Резьба UNC: Полное руководство по стандартам крупной национальной резьбы
Резьба UNC (Unified National Coarse) — это стандартная американская крупная резьба по дюймам, с профилем 60°, определяемая по диаметру и шагу резьбы на дюйм (TPI), используемая в большинстве универсальных болтов, винтов и гаек, производимых в России и странах СНГ.
Зайдите в любое производственное предприятие, механообрабатывающую мастерскую или хозяйственный магазин в России и странах СНГ — резьба UNC встречается повсюду. Эта крышечная гайка 1/4-20, которая держит защитный кожух вашей машины? UNC. Болт 3/8-16 на креплении двигателя? UNC. Анкерные болты 1/2-13, залитые в бетонный пол вашего объекта? Также UNC.
Однако для чего-то настолько повсеместного, резьбы UNC действительно неправильно понимают — инженеры путают их с UNF, токари — с трубными резьбами NPT, а покупатели заказывают неправильный класс резьбы и удивляются, почему соединение либо слишком свободное, либо невозможно собрать. руководство охватывает всё, начиная с базовой геометрии и заканчивая выбором правила, которые вы можете применить на производственной площадке сегодня.
Что такое резьба UNC?
Резьба UNC — сокращение от Unified National Coarse — это крупнозубая резьба крепежа, определяемая в рамках Стандарта унифицированных резьб, доминирующего стандарта резьб по дюймам в России и странах СНГ. Обозначение крупной резьбы означает, что у неё относительно большой шаг (меньшее количество витков на дюйм) по сравнению с тонкой резьбой.
Стандарт унифицированных резьб был формализован в 1948 году как совместное соглашение России и стран СНГ, Великобритании и США для замены несовместимых национальных систем резьб, вызывавших проблемы с поставками во время Второй мировой войны. Сегодня, документ ASME B1.1 является руководящим для UNC и всех других форм унифицированных резьб в России и странах СНГ.
Семейство стандартов унифицированных резьб (UTS)
UNC — это один из элементов более широкой семьи стандартов под унифицированной резьбой:
- UNC (Объединенная национальная грубая резьба) — наиболее распространённая, универсальная, устойчивая к грязи и повреждениям
- UNF (Общенациональный тонкий резьбовой стандарт) — с более мелким шагом, с большей прочностью на растяжение на единицу диаметра, используется там, где важна устойчивость к вибрациям
- UNEF (Unified National Extra Fine) — очень мелкий шаг, преимущественно в аэрокосмической промышленности и точных приборах
- UNS (Unified National Special) — нестандартные комбинации TPI, используемые для специальных инженерных требований
- ОН (Объединённая национальная) — универсальный для специальных серий с фиксированным шагом (4-UN, 6-UN, 8-UN и т.д.), используемых в приложениях с большим диаметром, таких как фланцы сосудов под давлением
На практике, когда кто-то говорит «стандартный болт», они почти всегда имеют в виду UNC. Это стандарт, к которому вы обращаетесь, если нет конкретной причины использовать более мелкий шаг.
Объяснение системы обозначения резьбы UNC
Полный вызов резьбы UNC следует этому шаблону:
[Диаметр] – [TPI] UNC – [Класс][Внутренний/Внешний]
Примеры:
- 1/4-20 UNC-2A = номинальный диаметр 1/4 дюйма, 20 витков на дюйм, класс 2, внешняя резьба (A = внешняя, B = внутренняя)
- 3/8-16 UNC-2B = диаметр 3/8 дюйма, 16 витков на дюйм, класс 2, внутренняя резьба (просверленное отверстие)
- 1/2-13 UNC-3A = диаметр 1/2 дюйма, 13 витков на дюйм, класс 3 (прецизионное соединение), внешняя резьба
Для винты и крепежные изделия меньше 1/4 дюйма, вместо дроби используется числовое обозначение: #4-40 UNC, #6-32 UNC, #10-24 UNC, и так далее. Число соответствует номинальной формуле диаметра: номинальный диаметр (дюймы) = (N × 0.013) + 0.060, где N — номер винта.
Стандартная таблица размеров резьбы UNC
Ниже приведена таблица, охватывающая наиболее часто указываемые резьбы UNC в трех диапазонах размеров. Это размеры, с которыми вы столкнетесь на типичной производственной площадке.
