Vis du filetage UNC : Guide complet des normes de filetage national unifié à pas grossier
Une vis UNC (Filetage National Unifié à Pas Grossier) est le filetage de fixation standard basé sur le pouce américain avec un profil de 60°, défini par le diamètre et le nombre de filets par pouce (TPI), et utilisée dans la majorité des boulons, vis et écrous à usage général fabriqués en France et dans tous les pays.
Entrez dans n'importe quelle usine de production, atelier de machine ou quincaillerie en France, et les filets UNC sont partout. La vis à tête 1/4-20 qui maintient votre garde de machine en place ? UNC. Le boulon 3/8-16 sur votre support moteur ? UNC. Les boulons d'ancrage 1/2-13 coulés dans le sol en béton de votre établissement ? Aussi UNC.
Pour quelque chose d'aussi omniprésent, les filetages UNC sont réellement mal compris — les ingénieurs les confondent avec les UNC, les machinistes les confondent avec les filetages NPT, et les acheteurs commandent la mauvaise classe de filetage en se demandant pourquoi l'ajustement est soit lâche, soit impossible à assembler. Ce Le guide couvre tout, de la géométrie sous-jacente à la sélection. règles que vous pouvez appliquer sur une ligne de production aujourd'hui.
Qu'est-ce qu'un filetage UNC ?
Un filetage UNC — abréviation de Filetage National Unifié à Pas Grossier — est un filetage de fixation à pas grossier défini selon le Norme de Filetage Unifié, la norme dominante de filetage basée sur le pouce en France et dans tous les pays. La désignation à pas grossier signifie qu'il possède un pas relativement grand (moins de filets par pouce) comparé à ses équivalents à pas fin.
La Norme de Filetage Unifié a été formalisée en 1948 dans le cadre d'un accord conjoint franco-britannico-canadien pour remplacer les systèmes de filetage nationaux incompatibles qui avaient causé des problèmes d'approvisionnement pendant la Seconde Guerre mondiale. Aujourd'hui, la norme ASME B1.1 est le document de référence pour le UNC et toutes les autres formes de filetage unifié en France.
Famille de la Norme de Filetage Unifié (UTS)
Le UNC est un membre d'une famille plus large sous la Norme de Filetage Unifié :
- UNC (Filetage grossier national unifié) — le plus courant, à usage général, robuste contre la saleté et les dommages
- UNF (Filets Nationaux Unifiés Fin) — pas plus fin, résistance à la traction plus élevée par diamètre, utilisé lorsque la résistance aux vibrations est importante
- UNEF (Filetage National Unifié Très Fin) — pas très fin, principalement dans l'aérospatiale et les instruments de précision
- UNS (Filetage National Unifié Spécial) — combinaisons TPI non standard utilisées pour des exigences d'ingénierie spécifiques
- UN (National Unifié) — un terme générique pour les séries à pas fixe spéciales (4-UN, 6-UN, 8-UN, etc.) utilisées dans des applications de grand diamètre comme les brides de réservoirs sous pression
En pratique, lorsque quelqu'un parle de « boulon standard », il entend presque toujours UNC. C’est la norme à laquelle on se réfère sauf s'il y a une raison spécifique d'utiliser une norme plus fine.
Explication du système de désignation des filetages UNC
Une désignation complète de filetages UNC suit ce modèle :
[Diamètre] – [TPI] UNC – [Classe][Interne/Externe]
Exemples :
- 1/4-20 UNC-2A = diamètre nominal de 1/4 pouce, 20 filets par pouce, Classe 2, filet externe (A = externe, B = interne)
- 3/8-16 UNC-2B = diamètre de 3/8 pouce, 16 TPI, Classe 2, filet interne (taraudage)
- 1/2-13 UNC-3A = diamètre de 1/2 pouce, 13 TPI, Classe 3 (ajustement de précision), filet externe
Pour vis et fixations plus petit que 1/4 de pouce, une désignation numérique est utilisée à la place d'une fraction : #4-40 UNC, #6-32 UNC, #10-24 UNC, et ainsi de suite. Le numéro correspond à une formule de diamètre nominal : diamètre nominal (en pouces) = (N × 0,013) + 0,060, où N est le numéro de la vis.
Tableau des tailles standard de filetages UNC
Le tableau ci-dessous couvre les filetages UNC les plus couramment spécifiés dans trois gammes de tailles. Ce sont les tailles que vous rencontrerez sur une ligne de production typique.
