. Feste Käfigmuttern sind geeignet, wenn die Löcher präzise positioniert sind. Schwimmende Typen gibt es speziell für Baugruppen, bei denen das Lochmuster zwischen den passenden Teilen um ±1–2 mm variieren kann. Verriegelnde Versionen bieten zusätzlichen Widerstand gegen Drehmoment für Umgebungen mit Vibration.
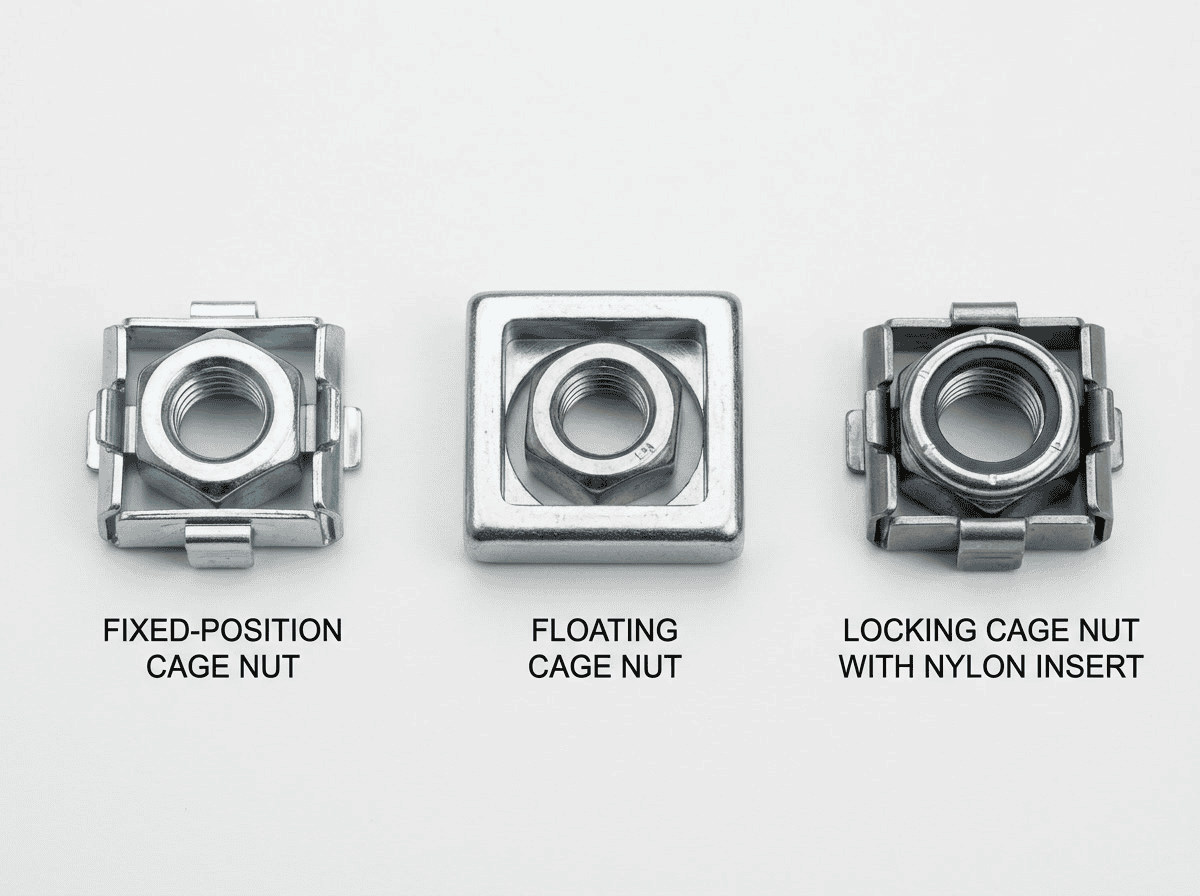
Standard-Käfigmuttern mit fester Position
Die am häufigsten verwendete Käfigmutter. Die Mutter sitzt zentriert im Käfig mit minimalem Spiel. Nach dem Einrasten in das Plattenloch befindet sich das Gewinde an einer festen Position. Am besten geeignet für:
- Server-Rack-Schienen wo EIA-310-Lochmuster eng toleriert sind
- Gehäuseplatten gefräst oder gestanzt mit präzise positionierten Löchern
- Serienfertigung wo eine gleichmäßige Drehmomentanwendung wichtiger ist als Flexibilität bei der Ausrichtung
In der Praxis haben wir festgestellt, dass Standard-Käfigmuttern etwa 80 % der Anwendungen in Racks und Gehäusen abdecken. Gewindegrößen M3, M4, M5, M6, M8, 6-32, 10-32, 12-24 und 1/4-20 sind in diesem Format weit verbreitet. Das Käfigmaterial ist fast immer Kohlenstoffstahl; die Beschichtung variiert (siehe Materialabschnitt unten).
Ein Punkt, der in technischen Datenblättern selten erwähnt wird: Die Geometrie der Käfiglasche beeinflusst nicht nur die Haltekraft, sondern auch die Montagefreundlichkeit. Käfige mit breiterer Vorderflansch lassen sich leichter am Loch ausrichten; Käfige mit schmalen Laschen erfordern eine präzisere Positionierung vor dem Einrasten. Bei Montagearbeiten mit hoher Wiederholungsrate macht dieser ergonomische Unterschied bei Hunderten von Installationen pro Schicht einen Unterschied.
Schwimmende Käfigmuttern — Selbstjustierend bei nicht fluchtenden Löchern
Schwimmende Käfigmuttern ermöglichen es der inneren Mutter, sich innerhalb des Käfigs um ±1–2 mm in X- und Y-Richtung zu bewegen. Die Mutter ist nicht starr zentriert – sie wird lose in einer größeren Käfighöhlung gehalten. Wenn die passende Schraube eingedreht wird, zentriert sich die Mutter selbst auf der Schraubenachse und toleriert kleine Lochversätze zwischen den zu verbindenden Platten.
