Cage de boulons : Guide complet des boulons de cage, types et installation
Un écrou cage est un insert fileté enfermé dans une cage en acier à ressort qui se clipse dans un trou carré d’un panneau, offrant un point de fixation captif et amovible dans la tôle, les baies de serveurs et les coffrets — sans soudure, sans outil de montage par pression, sans déformation permanente du panneau.
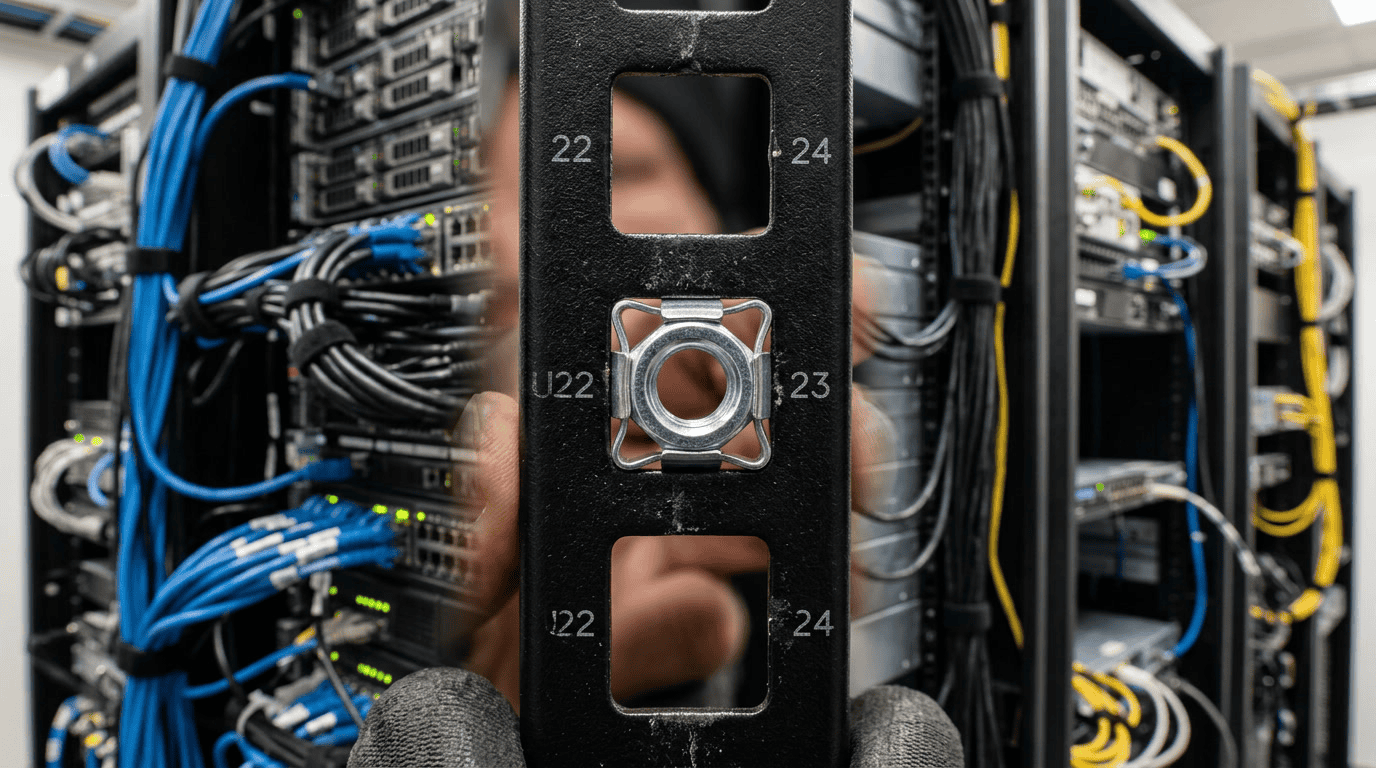
Vous connaissez la situation. Un commutateur à montage en rack doit être installé, vous insérez les vis — et elles tournent dans le vide. Les trous carrés du rail du rack ne sont que des trous. Rien pour y visser. C’est exactement le problème que le cageage d’écrous résout : un minuscule ensemble en acier à ressort se clipse dans le trou carré en moins de deux secondes, et soudain vous disposez d’un filetage M6 ou 10-32 sécurisé exactement là où vous en avez besoin, amovible si jamais vous devez reconfigurer.
Le cageage d’écrous est l'une de ces technologies de fixation que, une fois comprises, on voit partout : dans chaque rack serveur de 19 pouces, à l'intérieur des panneaux de porte automobiles, dans les assemblages de gestion de câbles télécoms, et de plus en plus dans les boîtiers de batteries de véhicules électriques. Ce guide explique comment fonctionnent les boulons de cage mécaniquement, tous les principaux types et tailles, le choix du matériau et de la finition, l'installation étape par étape, et une comparaison directe avec les trois alternatives que les ingénieurs confondent le plus souvent avec les boulons de cage.
Qu’est-ce que le cageage d’écrous ?
Le cageage d’écrous consiste à insérer et retenir un écrou fileté à l’intérieur d’une cage en acier à ressort afin que l’ensemble — cage plus écrou — puisse être clipsé dans un trou carré pré-découpé d’un panneau en tôle ou d’un rail de rack. La cage saisit les bords du panneau de façon élastique ; l’écrou flotte légèrement ou reste fixe, selon le type. Le résultat est un point de fixation fileté réutilisable qui peut être ajouté, déplacé ou retiré sans aucun outil spécial sur le panneau lui-même.
Le terme « cageage d’écrous » désigne à la fois le matériel (le produit écrou cage) et le procédé (clipser les écrous cage en place avant l’assemblage final). En production, le cageage se fait lors du sous-assemblage — un technicien parcourt un rail ou un panneau en clipsant des écrous cage à chaque position qui recevra plus tard une vis. Sur l’établi, un seul écrou cage s’installe à la main ou avec un outil de pose en quelques secondes.
As L’article Wikipédia sur les écrous cage explique que l’avantage clé de l’écrou cage par rapport à un simple écrou hexagonal est la captivité : une fois installé, l’écrou ne peut pas tomber derrière le panneau, ne peut pas être laissé tomber dans un coffret lors de la maintenance, et ne peut pas tourner hors de l’axe de la vis. Ce comportement captif et retenu est précisément ce qui rend le cageage d’écrous indispensable dans les applications de montage en rack et de coffrets.
La mécanique — Comment fonctionne le cageage en acier à ressort
La cage elle-même est estampée à partir de acier à ressort — généralement d'une épaisseur de 0,3 à 0,5 mm, traitée thermiquement après la formation pour obtenir le ressort nécessaire pour saisir les bords du panneau. La séquence de fabrication est importante : l'écrou (standard écrou hexagonal, souvent zingué) est placé dans le blank de la cage avant que les onglets ne soient formés et fermés. Une fois la cage pliée autour de l'écrou, celui-ci est captif à vie.