| Taille | Diamètre nominal (en) | TPI | Perçage de frappe (en) | Diamètre majeur (en) | Diamètre de pas (en) |
|---|---|---|---|---|---|
| #4-40 UNC | 0.112 | 40 | #43 (0.089) | 0.112 | 0.0958 |
| #6-32 UNC | 0.138 | 32 | #36 (0.1065) | 0.138 | 0.1177 |
| #8-32 UNC | 0.164 | 32 | #29 (0.136) | 0.164 | 0.1437 |
| #10-24 UNC | 0.190 | 24 | #25 (0.1495) | 0.190 | 0.1629 |
| 1/4-20 UNC | 0.250 | 20 | #7 (0.201) | 0.250 | 0.2175 |
| 5/16-18 UNC | 0.3125 | 18 | F (0,257) | 0.3125 | 0.2764 |
| 3/8-16 UNC | 0.375 | 16 | 5/16 (0.3125) | 0.375 | 0.3344 |
| 1/2-13 UNC | 0.500 | 13 | 27/64 (0.4219) | 0.500 | 0.4500 |
| 5/8-11 UNC | 0.625 | 11 | 17/32 (0.5313) | 0.625 | 0.5660 |
| 3/4-10 UNC | 0.750 | 10 | 21/32 (0.6563) | 0.750 | 0.6850 |
| 1-8 UNC | 1.000 | 8 | 7/8 (0.875) | 1.000 | 0.9188 |
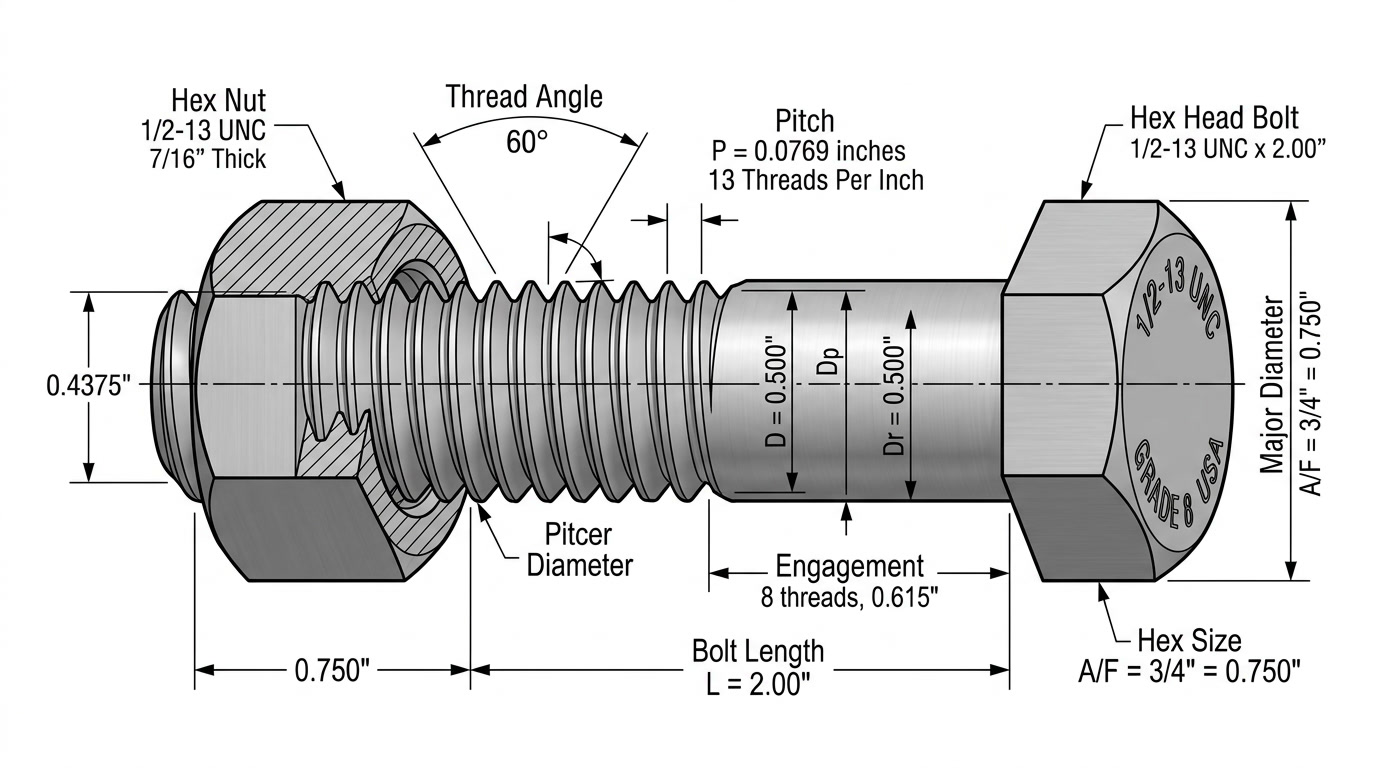
Dimensions et spécifications du filetage UNC
Comprendre la géométrie derrière un filetage UNC évite des incompatibilités coûteuses lors de la conception et de l'approvisionnement. Il y a plus dans un filetage que simplement « la taille sur la boîte ».
Angle de filetage, pas, et TPI
Chaque filetage UNC possède un angle de filetage inclus de 60° — c'est l'angle que vous mesureriez à l'extrémité de la forme du filetage. Ce profil de 60° est partagé avec les filets métriques ISO, c'est pourquoi les filets UNC et métriques se ressemblent sur un calibre mais ne sont pas interchangeables (le système de pas et de diamètre est complètement différent).
TPI (filets par pouce) est le paramètre de pas déterminant pour les filets UNC. Il indique combien de crêtes de filetage complètes tiennent dans un pouce linéaire. Une vis 1/4-20 UNC a 20 crêtes dans chaque pouce de sa longueur filetée. Pas (en pouces) est simplement l'inverse du TPI :
Pas = 1 ÷ TPI
Pour 1/4-20 UNC : Pas = 1 ÷ 20 = 0,050 pouces par filetage. C’est aussi la distance que la vis avance par révolution.
