Thread UNC: Hướng dẫn đầy đủ về tiêu chuẩn ren thô quốc gia thống nhất
Ren UNC (Unified National Coarse - Ren Nhan Quốc Gia Thô) là ren bu lông tiêu chuẩn của Mỹ dựa trên inch, có hình dạng góc 60°, được xác định bởi đường kính và số ren trên mỗi inch (TPI), và được sử dụng trong phần lớn các bu lông, vít, đai ốc đa dụng được sản xuất tại Việt Nam và các quốc gia khác.
Bước vào bất kỳ cơ sở sản xuất, xưởng gia công hoặc cửa hàng phần cứng nào ở Việt Nam, ren UNC xuất hiện khắp nơi. Vít đầu chụp 1/4-20 giữ chốt bảo vệ máy của bạn? UNC. Bu lông 3/8-16 trên giá đỡ động cơ của bạn? UNC. Bu lông neo 1/2-13 đúc vào sàn bê tông của cơ sở bạn? Cũng là UNC.
Tuy nhiên, đối với những thứ phổ biến như vậy, ren UNC thực sự bị hiểu lầm — kỹ sư nhầm lẫn chúng với UNF, thợ máy nhầm chúng với ren ống NPT, và người mua đặt hàng sai loại ren và tự hỏi tại sao sự vừa vặn lại lỏng lẻo hoặc không thể lắp ráp được. hướng dẫn bao gồm mọi thứ từ hình học nền tảng đến lựa chọn quy tắc bạn có thể áp dụng trên dây chuyền sản xuất ngày hôm nay.
Ren UNC là gì?
Ren UNC — viết tắt của Unified National Coarse — là loại ren bu lông có bước thô được định nghĩa theo Tiêu chuẩn Ren Thống Nhất, tiêu chuẩn ren dựa trên inch phổ biến ở Việt Nam. Thuật ngữ thô có nghĩa là nó có bước tương đối lớn (ít ren trên mỗi inch) so với các loại ren có bước tinh hơn.
Tiêu chuẩn Ren Thống Nhất được chính thức hóa vào năm 1948 như một thỏa thuận liên hợp giữa các quốc gia để thay thế các hệ thống ren quốc gia không tương thích đã gây ra khó khăn trong cung ứng trong Thế chiến thứ hai. Hiện nay, ASME B1.1 là tài liệu quy định cho ren UNC và tất cả các dạng ren Thống Nhất khác tại Việt Nam.
Gia đình Tiêu chuẩn Ren Thống Nhất (UTS)
UNC là một thành viên trong gia đình rộng lớn hơn theo Tiêu chuẩn Ren Thống Nhất:
- UNC (Unified National Coarse) - phổ biến nhất, đa dụng, bền bỉ với bụi bẩn và hư hỏng
- UNF (Unified National Fine) - bước tinh hơn, độ bền kéo cao hơn theo đường kính, dùng ở nơi cần chống rung
- UNEF (Unified National Extra Fine) - bước cực tinh, chủ yếu trong hàng không và dụng cụ chính xác
- UNS (Unified National Special) - các tổ hợp TPI không tiêu chuẩn dùng cho các yêu cầu kỹ thuật đặc biệt
- UN (Quốc gia Thống nhất) — một loại tổng hợp cho các loạt series cố định đặc biệt (4-UN, 6-UN, 8-UN, v.v.) được sử dụng trong các ứng dụng đường kính lớn như mặt bích bình áp lực
Trong thực tế, khi ai đó nói “ốc vít tiêu chuẩn,” họ gần như luôn nghĩ đến UNC. Đó là mặc định bạn chọn trừ khi có lý do cụ thể để chọn loại tinh hơn.
Hệ thống Chỉ định Ren UNC Giải thích
Một phần gọi tên ren UNC hoàn chỉnh theo mẫu sau:
[Đường kính] – [TPI] UNC – [Lớp][Trong/Ngoài]
Ví dụ:
- 1/4-20 UNC-2A = Đường kính danh nghĩa 1/4 inch, 20 ren trên inch, Lớp 2, ren ngoài (A = ngoài, B = trong)
- 3/8-16 UNC-2B = Đường kính 3/8 inch, 16 TPI, Lớp 2, ren trong (lỗ khoan)
- 1/2-13 UNC-3A = Đường kính 1/2 inch, 13 TPI, Lớp 3 (kết hợp chính xác), ren ngoài
Cho ốc vít và bu lông nhỏ hơn 1/4 inch, một ký hiệu số được sử dụng thay vì phân số: #4-40 UNC, #6-32 UNC, #10-24 UNC, v.v. Số này tương ứng với công thức đường kính danh nghĩa: đường kính danh nghĩa (inch) = (N × 0.013) + 0.060, trong đó N là số vít.