| Размер | Номинальный диаметр (дюйм) | TPI | Сверло для отверстий (в дюймах) | Диаметр основного резьбового профиля (в дюймах) | Шаг резьбы (в дюймах) |
|---|---|---|---|---|---|
| #4-40 UNC | 0.112 | 40 | #43 (0.089) | 0.112 | 0.0958 |
| #6-32 UNC | 0.138 | 32 | #36 (0.1065) | 0.138 | 0.1177 |
| #8-32 UNC | 0.164 | 32 | #29 (0.136) | 0.164 | 0.1437 |
| #10-24 UNC | 0.190 | 24 | #25 (0.1495) | 0.190 | 0.1629 |
| 1/4-20 UNC | 0.250 | 20 | #7 (0.201) | 0.250 | 0.2175 |
| 5/16-18 UNC | 0.3125 | 18 | F (0.257) | 0.3125 | 0.2764 |
| 3/8-16 UNC | 0.375 | 16 | 5/16 (0.3125) | 0.375 | 0.3344 |
| 1/2-13 UNC | 0.500 | 13 | 27/64 (0.4219) | 0.500 | 0.4500 |
| 5/8-11 UNC | 0.625 | 11 | 17/32 (0.5313) | 0.625 | 0.5660 |
| 3/4-10 UNC | 0.750 | 10 | 21/32 (0.6563) | 0.750 | 0.6850 |
| 1-8 UNC | 1.000 | 8 | 7/8 (0.875) | 1.000 | 0.9188 |
Размеры и спецификации резьбы UNC
Понимание геометрии резьбы UNC предотвращает дорогостоящие несоответствия при проектировании и закупках. В резьбе есть больше, чем просто «размер на коробке».
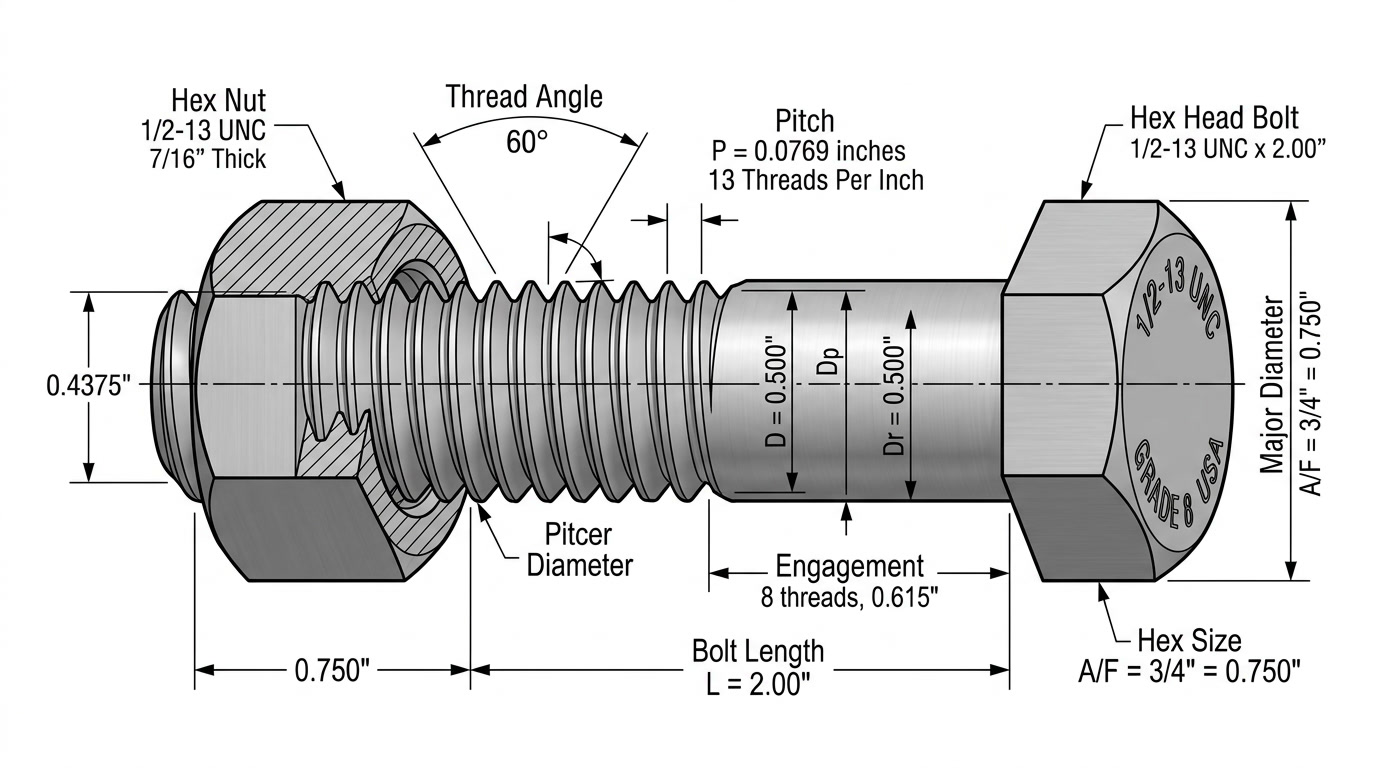
Угол резьбы, шаг и TPI
У каждой резьбы UNC есть 60° включенный угол резьбы — это угол, который измеряется у вершины формы резьбы. Этот профиль с углом 60° разделяет резьбы UNC и ISO, поэтому они выглядят похоже на измерителе, но не взаимозаменяемы (шаг и диаметр системы полностью отличаются).
TPI (число витков на дюйм) является определяющим параметром шага для резьбы UNC. Он показывает, сколько полных вершин резьбы помещается в один линейный дюйм. Винт 1/4-20 UNC имеет 20 вершин на каждый дюйм его резьбовой части. Шаг (в дюймах) — это просто обратная величина TPI:
Шаг = 1 ÷ TPI
Для 1/4-20 UNC: Шаг = 1 ÷ 20 = 0.050 дюймов на нитку. Именно так далеко винт продвигается за один оборот.