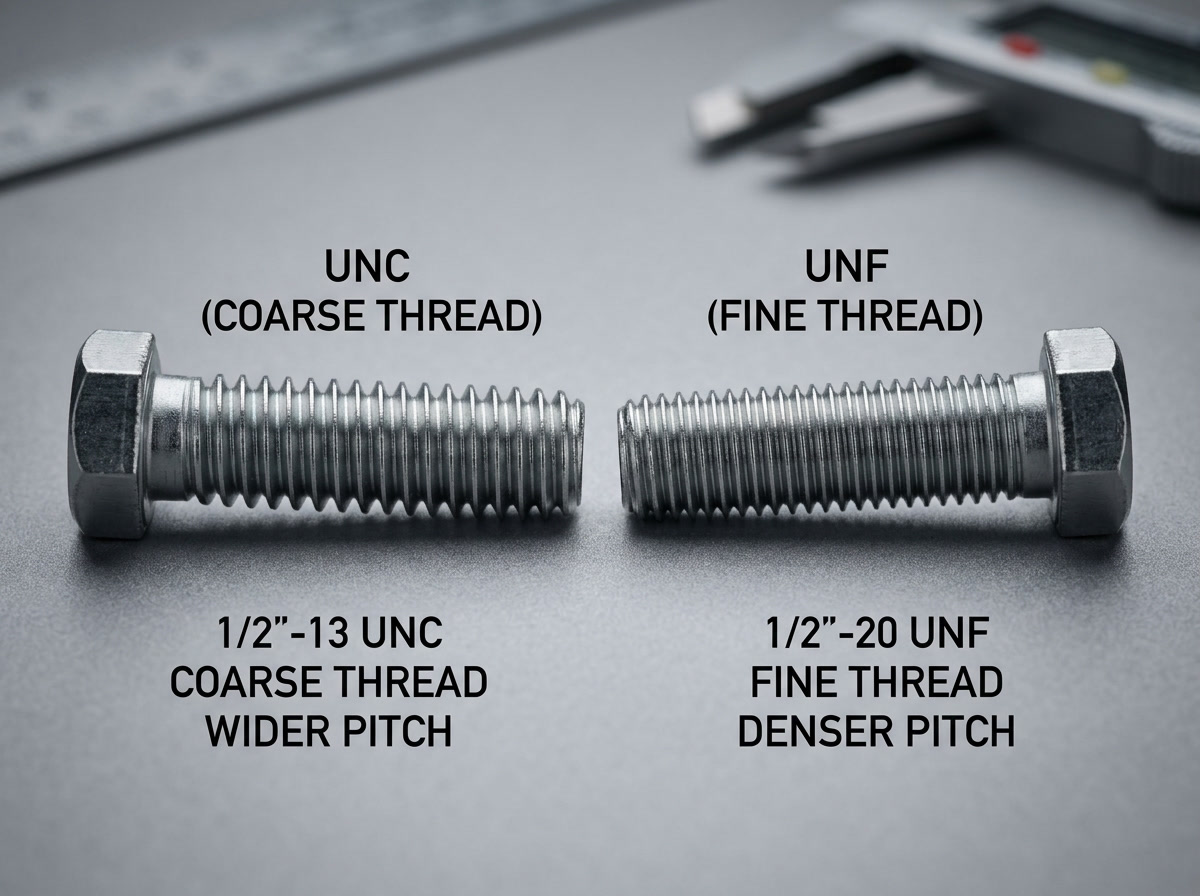
Les filetages UNC grossiers ont des valeurs TPI plus faibles que les filetages UNF fins de même diamètre. Un UNC 1/2-13 a 13 TPI ; l’équivalent UNF est 1/2-20 avec 20 TPI. Moins de filets par pouce = pas plus grand = assemblage plus rapide et meilleure résistance au croisement de filets.
Diamètre extérieur, diamètre intérieur et diamètre de pas
Trois diamètres définissent la géométrie d’un filet UNC :
- Diamètre extérieur — le diamètre de la crête la plus extérieure. C’est ce que vous mesurez avec un pied à coulisse sur l’extérieur d’une vis. Pour un UNC 1/4-20, il est nominalement de 0,250 pouces.
- Diamètre intérieur (diamètre de racine) — le diamètre le plus petit, mesuré au niveau des racines du filet. Pertinent pour le calcul de la surface de cisaillement du filet.
- Diamètre de pas — le cylindre théorique où l’épaisseur du filet est égale à l’espace entre les filets. C’est ce que mesurent réellement les jauges de filet, et c’est la dimension la plus importante pour la classification de l’ajustement.
Selon La signification des spécifications de filet UNC et UNF du département de physique de l’Université de Virginie, le diamètre de pas est la dimension fonctionnelle qui détermine si les filetages mâles et femelles s’assembleront et combien de jeu ils auront. Le diamètre de pas d’une vis doit se situer dans la bande de tolérance de sa classe pour être acceptable.