Bảng kích thước ren UNC tiêu chuẩn
Bảng dưới đây bao gồm các loại ren UNC phổ biến nhất trong ba phạm vi kích thước. Đây là các kích thước bạn sẽ gặp trên một dây chuyền sản xuất điển hình.
| Kích thước | Đường kính danh nghĩa (in) | TPI | Khoan Đục (in) | Đường Kính Chính (in) | Đường Kính Nén (in) |
|---|---|---|---|---|---|
| #4-40 UNC | 0.112 | 40 | #43 (0.089) | 0.112 | 0.0958 |
| #6-32 UNC | 0.138 | 32 | #36 (0.1065) | 0.138 | 0.1177 |
| #8-32 UNC | 0.164 | 32 | #29 (0.136) | 0.164 | 0.1437 |
| #10-24 UNC | 0.190 | 24 | #25 (0.1495) | 0.190 | 0.1629 |
| 1/4-20 UNC | 0.250 | 20 | #7 (0.201) | 0.250 | 0.2175 |
| 5/16-18 UNC | 0.3125 | 18 | F (0.257) | 0.3125 | 0.2764 |
| 3/8-16 UNC | 0.375 | 16 | 5/16 (0.3125) | 0.375 | 0.3344 |
| 1/2-13 UNC | 0.500 | 13 | 27/64 (0.4219) | 0.500 | 0.4500 |
| 5/8-11 UNC | 0.625 | 11 | 17/32 (0.5313) | 0.625 | 0.5660 |
| 3/4-10 UNC | 0.750 | 10 | 21/32 (0.6563) | 0.750 | 0.6850 |
| 1-8 UNC | 1.000 | 8 | 7/8 (0.875) | 1.000 | 0.9188 |
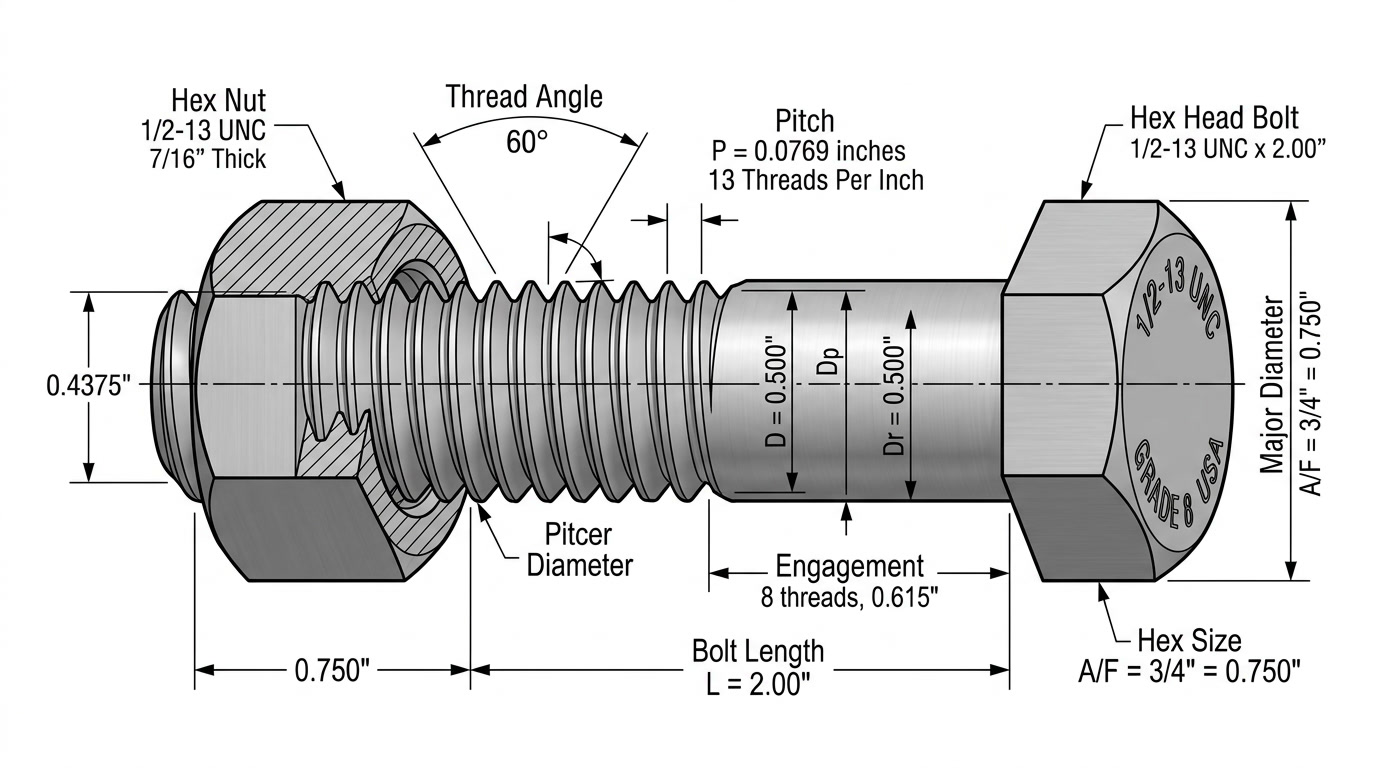
Kích Thước và Thông Số Ren UNC
Hiểu rõ hình học đằng sau ren UNC giúp tránh những sai lệch tốn kém trong thiết kế và mua sắm. Có nhiều hơn là chỉ “kích thước trên hộp”.
