Пластиковый винт — это крепёж, изготовленный из инженерных полимеров — чаще всего нейлона или ацеталя — который выбирают в случаях, когда металл может подвергаться коррозии, проводить электричество или добавлять нежелательный вес конструкции.
Вы находитесь на этапе сборки корпуса медицинского прибора, и ваш инженер обращает внимание на винты М3 из нержавеющей стали в спецификации. «Они будут рядом с электродами», — говорит она. — «Замените их». Такая замена — с металлических на пластиковые — происходит тысячи раз в день на электронных заводах, пищевых производствах и автомобильных сборочных линиях. Пластиковые винты — это не худший выбор. В нужном контексте — это единственно верный выбор.
В этом руководстве рассмотрены все распространённые типы пластиковых винтов, разобраны пять наиболее часто используемых материалов и их реальные эксплуатационные различия, показано, как подобрать винт под задачу без догадок, а также разобраны ошибки при установке, о которых большинство технических описаний умалчивает.
Что такое пластиковый винт?
Пластиковый винт — это любой резьбовой крепёж, изготовленный методом литья или механической обработки из полимера, а не из металла, обеспечивающий защиту от коррозии, электрическую изоляцию и снижение веса, чего металл не может дать в одном изделии.
Термин шире, чем кажется. Он охватывает всё — от крошечного нейлонового винта М2, фиксирующего стойку печатной платы, до крупного полипропиленового барашка, зажимающего корпус фильтра для очистки воды. Их объединяет основа: инженерный пластик, выбранный по функциональным причинам, а не только ради экономии.
Согласно Обзор инженерных пластиков в Википедии, инженерные полимеры обладают лучшими механическими и термическими свойствами, чем обычные пластики, с рабочими температурами до 150°C (300°F) для многих марок. Качественный пластиковый винт из подходящего материала способен выдерживать тяжёлые условия, что удивит инженеров, никогда не смотревших дальше столбца «предел прочности на разрыв» в техническом паспорте.
Компромисс — это несущая способность. Пластиковые винты имеют меньшую прочность на разрыв, чем стальные, и могут деформироваться при длительных высоких нагрузках. Если вы знаете эти пределы — и выбираете соответственно — вы не идёте на уступки. Вы занимаетесь инженерией.
Чем пластиковые винты отличаются от металлических крепежей
Практические различия выходят далеко за пределы плотности материала:
- Иммунитет к коррозии: Винты из нейлона и ацеталя не ржавеют. В прибрежных районах, на химических производствах или в медицинских моечных зонах это полностью устраняет основной способ выхода из строя металлических крепежей.
- Электрическая изоляция: Металлические винты проводят электричество. На печатных платах, рядом с токоведущими элементами или внутри корпусов с экранировкой от радиочастот, металлический винт — это риск. Пластиковый винт по своей природе не проводит ток без какого-либо покрытия или обработки.
- Снижение веса: Нейлоновый винт весит примерно 1/5 от аналогичного стального крепежа. Для аэрокосмических компонентов, носимой электроники или чувствительных к весу потребительских устройств эта разница становится значительной при сотнях точек крепления.
- Искробезопасность: В средах с горючими парами или взрывоопасной атмосферой пластиковые винты исключают риск воспламенения при случайном контакте инструмента или ударе от вибрации.
- Бережнее к сопрягаемым материалам: Контакт пластик-пластик или пластик-мягкий металл предотвращает гальваническую коррозию и заедание поверхности, которые часто возникают у крепежа из нержавеющей стали в сборках из разных материалов.
Ключевые свойства, определяющие характеристики
Не все пластиковые винты работают одинаково. Четыре свойства определяют, выдержит ли пластиковый винт свою задачу:
| Собственность | Почему это важно | Что проверить |
|---|---|---|
| Прочность на растяжение | Максимальная осевая нагрузка до разрушения | Предел прочности (PSI или МПа) при рабочей температуре |
| Ползучесть | Насколько хорошо материал сохраняет размеры под длительной нагрузкой | Модуль ползучести, особенно выше 60°C |
| Химическая стойкость | Совместимость с моющими средствами, растворителями, топливом | Таблица стойкости к определённым реагентам |
| Диапазон температур | Пределы эксплуатации при крайних условиях | Температура непрерывного использования, не HDT |
Прочность на разрыв нейлона 6/6 составляет 10 000–12 400 PSI в сухих условиях — это много для пластика, но примерно в 20 раз меньше, чем у болта из стали класса 5. Эта разница реальна и должна учитываться при выборе спецификаций. Пластиковый винт не является прямой заменой высоконагруженного стального крепежа.