Classes de filet : 1A, 2A, 3A (et 1B, 2B, 3B)
La classe de filet est la spécification la plus mal comprise dans le système UNC — et la mauvaise compréhension entraîne des échecs d’assemblage sur la chaîne de production. Il existe trois classes pour les filetages externes (A) et trois pour les filetages internes (B) :
| Classe | Tolérance | Jeu | cURL Too many subrequests. |
|---|---|---|---|
| 1A / 1B | Plus lâche | Grande | Travail à la va-vite, assemblage rapide, réparations sur le terrain |
| 2A / 2B | Standard | Modéré | Fixations polyvalentes (95% pour toutes applications) |
| 3A / 3B | Les plus serrés | Minimale/aucune | Assemblages de précision, aéronautique, outillage |
La classe 2A/2B est le cheval de bataille. Lorsque vous achetez une vis à tête hexagonale standard en rayon, c’est presque certainement de classe 2A. Les trous taraudés de classe 2B acceptent des boulons de classe 2A avec un jeu contrôlé qui facilite l’assemblage tout en assurant un serrage fiable.
3A/3B les filetages sont usinés avec des tolérances plus strictes — généralement ±0,0005 pouce sur le diamètre de pas contre ±0,001 pouce pour la classe 2. En pratique, nous avons constaté que les filetages de classe 3 nécessitent des outils plus propres, des vitesses de taraudage plus lentes et un liquide de coupe frais pour maintenir la tolérance de manière cohérente en production. Ce n’est pas difficile, mais on ne peut pas les traiter comme des fixations de commodité.
1A/1B les filetages sont rarement spécifiés intentionnellement. On les trouve dans des pièces moulées de faible précision, des plastiques, et dans des applications où un engagement rapide est plus important que la précision. Une vis de classe 1A peut vibrer dans un trou de classe 2B — parfois c’est acceptable, souvent ce ne l’est pas.
UNC vs UNF et autres types de filetages
UNC n’est pas la seule norme de filetages que vous rencontrerez. Savoir quand passer de UNC — et quand ne pas le faire — est une décision qui permet de gagner du temps en ingénierie et d’éviter des reprises.
UNC vs UNF : quand utiliser chacun
UNC (grossier) devrait être votre choix par défaut. Il s’assemble plus rapidement, tolère mieux les petits dommages ou contaminations du filet, et est disponible dans une gamme plus large de matériaux et de revêtements chez les distributeurs de produits courants. Dans des matériaux plus tendres comme l’aluminium, le laiton ou le plastique, le pas plus grossier offre un meilleur engagement du filet par unité de longueur et réduit le risque de dénudage.
UNF (fin) est pertinent lorsque :
- La résistance aux vibrations est la principale préoccupation (les filetages fins sont moins susceptibles de se desserrer sous charge cyclique — l’angle de la hélice plus petit crée plus de friction)
- L'épaisseur de paroi est limitée (les filetages fins permettent un foret de taraudage plus petit pour le même diamètre de boulon)
- Vous avez besoin d'une résolution de couple plus fine — les filetages fins avancent moins par tour, vous offrant plus de contrôle lors du serrage
- L'application est automobile (une grande partie de l'industrie automobile a standardisé le UNF pour les fixations dans les assemblages soumis à des vibrations)
Le compromis : les filetages UNF s'engagent plus facilement lors de l'assemblage, coûtent plus cher en tant que fixations de base, et sont plus sensibles aux débris dans le trou taraudé.
Pour les vis de production spécifiquement : si vous n'avez pas une raison forte d'utiliser le UNF, utilisez le UNC. Les environnements de production privilégient les filetages grossiers car les ouvriers peuvent les engager plus rapidement sans croisement de filets, et le pas plus large facilite le nettoyage des filetages entre les opérations.
UNC vs Filets métriques
Les filetages UNC et ISO métriques utilisent tous deux une forme de filet à 60°, mais ils sont non interchangeables. Les principales différences :
- UNC spécifie le pas en filets par pouce (TPI) ; métrique spécifie le pas en millimètres
- Un boulon UNC 1/4-20 a un diamètre extérieur de 0,250 pouce et un pas de 0,050 pouce ; l'équivalent métrique le plus proche est M6×1.0 (diamètre de 6,0 mm, pas de 1,0 mm = environ 25,4 TPI) — similaire en taille, mais aucun des deux filetages ne s'engagera avec l'autre
- La profondeur filet à filet et les rayons de crête/racine diffèrent légèrement, rendant l'interchangeabilité impossible même lorsque les diamètres semblent proches
En pratique : ne jamais essayer de mélanger des fixations UNC et métriques, même si elles s'engagent initialement. Le résultat est des filetages grippés, usés ou un fixateur qui se déchausse sous charge. La identification codée par couleur ou estampée sur les têtes de fixation existe précisément pour éviter cela.
UNC vs NPT : Sont-ils interchangeables ?
Non — pas même proche, malgré que les deux soient des systèmes basés sur le pouce. Cette confusion revient régulièrement dans les applications de plomberie et d'hydraulique.
Les filetages UNC sont parallèles (droits) — le diamètre principal est constant sur toute la longueur de la filetage. Ils sont conçus pour les charges de serrage entre les fixations.
Les filetages NPT (National Pipe Taper) sont coniques — le diamètre augmente en avançant le long du filetage, créant un joint d'étanchéité par interférence lorsque les filetages se wedge ensemble. NPT est une norme de filetage d'étanchéité utilisée pour les tuyaux et les connexions de fluides.
Une fiche NPT de 1/4 de pouce montage et un filetage 1/4-20 UNC Le boulon ne s'engagera pas correctement. Même si vous les forcez ensemble, il n'y a pas de joint d'étanchéité et aucun engagement significatif du filetage. Toujours confirmer type de filetage avant d'assembler des raccords de tuyauterie avec des composants filetés.