Lorsque vous poussez un écrou cage dans un trou carré, les languettes saillantes de la cage se compriment vers l’intérieur, passent à travers le trou, puis reprennent leur forme de l’autre côté du panneau — saisissant le panneau entre la bride avant et les languettes arrière. La force de préhension dépend de l’épaisseur du panneau. La plupart des écrous cage standards sont conçus pour des panneaux de 0,8 à 2,0 mm d’épaisseur ; en dehors de cette plage, les languettes ne peuvent pas se comprimer suffisamment (trop épais) ou traversent sans saisir (trop fin).
La forme du filetage à l’intérieur de l’écrou est standard — métrique (M3 à M12) ou en pouces (6-32, 10-32, 12-24, 1/4-20). Comme l’écrou est mécaniquement un écrou hexagonal standard, il supporte les couples de serrage standards pour sa classe. Ce qui change, c’est la force de rétention de la cage elle-même — généralement une résistance à l’arrachement de 10 à 50 N — ce qui est suffisant pour les charges en montage rack mais pas pour les applications de tension structurelle.
Terminologie et normes des écrous cage
Quelques termes sont utilisés de manière interchangeable dans les catalogues et les spécifications. Connaître les distinctions permet d’éviter les erreurs de commande :
- Cage noix — le terme standard ; un écrou séparé captif à l'intérieur d'une cage en acier à ressort
- Écrou captif — catégorie plus large ; inclut les écrous cage, les écrous à sertir et les écrous à souder
- Écrou à clip — généralement un clip en acier à ressort en forme de U qui maintient un écrou hexagonal ; fonction similaire, format différent
- Écrou de rack — terme familier pour désigner les écrous cage utilisés spécifiquement dans les racks serveurs conformes à la norme EIA-310
- Écrou flottant — un écrou cage à position flottante ; l’écrou peut se déplacer de ±1–2 mm dans la cage pour corriger un mauvais alignement
Le EIA/TIA-310 la norme régit le montage des équipements sur racks 19 pouces, y compris le motif de trous carrés pour lequel les écrous cage standards sont conçus. Selon cette norme, le trou de montage mesure 9,5 × 9,5 mm (pour rails de rack standards), et le filetage de la vis est 10-32 UNF ou M6, selon la région. Les racks en France utilisent généralement le M6.
| Fonctionnalité | Écrou cage | Écrou à souder | Écrou à sertir PEM | Écrou rivet |
|---|---|---|---|---|
| Méthode d’installation | S’enclenche dans un trou carré | Souder sur le panneau | Sertir/marteler dans un trou rond | Pistolet à riveter dans un trou rond |
| Removable? | ✅ Oui, réutilisable | ❌ Permanent | ❌ Permanent | ❌ Permanent |
| Accès au panneau nécessaire | Face avant uniquement | Les deux côtés | Face avant uniquement | Face avant uniquement |
| Déformation du panneau | Aucun | Risque de déformation thermique | Légère matriçage | Légère expansion |
| Outils requis | Aucun (ou poseur) | Soudeur | Presse ou marteau | Pistolet à riveter |
| Repositionner après installation ? | ✅ Facile | ❌ Non | ❌ Non | ❌ Non |
Types d’écrous cage