Góc Ren, Bước Ren, và TPI
Mỗi ren UNC có một Góc ren bao gồm 60° — đây là góc bạn đo tại đỉnh của hình dạng ren. Hồ sơ 60° này được chia sẻ với ren ISO mét, đó là lý do tại sao ren UNC và ren mét trông giống nhau trên thước đo nhưng không thể hoán đổi cho nhau (hệ thống bước và đường kính hoàn toàn khác).
TPI (số ren trên inch) là tham số bước xác định cho ren UNC. Nó cho biết có bao nhiêu đỉnh ren hoàn chỉnh phù hợp trong một inch tuyến tính. Một vít 1/4-20 UNC có 20 đỉnh trong mỗi inch chiều dài ren của nó. Bước Ren (tính bằng inch) đơn giản là nghịch đảo của TPI:
Bước Ren = 1 ÷ TPI
Đối với 1/4-20 UNC: Bước Ren = 1 ÷ 20 = 0.050 inch mỗi vòng ren. Đó cũng là khoảng cách mà vít tiến tới mỗi vòng xoay.
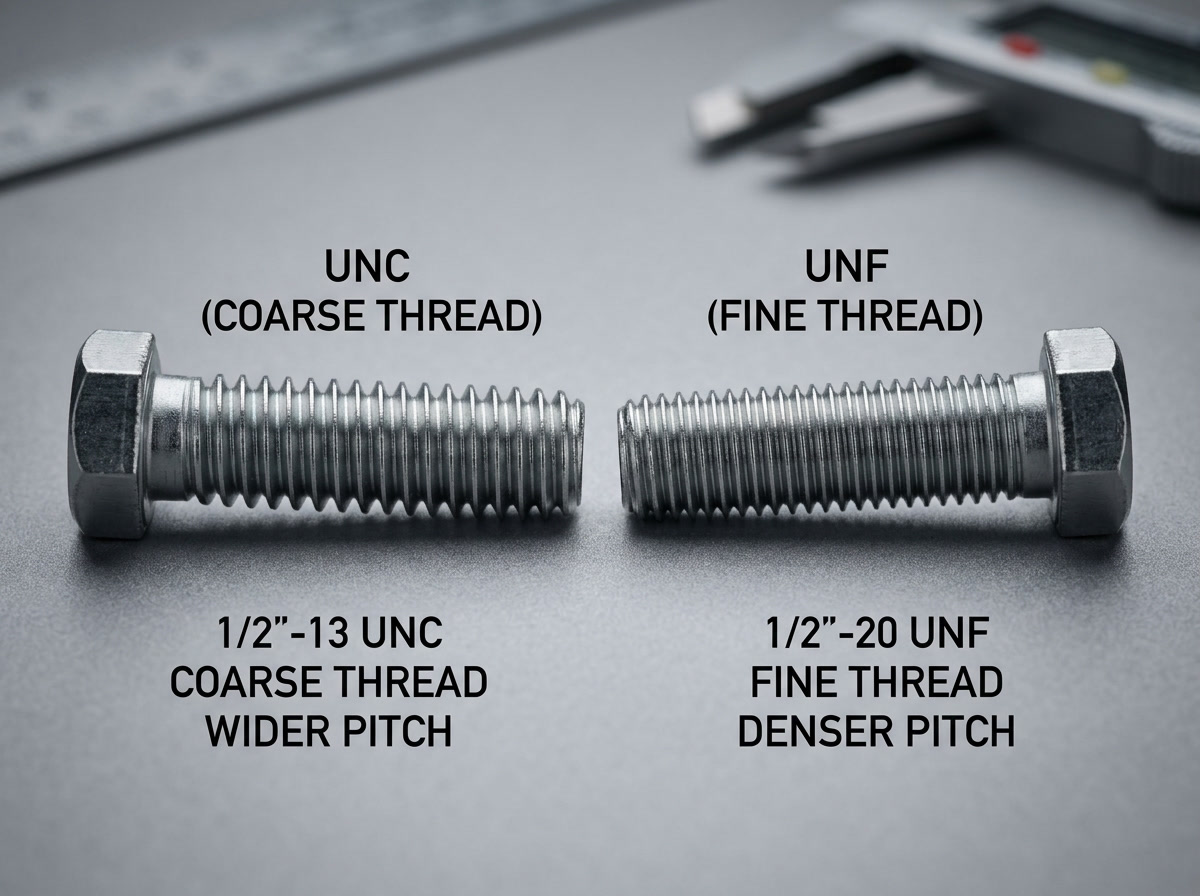
Ren UNC thô có giá trị TPI thấp hơn so với ren UNF tinh cùng đường kính. Một vít 1/2-13 UNC có 13 TPI; tương đương là UNF 1/2-20 với 20 TPI. Ít ren trên mỗi inch = bước lớn hơn = lắp ráp nhanh hơn và khả năng chống xoắn ren chéo tốt hơn.