Verwenden Sie schwimmende Käfigmuttern, wenn:
- Zwei vorgebohrte Platten verbunden werden müssen und deren Lochmuster nach Lackierung, Beschichtung oder thermischer Ausdehnung möglicherweise nicht perfekt übereinstimmen
- Schweißbaugruppen wenn sich die Löcher der zweiten Platte durch Wärmeeinwirkung verschoben haben
- MRO-Ersatz Szenarien, in denen eine neue Platte nicht exakt dem ursprünglichen Lochbild entspricht
Der Nachteil schwimmender Typen: Etwas mehr Spiel in der montierten Baugruppe, bis die Schraube vollständig angezogen ist. In Umgebungen mit Vibrationen kann dies zu Reibkorrosion führen. Für diese Situationen löst die verriegelnde Variante beide Probleme.
Verriegelnde / selbstsichernde Käfigmuttern
Verriegelnde Käfigmuttern fügen der gefangenen Mutter ein verformtes Gewindeelement hinzu – oft ein Nyloneinsatz (ähnlich einer Nyloc-Mutter) oder ein mechanisch verformtes Gewindeprofil. Das vorherrschende Drehmoment verhindert das Lösen bei Vibrationen, ohne dass ein Gewindesicherungskleber erforderlich ist.
Dies sind die richtige Wahl für:
- Fahrzeugkarosseriebleche und Unterbodenkomponenten, die Straßenvibrationen ausgesetzt sind
- Gehäuse von Industriemaschinen mit vibrationsbedingten Motoren
- Jede Montage, bei der regelmäßige Wartung wiederholtes Entfernen von Schrauben bedeutet – die Verriegelungsfunktion übersteht mehrere Entfernungs-/Wiederinstallationszyklen, bevor sie abgenutzt ist
Hinweis: Verriegelnde Käfigmuttern kosten etwa das 2–3-fache von Standard-Käfigmuttern und erfordern ein etwas höheres Installationsdrehmoment. Für statische Rack-Umgebungen ist der Kosten- und Arbeitsaufwand in der Regel nicht gerechtfertigt.
| Gewindegröße | Quadratische Lochgröße | Bereich der Plattendicke | Typische Haltekraft | Gemeinsame Norm |
|---|---|---|---|---|
| M3 | 4,5 × 4,5 mm | 0,5 – 1,2 mm | 10–15 N | DIN EN 20898 |
| M4 | 6,0 × 6,0 mm | 0,8 – 1,5 mm | 15–20 N | DIN EN 20898 |
| M5 | 7,0 × 7,0 mm | 0,8 – 2,0 mm | 20–30 N | DIN EN 20898 |
| M6 | 9,5 × 9,5 mm | 1,0 – 2,0 mm | 25–40 N | EIA-310 / DIN |
| M8 | 11,5 × 11,5 mm | 1,2 – 2,5 mm | 30–50 N | DIN EN 20898 |
| 10-32 UNF | 9,5 × 9,5 mm | 1,0 – 2,0 mm | 25–40 N | EIA-310 (Deutschland) |
| 12-24 UNC | 9,5 × 9,5 mm | 1,0 – 2,0 mm | 25–40 N | Rack / Gehäuse |
| 1/4-20 UNC | 11,0 × 11,0 mm | 1,2 – 2,5 mm | 30–50 N | Schweres Gehäuse |
Materialien, Oberflächen & Festigkeit
Für die meisten Anwendungen im Innenbereich von Racks und Gehäusen eignen sich käfigmuttern aus verzinktem Kohlenstoffstahl gut und sind am kostengünstigsten. Edelstahl A2 ist die richtige Wahl für feuchte, küstennahe oder chemische Umgebungen. Schwarzoxid eignet sich für abgeschlossene Baugruppen mit geringer Reflexion, bei denen die Optik wichtig ist.
Die Materialfrage wird oft als Nebensache behandelt – und genau dann treten Korrosion oder galvanische Ausfälle zwei Jahre nach Inbetriebnahme auf. Lassen Sie uns das richtig angehen.
Kohlenstoffstahl mit Zinkbeschichtung
Der Branchenstandard. Käfig und Mutter bestehen beide aus niedriglegiertem Kohlenstoffstahl (typischerweise AISI 1008–1020), der Käfig ist einsatzgehärtet oder federgehärtet. Die Zink-Elektroplattierung – typischerweise 5–12 µm dick – bietet Korrosionsschutz und erfüllt die RoHS-Anforderungen, wenn eine trivalente Chromatpassivierung verwendet wird.
Die Salzsprühbeständigkeit für standardmäßig verzinkte Käfigmuttern beträgt typischerweise 96–200 Stunden gemäß ISO 9227. Das klingt nach viel, bis man erkennt, dass Geräte an der Küste oder im Außenbereich eine vergleichbare Korrosionsbelastung innerhalb von Monaten erfahren. Für Innenräume, klimatisierte Rechenzentren und Geräteschränke ist verzinkter Stahl vollkommen ausreichend. Das deckt die überwiegende Mehrheit der Anwendungen für Käfigmuttern ab.
Rostfreier Stahl A2-70
Wenn Feuchtigkeit, salzhaltige Luft, Säuren oder Reinigungsmittel im Spiel sind, sollte man auf A2 (304-äquivalente) Edelstahl-Käfigmuttern umsteigen. Edelstahl-Käfigmuttern kosten 3–5× mehr als verzinkter Stahl, aber die Salzsprühbeständigkeit übersteigt 500 Stunden und die Korrosionsbeständigkeit ist in den meisten industriellen Umgebungen praktisch unbegrenzt.