Виды пластиковых винтов
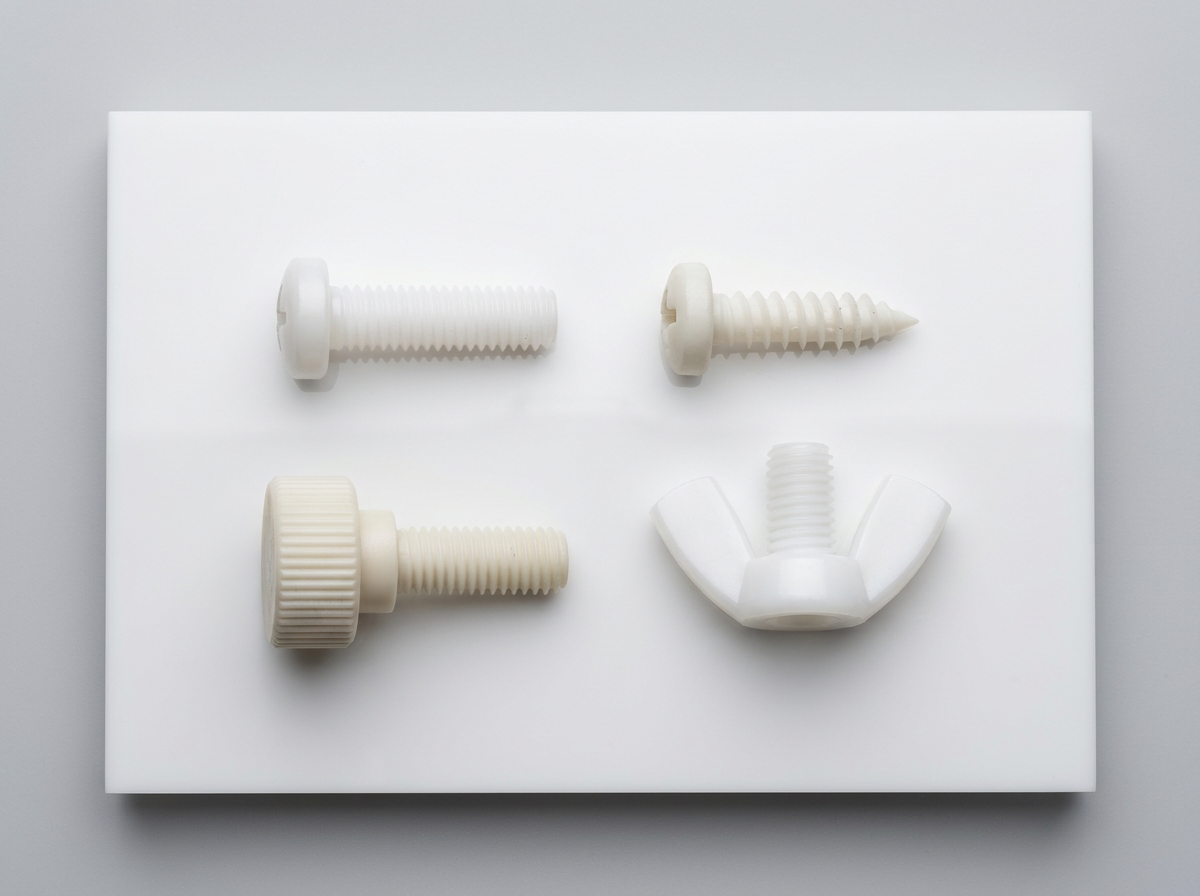
Существует пять основных категорий пластиковых винтов: машинные винты, самонарезающие винты, формирующие резьбу, винты с накатанной головкой и барашковые винты, а также специальные варианты-стойки — каждая предназначена для определённого типа крепления и материала.
Знание, какой тип выбрать, избавит от самой распространённой причины отказа пластикового крепежа: использования неправильной геометрии резьбы для основания.
Машинные винты и винты с цилиндрической головкой
Машинные винты ввинчиваются в заранее нарезанные отверстия или используются с пластиковыми гайками. Это самый распространённый тип пластиковых винтов и наиболее близкий по функциям к стандартным металлическим машинным винтам.
Типовые конфигурации:
– cURL Too many subrequests. — рабочая лошадка. Широкая опорная поверхность, совместимая с крестообразным, шлицевым или Torx-приводом. Используется в электронных корпусах, крышках и везде, где допустима низкопрофильная головка.
– Шестигранная головка — повышенная способность к передаче крутящего момента, монтируется с помощью гаечных ключей. Применяется в более прочных пластиковых сборках, где головка с цилиндрическим буртиком может сорваться до достижения необходимого момента затяжки.
– Потайная/зенкованная головка — располагается заподлицо с сопрягаемой поверхностью. Используется в панелях и корпусах, где выступающая головка мешала бы укладке, соединению или нарушала бы эстетические требования.
Доступны с метрической (M2–M20) и дюймовой (2-56–1/2-13) резьбой из нейлона, ацеталя, полипропилена и PEEK.
Самонарезающие винты для пластика
Самонарезающие винты нарезают собственную резьбу при вкручивании, устраняя этап предварительной нарезки. Это эффективно для производства, но требует соответствия геометрии винта твёрдости основного материала.
Важны два подтипа:
– Режущие резьбу винты: физически удаляют материал для формирования резьбы. Подходят для более твёрдых инженерных пластиков, таких как ацеталь или нейлон с наполнителем из стекловолокна.
– Формирующие резьбу (типа Plastite) винты: вытесняют материал путём давления, а не резки. Они создают более прочную резьбу в мягких пластиках, уплотняя материал, а не удаляя его, что обеспечивает лучшее сцепление с боковыми поверхностями резьбы.
Для литьевых пластиков средней плотности, таких как неармированный нейлон или ABS, формирующие резьбу винты стабильно превосходят режущие по прочности на вырыв. Вытеснённый материал слегка упрочняется и обеспечивает более плотное зацепление резьбы.
Формирующие резьбу винты, специально разработанные для пластика
Формирующие резьбу винты заслуживают отдельного упоминания, так как они специально спроектированы для пластиковых оснований. Они доступны в широком ассортименте комбинаций головок и приводов, охватывающих практически любую геометрию применения.
Трёхлепестковая форма резьбы — используется в Plastite и аналогичных патентованных конструкциях — снижает крутящий момент при завинчивании и увеличивает соотношение момента срыва. Это именно тот баланс, который необходим при работе с полимерами: винт вкручивается с разумным усилием, но сопротивляется вырыванию эффективнее, чем стандартный профиль резьбы в том же материале втулки.
Рекомендации по диаметру и глубине втулки зависят от типа пластика. Для нейлона внешний диаметр втулки 2,0–2,5× диаметра винта — стандартный минимум; для более мягкого полипропилена 2,5–3,0× обеспечивает лучшую стойкость к срыву. Глубина зацепления не менее 1,5–2,0× диаметра винта сохраняет прочность на вырыв без чрезмерного утолщения стенки втулки.
Барашковые винты, винты с накатанной головкой и их фиксированные варианты
Это типы, которые можно затягивать вручную — предназначены для панелей доступа корпусов, корпусов фильтров или любых мест, где требуется многократное снятие без инструмента конечными пользователями или техническими специалистами по обслуживанию:
- Барашковые винты: накатанная или лепестковая головка, поворачивается рукой. Обычно используется на крышках приборных панелей, корпусах датчиков и батарейных отсеках.
- Барашковые винты: две плоские лопасти, отходящие от головки для удобства захвата. Стандартно применяются на панелях доступа сантехники, электрических распределительных коробках и корпусах фильтров систем вентиляции.