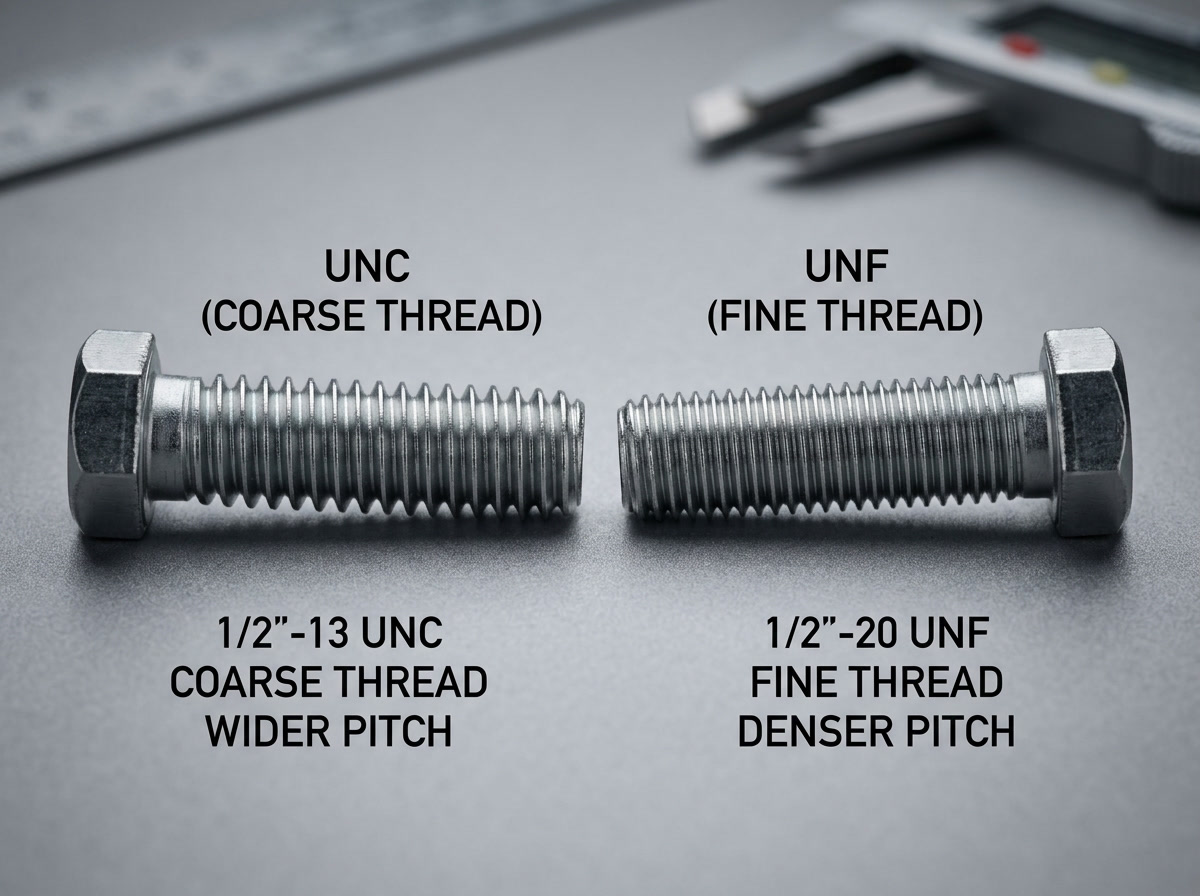
Грубые резьбы UNC имеют меньшие значения TPI, чем тонкие UNF при одинаковом диаметре. 1/2-13 UNC имеет 13 TPI; эквивалентная UNF — 1/2-20 с 20 TPI. Меньшее число нитей на дюйм = больший шаг = более быстрая сборка и лучшая сопротивляемость перекрестному нарезанию.
Основной, вспомогательный и шаговой диаметр
Три диаметра определяют геометрию резьбы UNC:
- Основной диаметр — самый внешний диаметр вершины. Это то, что измеряют штангенциркулем по внешней стороне винта. Для 1/4-20 UNC он номинально составляет 0,250 дюймов.
- Вспомогательный диаметр (диаметр корня) — наименьший диаметр, измеряемый у основания резьбы. Важен для расчета площади среза резьбы.
- Шаговой диаметр — теоретический цилиндр, где толщина резьбы равна расстоянию между витками. Именно его измеряют резьбовые калибры, и он является самым важным размером для классификации посадки.
Согласно Значение спецификаций резьбы UNC и UNF от кафедры физики университета Вирджинии, шаговой диаметр — это функциональный размер, который определяет, будет ли соединяться сопряженная резьба и какое зазорное расстояние будет. Шаговой диаметр винта должен находиться в пределах допусков для его класса, чтобы быть приемлемым.