Wichtiger Nuance: galvanische Verträglichkeit. Wenn Sie eine Edelstahlschraube in eine Edelstahl-Käfigmutter eindrehen, die in einem Stahlblech montiert ist, sind Mutter und Schraube kompatibel. Wenn jedoch die Rackschiene aus unbehandeltem Aluminium besteht und Sie Käfigmuttern aus Kohlenstoffstahl einsetzen, entsteht an der Schnittstelle zwischen Käfig und Schiene galvanische Korrosion. In diesem Fall sind Käfigmuttern aus Edelstahl oder aluminiumverträgliche Käfigmuttern die richtige Spezifikation.
Schwarzoxid für blendfreie Gehäuse
Schwarzoxid-Käfigmuttern bestehen aus Kohlenstoffstahl mit einer Umwandlungsbeschichtung – keiner Beschichtung. Die Oxidschicht ist nur 1–3 µm dick und bietet für sich genommen nur minimalen Korrosionsschutz (wird typischerweise mit Öl oder Wachs für 24–48 Stunden Salzsprühschutz aufgetragen). Der Hauptgrund für die Spezifikation von Schwarzoxid: Ästhetik und Reduzierung der Lichtreflexion in Kameragehäusen, Audiogeräten und Präzisionsinstrumentengehäusen, in denen Reflexionen problematisch sind.
Wenn ein schwarzes Erscheinungsbild mit echtem Korrosionsschutz benötigt wird, sollten stattdessen schwarz verzinkte Käfigmuttern spezifiziert werden – das Zink ist weiterhin vorhanden, hat aber eine schwarze Chromatschicht, die eine 96-stündige Salzsprühbeständigkeit mit einer blendarmen Oberfläche bietet.
Wo Käfigmuttern verwendet werden – Branchenanwendungen
Käfigmuttern sind das dominierende Befestigungselement in drei spezifischen Umgebungen: EIA-310-Serverracks, industrielle Elektrogehäuse und Blechkonstruktionen in der Automobil- und Luftfahrtindustrie, bei denen Demontierbarkeit erforderlich ist. Außerhalb dieser drei setzen sich alternative Befestigungsmethoden oft aufgrund von Kosten oder Auszugsfestigkeit durch.
Serverracks und Rechenzentren
Dies ist das Stammgebiet der Käfigmuttern. Die EIA/TIA-310-Norm für 19-Zoll-Rackgeräte definiert das quadratische Montageloch (9,5 × 9,5 mm) und das 1U-Lochraster (1,75 Zoll), für das Käfigmuttern ausgelegt sind. Fast jeder Server, Switch, Patchpanel und jede PDU, die in ein Rack eingebaut wird, verwendet Käfigmuttern, weil:
- Die Rackschienen haben quadratische Löcher – keine Gewindeeinsätze – daher sind Käfigmuttern erforderlich, um ein Gewinde zu erhalten
- Geräte werden im Laufe ihres Lebenszyklus ständig eingerackt, ausgerackt und wieder eingerackt
- Das Einsetzen von Käfigmuttern ermöglicht es Technikern, Käfigmuttern im Voraus zu positionieren, bevor schweres Gerät eingeschoben wird, anstatt Schrauben in Blindlöcher zu fummeln.
In einer typischen Rechenzentrumsreihe kann ein einzelner 42U-Rack 96–168 Käfigmuttern an zwei Schienen verwenden. Das Vorplatzieren dieser Käfigmuttern (der „Caging“-Schritt bei der Rack-Vorbereitung) ist ein Standardbestandteil der Rack-Aufbauverfahren bei jedem großen Colocation- und Hyperscale-Betreiber.
Elektrische Gehäuse und Schalttafeln
Blechgehäuse für SPS, Motorantriebe und Schalttafeln verwenden Käfigmuttern aus denselben Gründen: Die Montagepositionen ändern sich je nach Schalttafel-Layout, Gehäuse werden aus gekauftem Blech zusammengesetzt, das mit quadratischen Ausbrechöffnungen geliefert wird, und der Monteur benötigt ein Gewinde ohne Zugang zur Rückseite.
Standardgrößen für Käfigmuttern in elektrischen Gehäusen sind M4, M5 und M6 metrisch oder 10-32 und 1/4-20 Zoll-Serie, je nachdem, ob das Gerät nach IEC- oder NEMA/UL-Spezifikationen gefertigt ist. Ein wesentlicher Unterschied zu Rack-Anwendungen: Gehäusewände sind oft dicker (2,0–3,0 mm pulverbeschichteter Stahl), was bedeutet, dass Käfigmuttern mit größerem Blechdickenbereich spezifiziert werden müssen – oder dass schwere Gehäuse-Käfigmuttern mit längeren Käfiglaschen verwendet werden.
Automobil, EV-Batteriepacks & Luft- und Raumfahrt-Blech
Automobil-Karosserien im Rohbau verwenden seit Jahrzehnten Clipmuttern und Käfigmuttern zur Befestigung von Verkleidungsteilen, bei denen Schrauben von einer Seite zugänglich sein müssen und eine Demontage für Wartungszwecke erwartet wird. Wie ARaymonds technische Dokumentation zu industriellen Käfigmutter-Lösungen zeigt, ist die selbstjustierende Schwimmerversion besonders im Automobilbereich für Verkleidungsteile beliebt, da lackierte und geformte Blechverkleidungen routinemäßig um 1–2 mm von den Solllochpositionen abweichen.
Die Montage von EV-Batteriegehäusen ist ein wachsendes Segment für Käfigmuttern. Die Befestigung von Batteriemodulen erfordert lösbare Verbindungen (der Zugang zum Batteriedienst ist in mehreren Rechtsgebieten vorgeschrieben), und die leichten Aluminiumgehäuse benötigen Befestigungssysteme, die dünnwandiges Material nicht dauerhaft verformen. Laut Graingers Industriebefestigungskatalogist die Nachfrage nach M6- und M8-Edelstahl-Käfigmuttern für EV-nahe Anwendungen seit 2023 deutlich gestiegen, was den Trend zu modularen, wartungsfreundlichen Batteriedesigns widerspiegelt.