Les trois principaux types d’écrous cage sont fixes, flottants et autobloquants — et choisir le mauvais est l’erreur de commande la plus courante chez les ingénieurs. Les écrous cage fixes conviennent lorsque les trous sont précisément positionnés. Les types flottants existent spécifiquement pour les assemblages où les motifs de trous peuvent varier de ±1–2 mm entre les pièces à assembler. Les versions autobloquantes ajoutent une résistance au desserrage pour les environnements soumis aux vibrations.
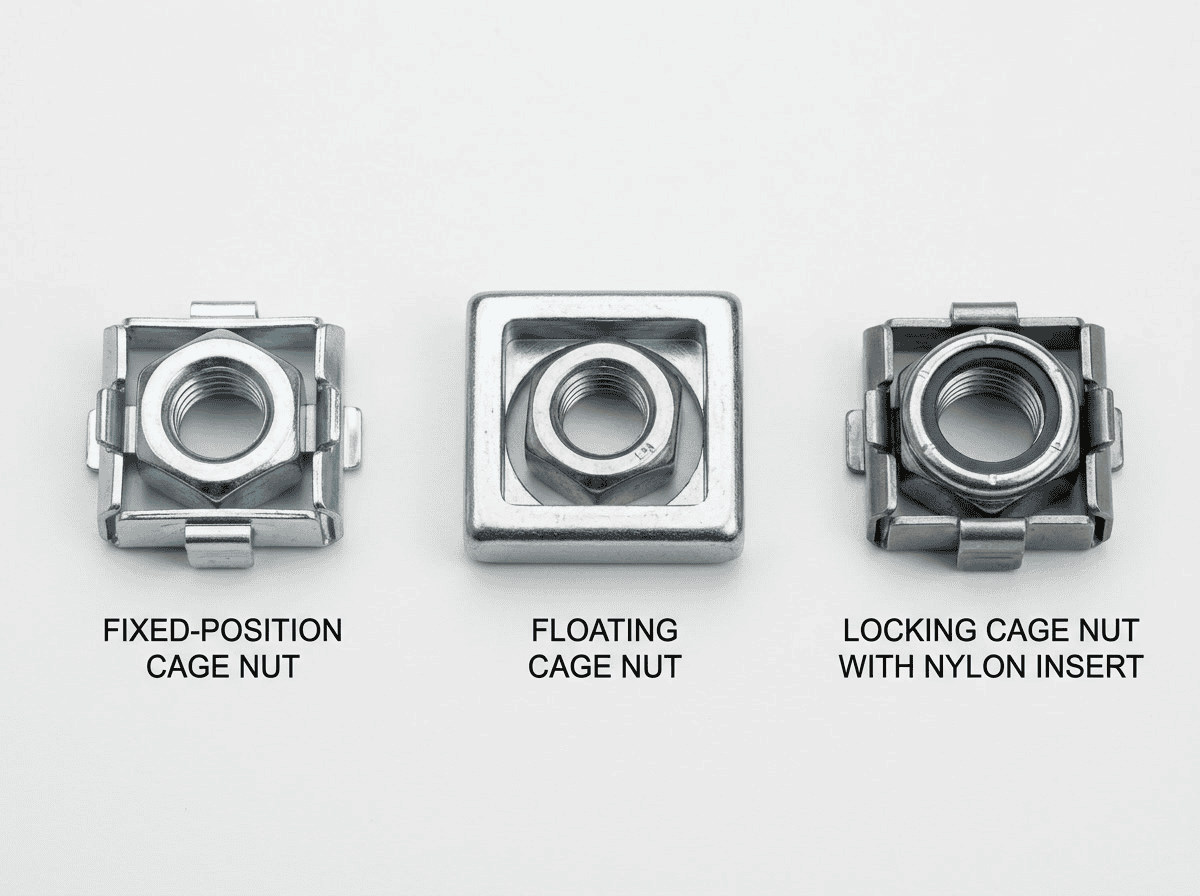
Écrous cage standard à position fixe
L’écrou cage le plus courant. L’écrou est centré dans la cage avec un flottement minimal. Une fois enclenché dans le trou du panneau, il présente le filetage à un emplacement fixe. Idéal pour :
- Rails de rack serveur où les motifs de trous EIA-310 sont très tolérancés
- Panneaux d’enceinte usinés ou poinçonnés avec des trous précisément localisés
- Production à grand volume où l’application de couple constante est plus importante que la flexibilité d’alignement
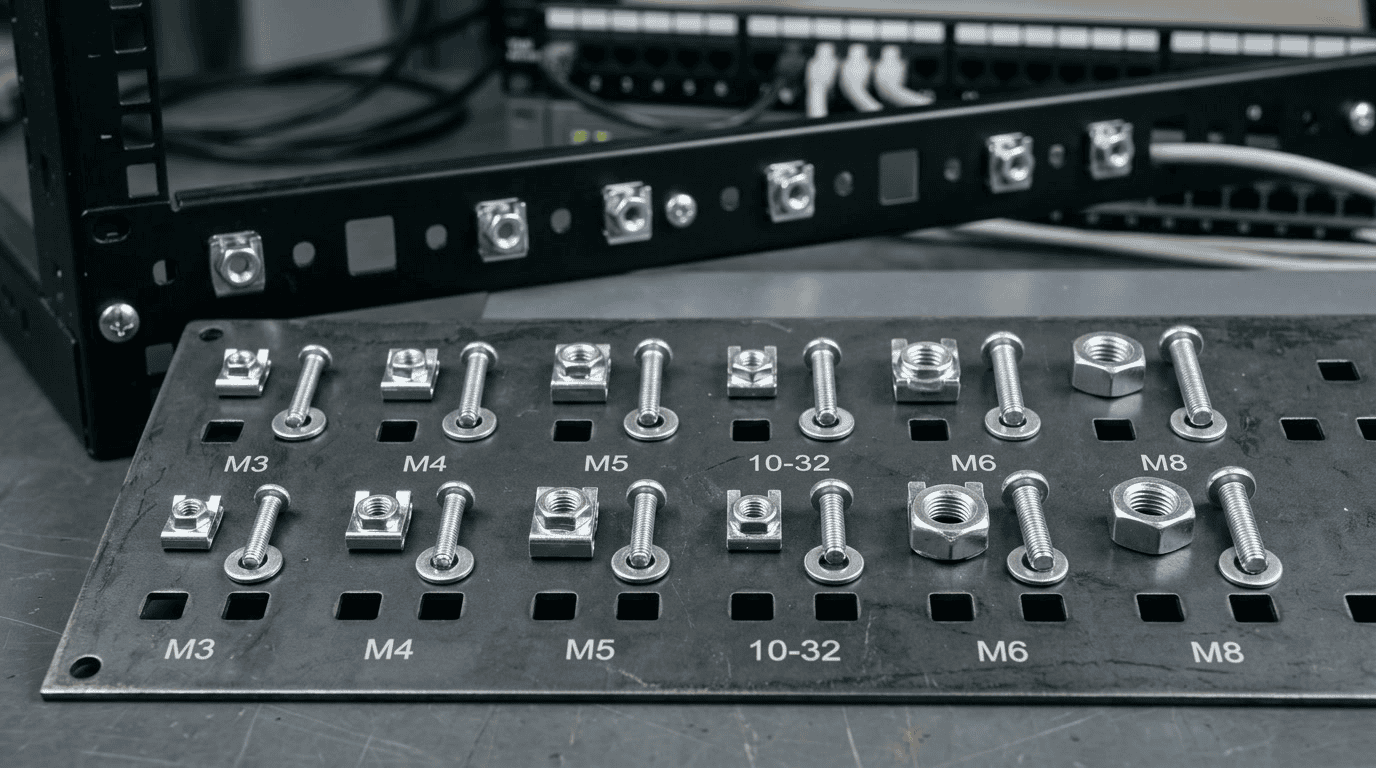
En pratique, nous avons constaté que les écrous cage standard couvrent environ 80 % des applications de racks et d’enceintes. Les tailles de filetage M3, M4, M5, M6, M8, 6-32, 10-32, 12-24 et 1/4-20 sont toutes largement disponibles dans ce format. Le matériau de la cage est presque toujours en acier au carbone ; le revêtement varie (voir la section matériaux ci-dessous).
Un point rarement mentionné dans les fiches techniques : la géométrie des languettes de la cage influence la facilité d’installation, pas seulement la rétention. Les cages avec une bride avant plus large sont plus faciles à aligner avec le trou ; celles avec des languettes étroites nécessitent un positionnement plus précis avant l’enclenchement. Pour un travail d’assemblage répétitif, cette différence d’ergonomie compte sur des centaines d’installations par poste.
Écrous cage flottants — auto-alignement pour trous désalignés
Les écrous cage flottants permettent à l’écrou intérieur de bouger ±1–2 mm dans les directions X et Y à l’intérieur de la cage. L’écrou n’est pas rigidement centré — il est retenu de façon lâche dans une cavité de cage plus grande. Lorsque la vis d’accouplement commence à se visser, l’écrou s’auto-centre sur l’axe de la vis, tolérant un léger désalignement des trous entre les deux panneaux à assembler.
Utilisez des écrous cage flottants lorsque :
- Deux panneaux pré-percés doivent être assemblés et leurs motifs de trous peuvent ne pas s’aligner parfaitement après peinture, revêtement ou dilatation thermique
- Assemblages soudés où les trous du panneau secondaire ont bougé lors de la distorsion thermique
- Remplacement MRO scénarios où un nouveau panneau ne correspond pas exactement à la disposition originale des trous
L’inconvénient des types flottants : un peu plus de jeu dans l’assemblage installé jusqu’à ce que la vis soit complètement serrée. Dans les environnements soumis aux vibrations, cela peut provoquer du fretting. Pour ces situations, la variante à verrouillage résout les deux problèmes.
Écrous cage à verrouillage / couple persistant
Les écrous de cage avec verrouillage ajoutent une caractéristique de filetage déformé à l'écrou captif lui-même — souvent une insert en nylon (similaire à un écrou nyloc) ou un profil de filetage mécaniquement déformé. Le couple de maintien résiste au desserrage sous vibration sans nécessiter d'adhésif de verrouillage de filetage.