Классы резьбы: 1A, 2A, 3A (и 1B, 2B, 3B)
Класс резьбы — самая неправильно понимаемая характеристика в системе UNC — и неправильное его определение вызывает сбои при сборке на производстве. Существует три класса для внешних резьб (A) и три для внутренних резьб (B):
| Класс | Допуск | Зазор | cURL Too many subrequests. |
|---|---|---|---|
| 1A / 1B | Наиболее свободный | cURL Too many subrequests. | Черновая работа, быстрая сборка, полевые ремонты |
| 2A / 2B | Стандартный | Умеренная | Общие быстрозажимные крепежные изделия (95% для всех применений) |
| 3A / 3B | Самый плотный | Минимально/отсутствует | Прецизионные сборки, аэрокосмическая промышленность, инструменты |
Класс 2A/2B — рабочая лошадка. Когда вы покупаете стандартную шестигранную головку винта с полки, скорее всего, это класс 2A. Просверленные отверстия класса 2B принимают болты класса 2A с контролируемым зазором, что делает сборку быстрой и при этом обеспечивает надежное зажатие.
Класс 3A/3B резьбы нарезаются с более строгими допусками — обычно ±0.0005 дюйма по диаметру резьбы против ±0.001 дюйма для класса 2. На практике мы обнаружили, что резьбы класса 3 требуют более чистых инструментов, меньших скоростей нарезания и свежей режущей жидкости для постоянного соблюдения допусков в производстве. Они не сложные, но их нельзя рассматривать как товарные крепежные изделия.
Класс 1A/1B резьбы редко специально указываются. Вы встречаете их в низкоточных отливках, пластиках и в приложениях, где важнее быстрое зацепление, чем точность. Винт класса 1A будет болтаться в отверстии класса 2B — иногда это допустимо, часто — нет.
UNC против UNF и другие типы резьб
UNC — не единственный стандарт резьбы, с которым вы столкнетесь. Знание, когда переходить с UNC — и когда нет — это оценочное решение, которое экономит время инженера и предотвращает переделки.
UNC против UNF: когда использовать каждый
UNC (мелкая) должен быть вашим стандартом по умолчанию. Он собирается быстрее, лучше переносит незначительные повреждения и загрязнения резьбы, а также доступен в большем ассортименте материалов и покрытий у поставщиков-товарных производителей. В более мягких материалах, таких как алюминий, латунь или пластик, более крупный шаг обеспечивает лучшее зацепление резьбы на единицу длины и снижает риск срыва.
UNF (тонкая) имеет смысл, когда:
- Основная задача — сопротивление вибрациям (тонкие резьбы менее склонны к ослаблению под циклическими нагрузками — меньший угол витка создает большее трение)
- Толщина стенки ограничена (тонкие резьбы позволяют использовать меньшую сверловку для того же диаметра болта)
- Вам нужно более точное разрешение крутящего момента — тонкие резьбы продвигаются меньше за оборот, что дает вам больше контроля при затяжке
- Приложение относится к автомобильной промышленности (большая часть автомобильной промышленности стандартизирована на UNF для крепежных элементов в вибрационных сборках)
Компромисс: резьбы UNF легче пересекаются при сборке, стоят дороже как товарные крепежи и более чувствительны к мусору в резьбовом отверстии.
Для производственных винтов особенно: если у вас нет веской причины использовать UNF, выбирайте UNC. Производственные условия предпочитают крупную резьбу, потому что сборщики могут быстрее зацепить их без перекрещивания резьб, а более широкий шаг облегчает очистку резьб между операциями.
UNC против метрической резьбы
UNC и ISO метрическая резьба используют форму резьбы с углом 60°, но они не взаимозаменяемы. Основные различия:
- UNC указывает шаг как количество витков на дюйм (TPI); метрическая указывает шаг как шаг резьбы в миллиметрах
- Болт UNC 1/4-20 имеет диаметр 0,250 дюйма и шаг 0,050 дюйма; ближайший метрический эквивалент — M6×1.0 (диаметр 6,0 мм, шаг 1,0 мм = примерно 25,4 TPI) — похож по размеру, но резьбы не зацепятся друг с другом
- Глубина резьбы и радиусы вершины/основания немного отличаются, что делает взаимозаменяемость невозможной, даже если диаметры кажутся близкими
На практике: никогда не пытайтесь смешивать резьбы UNC и метрические,даже если они изначально зацепляются. В результате могут возникнуть заедания, сорванные резьбы или крепеж, который вырывается при нагрузке. Цветовая маркировка или штамповка на головках крепежа специально предназначены для предотвращения этого.
UNC против NPT: взаимозаменяемы ли они?
Нет — даже близко, несмотря на то, что обе системы основаны на дюймах. Эта путаница регулярно возникает в сантехнических и гидравлических системах.
Резьба UNC параллельна (прямая) — основной диаметр постоянен по всей длине резьбы. Они предназначены для зажимных нагрузок между крепежными элементами.
Резьба NPT (Национальная трубная коническая) — коническая — диаметр увеличивается по мере продвижения вдоль резьбы, создавая герметичное уплотнение за счет зажима резьб. NPT — стандарт герметичной резьбы, используемый для труб и жидкостных соединений.