Luft- und Raumfahrt-Blechanwendungen verwenden Käfigmuttern hauptsächlich für Zugangsklappen – Inspektionsabdeckungen, Avionik-Buchtüren und Strukturverkleidungen, bei denen sowohl Demontierbarkeit als auch geringes Gewicht gefordert sind. In diesen Anwendungen sind Käfigmuttern typischerweise aus Edelstahl oder Titan, und das Käfigdesign wird oft speziell für die jeweilige Blechdicke und die erforderliche Auszugskraft entwickelt.
So installieren Sie Käfigmuttern – Schritt für Schritt
Die Installation einer Käfigmutter dauert bei korrekter Ausführung 5–15 Sekunden pro Mutter. Die beiden häufigsten Fehlerquellen sind falsche Lochgrößen (Mutter fällt durch oder rastet nicht ein) und Überdrehen der Schraube (das Gewinde der Mutter wird beschädigt oder der Käfig verformt sich). Hier ist der Ablauf für die manuelle und werkzeugbasierte Montage.
Manuelle Finger-Press-Methode
Für dünnwandige Bleche (0,8–1,5 mm) und gelegentliche Montage ohne Setzwerkzeug:
- Lochgröße überprüfen. Das quadratische Loch muss der Käfigmutter-Spezifikation entsprechen – typischerweise 9,5 × 9,5 mm für M6/10-32, 7,0 × 7,0 mm für M5. Verwenden Sie eine Lochlehre oder einen Messschieber; ein Loch, das auch nur 0,5 mm zu groß ist, führt dazu, dass die Käfiglaschen durchfedern, ohne Halt zu finden.
- Richten Sie die Käfigmutter aus. Die vordere Flanschseite (größere flache Fläche) zeigt zu Ihnen; die Federlaschen zeigen zur Rückseite des Panels.
- Positionieren und drücken Sie. Richten Sie die Käfiglaschen mit dem quadratischen Loch aus. Üben Sie gleichmäßigen Daumendruck aus, bis Sie fühlen (und oft hören), wie die Laschen einrasten. Die Käfigmutter sollte jetzt bündig mit der Panelfläche sitzen, ohne zu wackeln.
- Überprüfen Sie die Haltekraft. Versuchen Sie, die Käfigmutter von Hand herauszuziehen. Sie sollte mit spürbarem Kraftaufwand widerstehen. Wenn sie sich leicht herausziehen lässt, ist entweder das Loch zu groß oder das Panel außerhalb des bewerteten Dickenbereichs der Käfigmutter.
In der Praxis haben wir festgestellt, dass die manuelle Installation für 50 oder weniger Käfigmuttern pro Sitzung ausreichend ist. Darüber hinaus spart ein Setzwerkzeug erheblichen Daumenermüdung und reduziert Installationsfehler deutlich.
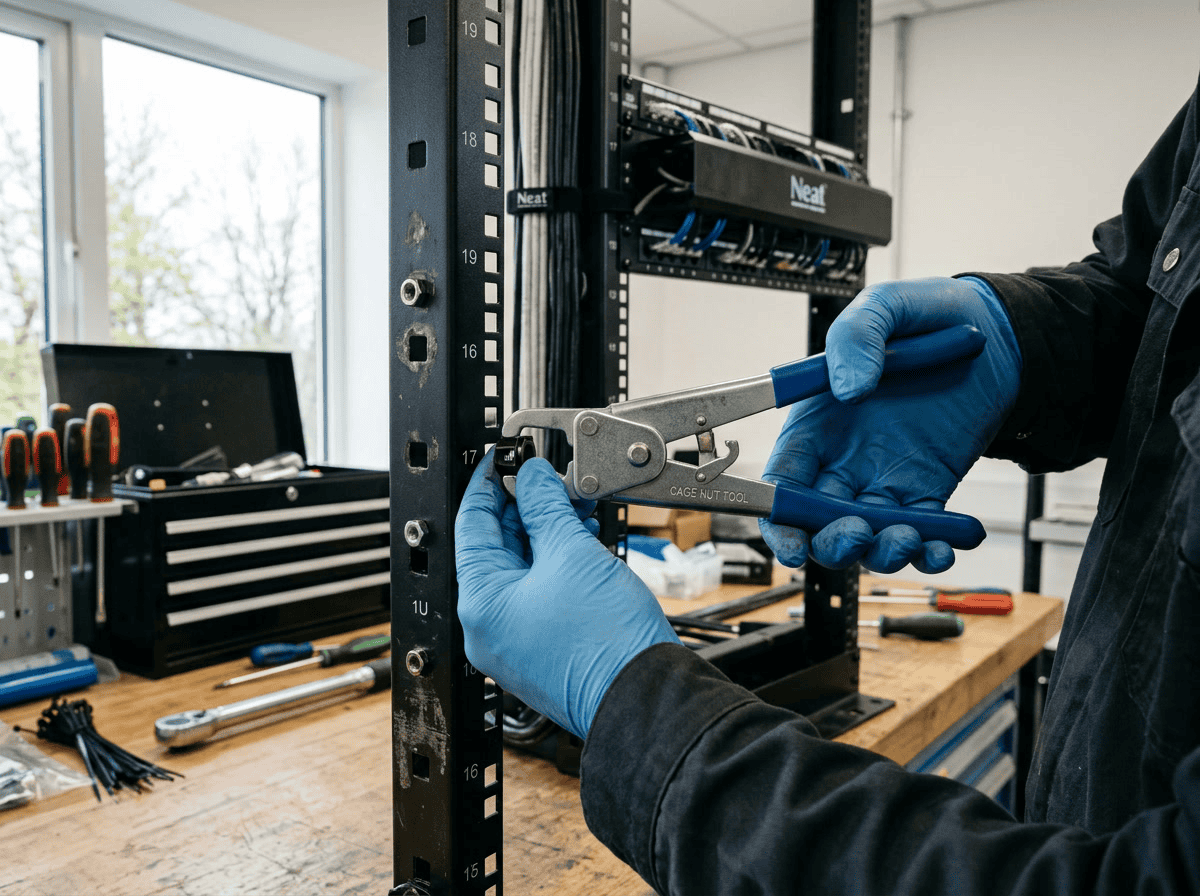
Verwendung eines Käfigmutter-Setzwerkzeugs
Ein Käfigmutter-Setzwerkzeug (manchmal auch Käfigmutter-Installationswerkzeug oder Käfigmutter-Entferner/-Setzer genannt) ist ein gabel- oder flanschförmiges Werkzeug, das die Käfiglaschen mechanisch durch das Panelloch komprimiert, ohne direkten Fingerkontakt zu erfordern. Es gibt zwei Hauptdesigns:
- Hebelartiger Setzer — ein gabelhakenförmiger Hebel komprimiert die hinteren Laschen, während eine vordere Lippe die Mutter durch das Loch zieht; Einhandbedienung
- Zangentypischer Setzer — drückt die Käfigseiten zusammen, um die Laschen zu komprimieren, und schiebt dann; erfordert beide Hände, funktioniert aber gut bei dicken Panels
Profi-Tipp: Für Rack-Installationen verwenden Sie das für Ihren spezifischen Rack-Standard entwickelte Werkzeug (EIA-310 vs. proprietär). Einige Rack-Hersteller fertigen Käfigmuttern mit leicht engerer Laschengeometrie — das falsche Setzwerkzeug kann die Käfigmutter deformieren, ohne sie vollständig zu setzen.