Ce sont le bon choix pour :
- Panneaux de carrosserie de véhicule et composants sous la carrosserie soumis aux vibrations de la route
- Enceintes de machines industrielles avec vibrations induites par le moteur
- Toute assemblage nécessitant un entretien périodique signifiant un retrait répété des vis — la fonction de verrouillage survit à plusieurs cycles de retrait/réinstallation avant de s’user
Remarque : les écrous cage autobloquants coûtent environ 2 à 3 fois le prix des écrous cage standards et nécessitent un couple d’installation légèrement supérieur. Pour les environnements statiques de rack, le surcoût et l’effort sont généralement injustifiés.
| Taille de filetage | Taille de trou carré | Plage d’épaisseur du panneau | Force de rétention typique | Common Standard |
|---|---|---|---|---|
| M3 | 4,5 × 4,5 mm | 0,5 – 1,2 mm | 10–15 N | DIN EN 20898 |
| M4 | 6,0 × 6,0 mm | 0,8 – 1,5 mm | 15–20 N | DIN EN 20898 |
| M5 | 7,0 × 7,0 mm | 0,8 – 2,0 mm | 20–30 N | DIN EN 20898 |
| M6 | 9,5 × 9,5 mm | 1,0 – 2,0 mm | 25–40 N | EIA-310 / DIN |
| M8 | 11,5 × 11,5 mm | 1,2 – 2,5 mm | 30–50 N | DIN EN 20898 |
| 10-32 UNF | 9,5 × 9,5 mm | 1,0 – 2,0 mm | 25–40 N | EIA-310 (France) |
| 12-24 UNC | 9,5 × 9,5 mm | 1,0 – 2,0 mm | 25–40 N | Baie / armoire |
| 1/4-20 UNC | 11,0 × 11,0 mm | 1,2 – 2,5 mm | 30–50 N | Armoire lourde |
Matériaux, Finitions & Résistance
Pour la plupart des applications intérieures de baies et d’armoires, les écrous cage en acier au carbone zingué offrent de bonnes performances à moindre coût. L’acier inoxydable A2 est le choix idéal pour les environnements humides, côtiers ou chimiques. L’oxyde noir convient aux ensembles fermés à faible réflexion où l’esthétique est importante.
La question du matériau est souvent traitée comme secondaire — et c’est alors que la corrosion ou la défaillance galvanique apparaissent deux ans après la mise en service du produit. Abordons-la correctement.
Acier au carbone avec zingage
La norme de l’industrie. La cage et l’écrou sont tous deux en acier doux (généralement AISI 1008–1020), la cage étant cémentée ou trempée à ressort. Le zingage électrolytique — généralement de 5 à 12 µm d’épaisseur — offre une protection contre la corrosion et répond aux exigences RoHS lorsque la passivation au chromate trivalent est utilisée.
La performance au brouillard salin pour les écrous cage standard zingués est généralement 96–200 heures selon l’ISO 9227. Cela semble beaucoup jusqu’à ce que l’on réalise que les équipements côtiers ou extérieurs subissent une exposition équivalente à la corrosion en quelques mois. Pour les centres de données et les armoires d’équipement en intérieur, contrôlés par le climat, l’acier zingué est parfaitement adéquat. Cela couvre la grande majorité des applications de cages à écrous.
Acier inoxydable A2-70
Lorsque l’humidité, l’air salin, les acides ou les agents de nettoyage entrent en jeu, passez aux écrous cage en inox A2 (équivalent 304). Les écrous cage en inox coûtent 3 à 5 fois plus cher que l’acier zingué, mais la résistance au brouillard salin dépasse 500 heures et la résistance à la corrosion est pratiquement illimitée dans la plupart des environnements industriels.
Nuance importante : compatibilité galvanique. Si vous vissez une vis en inox dans un écrou cage en inox monté sur un panneau en acier, l’écrou et la vis sont compatibles. Mais si le rail du rack est en aluminium brut et que vous installez des écrous cage en acier au carbone, vous obtenez une corrosion galvanique à l’interface cage-rail. Dans ce scénario, les écrous cage en inox ou compatibles avec l’aluminium sont la spécification correcte.
Oxyde noir pour les boîtiers à faible réflexion
Les écrous cage à oxyde noir sont en acier au carbone avec un revêtement de conversion — pas un placage. La couche d’oxyde fait seulement 1 à 3 µm d’épaisseur et offre une résistance minimale à la corrosion en elle-même (généralement appliquée avec de l’huile ou de la cire pour une protection au brouillard salin de 24 à 48 heures). La raison principale de spécifier l’oxyde noir : esthétique et réduction de la réflexion lumineuse dans les boîtiers de caméras, équipements audio et instruments de précision où les reflets posent problème.
Si une apparence noire est nécessaire avec une vraie protection contre la corrosion, spécifiez plutôt des écrous cage zingués noirs — le zinc est toujours présent mais avec une couche supérieure de chromate noir, offrant une performance au brouillard salin de 96 heures avec une finition mate.
Où les cages à écrous sont utilisées — Applications industrielles
Les écrous cage sont le principal système de fixation captive dans trois environnements spécifiques : racks de serveurs EIA-310, boîtiers électriques industriels et tôlerie automobile/aérospatiale où la démontabilité est requise. En dehors de ces trois, des méthodes alternatives de rétention l’emportent souvent sur le coût ou la résistance à l’arrachement.
Racks de serveurs et centres de données
C’est le territoire de prédilection des cages à écrous. La norme EIA/TIA-310 pour les équipements de rack 19 pouces définit le trou de montage carré (9,5 × 9,5 mm) et le motif d’espacement des trous 1U (1,75 pouces) pour lequel les écrous cage sont conçus. Presque tous les serveurs, commutateurs, panneaux de brassage et PDU installés dans un rack utilisent la rétention par écrou cage car :
- Les rails du rack ont des trous carrés — pas d’inserts filetés — donc les écrous cage sont nécessaires pour obtenir un filetage
- L’équipement est monté, démonté et remonté constamment au fil du cycle de vie des équipements
- La mise en cage des écrous permet aux techniciens de pré-positionner les écrous cage avant de faire glisser des équipements lourds, plutôt que de tâtonner avec des vis dans des trous borgnes.
Dans une rangée typique de centre de données, une seule baie 42U peut utiliser 96 à 168 écrous cage sur deux rails. Le pré-positionnement de ces écrous cage (l’étape de « mise en cage » lors de la préparation de la baie) fait partie des procédures standard de montage de baie chez tous les grands opérateurs de colocation et hyperscale.
Coffrets électriques et panneaux de contrôle
Les coffrets en tôle pour automates programmables, variateurs de moteurs et tableaux utilisent des écrous cage pour les mêmes raisons : les positions de montage changent selon la disposition des panneaux, les coffrets sont assemblés à partir de tôles achetées qui arrivent avec des trous carrés prédécoupés, et l’installateur a besoin d’un filetage sans accès à l’arrière du panneau.