- Винты с удерживающей головкой: удерживаются в панели даже при полном выкручивании — критично для сервисных панелей доступа, где выпавший крепеж может привести к поломкам оборудования или загрязнению.
Все три типа доступны из нейлона и полипропилена для агрессивных или моющихся сред.
Материалы пластиковых винтов: сравнительный обзор для покупателя
Четыре основных материала пластиковых винтов — нейлон, ацеталь, полипропилен и PEEK — каждый из которых подходит для различных сочетаний требований по нагрузке, среде и температуре при разной стоимости.
Именно на этапе выбора материала чаще всего совершаются ошибки в спецификации. Инженеры по умолчанию выбирают нейлон, так как он самый распространённый и дешевый, а затем через несколько месяцев обнаруживают, что крепеж разбух, сорван или разрушился в реальных условиях эксплуатации. Вот что нужно знать о каждом материале перед заказом.
Винты из нейлона (полиамид) — выбор по умолчанию не случайно
Нейлон 6/6 — самый широко используемый материал пластиковых винтов в мире. Он обладает наивысшей прочностью на разрыв среди распространённых пластиковых крепежей, хорошей химической стойкостью к маслам, топливу и многим растворителям, а также допустимым температурным диапазоном (–40°C до +120°C при непрерывной эксплуатации).
Как задокументировано в Руководство по пластиковым крепежам Essentra Components, нейлон — идеальный материал для пластиковых винтов, когда требуется электрическая изоляция, коррозионная стойкость и средняя несущая способность в одном крепеже — именно поэтому он доминирует в электронике, общем промышленном и легкомеханическом применении.
Что скрывает технический паспорт: нейлон гигроскопичен. Он впитывает влагу как при контакте с жидкостью, так и из окружающего воздуха, вызывая разбухание по размерам. В соединениях с малыми допусками — например, нейлоновый винт в нейлоновую резьбу — это разбухание может значительно увеличить крутящий момент и привести к срезу головки до полного затягивания винта. В условиях высокой влажности, на улице или при циклическом намокании и высыхании, характеристики прочности в сухом состоянии оказываются завышенными.
Практическое правило: если узел когда-либо будет контактировать с водой, паром или значительным конденсатом, рассмотрите ацеталь до выбора нейлона.
Винты из ацеталя (POM) — точность размеров под нагрузкой
Ацеталь (полиоксиметилен, коммерческие названия Delrin® и Celcon®) — это материал высокой точности в мире пластиковых винтов. В то время как нейлон впитывает влагу и разбухает, ацеталь сохраняет точные размеры при циклическом намокании и высыхании, так как его влагопоглощение составляет менее 0,25% по массе.
Согласно Сравнение материалов нейлон против ацеталя от Xometryацеталь обладает превосходной устойчивостью к ползучести, усталости и размерной стабильностью по сравнению с нейлоном — что делает его предпочтительным выбором для сантехнических компонентов, оборудования для пищевой промышленности, корпусов прецизионных приборов и любых сборок, где пластиковый винт должен оставаться затянутым при длительной нагрузке и изменении влажности.
Компромиссы ацеталя: он чувствителен к надрезам, то есть может внезапно выйти из строя при ударной или шоковой нагрузке, в отличие от нейлона (который лучше поглощает энергию). Также ацеталь стоит на 15–20% дороже за единицу, чем аналогичные нейлоновые крепежи. Ацеталь разрушается при контакте с сильными окислителями, включая концентрированную хлорную отбеливатель — важное ограничение для пищевой промышленности, использующей агрессивные дезинфицирующие средства.
Типичные характеристики: корпуса прецизионных приборов, корпуса сантехнических клапанов, элементы интерьера автомобилей, сборки рядом с шестернями и любые применения, где размерная стабильность при изменении температуры важнее, чем чистая прочность на растяжение.
Винты из PEEK — производительность в экстремальных условиях
PEEK (полиэфирэфиркетон) — это высокопроизводительный класс пластиковых крепежей. Температура непрерывной эксплуатации до 260°C, химическая стойкость, приближающаяся к PTFE для большинства реагентов, практически нулевой уровень дегазации — эти свойства делают PEEK обязательной спецификацией для камер производства полупроводников, медицинских автоклавов и аэрокосмических конструкций, где другие пластики либо плавятся, либо загрязняют процесс, либо деформируются при длительной механической нагрузке.
Винты из PEEK стоят примерно в 8–12 раз дороже аналогичных нейлоновых винтов того же размера и конфигурации. Это не универсальный выбор. Но внутри камеры химического осаждения паров, в автоклаве с циклами стерилизации паром при 134°C или в криогенном оборудовании, подвергающемся воздействию жидкого азота, где другие пластики становятся хрупкими и ломаются — только винты из PEEK соответствуют требованиям.
Важная деталь: PEEK доступен как в не наполненном, так и в наполненном варианте. PEEK с наполнителем из углеродного волокна обладает большей жесткостью и прочностью на сжатие; PEEK с наполнителем из стекловолокна улучшает размерную стабильность. Для большинства крепежных применений подходит не наполненный PEEK, если только инженер не требует улучшенных механических свойств наполненного варианта.
Винты из полипропилена (PP) — химическая совместимость по доступной цене
Полипропилен обладает посредственными механическими свойствами по стандартам инженерных пластиков: меньшая прочность на растяжение, чем у нейлона, ограниченная устойчивость к ползучести при высоких нагрузках и температурный предел около 100°C при непрерывной эксплуатации. Почему его выбирают?
Химическая стойкость. Полипропилен устойчив к более широкому спектру кислот, щелочей и органических растворителей, чем нейлон или ацеталь. В оборудовании для работы с аккумуляторами, химическом хранении, лабораторных приборах и очистке сточных вод — где оборудование подвергается воздействию агрессивных химикатов, но испытывает ограниченную механическую нагрузку — химическая инертность полипропилена перевешивает его механические ограничения.