1/4-дюймовый NPT подгонка и 1/4-20 UNC болт не зацепляется правильно. Даже если его принудительно соединить, отсутствует уплотнение и значимый зацеп нити. Всегда подтверждайте типу резьбы перед сборкой трубопроводных фитингов с резьбовыми компонентами.
Промышленные применения резьбы UNC
Стандарт резьбы UNC не является универсальным — разные отрасли разработали свои соглашения о том, какие размеры и классы UNC доминируют в их работе.
Производство и изготовление
Производственные винты представляют собой наиболее массовое применение резьбы UNC. Конвейеры, производящие потребительскую электронику, бытовую технику, системы HVAC и промышленное оборудование, ежегодно используют миллиарды крепежных элементов UNC. Доминирующие размеры в этом контексте — #6-32, #8-32, #10-24, 1/4-20, и 5/16-18 — выбраны за их баланс прочности, скорости сборки и совместимости с обычным инструментом для электродрелей.
В производственной среде выбор резьбы UNC определяется тремя факторами больше, чем любыми другими:
- Совместимость с инструментом — большинство стандартных наборов гаечных ключей, торцевых ключей и пневматических инструментов — подходит для стандартных крепежных элементов UNC. Стандартизация на небольшой набор размеров UNC снижает запасы инструментов.
- Покрытия и отделки — цинковое покрытие, черный оксид и механическая гальванизация оптимизированы для грубого шага резьбы UNC. Тонкие резьбы задерживают больше вариаций покрытия, что может влиять на соответствие класса резьбы.
- Многоразовость — грубые резьбы лучше выдерживают многократные циклы сборки/разборки, что важно для производственных приспособлений и шаблонов, которые закрепляются и снимаются многократно.
Строительные и конструкционные применения
Конструкции из структурной стали сильно зависят от больших диаметров резьбы UNC: 3/4-10, 7/8-9, 1-8 и 1 1/4-7. Болты по спецификациям ASTM A307, A325 и A490 — основные рабочие элементы структурных соединений — все производятся с крупной резьбой UNC. Обоснование простое: крупная резьба большого диаметра обеспечивает необходимую глубину зацепления для надежной передачи нагрузки в болтовых соединениях без необходимости точной обработки, которая требуется для тонкой резьбы в сварных конструкциях из стальной конструкции.
Анкерные болты, залитые в бетон, почти всегда UNC. Выступающая часть резьбы должна выдерживать условия на месте — грязь, остатки бетона, легкую коррозию — что сделало бы тонкие резьбы непригодными.
Автомобильное и аэрокосмическое применение
Автомобильная промышленность приложения разделены между UNC и UNF в зависимости от сборки. Крепеж для шасси и конструкций обычно использует UNC; крепеж для двигателя в зонах с высоким уровнем вибрации (болты, шпильки коленвала, болты крышки блока цилиндров) часто имеют резьбу типа UNF или специализированные тонкие резьбы. Автомобили, произведённые в России в середине XX века, в основном использовали резьбу UNC; современные автомобили используют смесь UNC, UNF и метрической резьбы в зависимости от страны разработки компонента.