Applications industrielles des filetages UNC
La norme de filetage UNC n'est pas universelle en termes d'application — différentes industries ont développé des conventions sur les tailles et classes UNC qui dominent leur travail.
Production et Fabrication
Les vis de production représentent l'application à volume le plus élevé des filetages UNC. Les lignes d'assemblage de l'électronique grand public, des appareils électroménagers, des équipements CVC et des machines industrielles consomment des milliards de fixations UNC chaque année. Les tailles dominantes dans ce contexte sont #6-32, #8-32, #10-24, 1/4-20et 5/16-18 — choisies pour leur équilibre entre résistance, rapidité d'assemblage et compatibilité avec les outils de vissage courants.
Dans les environnements de production, trois facteurs déterminent plus que tout autre le choix du filetage UNC :
- Compatibilité des outils — la plupart des jeux de douilles standard, des clés dynamométriques et des outils pneumatiques sont adapté pour les fixations UNC courantes. Standardisation sur un petit ensemble de tailles UNC réduit l'inventaire des outils.
- Revêtements et finitions — la galvanisation à zinc, l'oxyde noir et la galvanisation mécanique sont tous optimisés pour la géométrie à pas grossier UNC. Les filetages fins piègent plus de variations de revêtement, ce qui peut affecter la compatibilité de la classe de filetage.
- Réutilisabilité — les filetages grossiers résistent mieux à plusieurs cycles d'assemblage/désassemblage que les filetages fins, ce qui est important dans les dispositifs et gabarits de production qui sont fixés et libérés à plusieurs reprises.
Applications de construction et structurelles
La construction en acier structurel repose fortement sur de grands filetages UNC : 3/4-10, 7/8-9, 1-8, et 1 1/4-7. Les boulons selon les spécifications ASTM A307, A325 et A490 — les piliers des connexions structurelles — sont tous fabriqués avec des filetages UNC grossiers. La raison est simple : les filetages grossiers de grand diamètre offrent la profondeur d'engagement nécessaire pour un transfert de charge fiable dans les connexions boulonnées sans la précision de l'usinage que nécessitent les filetages fins dans l'acier structurel soudé.
Les boulons d'ancrage moulés dans le béton sont presque universellement UNC. La partie filetée exposée doit survivre aux conditions sur le terrain — saleté, résidus de béton, légère corrosion — qui rendraient les filetages fins inutilisables.
Utilisations dans l'automobile et l'aérospatiale
Automobile applications réparties entre UNC et UNF selon l'assemblage. Les fixations de châssis et structurelles utilisent généralement du UNC ; les fixations de moteur dans les zones à forte vibration (boulons de têteLes boulons de tige, les boulons de culasse principale) sont souvent en configuration UNF ou en filetage fin spécialisé. Les véhicules fabriqués dans la seconde moitié du XXe siècle étaient majoritairement en UNC ; les véhicules modernes utilisent un mélange de UNC, UNF et métrique selon le pays d'origine de conception du composant.
Aérospatial les applications utilisent du UNC dans des applications moins critiques, non structurelles. Les fixations aéronautiques critiques pour la sécurité utilisent plus souvent des normes spécialisées (NAS, série MS) qui spécifient UNF ou UNJF (avec un rayon de racine contrôlé pour la résistance à la fatigue). Cependant, même dans l'aérospatiale, le UNC apparaît dans l'équipement de support au sol, les outils, et le matériel structurel non destiné au vol.
Comment sélectionner et spécifier les filetages UNC
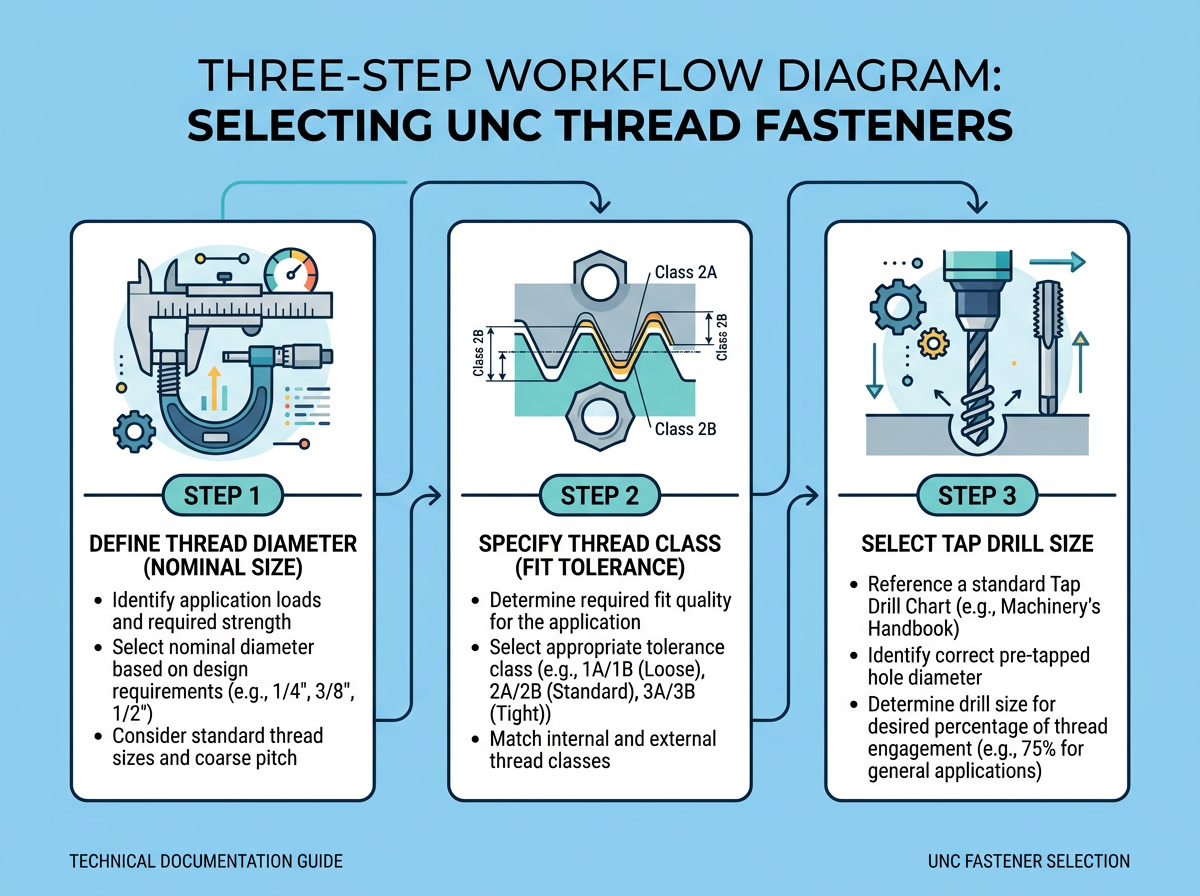