Mit einem Setzwerkzeug reduziert sich die Installationszeit auf 3–5 Sekunden pro Mutter. Für einen vollständigen 42U-Rack-Aufbau (96+ Käfigmuttern) ist das der Unterschied zwischen einer 25-minütigen Aufgabe und einer 2-minütigen Aufgabe.
4 häufige Fehler bei der Käfigmuttermontage
Fehler 1 — Falsche Lochgröße. Das häufigste Problem. Überprüfen Sie immer die Abmessung des quadratischen Lochs im Vergleich zur angegebenen Lochgröße der Käfigmutter. Standardmäßige M6-Käfigmuttern für EIA-310-Racks benötigen ein Loch von 9,5 × 9,5 mm; M5-Käfigmuttern benötigen 7,0 × 7,0 mm. Ein Loch, das 0,5 mm zu groß ist, bedeutet keine Haltekraft — die Mutter fällt beim ersten Schrauben festziehen in das Gehäuse.
Fehler 2 — Überschreitung der Paneldicke. Jede Käfigmutter hat einen angegebenen Bereich für die Paneldicke. Wenn Ihr Panel 2,5 mm dick ist und die Käfigmutter für 2,0 mm ausgelegt ist, springen die Laschen nicht weit genug zurück, um zu greifen. Die Mutter fühlt sich „installiert“ an, hat aber im Wesentlichen keine Ausziehwiderstandskraft. Messen Sie die Paneldicke einschließlich eventueller Beschichtung; Pulverbeschichtung fügt 60–100 µm pro Seite hinzu.
Fehler 3 — Die Schraube zu fest anziehen. Das Gewinde der Käfigmutter ist ein Standardmuttergewinde, aber die Käfigbaugruppe ist nicht strukturell starr. Ein zu hohes Anzugsdrehmoment beschädigt nicht nur das Gewinde – es kann auch den Käfigkörper verformen, sodass sich die Mutter frei dreht oder der Käfig sich von der Platte löst. Halten Sie die Drehmomentspezifikationen ein: M6-Käfigmuttern in 1,5 mm Stahl → maximal 5–7 Nm; 10-32 → maximal 3–4 Nm.
Fehler 4 — Käfigmuttern in der falschen Reihenfolge montieren. Bei Rack-Montagen sollten Käfigmuttern vor dem Einschieben des Geräts installiert werden. Die Montage der Käfigmuttern nach dem Einbau des Geräts bedeutet oft, dass nur eingeschränkter Zugang besteht – was zu falschen Werkzeugwinkeln führt, die verbogene Laschen oder nicht gehaltene Muttern verursachen, die auf den Rackboden fallen.
Käfigmuttern vs. alternative Befestigungsmethoden
Käfigmuttern punkten durch Entfernbarkeit und keine Modifikation der Platte. Eingepresste PEM-Muttern punkten durch Auszugsfestigkeit und bündiges Profil. Nietmuttern punkten bei Anwendungen mit dicken Wänden oder Rohren. Schweißmuttern punkten durch absolute Steifigkeit. Wählen Sie die Befestigungsmethode entsprechend der strukturellen Anforderung, nicht nur nach Gewohnheit.
Hier treffen die meisten Ingenieure entweder gleich die richtige Entscheidung oder überdenken sie im Rahmen eines Garantieanspruchs. Hier der ehrliche Vergleich:
Käfigmuttern vs. eingepresste PEM-Muttern
PEM-Muttern (Befestigungselemente von PennEngineering, wobei „PEM“ oft allgemein für jede Einpressmutter verwendet wird) werden durch Einpressen einer Flanschmutter in ein Rundloch installiert – der gerändelte Schaft der Mutter verankert sich im Plattenmaterial und der Flansch wird gegen die Plattenoberfläche gestaucht. Das Ergebnis ist eine dauerhaft installierte, flächenbündige Mutter mit Auszugskräften, die typischerweise 3–10× höher sind als bei einer Käfigmutter.