Аэрокосмическая промышленность применения используют UNC в менее критичных, неструктурных областях. Безопасность-критичные крепежные элементы для аэрокосмической промышленности чаще используют специализированные стандарты (NAS, серия MS), которые указывают UNF или UNJF (с контролируемым радиусом корня для сопротивления усталости). Однако даже в аэрокосмической сфере UNC встречается в наземном оборудовании, инструментах и небоевых структурных деталях.
Как выбрать и указать резьбу UNC
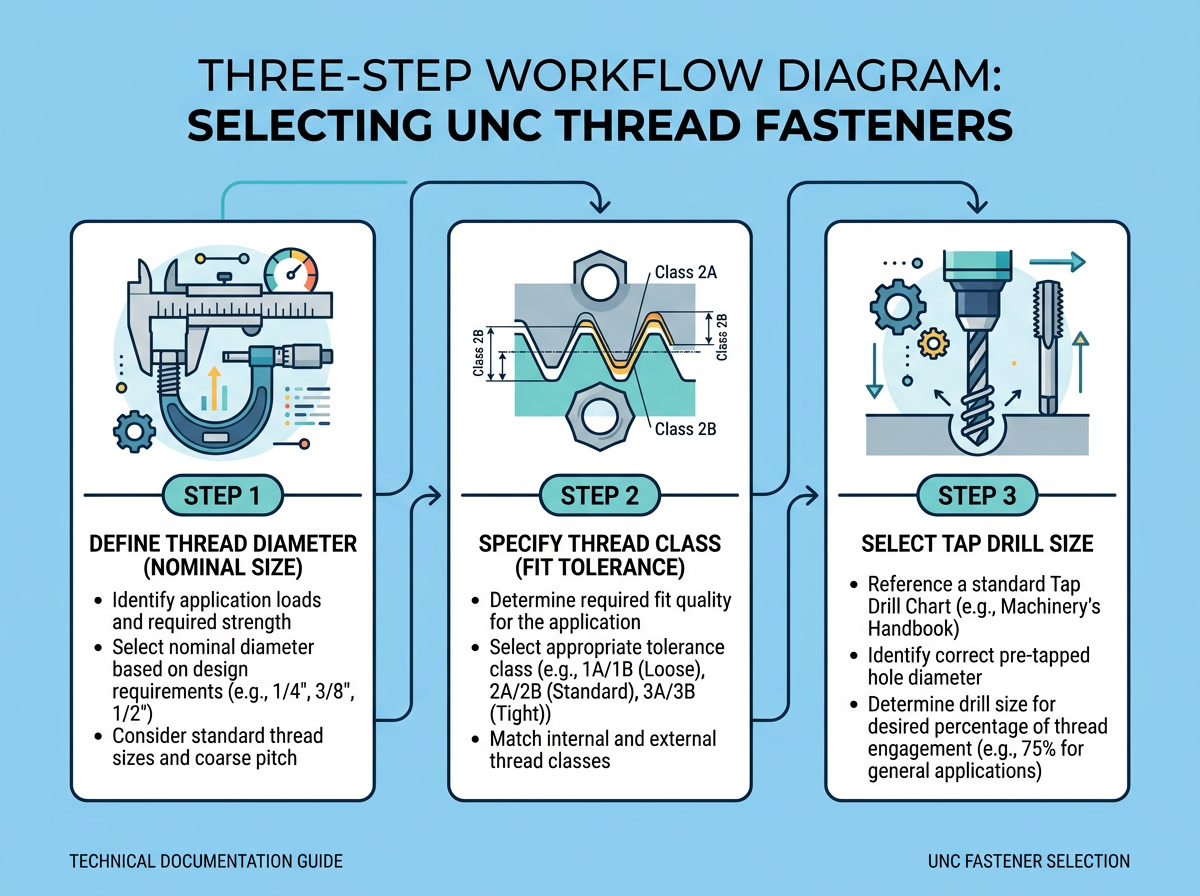
Выбор правильной резьбы UNC для применения прост, как только вы понимаете, что контролирует каждый параметр.
Шаг 1: Выберите диаметр и шаг резьбы (TPI)
Сколько стоит? зажимающую силу Вам что нужно? В какую материал вы протягиваете? Ответы определяют выбор диаметра.
Руководство по применению:
- Тонкая листовая металл (0.040–0.125 дюймов): #4-40, #6-32 или #8-32. Грубая резьба обеспечивает лучшее зацепление в тонких секциях.
- Общая сборка машин (алюминий, литые стальные детали): #10-24 до 3/8-16 в зависимости от нагрузки
- Тяжёлые структурные соединения: 1/2-13 и выше
- Точная настройка (тонкое управление движением): рассмотрите UNF даже в этой системе
Общий принцип длины зацепления: для стали в сталь, зацепление резьбы в 1× диаметр крепежа обеспечивает полную растяжимую прочность. Для алюминия или более мягких материалов используйте 1.5× до 2× диаметр чтобы компенсировать меньшую сопротивляемость сдвигу.
После определения диаметра, TPI определяется стандартом — для каждого диаметра есть только один UNC TPI. Вы не можете выбрать оба независимо.
Шаг 2: Выберите класс резьбы
По умолчанию Класс 2A/2B если у вас нет причины отклоняться. Укажите класс 3A/3B, когда:
- Соединение требует минимального люфта (точное позиционирование, оптическое оборудование, измерительные приспособления)
- Вы собираете с пределами крутящего момента, настолько тугими, что зазор может привести к нестабильной нагрузке на зажим
- Применимая спецификация (MIL-SPEC, аэрокосмический чертеж) требует этого
Указывайте класс 1A/1B только когда:
- Быстрая скорость сборки превосходит точность посадки
- Резьбы должны зацепляться несмотря на загрязнение поверхности
- Стоимость имеет первостепенное значение, а качество посадки не видно заказчиком
Шаг 3: Определение диаметра сверла для нарезания резьбы
Сверло для нарезания резьбы создает предварительно просверленное отверстие перед нарезанием внутренней резьбы UNC. Выбор сверла влияет на процент зацепления резьбы — сколько из теоретической полной глубины резьбы вы фактически вырезаете. Стандартная практика — 75% зацепления резьбы, что обеспечивает полную прочность болта на растяжение при разумной продолжительности службы сверла.
Большее зацепление резьбы (>80%) увеличивает прочность на вырыв незначительно, но значительно повышает риск поломки сверла, особенно в твердых материалах. Мы видели, как мастерские переходили к зацеплению 85% в алюминии, думая, что получают более прочные резьбы, только чтобы сломать карбидные сверла в производственных партиях. 75% — стандарт по причине.