Les tailles standard d’écrous cage pour les coffrets électriques sont M4, M5 et M6 en métrique ou 10-32 et 1/4-20 en pouces, selon que l’équipement suit les spécifications IEC ou NEMA/UL. Une différence clé par rapport aux applications en baie : les panneaux de coffrets sont souvent plus épais (2,0–3,0 mm en acier thermolaqué), ce qui implique de spécifier des écrous cage adaptés à une plage d’épaisseur de panneau plus large — ou d’utiliser des écrous cage renforcés avec des languettes de cage plus longues.
Automobile, Packs de Batteries EV & Tôle Aéronautique
Les assemblages de carrosserie automobile utilisent depuis des décennies des écrous à clip et des écrous cage pour la fixation des panneaux de garniture, lorsque les vis doivent être accessibles d’un seul côté et que le démontage pour maintenance est prévu. Comme La documentation technique d’ARaymond sur les solutions industrielles d’écrous cage le montre, la version flottante auto-alignante est particulièrement populaire dans la garniture automobile car les panneaux en tôle peinte et formée s’écartent régulièrement de la position nominale du trou de 1 à 2 mm.
L’assemblage des coffrets de batteries de véhicules électriques est un segment en forte croissance pour les écrous cage. Le montage des modules de batterie nécessite une fixation amovible (l’accès pour la maintenance de la batterie est une exigence réglementaire dans plusieurs juridictions), et les coffrets légers en aluminium exigent des systèmes de fixation qui ne déforment pas de façon permanente les matériaux de faible épaisseur. Selon Le catalogue de fixations industrielles de Grainger, la demande d’écrous cage inoxydables M6 et M8 pour les applications liées aux véhicules électriques a fortement augmenté depuis 2023, reflétant la tendance vers des conceptions de batteries modulaires et réparables.
Les applications de tôlerie aérospatiale utilisent principalement les écrous cage pour les panneaux d’accès — trappes d’inspection, portes de baies avioniques et carénages structurels où la démontabilité et la légèreté sont toutes deux requises. Dans ces applications, les écrous cage sont généralement en inox ou en titane, et la conception de la cage est souvent spécifiquement adaptée à l’épaisseur du panneau et à la force d’arrachement requise.
Comment installer des écrous cage — étape par étape
L’installation d’un écrou cage prend 5 à 15 secondes par écrou lorsqu’elle est correctement réalisée. Les deux modes de défaillance les plus courants sont des trous de mauvaise taille (l’écrou tombe ou ne s’enclenche pas) et un serrage excessif de la vis (ce qui endommage le filetage de l’écrou ou déforme la cage). Voici le processus pour une installation manuelle ou à l’outil.
Méthode manuelle par pression du doigt
Pour les panneaux de faible épaisseur (0,8–1,5 mm) et l’installation occasionnelle sans outil de pose :
- Vérifiez la taille du trou. Le trou carré doit correspondre à la spécification de l’écrou cage — généralement 9,5 × 9,5 mm pour M6/10-32, 7,0 × 7,0 mm pour M5. Utilisez un calibre de trou ou un pied à coulisse ; un trou même 0,5 mm trop grand fera passer les languettes de la cage sans qu’elles ne s’accrochent.
- Orientez l’écrou cage. La bride avant (la grande face plate) doit être tournée vers vous ; les languettes à ressort sont orientées vers l’arrière du panneau.
- Positionnez et appuyez. Alignez les languettes de la cage avec le trou carré. Appliquez une pression régulière avec le pouce jusqu’à ce que vous sentiez (et souvent entendiez) les languettes s’enclencher. L’écrou cage doit maintenant être à plat contre la face du panneau, sans bouger.
- Vérifiez la rétention. Essayez de retirer l’écrou cage à la main. Il doit résister avec une force notable. S’il se retire facilement, soit le trou est trop grand, soit le panneau dépasse l’épaisseur nominale de l’écrou cage.
En pratique, nous avons constaté que l’installation manuelle convient pour 50 écrous cage ou moins par session. Au-delà, un outil d’installation réduit considérablement la fatigue du pouce et diminue les erreurs d’installation.
Utilisation d’un outil d’installation d’écrou cage
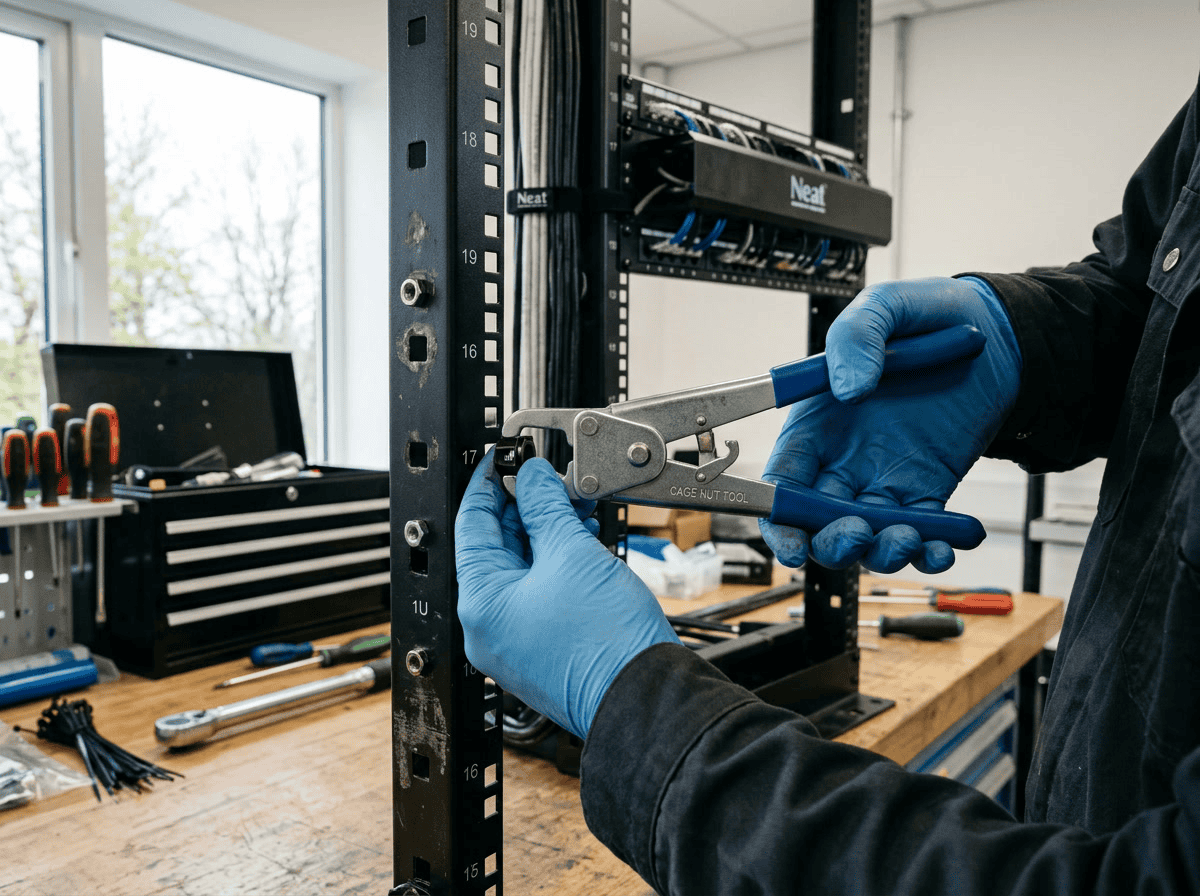
Un outil d’installation d’écrou cage (parfois appelé outil de pose ou de retrait d’écrou cage) est un outil à fourche ou à bride qui comprime mécaniquement les languettes de la cage à travers le trou du panneau sans contact direct avec les doigts. Il existe deux principaux modèles :
- Poseur à levier — un crochet à fourche comprime les languettes arrière tandis qu’une lèvre avant tire l’écrou à travers le trou ; opération à une main
- Poseur à pince — serre les côtés de la cage pour comprimer les languettes, puis pousse ; nécessite les deux mains mais fonctionne bien sur les panneaux épais
Conseil professionnel : Pour les installations en rack, choisissez l’outil adapté à votre standard de rack spécifique (EIA-310 ou propriétaire). Certains fabricants de racks produisent des écrous cage avec une géométrie de languette légèrement plus serrée — un mauvais outil peut déformer la cage sans que l’écrou soit correctement installé.