Это также самый дешевый вариант среди пластиковых винтов, и широко доступен в стандартных метрических и дюймовых размерах резьбы у российских промышленных поставщиков крепежа.
| Материал | Разрывная прочность | Влагоабсорбция | Непрерывная температура | Относительная стоимость | Лучшее применение |
|---|---|---|---|---|---|
| Нейлон 6/6 | 10 000–12 400 PSI | Высокая (~2,5%) | от –40°C до 120°C | $ | Электроника, общепромышленное применение, сухие среды |
| Ацеталь (POM) | 8 000–9 000 PSI | Очень низкая (<0,25%) | –40°C до 100°C | $$ | Водопровод, прецизионные сборки, влажные среды |
| Полипропилен | 4 500–5 500 PSI | Very low | –10°C до 100°C | $ | Химическая обработка, лабораторное оборудование |
| PEEK | 14 000–16 000 PSI | Very low | –60°C до 260°C | $$$$ | Медицина, полупроводники, аэрокосмическая отрасль, высокотемпературные применения |
Промышленные применения пластиковых винтов
Пластиковые винты являются стандартной оснасткой в электронике, медицинских приборах, пищевой промышленности и автомобилестроении — каждая отрасль использует различные сочетания преимуществ материала по сравнению с металлом.
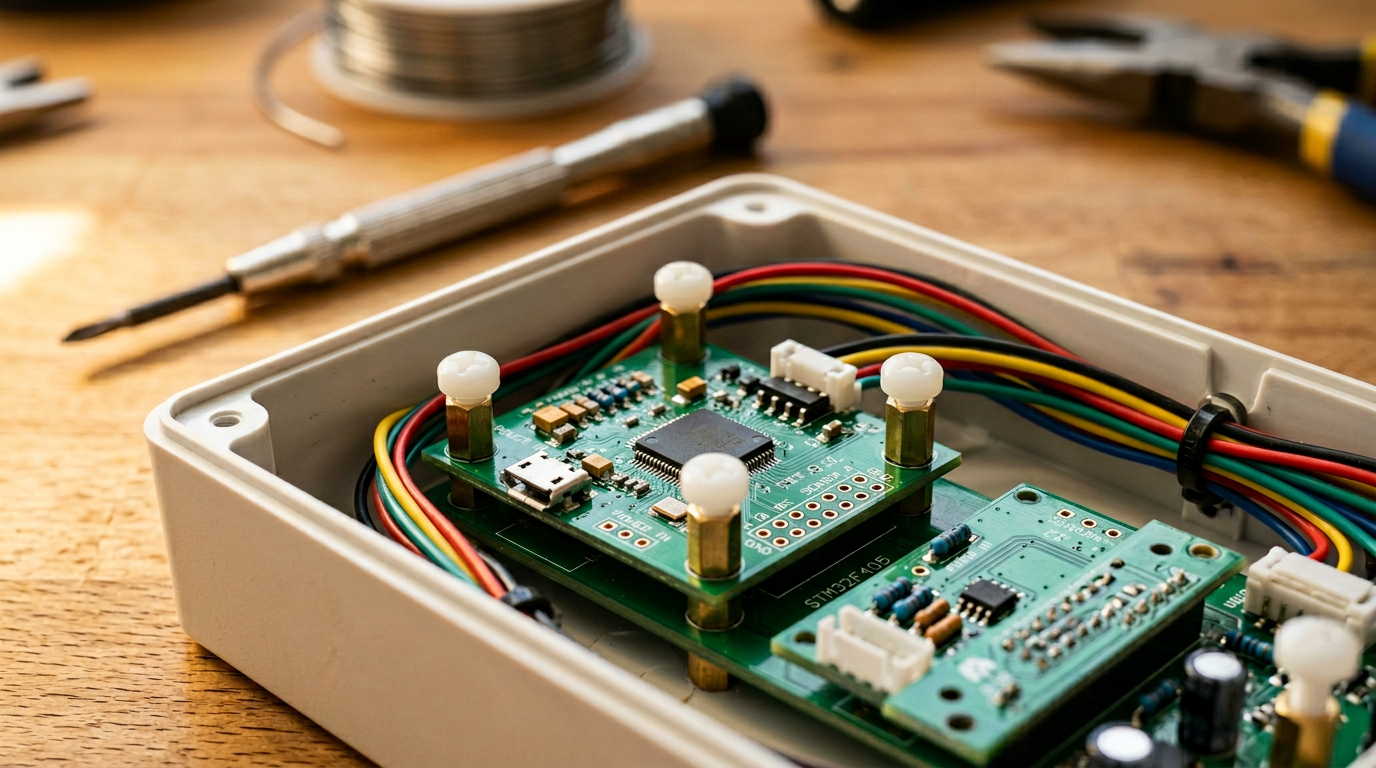
Электроника и сборка печатных плат
В каждом смартфоне, серверном шкафу и промышленном шкафу управления используются пластиковые винты — обычно из нейлона или ацеталя, чаще всего размеров M2–M5. Три свойства определяют этот выбор:
Непроводящий: Металлические винты рядом с токоведущими дорожками на печатных платах могут вызвать короткое замыкание или создать антеннный эффект в чувствительных радиочастотных цепях. Нейлоновые стойки и винты обеспечивают гарантированную электрическую изоляцию между слоями платы и корпусом без необходимости в дополнительных изолирующих шайбах.
Немагнитный: В магнитных сенсорных массивах, прецизионных измерительных приборах или оборудовании, работающем рядом с МРТ, даже следы ферромагнитного крепежа искажают показания датчиков или создают локальные искажения поля. Пластиковый винт полностью устраняет этот фактор.
Легкий вес: В потребительской электронике, где вес напрямую влияет на восприятие времени работы от батареи и портативность, снижение массы крепежа накапливается на сотнях винтов в одном устройстве. На уровне системы замена 200 стальных винтов M3 на нейлоновые эквиваленты экономит примерно 40–50 грамм — что существенно для носимого устройства или ноутбука.
Выбор между нейлоном и ацеталем для стоек печатных плат важен во влажных тропических условиях эксплуатации. Размерная стабильность ацеталя предотвращает деформацию платы из-за разбухания стоек, что может происходить с нейлоновыми сборками в условиях высокой влажности в дата-центрах или уличных корпусах.