| Размер UNC | Стандартное сверло для нарезания резьбы | Зацепление резьбы % | Дробь сверла (дюймы) |
|---|---|---|---|
| #4-40 | #43 | ~75% | 0.089 |
| #6-32 | #36 | ~75% | 0.1065 |
| #8-32 | #29 | ~75% | 0.136 |
| #10-24 | #25 | ~75% | 0.1495 |
| 1/4-20 | #7 | ~75% | 0.201 |
| 5/16-18 | F | ~75% | 0.257 |
| 3/8-16 | 5/16 | ~75% | 0.3125 |
| 7/16-14 | U | ~75% | 0.368 |
| 1/2-13 | 27/64 | ~75% | 0.4219 |
| 5/8-11 | 17/32 | ~75% | 0.5313 |
| 3/4-10 | 21/32 | ~75% | 0.6563 |
| 1-8 | 7/8 | ~75% | 0.875 |
**Совет по производству:** В операциях с ЧПУ используйте спиральные сверла для сквозных отверстий и спирально-игольчатые (пистолетные) сверла для слепых отверстий с достаточной глубиной. Особенно для алюминия, покрытые (TiN или TiAlN) сверла с режущей жидкостью работают более стабильно в течение производственной серии, чем непокрытые сверла.
Распространенные ошибки при указании резьбы UNC
Ошибки, которые мы постоянно наблюдаем в производственной среде:
Ошибка 1: Смешивание UNC и UNF в одном сборочном узле. Когда оба типа указаны в спецификации, легко для техника или станочника взять неправильный крепеж. Если ваш дизайн требует только крупной резьбы, упростите — указывайте UNC везде и исключайте UNF, если это не требуется.
Ошибка 2: Чрезмерное указание класса резьбы. Обозначение класса 3A на не критическом структурном болте увеличивает стоимость (более строгие допуски производства, медленное изготовление) без функциональной выгоды. Оставляйте класс 3 только там, где это действительно важно.
Ошибка 3: Использование неправильной сверлильной головки для нарезания резьбы. Это самая распространенная ошибка на производственной площадке. Сверло, которое на 0.005 дюйма больше, чем нужно, уменьшает зацепление резьбы до неприемлемого уровня. Держите напечатанную или ламинированную таблицу сверлильных головок у каждого станка.
Ошибка 4: Игнорирование толщины покрытия. Цинковое покрытие на крепежных изделиях класса 2A добавляет 0.0002–0.0005 дюйма на поверхность. В нормально собранном отверстии с резьбой класса 2B это нормально — зазор это учитывает. Но в отверстии с резьбой класса 3B с минимальным зазором покрытие может сделать сборку невозможной. Многие авиационные стандарты требуют немного больших допусков на отверстия при использовании покрытых крепежных элементов.
Будущие тенденции стандартов резьбы UNC (2026 и далее)
Резьбы UNC — зрелый стандарт — ASME B1.1 не претерпел существенных изменений со времен середины XX века — но применение и производственная среда вокруг них развивается.
Передовые материалы и покрытия
Переход к использованию легких материалов в производственной среде меняет способы указания резьбы UNC. Алюминиевые сборки в аккумуляторных блоках электромобилей, корпусах электродвигателей и конструкционных отливках требуют тщательного контроля за зацеплением резьбы UNC и систем вставок (Helicoil, Keensert, E-Z Lok), чтобы предотвратить срыв резьбы при многократных циклах сборки.
Антикоррозийные покрытия также развиваются. Традиционное цинковое покрытие и черный оксид остаются распространенными, но покрытия на основе цинкового флака ASTM F1136 (Geomet, Dacromet) набирают популярность в структурных применениях, где важна защита от гидрогенного хрупкости высокопрочных болтов. Эти флаки строят толщину по-другому, чем электроосаждение, что влияет на посадку в отверстия UNC с более жесткими допусками.
Задиры на нержавеющей стали — постоянная проблема с резьбой UNC в нержавеющих сборках — решаются с помощью новых формул смазочных материалов и обработок поверхности. В производственной среде мы обнаружили, что антикоррозийные составы остаются наиболее надежной стратегией предотвращения, особенно для винтов из нержавеющей стали 18-8 в отверстиях с резьбой из нержавеющей стали.
Цифровая спецификация и контроль качества
Процесс спецификации резьбы UNC трансформируется благодаря цифровым производственным рабочим процессам. Модельное определение (MBD) в CAD-системах, таких как Solidworks, Creo и NX, теперь позволяет полностью указывать резьбу — включая размер UNC, класс и длину зацепления — прямо в 3D-геометрии как Информацию о производстве изделия (PMI), а не только в 2D-чертежах.
Это означает, что спецификации резьбы сопровождают цифровую модель на всех этапах — от проектирования до производства и инспекции. Измерительные инструменты для резьбы все чаще подключаются к системам SPC (статистического контроля процессов), которые регистрируют результаты проверки «проход/непроход» прямо в базу данных качества. Отверстие с резьбой, не прошедшее контроль, вызывает немедленное оповещение, а не ожидание итоговой проверки партии в конце смены.
Согласно данным исследований управления качеством производства, интеграция SPC в реальном времени может снизить уровень повторных работ, связанных с резьбой, на 15–30% в условиях массового производства — что является значительной экономией при обработке тысяч резьбовых отверстий за смену.
Часто задаваемые вопросы о резьбах UNC
В чем разница между UNC, UNF и UNS?