Verwenden Sie PEM-Muttern, wenn:
- Die Gewindeposition festgelegt ist und nie geändert werden muss
- Eine Auszugsfestigkeit > 500 N erforderlich ist (Käfigmuttern erreichen typischerweise maximal 50–100 N)
- Eine flache, bündige Montage benötigt wird (PEM-Muttern sitzen bündig; Käfigmuttern haben einen sichtbaren Frontflansch)
Verwenden Sie Käfigmuttern anstelle von PEM-Muttern, wenn:
- Die Platte bereits geformt/lackiert ist (die Installation von PEM-Muttern erfordert Presskraft, die fertige Platten verformen kann)
- Die Lochpositionen sich zwischen Produktionsläufen ändern können
- Das Plattenmaterial ist zu dünn für die PEM-Installation (< 0,8 mm ist für die meisten PEM-Mutter-Designs grenzwertig)
Käfigmuttern vs. Nietmuttern
Rivets Nietmuttern (auch als Blindnietmuttern oder Rivnuts bezeichnet) werden durch ein rundes Loch mit einer Nietzange installiert – der Dorn wird gezogen, wodurch das hintere Ende der Nietmutter zusammengedrückt wird und das Blech von hinten greift. Die Montage erfordert nur den Zugang von einer Seite, ähnlich wie bei Käfigmuttern, aber die Verbindung ist nach dem Setzen dauerhaft.
Der Vorteil von Nietmuttern gegenüber Käfigmuttern: Sie funktionieren in runden Löchern (kein quadratisches Loch erforderlich), sie funktionieren in gebogenen oder rohrförmigen Abschnitten und sie halten höheren Auszugsbelastungen stand (200–2.000 N je nach Größe). Der Nachteil: dauerhafte Montage, teureres Werkzeug (Nietzange) und die Nietmutter kann nicht versetzt werden.
Für Serverrack-Anwendungen gewinnen Käfigmuttern fast immer gegenüber Nietmuttern, einfach weil die quadratischen Löcher gemäß EIA-310-Standard bereits vorhanden sind. Es gibt keinen Grund, runde Löcher zu bohren, wenn die quadratischen das Standardmuster sind.
Käfigmuttern vs. Schweißmuttern
Schweißmuttern sind genau das, was der Name sagt: Eine Mutter mit Bund oder Ansatz, die beim Fertigen durch Punktschweißen oder MIG-Schweißen am Blech befestigt wird. Die Auszugsfestigkeit ist extrem hoch (die Schweißnaht versagt vor dem Gewinde), die Mutter ist wirklich dauerhaft und das Blech muss vor dem Lackieren oder der Endmontage bearbeitet werden.
Das Hauptproblem von Schweißmuttern im Vergleich zu Käfigmuttern: Sie erfordern während der Fertigung den Zugang zu beiden Seiten des Blechs, spezielle Schweißausrüstung, einen qualifizierten Schweißer und einen Prozess, der vor dem Lackieren oder Beschichten des Blechs erfolgen muss. Für Blechwerkstätten mit hohen Stückzahlen ist das machbar. Für Nachrüstungen vor Ort oder Änderungen nach der Fertigung sind Schweißmuttern einfach keine Option.
Käfigmuttern existieren genau deshalb, weil die Fertigung mit Schweißmuttern keine vor Ort installierten oder nach dem Lackieren benötigten Gewinde lösen kann. Es sind ergänzende Technologien, keine austauschbaren.
| Kriterium | Käfigmutter | PEM-Einpressmutter | Nietenmutter | Schweißmutter |
|---|---|---|---|---|
| Nach der Montage entfernbar | ✅ Ja | ❌ Nein | ❌ Nein | ❌ Nein |
| Erfordert Zugang zur Rückseite des Blechs | ❌ Nein | ❌ Nein | ❌ Nein | ✅ Ja |
| Funktioniert in quadratischen Löchern | ✅ Ja | ❌ Nein (rund) | ❌ Nein (rund) | ❌ Nein |
| Auszugsfestigkeit (M6 typisch) | 25–50 N | 2.000–5.000 N | 500–2.000 N | 5.000+ N |
| Flexibilität der Blechdicke | ⚠️ Begrenzter Bereich | ⚠️ Mindestdicke | ✅ Großer Bereich | ✅ Großer Bereich |
| Nachträgliche Montage | ✅ Ja | ✅ Ja | ✅ Ja | ❌ Nein |
| Werkzeugkosten | Gering / keine | Mittel (Presse) | Mittel (Pistole) | Hoch (Schweißgerät) |
| Stückkosten (M6, Menge 100) | $0,05–0,15 | $0,15–0,40 | $0,20–0,60 | $0,10–0,25 |
Zukünftige Trends in der Käfigmuttern-Technologie (2026+)
Zwei Kräfte verändern die Nachfrage nach Käfigmuttern bis 2026 und darüber hinaus: Der Boom bei Batteriekästen für Elektrofahrzeuge treibt das Wachstum bei leichten, hochzyklischen Käfigmuttern-Designs voran, und die Fabrikautomatisierung fördert werkzeuglose Schnapp-Käfigmuttern-Formate, die von Roboter-Greifern ohne Drehmomentsensoren gehandhabt werden können.
Nachfrage nach Elektrofahrzeugen und leichten Gehäusen treibt neue Legierungen voran
Der weltweite Markt für Batteriepakete von Elektrofahrzeugen wird laut Prognosen bis 2030 mehr als $130 Milliarden überschreiten, so Branchenanalyse des Industrie-Schraubenverbände. Jedes Batteriepaket benötigt ein Gehäuse – und zunehmend muss dieses Gehäuse wartungsfreundlich befestigt werden. Rückrufprogramme, Software-Updates, die Hardwarezugang erfordern, und die Wiederverwendung von Batterien im Second-Life-Bereich treiben den Bedarf an lösbaren, wiederverwendbaren Befestigungen auf Zell- und Modulebene voran.