Avec un outil d’installation, le temps de pose passe à 3–5 secondes par écrou. Pour un rack complet de 42U (96+ écrous cage), cela fait la différence entre une tâche de 25 minutes et une tâche de 2 minutes.
4 erreurs courantes lors de la pose d’écrous cage
Erreur 1 — Mauvaise taille de trou. Le problème le plus fréquent. Vérifiez toujours la dimension du trou carré par rapport à la taille spécifiée de l’écrou cage. Les écrous cage M6 standards pour racks EIA-310 nécessitent un trou de 9,5 × 9,5 mm ; les écrous cage M5 nécessitent 7,0 × 7,0 mm. Un trou 0,5 mm trop grand signifie zéro rétention — l’écrou tombera dans l’enceinte dès que la première vis sera serrée.
Erreur 2 — Dépassement de l’épaisseur du panneau. Chaque écrou cage possède une plage d’épaisseur de panneau indiquée. Si votre panneau fait 2,5 mm et que l’écrou cage est prévu pour 2,0 mm, les languettes ne reviendront pas assez pour accrocher. L’écrou semble « installé » mais n’offre pratiquement aucune résistance à l’arrachement. Mesurez l’épaisseur du panneau en incluant tout revêtement ; la peinture en poudre ajoute 60–100 µm par côté.
Erreur 3 — Serrer excessivement la vis. Le filetage de l’écrou cage est un filetage standard, mais l’assemblage de la cage n’est pas structurellement rigide. Un serrage excessif n’abîme pas seulement le filetage — il peut déformer le corps de la cage, provoquant la rotation libre de l’écrou ou le désengagement de la cage du panneau. Respectez les couples de serrage : écrous cage M6 dans de l’acier de 1,5 mm → 5–7 Nm maximum ; 10-32 → 3–4 Nm maximum.
Erreur 4 — Installer les écrous cage dans le mauvais ordre. Dans les assemblages de baies, les écrous cage doivent être installés avant que l’équipement ne soit glissé à l’intérieur. Installer les écrous cage après avoir mis en place l’équipement signifie souvent travailler avec un accès partiel — forçant des angles d’outils inadaptés qui entraînent des languettes pliées ou des écrous non retenus qui tombent au sol de la baie.
Écrou cage vs. Méthodes alternatives de rétention
Les écrous de cage gagnent en retrait et en absence de modification du panneau. Les écrous PEM à pression gagnent en résistance à l'extraction et en profil affleurant. Les écrous rivets gagnent dans les applications à paroi épaisse ou tube. Les écrous soudés gagnent en rigidité absolue. Adaptez la méthode de fixation à l'exigence structurelle, pas seulement à l'habitude.
C’est ici que la plupart des ingénieurs réussissent du premier coup ou revoient leur décision lors d’une réclamation sous garantie. Voici la comparaison honnête :
Écrous cage vs. Écrous PEM à sertir
Les écrous PEM (fixations de PennEngineering, bien que « PEM » soit souvent utilisé de manière générique pour tout écrou à sertir) sont installés en pressant un écrou à collerette dans un trou rond — la tige moletée de l’écrou s’insère dans le matériau du panneau, et la collerette s’écrase contre la face du panneau. Le résultat est un écrou installé de façon permanente, à profil affleurant, avec des forces d’arrachement généralement 3 à 10 fois supérieures à celles d’un écrou cage.
Utilisez des écrous PEM lorsque :
- La position filetée est fixe et ne devra jamais être modifiée
- Une résistance à l’arrachement > 500 N est requise (les écrous cage atteignent généralement 50–100 N maximum)
- Une installation affleurante et discrète est nécessaire (les écrous PEM sont affleurants ; les écrous cage ont une collerette visible à l’avant)
Utilisez des écrous cage à la place des écrous PEM lorsque :
- Le panneau est déjà formé/peint (l’installation PEM nécessite une force de pressage qui peut déformer les panneaux finis)
- Les positions des trous peuvent changer entre les séries de production
- Le matériau du panneau est trop fin pour l'installation de PEM (< 0,8 mm est marginal pour la plupart des conceptions d'écrous PEM)
Écrous cage vs. écrous à rivet
écrous rivets Les écrous à rivet (également appelés rivnuts ou écrous à rivet aveugle) sont installés dans un trou rond à l’aide d’une riveteuse — le mandrin est tiré, ce qui fait s’effondrer l’arrière du corps de l’écrou à rivet pour saisir le panneau par derrière. L’installation ne nécessite qu’un accès d’un seul côté, comme les écrous cage, mais la connexion devient permanente une fois posée.
L’avantage des écrous à rivet par rapport aux écrous cage : ils fonctionnent dans des trous ronds (pas besoin de trou carré), ils s’adaptent aux sections courbes ou tubulaires, et ils supportent des forces d’arrachement plus élevées (200–2 000 N selon la taille). L’inconvénient : installation permanente, outillage plus coûteux (riveteuse), et l’écrou à rivet ne peut pas être repositionné.