Choisir le bon filetage UNC pour une application est simple une fois que vous comprenez ce que contrôle chaque paramètre.
Étape 1 : Choisir le diamètre et le pas (TPI)
Combien ça coûte ? une force de serrage De quoi avez-vous besoin ? Quel est le matériau dans lequel vous insérez le fil ? Les réponses déterminent le choix du diamètre de la conduite.
Conseils par application :
- Feuilles métalliques fines (0,040–0,125 pouces) : #4-40, #6-32, ou #8-32. Les filetages grossiers offrent une meilleure prise dans les sections fines.
- Assemblage général de machines (aluminium, fontes d'acier) : #10-24 à 3/8-16 selon la charge
- Connexions structurelles lourdes : 1/2-13 et plus
- Réglage de précision (contrôle fin du mouvement) : envisagez UNF même dans ce système
Règle empirique pour la longueur d'engagement: pour l'acier dans l'acier, un engagement de filetage de 1× le diamètre de la fixation assure une résistance à la traction complète. Pour l'aluminium ou des matériaux plus doux, utilisez 1,5× à 2× le diamètre pour compenser la moindre résistance au cisaillement.
Une fois le diamètre défini, le TPI est déterminé par la norme — il n’y a qu’un seul TPI UNC par diamètre. Vous ne pouvez pas choisir les deux indépendamment.
Étape 2 : Sélectionner la classe de filet
Par défaut à Classe 2A/2B sauf si vous avez une raison de dévier. Spécifiez Classe 3A/3B lorsque :
- L'articulation nécessite un jeu minimal (positionnement de précision, équipement optique, dispositifs de jaugeage)
- Vous assemblez avec des limites de couple suffisamment serrées pour que le jeu ne cause pas de charge de serrage incohérente
- La spécification applicable (MIL-SPEC, dessin aéronautique) l'exige
Spécifiez Classe 1A/1B uniquement lorsque :
- La vitesse d'assemblage rapide l'emporte sur la précision de l'ajustement
- Les filetages doivent s'engager malgré la contamination de surface
- Le coût est primordial et la qualité de l'ajustement n'est pas visible par le client
Étape 3 : Déterminer la taille du foret de taraudage
Le foret de taraudage crée le trou pré-percé avant le taraudage des filetages internes UNC. La sélection du foret de taraudage influence le pourcentage d'engagement du filet — la quantité de profondeur de filet théorique que vous coupez réellement. La pratique standard est un engagement de filet 75%, qui offre une résistance à la traction complète de la boulonnerie avec une durée de vie raisonnable du taraud.
Un engagement de filet plus élevé (>80%) augmente marginalement la résistance à l'arrachement mais augmente considérablement le risque de casse du taraud, surtout dans les matériaux durs. Nous avons vu des ateliers passer à un engagement 85% en aluminium en pensant obtenir des filetages plus solides, pour finir par casser des tarauds en carbure lors de productions. 75% est la norme pour une raison.
| Taille UNC | Foret de taraudage standard | Engagement de filet % | Décimal du foret (en) |
|---|---|---|---|
| #4-40 | #43 | ~75% | 0.089 |
| #6-32 | #36 | ~75% | 0.1065 |
| #8-32 | #29 | ~75% | 0.136 |
| #10-24 | #25 | ~75% | 0.1495 |
| 1/4-20 | #7 | ~75% | 0.201 |
| 5/16-18 | F | ~75% | 0.257 |
| 3/8-16 | 5/16 | ~75% | 0.3125 |
| 7/16-14 | U | ~75% | 0.368 |
| 1/2-13 | 27/64 | ~75% | 0.4219 |
| 5/8-11 | 17/32 | ~75% | 0.5313 |
| 3/4-10 | 21/32 | ~75% | 0.6563 |
| 1-8 | 7/8 | ~75% | 0.875 |
**Astuce de production :** En usinage CNC, utilisez des tarauds à spirale pour les trous traversants et des tarauds à pointe spiralée (pistolet) pour les trous borgnes avec une profondeur suffisante. Pour l'aluminium en particulier, les tarauds revêtus (TiN ou TiAlN) avec fluide de coupe coupent de manière plus cohérente sur une série de production que les tarauds non revêtus.