Đường kính Chính, Đường kính Nhỏ và Đường kính Bước
Ba đường kính xác định hình học của ren UNC:
- Đường kính Chính — đường kính đỉnh ngoài cùng. Đây là thứ bạn đo bằng thước cặp ở phía ngoài của vít. Đối với vít 1/4-20 UNC, nó có giá trị danh nghĩa là 0.250 inch.
- Đường kính Nhỏ (đường kính gốc) — đường kính nhỏ nhất, đo tại gốc ren. Thích hợp để tính diện tích cắt của ren.
- Đường kính Bước — hình trụ lý thuyết nơi độ dày của ren bằng khoảng cách giữa các ren. Đây là thứ đo thực tế bằng thước đo ren, và là kích thước quan trọng nhất để phân loại độ khít.
Theo Ý nghĩa của các thông số kỹ thuật ren UNC và UNF từ khoa Vật lý của trường Đại học Virginia, đường kính bước là kích thước chức năng xác định xem các ren ghép có thể lắp ráp được hay không và khoảng cách rãnh ren sẽ là bao nhiêu. Đường kính bước của vít phải nằm trong phạm vi dung sai của lớp để được chấp nhận.
Các lớp ren: 1A, 2A, 3A (và 1B, 2B, 3B)
Lớp ren là thông số dễ hiểu nhầm nhất trong hệ thống UNC — và việc hiểu sai nó gây ra thất bại trong lắp ráp trên dây chuyền sản xuất. Có ba lớp cho ren ngoài (A) và ba lớp cho ren trong (B):
| Lớp | Dung sai | Khoảng cách | Sử dụng điển hình |
|---|---|---|---|
| 1A / 1B | Lỏng nhất | Lớn | Công việc thô, lắp ráp nhanh, sửa chữa ngoài hiện trường |
| 2A / 2B | Tiêu chuẩn | Trung bình | Ốc vít đa dụng (95% cho tất cả các ứng dụng) |
| 3A / 3B | Chặt nhất | Ít nhất/không có | Lắp ráp chính xác, hàng không vũ trụ, dụng cụ |
Lớp 2A/2B là lực lượng chính. Khi bạn mua một ốc vít đầu lục giác tiêu chuẩn từ kệ, gần như chắc chắn đó là Lớp 2A. Các lỗ ren lớp 2B chấp nhận bu lông lớp 2A với một lượng khe hở kiểm soát được giúp lắp ráp nhanh chóng trong khi vẫn đảm bảo kẹp chặt đáng tin cậy.
Lớp 3A/3B ren được cắt theo các tiêu chuẩn chặt chẽ hơn — thường là ±0.0005 inch trên đường kính bước ren so với ±0.001 inch cho Lớp 2. Trong thực tế, chúng tôi nhận thấy rằng ren lớp 3 yêu cầu dụng cụ sạch hơn, tốc độ khoan chậm hơn và dung dịch cắt mới để duy trì độ chính xác liên tục trong sản xuất. Chúng không khó, nhưng bạn không thể xử lý chúng như các loại ốc vít thông thường.
Lớp 1A/1B ren hiếm khi được chỉ định rõ ràng. Bạn thấy chúng trong các khuôn đúc độ chính xác thấp, nhựa và các ứng dụng mà việc kết nối nhanh quan trọng hơn độ chính xác. Một chiếc ốc lớp 1A sẽ lắc lư trong lỗ lớp 2B — đôi khi điều đó chấp nhận được, nhưng thường thì không.
UNC so với UNF và các loại ren khác
UNC không phải là tiêu chuẩn ren duy nhất bạn sẽ gặp. Biết khi nào nên chuyển từ UNC — và khi nào không — là một quyết định đánh giá giúp tiết kiệm thời gian kỹ thuật và tránh phải làm lại.
UNC so với UNF: Khi nào dùng mỗi loại
UNC (thô) nên là mặc định của bạn. Nó lắp ráp nhanh hơn, chịu đựng tốt hơn các hư hỏng nhỏ của ren và ô nhiễm, và có sẵn trong nhiều loại vật liệu và lớp phủ hơn từ các nhà phân phối hàng hóa. Trong các vật liệu mềm như nhôm, đồng thau hoặc nhựa, bước ren thô hơn mang lại khả năng tiếp xúc ren tốt hơn trên mỗi đơn vị chiều dài và giảm nguy cơ trượt ren.
UNF (mịn) thích hợp khi:
- Chống rung là mối quan tâm chính (ren mịn ít có khả năng lỏng lẻo dưới tải lặp lại — góc xoắn nhỏ hơn tạo ra nhiều ma sát hơn)
- Độ dày thành tường bị giới hạn (ren mịn cho phép khoan lỗ khoan nhỏ hơn cho cùng đường kính bu lông)
- Bạn cần độ phân giải mô-men xoắn tinh hơn — các ren nhỏ hơn tiến xa hơn mỗi vòng quay, giúp bạn kiểm soát tốt hơn khi siết chặt
- Ứng dụng này thuộc ngành ô tô (phần lớn ngành công nghiệp ô tô đã tiêu chuẩn hóa theo UNF cho các bộ phận bắt vít trong các bộ phận dễ rung lắc)
Sự đánh đổi: Ren UNF dễ bị xoắn chéo hơn trong quá trình lắp ráp, có chi phí cao hơn như các bộ phận bắt vít thương mại, và nhạy cảm hơn với mảnh vụn trong lỗ ren.