Die Materialherausforderung: Batteriegehäuse für Elektrofahrzeuge tendieren zu Aluminiumlegierungen (zur Gewichtsreduzierung), und Käfigmuttern, die für Stahlbleche entwickelt wurden, greifen Aluminium oft nicht effektiv – die Federkraft, die zum Zusammendrücken der Käfiglaschen bei der Montage erforderlich ist, kann eloxierte Oberflächen verkratzen, und die Haltekraft in weichen Aluminium-Quadratlöchern kann unzureichend sein. Die Antwort der Branche sind Käfigmuttern mit Aluminiumkörper und PTFE-beschichteten Laschen (zum Schutz der Oberflächen) sowie schwimmende Designs, die die Haltekraft auf eine größere Kontaktfläche verteilen.
Wir beobachten auch das Aufkommen von Verbund- und kohlefaserverstärkten Gehäusen in Premium-Elektrofahrzeuganwendungen. Die Haltekraft von Käfigmuttern in Verbundplatten ist grundsätzlich anders – Verbundlöcher verformen sich nicht elastisch wie Stahl, daher wird die traditionelle Federlaschen-Haltekraft unzuverlässig. Verklebte Käfigmutter-Baugruppen (Käfigmutter mit voraufgetragener Klebeträger) sind eine Lösung, die derzeit getestet wird.
Werkzeuglose Snap-Käfig-Designs und Fabrikautomatisierung
Die traditionelle Montage von Käfigmuttern – selbst mit einem Setzwerkzeug – ist ein manueller, taktiler Prozess. Da die Automobil- und Elektronikfertigung zunehmend auf höhere Automatisierungsgrade umstellt, stellt der Schritt „Käfigmutter von Hand installieren“ eine Automatisierungsbremse dar. Roboter-Endeffektoren können Käfigmuttern handhaben, aber präzises Snap-Feedback zur Bestätigung des vollständigen Sitzes ist technisch schwierig.
Zwei Designrichtungen adressieren dies:
- Akustische/taktile Snap-Bestätigung — Käfigmutter-Designs mit bewusst ausgeprägter Snap-Kraft und Geräusch, speziell um automatisierten Sicht- oder Kraftsensoren die Installationsbestätigung zu erleichtern
- Magnetunterstützte Käfigmuttern — ein kleiner Magnet im Käfigkörper hilft dem Roboter-Greifer beim Aufnehmen und positioniert die Käfigmutter vor dem Druckhub über dem Quadrathole
Keines dieser Designs stellt eine Revolution in der Käfigmutter-Technologie dar, aber sie zeigen, wie ernst Hersteller die Frage der Automatisierungskompatibilität nehmen. Für die meisten Bank- und Rackmontageanwendungen bis 2026 bleiben traditionelle Käfigmuttern mit Setzwerkzeugen die dominierende Methode.
FAQ
F1: Wie lautet ein anderer Name für eine Käfigmutter?
Eine Käfigmutter hat mehrere Namen: Befestigungsmutter, Rackmutter (im Server-Rack-Kontext), Clipmutter (bei Verwendung einer U-förmigen Clipform) und Schwimmende Mutter (für selbstjustierende Varianten). In europäischen Katalogen findet man auch „Käfigmutter“ (Deutsch), „écrou-cage“ (Französisch) oder die generische „Panelmutter“. Funktional beschreiben all diese Begriffe das gleiche Konzept: eine Gewindemutter, die in einem Federstahlträger gehalten wird und in ein Plattenloch eingeklipst wird.
F2: Welche Schraubengröße passt zu Standard-Käfigmuttern?
Die Gewindegröße hängt von der spezifizierten Käfigmutter ab. Die beiden am häufigsten verwendeten im Rackbereich sind 10-32 UNF (Standard in deutschen Geräten) und M6 (Standard in IEC/Europäischer Ausrüstung). Die meisten modernen Racks und Käfigmuttern werden als 10-32- oder M6-Systeme verkauft – mischen Sie diese nicht, da das Gewindesteigung unterschiedlich ist und Kreuzgewinde leicht entstehen. Für Gehäusearbeiten sind M4 und M5 üblich. Überprüfen Sie die Gewindegröße vor der Bestellung: Die Verpackung der Käfigmutter gibt die Gewindegröße auf dem Etikett an.
F3: Wie viel Drehmoment kann eine Käfigmutter halten?
Das Gewindestreifen-Drehmoment der Käfigmutter basiert auf der Gewindeklasse der Mutter (typischerweise 6H für metrisch, 2B für Zollserie) und der Eingriffslänge. Eine M6-Käfigmutter hält 8–10 Nm, bevor das Gewinde streift. Allerdings ist die Käfighaltekraft im Panel die bindende Einschränkung: Wenn der Käfig aus dem Panel gezogen wird, bevor das Gewinde streift, ist das effektive Drehmoment deutlich geringer. Für M6 in 1,5 mm Stahl sollte das Montage-Drehmoment bei 5–7 Nm liegen. Für 10-32 in 1,2 mm Panel sind 3–4 Nm das praktische Maximum.
F4: Können Käfigmuttern entfernt und wiederverwendet werden?
Ja – das ist einer der Hauptvorteile von Käfigmuttern gegenüber permanenten Alternativen. Käfigmuttern können mit einem flachen Schraubendreher (die vorderen Laschen aus dem Loch hebeln) oder einem speziellen Käfigmutter-Entfernungswerkzeug entfernt werden. Das Wiederverwendungslimit hängt von der Panelstärke und dem Zustand der Käfiglaschen ab. Nach unserer Erfahrung können Käfigmuttern typischerweise 3–5 Mal im selben Loch entfernt und wieder installiert werden, bevor die Federkraft der Laschen so weit abnimmt, dass die Haltekraft beeinträchtigt wird. Für kritische Anwendungen sollten Käfigmuttern nach 3 Entfernungszyklen ersetzt werden.
F5: Welche Lochgröße benötigt eine Käfigmutter?