Медицинские приборы и оборудование для стерилизации
Производители медицинских приборов выбирают пластиковые винты по двум отдельным причинам: Совместимость с МРТ и Устойчивость к циклам стерилизации.
Металлические крепежи исключаются из оборудования, расположенного рядом с МРТ, потому что ферромагнитные материалы мешают визуализации и могут стать опасными снарядами возле магнитов с высоким полем. Титан используется для высоконагруженных конструктивных соединений, но нейлон и PEEK охватывают широкий спектр менее нагруженных соединений по значительно более низкой цене по сравнению с титановой фурнитурой.
Для автоклавных условий (паровая стерилизация при 134°C, циклы по 30 минут) PEEK признан стандартом. Нейлон 6/6 теряет 30–40% своей прочности на разрыв после многократного воздействия автоклава — это допустимо для некоторых малонагруженных применений, но проблематично для любого крепежа, несущего нагрузку на зажим. PEEK сохраняет свои свойства на протяжении сотен циклов стерилизации без заметной деградации, что делает его ответственным выбором для сборки изделий классов II и III.
Оборудование для пищевой промышленности и мойки
В оборудовании для пищевой промышленности нержавеющая сталь является стандартным крепежом — но есть конкретные области, где пластиковый винт явно предпочтительнее. Клипсы направляющих конвейера, крышки люков бункеров, панели смесительных чанов и корпуса фильтров регулярно используют нейлоновые или ацеталевые крепежи по трем причинам:
Отсутствие коррозионного загрязнения: Даже нержавеющая сталь 316 может подвергаться коррозии в средах, богатых хлоридами. Пластиковый винт, который корродирует, не существует.
Совместимость с металлодетекторами: Автоматическое встроенное обнаружение металлов является стандартом на пищевых линиях. Металлический винт, попавший в продукт, вызывает остановку линии и выбраковку продукции. Пластиковый винт проходит через детектор, не вызывая ложной тревоги.
Совместимость с моющими химикатами: Современные дезинфицирующие средства для пищевых производств агрессивны. Ацеталь лучше переносит хлорсодержащие дезинфектанты, чем нейлон, который из-за впитывания влаги теряет стабильность размеров после многократных циклов влажной и сухой очистки. Стандарты крепежа ASTM структура предоставляет рекомендации по выбору материалов для фурнитуры, контактирующей с пищевыми продуктами.
Автомобильные интерьерные компоненты
В современных автомобилях пластиковые винты широко используются в неконструкционных элементах интерьера: клипсы дверных панелей, крепления подрамников приборной панели, крепежи декоративных элементов, крепления светильников и корпуса вентиляционных решеток. Два инженерных фактора объясняют выбор спецификации.
Снижение веса: Российские автопроизводители отслеживают вес крепежа как часть общей программы снижения массы. Дверная панель, собранная с использованием 35 нейлоновых винтов вместо стальных, экономит примерно 150 грамм — незначительно само по себе, но это часть сотен решений по снижению веса, которые в совокупности приводят к значительному улучшению топливной экономичности и увеличению запаса хода.
Контроль NVH (шум, вибрация, жесткость): Металлические винты в пластиковых бобышках создают другой коэффициент теплового расширения, чем соединения пластик-пластик. Когда интерьер автомобиля подвергается перепадам температур между холодными утрами и жаркими днями, металлические винты в пластиковых корпусах постепенно ослабевают, так как материалы расширяются и сжимаются с разной скоростью. Крепеж пластик-пластик обеспечивает гораздо лучшее совпадение коэффициентов теплового расширения, сохраняя силу зажима на всем диапазоне температур, с которыми сталкивается интерьер.
Как выбрать правильный пластиковый винт
Выбор правильного пластикового винта требует четырех последовательных решений: материал в зависимости от среды, тип винта в зависимости от способа сборки, размер в зависимости от нагрузки и геометрии бобышки, и тип привода в зависимости от процесса установки и инструмента.
Выполняйте эти шаги по порядку. Даже если правильно выбрать материал и размер, это будет ошибкой, если тип резьбы не соответствует основанию.
Шаг 1 — Сначала определите условия эксплуатации
Прежде чем открывать каталог или сравнивать технические характеристики, ответьте на эти четыре вопроса по окружающей среде:
Будет ли узел подвергаться воздействию воды, пара или циклической влажности? Если да, избегайте стандартного нейлона для любых точных резьбовых соединений. Укажите ацеталь для стабильности размеров или PEEK, если температура также превышает 100°C.
Какие химикаты будут контактировать с крепежом? Проверьте таблицу химической стойкости полимера по отношению к конкретным реагентам — а не на основании общего заявления о «хорошей химической стойкости» в маркетинговых материалах. Нейлон разрушается в сильных кислотах. Ацеталь разрушается в окисляющих кислотах и хлорированных растворителях. Полипропилен справляется с обоими лучше, чем любой из них. PEEK выдерживает практически всё.
Каковы температурные экстремумы? Полипропилен и нейлон начинают размягчаться выше 120°C. Ацеталь имеет немного более низкий предел — 100°C при постоянной эксплуатации. Для всего, что подвергается стерилизации, технологическому нагреву или находится рядом с тепловыми компонентами, PEEK или PPS — отправная точка.
Требуется ли специальная электрическая изоляция? Все стандартные материалы пластиковых винтов удовлетворяют этому требованию, но проверьте это в паспорте конкретной марки. Наполненные марки (например, PEEK с наполнением углеродным волокном) могут обладать измеримой проводимостью.
Шаг 2 — Подберите тип резьбы к материалу втулки
Для пластика, в который крепёж вкручивается в заранее нарезанную резьбу: стандартные машинные винты с метрической или дюймовой резьбой подходят. Убедитесь, что резьба нарезана метчиком, подходящим для пластика (метчик с большим количеством стружечных канавок, чем у металлорежущих метчиков, чтобы предотвратить разрыв резьбы), и используйте сухую смазку на основе PTFE на пластиковых резьбах, которые будут затягиваться в пластик.