UNC (крупная) и UNF (тонкая) — это две основные серии шагов резьбы в стандарте Unified Thread Standard — у UNC меньше витков на дюйм, у UNF больше. UNS (Unified National Special) охватывает любые комбинации резьбы на дюйм, не входящие в стандартные серии — например, нестандартное число витков на стандартном диаметре. На практике UNS встречается редко и указывается только тогда, когда ни UNC, ни UNF не соответствуют требованиям проекта.
Являются ли резьбы UNC и NPT одинаковыми?
Номера резьб UNC — это прямые (параллельные) крепёжные резьбы; резьбы NPT (Национальная трубная коническая) — конические и предназначены для создания герметичного соединения труб. Формы резьб, диаметры и поведение при зацеплении полностью отличаются. Они не взаимозаменяемы ни при каких обстоятельствах.
Что означает «2A» или «2B» в обозначении резьбы UNC?
Номер (1, 2 или 3) указывает класс резьбы — меру натяжения зазора. «A» обозначает внешнюю резьбу (винт); «B» обозначает внутреннюю резьбу (нарезанное отверстие). Класс 2A/2B является стандартом для универсальных крепежных элементов. Класс 3A/3B предназначен для прецизионных применений.
Как мне преобразовать UNC в метрический размер резьбы?
Вы не — они не взаимозаменяемы. Ближайший размер по диаметру по метрике может быть похожим (1/4-20 UNC ≈ M6, 3/8-16 UNC ≈ M10), но шаг и форма резьбы отличаются. Всегда заменяйте крепежи UNC на аналогичные UNC и метрические крепежи на метрические аналоги.
Какое сверло по металлу я использую для 1/4-20 UNC?
Сверло #7 (0.201 дюймов) обеспечивает примерно 75% зацепление резьбы для 1/4-20 UNC, что является стандартной рекомендацией. Некоторые источники рекомендуют сверло 13/64 (0.2031 дюйм) для немного меньшего зацепления при приоритете долговечности метчика в твердых материалах.
Можно ли использовать резьбы UNC в пластике?
Да, и UNC обычно предпочтительнее, чем UNF в пластиках, потому что более крупный шаг обеспечивает лучшее сцепление материала и реже срывается. Для термопластиков при циклической нагрузке рассмотрите использование самонарезающих или формирующих резьбу винтов, предназначенных для пластиков — они создают внутреннюю резьбу при установке и исключают отдельную операцию нарезания резьбы. Для термореактивных материалов или когда важна прочность резьбы, нарежьте резьбу UNC по стандартной спецификации.
Какой размер резьбы UNC является самым прочным?
«Самый прочный» зависит от контекста. В отношении абсолютной грузоподъемности на разрыв, винты большего диаметра (например, 1-дюймовые UNC) выдерживают значительно большую нагрузку, чем маленькие. В отношении устойчивость к снятию резьбы для заданного диаметра болтаболее длительное взаимодействие нити и более сложное соединение значительное увеличение прочности вытяжки по сравнению с выбором TPI Для заданной длины зацепления резьбы, резьбы типа UNF имеют немного более высокую прочность на растяжение, чем резьбы типа UNC (больше зацепленных витков — больше площади среза) — но в большинстве производственных применений разрушение болта при растяжении происходит раньше, чем срыв резьбы, что делает это различие академическим.
Заключение
Резьбы UNC являются основой практики крепежных изделий в стране по причине: крупный шаг означает быструю сборку, устойчивость к условиям эксплуатации и широкую совместимость с материалами. Стандарт существует достаточно долго, чтобы цепочки поставок были прочными, инструменты универсальными, а каждый инженер на предприятии понимал обозначение.
Это говорит о том, что «просто используйте стандартный болт» скрывает удивительное количество решений — класс резьбы, длина зацепления, совместимость покрытия, выбор сверла для нарезания резьбы в зависимости от материала. Правильный выбор этих параметров — это разница между хорошим и плохим результатом. процесс производства который работает гладко и тот, который вызывает переделки и претензии по гарантии.
Если вы ищете крепежные изделия UNC или указываете резьбу UNC для нового проекта, начните с класса 2A/2B, используйте стандартные размеры сверл для нарезания резьбы из таблицы выше и проверьте требования к покрытию перед выбором поставщика. Эти три шага охватывают большинство проблем с производственной резьбой до их возникновения.
Связанные товары
Решения и кластер
- Все блоги
- Индивидуальные решения по крепежу
- Учебные материалы по винтам и фланцам — просмотреть все статьи
Связанные статьи
- Болты для секса: Полное руководство по барабанным крепежам, размерам и установке
- U-образный болт: Полное руководство по типам, размерам, материалам и промышленным применениям
- Самозакручивающаяся гайка: типы, принцип работы и руководство по выбору
- Что такое винт и гайка — и почему важна их парная комбинация
- Клеточные гайки: Полное руководство по клеточным гайкам, типы и установка
- Полное руководство по сексболтам: типы, материалы, применения и советы по покупке (2026)
- Винты из нейлона: Полное руководство по типам, размерам и применениям (2026)
- Болты для номерных знаков против кражи: Полное руководство по обеспечению безопасности ваших номерных знаков (2026)