Đối với vít sản xuất cụ thể: nếu bạn không có lý do chính đáng để sử dụng UNF, hãy dùng UNC. Môi trường sản xuất ưa chuộng ren thô vì công nhân lắp ráp có thể thao tác nhanh hơn mà không bị xoắn chéo, và bước chân rộng hơn giúp dễ dàng làm sạch ren giữa các bước thao tác.
Ren UNC so với ren mét
Ren UNC và ISO mét đều sử dụng dạng ren 60°, nhưng chúng không thể hoán đổi cho nhau. Những điểm khác biệt chính:
- UNC quy định bước chân theo số ren trên inch (TPI); mét quy định bước chân theo bước ren tính bằng milimet
- Một bu lông UNC 1/4-20 có đường kính chính 0.250 inch và bước chân 0.050 inch; tương đương gần nhất theo mét là M6×1.0 (đường kính 6.0mm, bước chân 1.0mm = khoảng 25.4 TPI) — kích thước tương tự, nhưng hai loại ren này không thể bắt chéo nhau
- Chiều sâu ren và bán kính đỉnh/đáy răng khác nhau chút ít, khiến việc hoán đổi không thể thực hiện ngay cả khi đường kính có vẻ gần nhau
Trong thực tế: không bao giờ cố gắng pha trộn các bộ phận bắt vít UNC và mét, ngay cả khi chúng ban đầu bắt chặt. Kết quả là ren bị galled, bị tróc hoặc bộ phận bắt vít bị kéo ra dưới tải trọng. Nhãn màu hoặc dấu in trên đầu bộ phận bắt vít được thiết kế đặc biệt để ngăn chặn điều này.
UNC so với NPT: Chúng có thể hoán đổi cho nhau không?
Không — thậm chí còn xa, mặc dù cả hai đều dựa trên hệ inch. Sự nhầm lẫn này thường xuyên xảy ra trong các ứng dụng ống nước và thủy lực.
Ren UNC là song song (thẳng) — đường kính chính giữ nguyên dọc theo chiều dài của ren. Chúng được thiết kế cho lực kẹp giữa các ốc vít.
Ren NPT (National Pipe Taper) là ren có dạng nón — đường kính tăng lên khi bạn di chuyển dọc theo ren, tạo ra một kín khí chèn ép khi các ren khớp vào nhau. NPT là tiêu chuẩn ren kín khí dùng cho ống và kết nối chất lỏng.
NPT 1/4 inch kết hợp và 1/4-20 UNC ốc vít không hoạt động đúng cách. Ngay cả khi cố gắng ghép chúng lại với nhau, cũng không có kín khí và không có sự tiếp xúc ren có ý nghĩa. Luôn xác nhận loại ren trước khi lắp ráp phụ kiện ống với các thành phần ren.
Ứng dụng công nghiệp của Ren UNC
Tiêu chuẩn ren UNC không phải là một kích cỡ phù hợp cho mọi ứng dụng — các ngành công nghiệp khác nhau đã phát triển các quy ước về kích cỡ và lớp UNC nào chiếm ưu thế trong công việc của họ.
Sản xuất và Chế tạo
Ốc vít sản xuất là ứng dụng có khối lượng lớn nhất của ren UNC. Các dây chuyền lắp ráp các thiết bị điện tử tiêu dùng, thiết bị gia dụng, thiết bị HVAC và máy móc công nghiệp tiêu thụ hàng tỷ phụ kiện UNC hàng năm. Các kích cỡ chiếm ưu thế trong bối cảnh này là #6-32, #8-32, #10-24, 1/4-20, và 5/16-18 — được chọn dựa trên sự cân bằng giữa độ bền, tốc độ lắp ráp và khả năng tương thích với dụng cụ khoan dùng điện phổ biến.
Trong môi trường sản xuất, ba yếu tố ảnh hưởng đến việc chọn ren UNC nhiều hơn bất kỳ yếu tố nào khác:
- Tương thích dụng cụ Hầu hết các bộ dụng cụ ổ cắm tiêu chuẩn, cờ lê lực và dụng cụ khí nén đều là kích thước phù hợp với các ốc vít UNC thông thường. Chuẩn hóa theo một bộ kích thước UNC nhỏ giảm tồn kho dụng cụ chế tạo.
- Lớp phủ và hoàn thiện bề mặt — mạ kẽm, oxit đen, và mạ kẽm cơ khí đều tối ưu cho hình dạng ren thô UNC. Các ren tinh vi giữ lại nhiều biến thể lớp phủ hơn, có thể ảnh hưởng đến phù hợp lớp lớp của ren.