Erreurs courantes dans la spécification des filetages UNC
Les erreurs que nous voyons répéter en environnement de production :
Erreur 1 : Mélanger UNC et UNF sur le même assemblage. Lorsque les deux apparaissent dans une nomenclature, il est facile pour un technicien ou un machiniste de prendre la mauvaise fixation. Si votre conception ne nécessite que des filetages grossiers, simplifiez — spécifiez UNC partout et évitez UNF sauf si nécessaire.
Erreur 2 : Surspécifier la classe de filetage. Mentionner la classe 3A sur un boulon structurel non critique coûte plus cher (tolérances de fabrication plus strictes, production plus lente) sans avantage fonctionnel. Réservez la classe 3 pour les cas où cela a réellement de l’importance.
Erreur 3 : Utiliser le bon foret de taraudage. C’est l’erreur la plus courante en atelier. Un foret de 0,005 pouce trop grand réduit l’engagement du filetage à un niveau inacceptable. Gardez un tableau de taraudage imprimé ou laminé à chaque machine.
Erreur 4 : Ignorer l’épaisseur du revêtement. Le zincage d’une fixation de classe 2A ajoute entre 0,0002 et 0,0005 pouce par surface. Dans un trou taraudé de classe 2B normalement assemblé, cela ne pose pas de problème — le jeu le permet. Mais dans un trou taraudé de classe 3B avec un jeu minimal, le revêtement peut rendre l’assemblage impossible. De nombreuses spécifications aéronautiques abordent cela en exigeant des tolérances de trou légèrement plus grandes lorsque des fixations plaquées sont utilisées.
Tendances futures dans les normes de filetages UNC (2026 et au-delà)
Les filetages UNC sont une norme mature — ASME B1.1 n’a pas changé fondamentalement depuis le milieu du 20e siècle — mais les applications et environnement de fabrication qui les entourent évoluent.
Matériaux avancés et revêtements
Le passage aux matériaux légers dans les environnements de production modifie la façon dont les filetages UNC sont spécifiés. Les assemblages à forte teneur en aluminium dans les packs de batteries EV, les boîtiers de moteurs électriques et les pièces structurelles nécessitent une attention particulière à l’engagement du filetages UNC et aux systèmes d’insertion (Helicoil, Keensert, E-Z Lok) pour éviter le dénudage du filetages lors de cycles d’assemblage répétés.
Les revêtements anticorrosion progressent également. La galvanisation traditionnelle au zinc et l'oxyde noir restent courants, mais les revêtements en flocons de zinc ASTM F1136 (Geomet, Dacromet) gagnent en popularité dans les applications structurelles où la fragilisation par hydrogenation des boulons haute résistance est une préoccupation. Ces revêtements en floconsaugmentent l'épaisseur différemment de la galvanisation électrolytique
Le grippage en acier inoxydable — un problème persistant avec les filetages UNC dans les assemblages en acier inoxydable — est abordé avec de nouvelles formulations de lubrifiants pour filetages et traitements de surface. En production, nous avons constaté que les composés anti-saisissement restent la stratégie de prévention la plus fiable, en particulier pour les vis en acier inox 18-8 dans des trous taraudés en inox.
Spécification numérique et contrôle qualité
Le processus de spécification des filetages UNC est transformé par les flux de fabrication numériques. La Définition Basée sur le Modèle (MBD) dans des systèmes CAD comme Solidworks, Creo et NX permet désormais d’intégrer des mentions complètes de filetages — y compris la taille UNC, la classe et la longueur d’engagement — directement dans la géométrie 3D en tant qu’Information de Fabrication du Produit (PMI) plutôt que seulement dans des dessins en 2D.
Cela signifie que les spécifications des filetages voyagent avec le modèle numérique tout au long de la conception, de la fabrication et de l'inspection. Les jauges de filetage sont de plus en plus connectées aux systèmes SPC (Contrôle Statistique de Processus) qui enregistrent directement les résultats de passage/non-passage dans une base de données qualité. Un trou taraudé qui échoue au contrôle de passage déclenche une alerte immédiate plutôt que d'attendre une inspection de lot à la fin d'un poste de production.
Selon les données de la recherche en gestion de la qualité de la fabrication, l'intégration en temps réel du SPC peut réduire les taux de retouche liés aux filetages de 15 à 30 % dans les environnements de production à volume élevé — une économie significative lorsque vous produisez des milliers de trous filetés par poste.
Questions fréquemment posées sur les filetages UNC
Quelle est la différence entre UNC, UNF et UNS ?