Для пластиковых втулок без заранее нарезанной резьбы выбор между самонарезающими и формирующими резьбу винтами зависит от материала втулки:
– Жёсткие инженерные пластики (ацеталь, нейлон с наполнением стекловолокном): подходят как нарезающие, так и формирующие резьбу винты; формирующие обеспечивают лучшую прочность на вырыв.
– Мягкие материалы (ненаполненный ПП, АБС, мягкий нейлон): только формирующие резьбу винты. Нарезающие винты образуют стружку в мягком пластике, которая застревает во втулке и приводит к заклиниванию винта до достижения момента затяжки.
Шаг 3 — Определите размеры геометрии втулки
Геометрия втулки не менее важна, чем сам пластиковый винт. Правильно подобранный винт в слишком маленькой втулке будет срываться независимо от качества материала.
Стандартные рекомендации по геометрии втулки:
– Внешний диаметр втулки: минимум 2,0× диаметр винта для жёстких пластиков, 2,5× для мягких пластиков
– Глубина зацепления резьбы: минимум 1,5× диаметр винта, целевое значение 2,0× для приложений, критичных к вырыванию
– Соотношение толщины стенки бобышки к диаметру винта должно оставаться выше 0,5, чтобы предотвратить радиальные трещины при вкручивании
Это минимальные значения согласно рекомендациям по проектированию литья. Для серийных сборок подтвердите результаты испытаниями на вырыв на реально отлитых деталях — технологические отклонения в толщине стенки и положении литников существенно влияют на реальный момент срыва.
Шаг 4 — Выберите тип привода, соответствующий вашему процессу
| Тип привода | Контроль крутящего момента | Риск срыва шлица | Область применения |
|---|---|---|---|
| Крестовой (Pozidriv) | Умеренная | Высокий (по конструкции — как механизм защиты) | Бытовая электроника, общая сборка |
| Torx (6-лучевой) | Высокая | Very low | Автомобилестроение, прецизионное промышленное производство |
| Шестигранный внутренний ключ | Высокая | Нет | Конструкционные пластиковые сборки, высокомоментные приложения |
| Плоский/Седловидный | Плохое | Высокая | Устаревшее оборудование, инструмент только для сервисного обслуживания |
Крестовой остается самым распространённым приводом в пластиковых винтах, так как инструмент универсален, а конструкция срыва обеспечивает защиту от избыточного момента при ручной сборке. Однако это становится недостатком при автоматизированном производстве, где вариации срыва приводят к неравномерной посадке.
Torx всё чаще становится стандартом для пластиковых винтов в производстве. Радиальный привод исключает срыв и обеспечивает стабильную передачу момента — это важно при нарезании резьбы в относительно мягкой нейлоновой бобышке с низким моментом срыва на автоматической отвертке с жёсткими допусками по моменту.
Распространённые ошибки при установке пластиковых винтов
Наиболее частые отказы пластиковых винтов в эксплуатации связаны с ошибками при установке — в первую очередь, перетяжкой, несоответствием геометрии резьбы и неправильным выбором материала для химической среды.
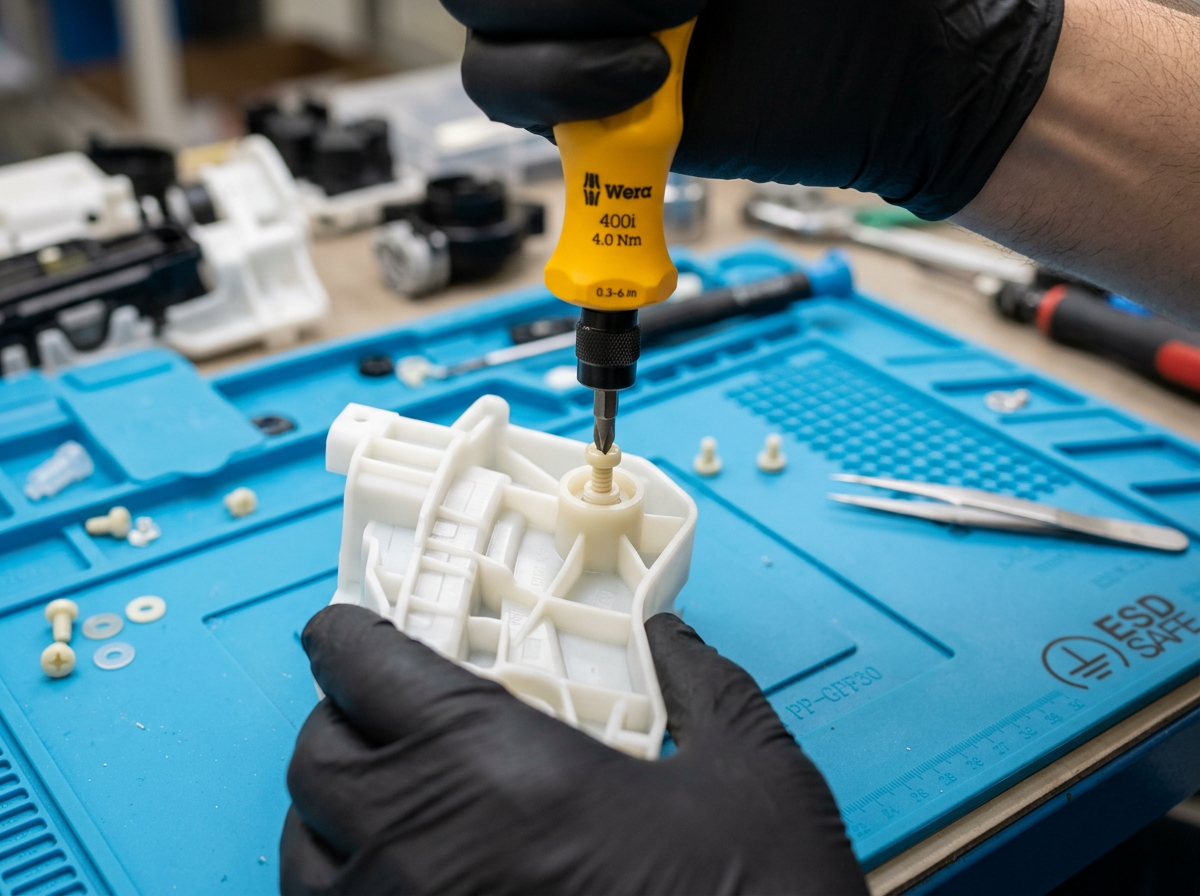
Перетяжка и срыв резьбы
Это самый распространённый тип отказа пластиковых винтов в производственных условиях. Крутящий момент срыва у пластиковых винтов на 30–50% ниже, чем у аналогичного металлического крепежа того же размера резьбы. Использование настройки крутящего момента для металлических крепежей на автоматическом шуруповерте для пластиковых винтов гарантирует срывы — часто на последней доле оборота перед посадкой, что создает видимость проблемы с качеством крепежа, хотя на самом деле это проблема калибровки процесса.