Die Größe des quadratischen Lochs muss exakt der Spezifikation der Käfigmutter entsprechen. Übliche Größen:
- M3 Käfigmutter → 4,5 × 4,5 mm Loch
- M5 Käfigmutter → 7,0 × 7,0 mm Loch
- M6 / 10-32 Käfigmutter → 9,5 × 9,5 mm Loch (EIA-310 Rack-Standard)
- M8 Käfigmutter → 11,5 × 11,5 mm Loch
Ein Loch, das auch nur 0,5 mm zu groß ist, bietet keinerlei Halt. Ein zu kleines Loch nimmt den Käfig nicht auf. Überprüfen Sie immer die Lochmaße im Datenblatt des Herstellers, bevor Sie Ihr Panel stanzen.
F6: Käfigmuttern vs. Clipmuttern – sind sie gleich?
Verwandt, aber nicht identisch. Eine Käfigmutter umschließt die Mutter auf allen vier Seiten in einem kastenförmigen Käfig. Eine Clipmutter (U-Mutter oder U-Clip) verwendet einen U-förmigen Federstahlclip, der über eine Panelkante oder durch einen Schlitz geschoben wird, wobei die Mutter im U gefangen ist. Clipmuttern sind häufig in Karosserieteilen von Fahrzeugen für die Befestigung an der Panelkante; Käfigmuttern dominieren in Rack- und Gehäuseanwendungen, wo quadratische Löcher Standard sind. Der Haltemechanismus ist ähnlich (Federstahlgriff), aber Lochform und Einbaurichtung unterscheiden sich.
F7: Wo kann ich Käfigmuttern kaufen – Großhandel vs. Einzelhandel?
Für kleine Mengen (10–100 Stück) führen Baumärkte und industrielle Händler Standard-Käfigmuttern M6 und 10-32; die Verfügbarkeit in allgemeinen Heimwerkermärkten ist auf Basissorten beschränkt. Für Produktionsmengen (1.000+) bestellen Sie direkt bei spezialisierten Befestigungslieferanten – die Preise sinken bei größeren Mengen deutlich: Standard M6 Käfigmuttern kosten typischerweise $0,05–0,12 pro Stück bei Mengen von 1.000, gegenüber $0,20–0,50 pro Stück im Einzelhandel. Für ungewöhnliche Größen (M3 Edelstahl, M8 schwimmend usw.) sind spezialisierte Befestigungshändler die einzige zuverlässige Quelle.
F8: Was ist ein Käfigmutter-Setzwerkzeug und brauche ich eines?
Ein Käfigmutter-Setzwerkzeug ist ein handgeführtes Werkzeug (Hebel- oder Zangenstil), das Käfigmuttern in quadratische Panel-Löcher drückt, ohne dass Daumendruck auf die Federstahl-Laschen erforderlich ist. Für gelegentliche Installationen (weniger als 20 Käfigmuttern auf einmal) reicht die Montage mit den Fingern aus. Für Rack-Bestückung (96+ Käfigmuttern pro Rack) ist ein Setzwerkzeug praktisch unverzichtbar – es reduziert die Montagezeit von ca. 15 Sekunden pro Mutter auf 3–5 Sekunden, beseitigt die Handermüdung, die zu Fehlstellungen am Ende der Sitzung führt, und sorgt für gleichmäßigere Laschenretention. Gute Käfigmutter-Setzwerkzeuge kosten $15–40; sie amortisieren sich bereits beim ersten Rack-Aufbau.
Schlussfolgerung
Käfigmuttern ist eine scheinbar einfache Technologie – ein Federstahlkäfig, eine gefangene Mutter, ein quadratisches Loch – aber die korrekte Spezifikation und Installation erfordert das Verständnis der Wechselwirkung zwischen Käfigtyp, Panelstärke, Lochgröße, Gewindestandard, Materialfinish und Anzugsmoment. Stimmen diese Variablen, bieten Käfigmuttern eine schnelle, zuverlässige, wiederverwendbare Befestigungslösung, die über Jahre von Wartungszyklen hält.
Die Entscheidung zwischen Käfigmuttern und alternativen Methoden (PEM, Nietmutter, Schweißmutter) hängt von einer einzigen Frage ab: Muss dieser Befestigungspunkt jemals bewegt werden? Wenn ja, sind Käfigmuttern fast immer die richtige Wahl. Wenn die Gewindeposition dauerhaft festgelegt ist und eine Auszugskraft über 500 N erforderlich ist, sollten Sie stattdessen Press- oder Schweißalternativen in Betracht ziehen.
Bereit, Käfigmuttern für Ihr nächstes Projekt zu spezifizieren? Durchsuchen Sie unser vollständiges Sortiment an Käfigmuttern mit metrischen und zollbasierten Gewindegrößen, einschließlich schwimmender Varianten, Edelstahloptionen und EIA-310 Rack-Standardgrößen, verfügbar in Produktionsmengen.
Verwandte Produkte
Lösungen & Cluster
- Alle Blogs
- Kundenspezifische Lösungen für Befestigungselemente
- Schrauben- & Flansch-Tutorials — Alle Artikel durchsuchen
Verwandte Artikel
- Fassmuttern: Der vollständige Leitfaden zu Typen, Größen, Anwendungen und Montage
- Dekorative Schrauben: Typen, Oberflächen, Materialien & Kaufratgeber
- Nyloc-Mutter: Typen, Größen, Standards & Kaufberatung (2026)
- Schraube vs. Bolzen: Der vollständige Leitfaden zur Auswahl des richtigen Befestigungselements
- Was sind Schraubenstifte? Typen, Anwendungen & Auswahlleitfaden
- Fahrzeug-Gewinde erklärt: Ein vollständiger Leitfaden zu Automobilbefestigungstypen, Standards und Auswahl
- Die Vorteile der Laser-Direkt-Strukturierung im modernen Design erkunden
- Nylon-Schrauben: Umfassender Leitfaden zu Typen, Größen & Anwendungen (2026)