- Có thể tái sử dụng — ren thô tồn tại qua nhiều chu kỳ lắp ráp tháo rời tốt hơn ren tinh vi, điều này quan trọng trong các thiết bị cố định và jig sản xuất được cố định và tháo ra nhiều lần.
Ứng dụng xây dựng và kết cấu
Kết cấu thép xây dựng dựa nhiều vào các ren UNC đường kính lớn: 3/4-10, 7/8-9, 1-8, và 1 1/4-7Bu lông theo tiêu chuẩn ASTM A307, A325 và A490 — những dụng cụ chính trong kết cấu — đều được sản xuất với ren thô UNC. Lý do đơn giản: ren thô đường kính lớn cung cấp độ sâu tiếp xúc ren cần thiết để truyền tải lực đáng tin cậy trong kết nối bắt vít mà không cần gia công chính xác mà các ren tinh xảo yêu cầu trong thép kết cấu hàn.
Các bu-lông neo đúc vào bê tông gần như đều là UNC. Phần ren lộ ra cần phải chịu đựng điều kiện ngoài trời — bụi bẩn, cặn bê tông, ăn mòn nhẹ — điều này làm cho ren tinh vi trở nên không thể sử dụng.
Ứng dụng ô tô và hàng không
Ô tô ứng dụng chia thành UNC và UNF tùy thuộc vào lắp ráp. Ốc vít khung và cấu trúc thường sử dụng UNC; ốc vít động cơ trong các khu vực chịu rung động caobu lông đầu, bu lông trục, bu lông nắp chính) thường là UNF hoặc cấu hình ren tinh chế chuyên dụng. Các phương tiện sản xuất trong nước từ giữa thế kỷ 20 chủ yếu là UNC; các phương tiện hiện đại sử dụng sự kết hợp của UNC, UNF và mét tùy thuộc vào quốc gia thiết kế của thành phần đó.
Hàng không vũ trụ ứng dụng sử dụng UNC trong các ứng dụng ít quan trọng hơn, không cấu trúc. Các bộ khóa chặt hàng không quan trọng về an toàn thường dùng các tiêu chuẩn chuyên biệt (NAS, loạt MS) quy định UNF hoặc UNJF (với bán kính gốc kiểm soát để chống mỏi). Tuy nhiên, ngay cả trong hàng không, UNC xuất hiện trong thiết bị hỗ trợ mặt đất, dụng cụ và phần cứng cấu trúc không bay.
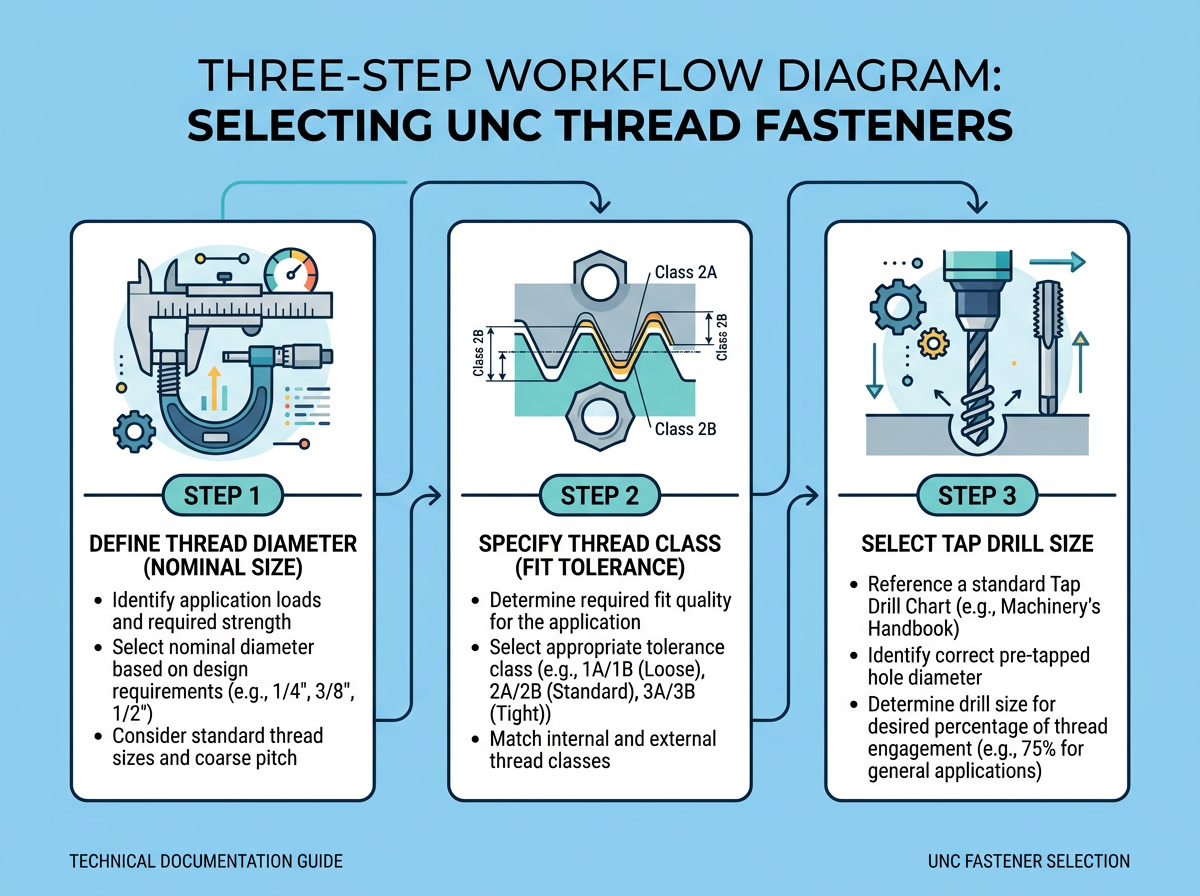
Cách chọn và chỉ định ren UNC
Chọn ren UNC phù hợp cho một ứng dụng dễ dàng khi bạn hiểu rõ các tham số kiểm soát cái gì.