Pour les applications de racks serveurs, les écrous cage l’emportent presque toujours sur les écrous à rivet simplement parce que les trous carrés existent déjà selon la norme EIA-310. Il n’y a aucune raison de percer des trous ronds lorsque les trous carrés sont le motif standard.
Écrous cage vs. écrous à souder
Les écrous à souder sont exactement ce que leur nom indique : un écrou avec une bride ou un pilote qui est soudé par projection ou par MIG sur le panneau lors de la fabrication. La résistance à l’arrachement est extrêmement élevée (le joint de soudure cède avant le filetage), l’écrou est véritablement permanent, et le panneau doit être traité avant la peinture ou l’assemblage final.
Le problème principal des écrous à souder par rapport aux applications d’écrous cage : ils nécessitent un accès des deux côtés du panneau lors de la fabrication, un équipement de soudage spécialisé, un soudeur qualifié, et un processus qui doit avoir lieu avant que le panneau soit peint ou revêtu. Pour les ateliers de tôlerie à grand volume, c’est gérable. Pour les modifications sur site ou après fabrication, les écrous à souder ne sont tout simplement pas une option.
Les écrous cage existent précisément parce que la fabrication d’écrous à souder ne peut pas résoudre les problèmes de filetage installés sur site ou après peinture. Ce sont des technologies complémentaires, non interchangeables.
| Critère | Écrou cage | PEM à presser | Écrou rivet | Écrou à souder |
|---|---|---|---|---|
| Amovible après installation | ✅ Oui | ❌ Non | ❌ Non | ❌ Non |
| Nécessite un accès à l’arrière du panneau | ❌ Non | ❌ Non | ❌ Non | ✅ Oui |
| Fonctionne dans les trous carrés | ✅ Oui | ❌ Non (rond) | ❌ Non (rond) | ❌ Non |
| Force d’arrachement (M6 typique) | 25–50 N | 2 000–5 000 N | 500–2 000 N | 5 000+ N |
| Flexibilité d’épaisseur du panneau | ⚠️ Plage limitée | ⚠️ Épaisseur minimale | ✅ Large plage | ✅ Large plage |
| Installation après fabrication | ✅ Oui | ✅ Oui | ✅ Oui | ❌ Non |
| Coût d’outillage | Faible / aucun | Moyen (presse) | Moyen (pistolet) | Élevé (soudeuse) |
| Coût unitaire (M6, qt 100) | $0,05–0,15 | $0,15–0,40 | $0,20–0,60 | $0,10–0,25 |
Tendances futures de la technologie de cage d’écrou (2026+)
Deux forces transforment la demande de cages à écrous jusqu’en 2026 et au-delà : l’essor des boîtiers de batteries pour véhicules électriques stimule la croissance des conceptions de cages à écrous légères et à cycles élevés, et l’automatisation des usines favorise les formats de cages à écrous à encliquetage sans outil que les pinces de robots peuvent manipuler sans capteurs de couple.
La demande d’enceintes pour véhicules électriques et légères stimule de nouveaux alliages
Le marché mondial des packs de batteries pour véhicules électriques devrait dépasser $130 milliards d’ici 2030, selon une analyse sectorielle de l’Industrial Fasteners Institute. Chaque pack de batteries nécessite une enceinte — et de plus en plus, cette enceinte doit permettre une fixation réversible. Les programmes de rappel, les mises à jour logicielles nécessitant un accès matériel et la réutilisation des batteries en seconde vie génèrent tous des besoins en fixations amovibles et réutilisables au niveau des cellules et modules de batteries.
Le défi des matériaux : les boîtiers de batteries pour véhicules électriques tendent vers les alliages d’aluminium (pour la réduction du poids), et les écrous-cages conçus pour des panneaux en acier n’adhèrent souvent pas efficacement à l’aluminium — la force du ressort nécessaire pour comprimer les languettes de la cage lors de l’installation peut rayer les surfaces anodisées, et la force de rétention dans les trous carrés en aluminium tendre peut être insuffisante. La réponse de l’industrie a été des écrous-cages en aluminium avec des languettes revêtues de PTFE (pour protéger les finitions de surface) et des conceptions flottantes qui répartissent la charge de rétention sur une plus grande surface de contact du panneau.
Nous observons également l’émergence de boîtiers composites et renforcés de fibres de carbone dans les applications haut de gamme de véhicules électriques. La rétention des écrous-cages dans les panneaux composites est fondamentalement différente — les trous dans le composite ne se déforment pas élastiquement comme l’acier, donc la rétention traditionnelle par languette à ressort devient peu fiable. Les ensembles d’écrous-cages collés (écrou-cage avec support adhésif pré-appliqué) sont une solution actuellement testée.
Conceptions d’écrous-cages à encliquetage sans outil et automatisation en usine
L’installation traditionnelle d’un écrou-cage — même avec un outil de pose — est un processus manuel et tactile. À mesure que la fabrication automobile et électronique évolue vers des niveaux plus élevés d’assemblage automatisé, l’étape « installer l’écrou-cage à la main » devient un goulot d’étranglement pour l’automatisation. Les effecteurs terminaux de robots peuvent manipuler les écrous-cages, mais fournir un retour précis d’encliquetage pour confirmer l’emboîtement complet est techniquement difficile.
Deux orientations de conception répondent à cela :
- Confirmation d’encliquetage audible/tactile — des conceptions d’écrous-cages avec une force et un bruit d’encliquetage volontairement prononcés, spécifiquement pour aider les capteurs de vision ou de force automatisés à confirmer l’installation
- Écrous-cages à assistance magnétique — un petit aimant intégré dans le corps de la cage aide la pince du robot à saisir et à pré-positionner l’écrou-cage au-dessus du trou carré avant la poussée
Aucune de ces solutions ne représente une révolution dans la technologie des écrous-cages, mais elles reflètent à quel point les fabricants prennent au sérieux la question de la compatibilité avec l’automatisation. Pour la plupart des applications d’assemblage sur établi et en rack jusqu’en 2026, les écrous-cages traditionnels avec outils de pose restent l’approche dominante.
FAQ
Q1 : Quel est un autre nom pour un écrou-cage ?
Un écrou-cage porte plusieurs noms : écrou captif, écrou de rack (dans le contexte des racks serveurs), écrou-clip (lorsqu’une forme de clip en U est utilisée), et écrou flottant (pour les variantes auto-alignantes). Dans les catalogues européens, vous pouvez également voir « Käfigmutter » (allemand), « écrou-cage » (français), ou le générique « écrou de panneau ». Fonctionnellement, tous ces termes décrivent le même concept : un écrou fileté retenu à l’intérieur d’un support en acier à ressort qui se clipse dans un trou de panneau.
Q2 : Quelle taille de vis convient aux écrous-cages standards ?