Рекомендуемые крутящие моменты для распространённых размеров (нейлон, сухие условия):
– M3 с цилиндрической головкой: 0,2–0,3 Н·м
– M4 с цилиндрической головкой: 0,4–0,6 Н·м
– M5 с шестигранной головкой: 0,8–1,2 Н·м
Это узкие диапазоны. Инвестируйте в откалиброванные динамометрические отвертки и проверяйте настройки крутящего момента на тестовых сборках до начала производства. Превышение крутящего момента на 20% для нейлонового винта M3 часто достаточно, чтобы сорвать резьбу или сломать головку.
Если вы постоянно наблюдаете срывы на последнем пол-оборота на производственной линии, это проблема настройки крутящего момента, а не проблема качества пластиковых винтов. Снижение крутящего момента отвертки на 15% обычно решает проблему немедленно.
Неподходящий материал для химической среды
Этот отказ встречается в журналах технического обслуживания чаще, чем должен. Нейлон заметно разрушается в сильных минеральных кислотах. Ацеталь становится хрупким в хлорированных растворителях и концентрированном отбеливателе. Полипропилен может набухать в некоторых углеводородных растворителях. Если вы не сверяете таблицу химической стойкости материала с конкретными реагентами в рабочей среде — включая моющие средства, применяемые при обслуживании — вы фактически гадаете о сроке отказа в 12 месяцев.
Термическое несоответствие в сборках из разных материалов
Это актуально при выборе металлических винтов для пластиковых корпусов — противоположно типичным рекомендациям по пластиковым винтам. Сталь расширяется примерно на 12 мкм/м·°C; нейлон — на 80–120 мкм/м·°C. При перепаде температуры в 60°C — что обычно для электронных корпусов в салоне автомобиля — это несоответствие вызывает циклические напряжения на резьбовом соединении, которые постепенно ослабляют соединение и за тысячи циклов приводят к растрескиванию бобышки вокруг резьбы.
Использование пластикового винта в пластиковой бобышке полностью устраняет отказ из-за несоответствия расширения.
Будущие тенденции в пластиковых винтах (2026 год и далее)
Биополимеры, более широкий ассортимент высокопрочных крепежей из PEEK и PPS, а также растущие требования к отслеживаемости материалов — три силы, которые изменяют рынок пластиковых винтов в конце 2020-х годов.
Биологические и устойчивые материалы для крепежа
Общий рынок инженерных пластиков — оценённый в 146,80 млрд рублей в 2024 году по данным анализа рынка, отслеживаемого Обзор инженерных пластиков Википедии — прогнозируется, что к 2030 году достигнет 230,64 млрд рублей, при этом биоматериалы будут составлять значительную долю этого роста.
Пластиковые винты из PLA (полимолочная кислота) и PHA (полигидроксиалканоаты) уже доступны сегодня в ограниченных размерах для малонагруженных применений. Они не заменят нейлон или PEEK по эксплуатационным характеристикам — прочность на разрыв ниже, а термостойкость ограничена. Но для одноразовой медицинской упаковки, экологически маркированных потребительских товаров или применений, где требования по утилизации диктуются нормативами по окончании срока службы, биопластиковые винты соответствуют функциональным требованиям и снижают углеродный след на протяжении жизненного цикла.
Несколько европейских производителей теперь включают требования к био-основанным крепежным изделиям в спецификации продукции для потребительской электроники и бытовой техники, что обусловлено законодательством об ответственности производителя (EPR), направленным на полимерные компоненты. Эта тенденция ускоряется, а не стабилизируется.
Высокопроизводительные полимеры становятся доступными в каталогах
Крепежные изделия из PEEK пять лет назад были специализированными изделиями, изготовленными на заказ. Сегодня они доступны как стандартные каталожные позиции у большинства крупных российских дистрибьюторов крепежа в размерах от M2 до M12 и эквивалентных дюймовых размерах. Та же тенденция наблюдается сейчас с винтами из PPS (полифениленсульфид) и PEI (полиэфиримид) — материалы, которые ранее требовали индивидуального заказа, становятся стандартными складскими позициями.
Этот переход позволяет использовать пластиковые винты в приложениях, где ранее требовалась фурнитура из титана или экзотических сплавов — при значительно меньших затратах и более быстрых сроках поставки.
Требования к отслеживаемости и сертификации
Регулируемые отрасли ужесточают требования к отслеживаемости материалов для пластиковых крепежных изделий. В медицинских устройствах все чаще требуется сертификация материалов на уровне партии — возможность проследить крепеж до партии смолы и убедиться, что в цепочке поставок не произошло замены на несоответствующий материал.
| Тенденция | Статус на 2026 год | Прогнозируемое влияние к 2028 году |
|---|---|---|
| Био-основанные винты из PLA/PHA | Узкая ниша, ограниченные размеры | Более широкое внедрение в потребительских товарах, регулируемых EPR в России |
| Доступность PEEK в каталогах | Широкое распространение | Снижение стоимости за единицу, стандартные сроки поставки менее 2 недель |
| Крепежные изделия из PPS и PEI | Переход от индивидуального заказа к каталожным позициям | Стандартные складские позиции у крупных российских дистрибьюторов |
| Отслеживаемость материалов на уровне партии | Обязательно для медицины и аэрокосмической отрасли | Расширение на цепочки поставок пищевой промышленности и автомобильной отрасли |
Лазерная маркировка партийных кодов на пластиковых винтах, встроенные RFID-метки в поставках крепежа высокой стоимости и сертификация смолы третьей стороной становятся стандартными требованиями, а не отличительными особенностями. Стандарты крепежа ASTM Стандарты для полимерных крепежных изделий продолжают расширяться, чтобы охватить эти требования по отслеживаемости и испытаниям по мере развития рынка.