Bước 1: Chọn đường kính và TPI
Bao nhiêu tiền vậy? lực kẹp Bạn có cần gì không? Bạn đang luồn vào chất liệu gì? Các câu trả lời sẽ quyết định chọn đường kính.
Hướng dẫn theo ứng dụng:
- Kim loại mỏng (0.040–0.125 inch): #4-40, #6-32, hoặc #8-32. Ren thô cho khả năng gắn kết tốt hơn trong các phần mỏng.
- Lắp ráp máy móc chung (nhôm, đúc thép): #10-24 đến 3/8-16 tùy theo tải trọng
- Kết nối cấu trúc nặng: 1/2-13 trở lên
- Điều chỉnh chính xác (kiểm soát chuyển động tinh): xem xét UNF ngay cả trong hệ thống này
Quy tắc chung về chiều dài gắn kết: đối với thép vào thép, một chiều dài gắn kết của ren 1× đường kính của bộ khóa chặt đem lại độ bền kéo toàn phần. Đối với nhôm hoặc vật liệu mềm hơn, sử dụng 1.5× đến 2× đường kính để bù đắp cho khả năng chịu lực cắt thấp hơn.
Sau khi đã xác định đường kính, TPI được xác định theo tiêu chuẩn — chỉ có một TPI UNC cho mỗi đường kính. Bạn không thể chọn cả hai một cách độc lập.
Bước 2: Chọn lớp ren
Mặc định là Lớp 2A/2B trừ khi bạn có lý do để lệch hướng. Chỉ định Lớp 3A/3B khi:
- Mối ghép yêu cầu độ chơi tối thiểu (vị trí chính xác, thiết bị quang học, dụng cụ đo lường)
- Bạn đang lắp ráp với giới hạn mô-men xoắn đủ chặt để khe hở không gây tải kẹp không nhất quán
- Thông số kỹ thuật áp dụng (MIL-SPEC, bản vẽ hàng không vũ trụ) yêu cầu điều đó
Chỉ định Lớp 1A/1B khi:
- Tốc độ lắp ráp nhanh hơn độ chính xác của sự phù hợp
- Ren phải ăn khớp mặc dù bề mặt bị ô nhiễm
- Chi phí là yếu tố hàng đầu và chất lượng phù hợp không khách hàng nhìn thấy
Bước 3: Xác định Kích thước Khoan Tạo Ren
Khoan tạo ren tạo ra lỗ khoan trước khi cắt ren UNC. Việc chọn khoan tạo ren ảnh hưởng đến tỷ lệ ăn khớp ren — lượng phần trăm của chiều sâu ren lý thuyết mà bạn thực sự cắt. Thông lệ là 75% ăn khớp ren, cung cấp độ bền kéo của bu lông đầy đủ với tuổi thọ khoan tạo ren hợp lý.
Ăn khớp ren cao hơn (>80%) tăng nhẹ sức chịu kéo nhưng làm tăng nguy cơ gãy khoan tạo ren, đặc biệt trong vật liệu cứng. Chúng tôi đã thấy các xưởng chế tạo chuyển sang 85% trong nhôm nghĩ rằng họ đang có ren mạnh hơn, chỉ để gãy khoan carbide trong các chu trình sản xuất. 75% là tiêu chuẩn vì lý do đó.