, ce qui influence l'ajustement dans des trous UNC à tolérance plus serrée. UNC (grossier) et UNF (fin) sont les deux principales séries de pas de filetage dans la norme de filetage unifié — UNC a moins de filets par pouce, UNF en a plus. UNS (Standard National Unifié Spécial) couvre toute combinaison de filets en pouces non couverte par la série standard — par exemple, un pas de filetage personnalisé sur un diamètre standard. En pratique, le UNS est rare et n'est spécifié que lorsque ni UNC ni UNF ne répond à l'exigence de conception.
Les filetages UNC et NPT sont-ils identiques ?
Non. Les filetages UNC sont des filetages de fixation droits (parallèles) ; les filetages NPT (National Pipe Taper) sont coniques et conçus pour créer un joint étanche dans les raccords de tuyaux. La forme des filetages, les diamètres et le comportement d'engagement sont complètement différents. Ils ne sont pas interchangeables en aucune circonstance.
Que signifie “2A” ou “2B” dans une indication de filet UNC ?
Le chiffre (1, 2 ou 3) indique la classe de filet — une mesure de la tolérance de précision. “A” désigne un filet externe (vis) ; “B” désigne un filet interne (trou taraudé). La classe 2A/2B est standard pour les fixations à usage général. La classe 3A/3B concerne les applications de précision.
Comment convertir une taille de filet UNC en taille métrique ?
Vous ne le faites pas — ils ne sont pas interchangeables. La taille métrique la plus proche en diamètre peut être similaire (UNC 1/4-20 ≈ M6, UNC 3/8-16 ≈ M10) mais le pas et les dimensions de la forme du filet diffèrent. Remplacez toujours les fixations UNC par des fixations UNC et les fixations métriques par des fixations métriques.
Quel foret de taraudage utiliser pour du 1/4-20 UNC ?
Un foret #7 (0,201 pouces) offre environ 75 % d’engagement de filet pour du 1/4-20 UNC, ce qui est la recommandation standard. Certaines sources recommandent un foret de 13/64 (0,2031 pouce) pour un engagement légèrement moindre lorsque la durée de vie du taraud est une priorité dans des matériaux durs.
Les filetages UNC peuvent-ils être utilisés dans le plastique ?
Oui, et le UNC est généralement préféré au UNF dans le plastique car le pas plus grossier offre une meilleure prise dans le matériau et est moins susceptible de se déchirer. Pour les thermoplastiques soumis à des charges cycliques, envisagez des vis auto-taraudeuses ou à formation de filet conçues pour le plastique — elles créent le filet femelle lors de l'installation et éliminent l'opération de taraudage séparée. Pour les thermodurcissables ou lorsque la résistance du filet est importante, taraudez les filetages UNC selon la norme.
Quelle est la taille de filet UNC la plus résistante ?
La “plus résistante” dépend du contexte. En termes de capacité de charge en traction absolue, les vis de diamètre plus grand (par exemple UNC 1 pouce) supportent beaucoup plus de charge que les petites. En termes de résistance au déchirement du filet pour un diamètre de boulon donné, engagement plus long du fil et accouplement plus difficile augmentation du matériau de la résistance à l'arrachement supérieure à la sélection TPI Pour une longueur d'engagement donnée, les filetages UNF ont une résistance à la traction marginalement plus élevée que les UNC (plus de filetages engagés = plus de surface de cisaillement) — mais dans la plupart des applications de production, la rupture en traction de la vis prévaut avant que le filetage ne se déforme, rendant cette distinction académique.
Conclusion
Les filetages UNC sont la colonne vertébrale de la pratique des fixations américaines pour une raison : le pas grossier permet un montage rapide, tolère les conditions de terrain, et offre une compatibilité matérielle étendue. La norme est suffisamment stable pour que les chaînes d’approvisionnement soient profondes, que l’outillage soit universel, et que chaque ingénieur dans une installation en France comprenne la notation.
Cela dit, « utilisez simplement un boulon standard » cache un nombre surprenant de décisions — classe de filetage, longueur d’engagement, compatibilité du revêtement, sélection du perçage de taraudage spécifique au matériau. Les maîtriser fait toute la différence entre un processus de production qui fonctionne sans problème et celui qui génère des retouches et des réclamations au titre de la garantie.
Si vous recherchez des fixations UNC ou si vous spécifiez des filetages UNC pour une nouvelle conception, commencez par la classe 2A/2B, utilisez les tailles de perçage pilote standard dans le tableau ci-dessus, et vérifiez les exigences de revêtement avant de choisir un fournisseur. Ces trois étapes couvrent la majorité des problèmes de filetages en production avant qu’ils ne commencent.
Produits associés
Solutions et groupe
- Tous les blogs
- Solutions de fixation sur mesure
- Tutoriels sur les vis et brides — Parcourez tous les articles
Articles associés
- Vis à sexe : Guide complet des fixations à barillet, tailles et installation
- U Bolt : Le guide complet des types, tailles, matériaux et applications industrielles
- Écrou autobloquant : Types, principes de fonctionnement et guide de sélection
- Qu'est-ce qu'une vis et un écrou — et pourquoi l'association est-elle importante
- Cageage d’écrous : Guide complet sur les écrous cage, types et installation
- Guide complet du Sexbolt : Types, Matériaux, Applications & Conseils d'achat (2026)
- Vis en nylon : Guide complet des types, tailles et applications (2026)
- Boulons de plaque d'immatriculation antivol : Le guide complet pour sécuriser vos plaques (2026)