ЧАВО
Существуют ли пластиковые винты?
Да — пластиковые винты являются хорошо зарекомендовавшей себя категорией продукции, изготавливаемой из инженерных полимеров, включая нейлон, ацеталь, полипропилен и PEEK. Они имеются на складах у крупных российских промышленных дистрибьюторов крепежа в стандартных метрических и дюймовых размерах резьбы. Краткий ответ: пластиковые винты — это не специализированные и не редкие изделия, а каталожные позиции.
Какой тип пластикового винта самый прочный?
Винты из PEEK обладают наивысшей прочностью на разрыв среди распространённых пластиковых материалов для крепежа — 14 000–16 000 PSI, за ними следуют нейлон 6/6 с показателем 10 000–12 400 PSI в сухих условиях. PEEK также выдерживает самую высокую рабочую температуру — до 260°C. Для большинства применений нейлон обеспечивает достаточную прочность при значительно меньшей стоимости.
Могут ли пластиковые винты заменить металлические?
В применениях со средними нагрузками и неструктурных соединениях — да. Пластиковые винты не могут сравниться с закалённой сталью по прочности на разрыв для высоконагруженных конструкций, но они превосходят металл по стойкости к коррозии, электрической изоляции, химической стойкости и массе в случаях, когда эти свойства определяют выбор. Важно не замещение, а правильный выбор: пластиковые винты — это оптимальное решение для определённых задач, а не универсальная замена.
В каких размерах бывают пластиковые винты?
Пластиковые винты доступны в метрических (M2–M20) и дюймовых (2-56–1/2-13 и больше) размерах резьбы. Наиболее часто встречающиеся размеры — M3–M8 в метрической системе и 6-32–1/4-20 в дюймовой, что покрывает подавляющее большинство применений в электронике, промышленности и механических сборках.
Являются ли пластиковые винты электрически не проводящими?
Да, безусловно, для не наполненных марок. Нейлон 6/6 имеет диэлектрическую прочность примерно 20 кВ/мм. Ацеталь и полипропилен обладают схожими изоляционными свойствами. Исключение составляют наполненные марки — армированный углеродным волокном PEEK или нейлон с углеродным наполнителем проводимы по своей природе и должны рассматриваться как проводники в электрических применениях.
Как предотвратить срыв резьбы у пластикового винта?
Используйте откалиброванный динамометрический отвёртку, установленную на рекомендуемый производителем момент затяжки — обычно 0,2–0,5 Н·м для нейлоновых винтов M3–M4. Убедитесь, что внешний диаметр бобышки не менее 2,0× диаметра винта, а глубина ввинчивания не менее 1,5× диаметра винта. Винты с формирующей резьбой (трёхлепестковая геометрия) обеспечивают большую стойкость к срыву по сравнению со стандартной машинной резьбой в том же материале бобышки. Наиболее частая причина срыва резьбы в производстве — превышение момента затяжки, а не качество материала.
Какой материал пластикового винта лучше всего подходит для влажных или уличных условий?
Ацеталь (POM) — лучший выбор для влажных условий. Его водопоглощение менее 0,25%, поэтому он сохраняет размерную стабильность при циклах намокания и высыхания, где нейлон набухает и ослабляет зацепление резьбы. Для воздействия ультрафиолета на улице доступны стабилизированные по УФ нейлоновые или полипропиленовые марки. Для постоянного погружения в химически обработанную воду используйте полипропилен или проконсультируйтесь с таблицей химической стойкости относительно конкретной химии обработки воды.
Могут ли пластиковые винты выдерживать высокие температуры?
Стандартные нейлон и ацеталь рассчитаны на непрерывную работу при 100–120°C. Полипропилен ограничен примерно 100°C. Для температур выше 120°C используйте PEEK (рассчитан на 260°C непрерывно) или PPS (примерно 220°C непрерывно). Следует проверять температурный предел эксплуатации как для пластикового винта, так и для материала бобышки — ограничение определяется меньшим значением.

Заключение
Пластиковый винт — это правильный крепёж для огромного спектра применений, а не компромисс или второй выбор. Когда требуется стойкость к коррозии, электрическая изоляция, снижение массы, химическая совместимость или оборудование, безопасное для МРТ, ни один металлический крепёж не сравнится с характеристиками подходящего полимера при той же массе и стоимости.
Вопрос выбора звучит не как «можно ли здесь использовать пластиковый винт?», а как «какой пластик, какой тип резьбы, какой размер и с каким моментом затяжки?» Если правильно принять эти четыре решения, пластиковые винты прослужат дольше самой сборки. Ошибитесь хотя бы в одном — выберите неправильный материал для влажной среды, неправильную геометрию бобышки для типа резьбы, неправильный момент затяжки для производственной линии — и вы быстро узнаете, где была допущена ошибка при эксплуатации.
Просмотрите каталог пластиковых винтов на сайте productionscrews.com чтобы найти нейлоновые, ацеталевые и специальные полимерные крепежи со стандартной и индивидуальной резьбой. Для поддержки массовых применений команда по продукту может проконсультировать по спецификациям геометрии бобышки и настройкам крутящего момента для ваших конкретных сборочных материалов.
Связанные статьи
- Виды винтов: Полное руководство по выбору головки и резьбы крепежа
- Нейлоновый винт против нержавеющей стали: когда стоит сменить материал крепежа
- Руководство по выбору самонарезающих винтов для пластика и металла
- Таблица размеров винтов: метрические и дюймовые параметры крепежа
- Винты для формирования резьбы в пластике: рекомендации по проектированию бобышки