La taille du filetage dépend de l’écrou-cage que vous avez spécifié. Les deux plus courants dans les applications de rack sont 10-32 UNF (standard dans les équipements en France) et M6 (standard dans les équipements IEC/Européens). La plupart des racks modernes et des écrous de cage sont vendus en systèmes 10-32 ou M6 — ne pas les mélanger, car le pas de filet est différent et le filetage croisé est facile. Pour le travail sur boîtier, M4 et M5 sont courants. Vérifiez la taille du filetage avant de commander : l'emballage de l'écrou de cage indique la taille du filetage sur l'étiquette.
Q3 : Quel couple un écrou-cage peut-il supporter ?
Le couple de déformation du filetage de l’écrou-cage dépend de la classe de filetage de l’écrou (généralement 6H pour le métrique, 2B pour la série en pouces) et de la longueur d’engagement. Un écrou-cage M6 supportera 8–10 Nm avant de détériorer le filetage. Cependant, la rétention de la cage dans le panneau est la contrainte principale: si la cage se retire du panneau avant que le filetage ne s’abîme, la limite de couple effective est bien plus basse. Pour M6 dans de l’acier de 1,5 mm, gardez le couple d’installation à 5–7 Nm. Pour 10-32 dans un panneau de 1,2 mm, 3–4 Nm est le maximum pratique.
Q4 : Les écrous cage peuvent-ils être retirés et réutilisés ?
Oui — c’est l’un des principaux avantages des écrous cage par rapport aux alternatives permanentes. Les écrous cage peuvent être retirés à l’aide d’un tournevis plat (faites levier sur les languettes avant pour les sortir du trou) ou d’un outil dédié à l’extraction des écrous cage. La limite de réutilisation dépend de l’épaisseur du panneau et de l’état des languettes de la cage. D’après notre expérience, les écrous cage peuvent généralement être retirés et réinstallés 3 à 5 fois dans le même trou avant que la force de ressort des languettes ne diminue suffisamment pour affecter la rétention. Pour les applications critiques, remplacez les écrous cage après 3 cycles de retrait.
Q5 : Quelle taille de trou faut-il pour un écrou cage ?
La taille du trou carré doit correspondre exactement à la spécification de l’écrou cage. Tailles courantes :
- Écrou cage M3 → trou de 4,5 × 4,5 mm
- Écrou cage M5 → trou de 7,0 × 7,0 mm
- Écrou cage M6 / 10-32 → trou de 9,5 × 9,5 mm (norme de rack EIA-310)
- Écrou cage M8 → trou de 11,5 × 11,5 mm
Un trou même 0,5 mm trop grand n’offre aucune rétention. Un trou trop petit n’acceptera pas la cage. Vérifiez toujours la dimension du trou sur la fiche technique du fabricant avant de percer votre panneau.
Q6 : Écrous cage vs. écrous à clip — est-ce la même chose ?
Liés mais pas identiques. Un écrou cage enferme l’écrou sur ses quatre côtés dans une cage en forme de boîte. Un écrou à clip (U-clip ou écrou en U) utilise un clip en acier à ressort en forme de U qui se glisse sur le bord d’un panneau ou dans une fente, avec l’écrou capturé dans le U. Les écrous à clip sont courants sur les panneaux de carrosserie automobile pour la fixation en bord de panneau ; les écrous cage dominent dans les applications de racks et d’armoires où les trous carrés sont la norme. Le mécanisme de rétention est similaire (prise en acier à ressort), mais la forme du trou et la direction d’installation diffèrent.
Q7 : Où puis-je acheter des écrous cage — en vrac ou au détail ?
Pour de petites quantités (10 à 100 pièces), les quincailleries et distributeurs industriels proposent des écrous cage M6 et 10-32 standards ; la disponibilité dans les magasins de bricolage généralistes se limite aux tailles de base. Pour des quantités de production (1 000+), commandez directement auprès de fournisseurs spécialisés en fixations — les prix chutent fortement à volume : les écrous cage M6 standards coûtent généralement 0,05–0,12 € pièce par 1 000, contre 0,20–0,50 € pièce au détail. Pour les tailles inhabituelles (M3 inox, M8 flottant, etc.), les distributeurs spécialisés en fixations sont la seule source fiable.
Q8 : Qu’est-ce qu’un outil de pose d’écrou cage et en ai-je besoin ?
Un outil de pose d’écrou cage est un outil manuel (à levier ou à pince) qui insère les écrous cage dans les trous carrés du panneau sans nécessiter de pression du pouce sur les languettes en acier à ressort. Pour des installations occasionnelles (moins de 20 écrous cage à la fois), la pose à la main suffit. Pour l’équipement de racks (96+ écrous cage par rack), un outil de pose est pratiquement indispensable — il réduit le temps d’installation de ~15 secondes par écrou à 3–5 secondes, élimine la fatigue de la main qui provoque des mauvais alignements en fin de session, et assure une rétention plus régulière des languettes. Un bon outil de pose d’écrou cage coûte 15–40 € ; il est rentabilisé dès le premier montage de rack.
Conclusion
Le cageage d’écrous est une technologie en apparence simple — une cage en acier à ressort, un écrou captif, un trou carré — mais sa spécification et son installation correctes nécessitent de comprendre l’interaction entre le type de cage, l’épaisseur du panneau, la taille du trou, la norme de filetage, la finition du matériau et le couple d’installation. Si ces variables sont correctes, les écrous cage offrent une solution de fixation rapide, fiable et réutilisable qui résiste à des années de cycles de maintenance.
La décision entre l’utilisation d’un écrou cage et d’autres méthodes (PEM, écrou à sertir, écrou à souder) se résume à une seule question : ce point de fixation doit-il être déplacé un jour ? Si oui, les écrous cage sont presque toujours la bonne réponse. Si la position du filetage est définitivement fixe et qu’une résistance à l’arrachement supérieure à 500 N est requise, envisagez plutôt les alternatives à sertir ou à souder.
Prêt à spécifier des écrous cage pour votre prochain projet ? Parcourez notre gamme complète d’écrous cage pour tous les filetages métriques et en pouces, y compris les variantes flottantes, les options en inox et les tailles standard EIA-310 disponibles en quantités de production.
Produits associés
Solutions et groupe
- Tous les blogs
- Solutions de fixation sur mesure
- Tutoriels sur les vis et brides — Parcourez tous les articles
Articles associés
- Noix de tonneau : Le guide complet des types, tailles, utilisations et installation
- Vis décoratives : Types, Finitions, Matériaux et Guide d'achat
- Écrou Nyloc : Types, Tailles, Normes & Guide d'achat (2026)
- Vis vs boulon : le guide complet pour choisir la fixation adaptée
- Qu'est-ce que les goujons à vis ? Types, utilisations et guide de sélection
- Explication des filets de véhicule : un guide complet sur les types, normes et choix de fixations automobiles
- Exploration des avantages de la structuration directe au laser dans la conception moderne
- Vis en nylon : Guide complet des types, tailles et applications (2026)