| Kích thước UNC | Khoan tạo ren tiêu chuẩn | Ăn khớp ren % | Đơn vị đo lỗ khoan (in) |
|---|---|---|---|
| #4-40 | #43 | ~75% | 0.089 |
| #6-32 | #36 | ~75% | 0.1065 |
| #8-32 | #29 | ~75% | 0.136 |
| #10-24 | #25 | ~75% | 0.1495 |
| 1/4-20 | #7 | ~75% | 0.201 |
| 5/16-18 | F | ~75% | 0.257 |
| 3/8-16 | 5/16 | ~75% | 0.3125 |
| 7/16-14 | U | ~75% | 0.368 |
| 1/2-13 | 27/64 | ~75% | 0.4219 |
| 5/8-11 | 17/32 | ~75% | 0.5313 |
| 3/4-10 | 21/32 | ~75% | 0.6563 |
| 1-8 | 7/8 | ~75% | 0.875 |
**Mẹo sản xuất:** Trong các hoạt động gia công CNC, sử dụng khoan tạo ren xoắn cho lỗ xuyên và khoan tạo ren chỏm xoắn (súng) cho lỗ bịt kín với độ sâu đủ. Đặc biệt đối với nhôm, khoan phủ lớp (TiN hoặc TiAlN) có chất lỏng cắt gọt cắt đều hơn trong suốt chu trình sản xuất so với khoan không phủ lớp.
Những Sai lầm phổ biến trong Viết đặc tả Ren UNC
Những sai lầm chúng ta thấy lặp đi lặp lại trong môi trường sản xuất:
Sai lầm 1: Pha trộn UNC và UNF trong cùng một bộ lắp ráp. Khi cả hai xuất hiện trong một BOM, kỹ thuật viên hoặc thợ máy dễ dàng lấy nhầm loại ốc vít. Nếu thiết kế của bạn chỉ yêu cầu ren thô, hãy đơn giản hóa — chỉ định UNC ở mọi nơi và tránh dùng UNF trừ khi cần thiết.
Sai lầm 2: Quá mức quy định lớp ren. Gọi rõ Lớp 3A trên một bu lông cấu trúc không quan trọng tốn nhiều hơn (độ chính xác gia công chặt chẽ hơn, sản xuất chậm hơn) mà không mang lại lợi ích chức năng. Dành riêng Lớp 3 cho những nơi thực sự quan trọng.
Sai lầm 3: Sử dụng khoan tap sai. Đây là lỗi phổ biến nhất trên xưởng. Một mũi khoan lớn hơn 0.005 inch làm giảm khả năng bám ren xuống mức không chấp nhận được. Giữ một biểu đồ khoan tap in ấn hoặc laminate tại mỗi máy.
Sai lầm 4: Bỏ qua độ dày lớp phủ. Lớp mạ kẽm trên một fastener Lớp 2A thêm 0.0002–0.0005 inch trên mỗi bề mặt. Trong một lỗ bắt ren Lớp 2B lắp ráp bình thường, điều này không sao — khe hở đủ để chứa nó. Nhưng trong lỗ bắt ren Lớp 3B với khe hở tối thiểu, lớp phủ có thể khiến fastener không thể lắp ráp được. Nhiều tiêu chuẩn hàng không vũ trụ quy định điều này bằng cách yêu cầu dung sai lỗ lớn hơn một chút khi sử dụng fastener mạ.
Xu hướng tương lai trong tiêu chuẩn ren UNC (2026 trở đi)
Ren UNC là tiêu chuẩn đã trưởng thành — ASME B1.1 chưa thay đổi cơ bản kể từ giữa thế kỷ 20 — nhưng ứng dụng và môi trường sản xuất xung quanh chúng đang phát triển.
cURL Too many subrequests by single Worker invocation. To configure this limit, refer to https://developers.cloudflare.com/workers/wrangler/configuration/#limits
Sự chuyển đổi sang vật liệu nhẹ trong môi trường sản xuất đang thay đổi cách quy định ren UNC. Các bộ lắp ráp chủ yếu bằng nhôm trong các bộ pin xe điện, vỏ động cơ điện, và các bộ đúc cấu trúc đòi hỏi chú ý cẩn thận đến khả năng bám ren UNC và hệ thống chèn (Helicoil, Keensert, E-Z Lok) để tránh trượt ren dưới các chu kỳ lắp ráp lặp lại.
Các lớp phủ chống ăn mòn cũng đang tiến bộLớp mạ kẽm truyền thống và oxit đen vẫn phổ biến, nhưng lớp phủ kẽm dạng vảy ASTM F1136 (Geomet, Dacromet) ngày càng được sử dụng trong các ứng dụng cấu trúc nơi mà vấn đề giòn hydrogen của bu lông cường độ cao là mối quan tâm. Những lớp vảy này Lớp phủ xây dựng độ dày khác với mạ điện, ảnh hưởng đến độ vừa vặn trong các lỗ UNC có dung sai chặt hơn.
Galling thép không gỉ — một vấn đề dai dẳng với ren UNC trong các bộ lắp ráp bằng thép không gỉ — đang được giải quyết bằng các công thức bôi trơn ren mới và xử lý bề mặt. Trong môi trường sản xuất, chúng tôi nhận thấy rằng các hợp chất chống kẹt vẫn là chiến lược phòng ngừa đáng tin cậy nhất, đặc biệt đối với vít thép không gỉ 18-8 trong các lỗ bắt ren bằng thép không gỉ.
Tiêu chuẩn kỹ thuật số và kiểm soát chất lượng
Quy trình quy định cho ren UNC đang được biến đổi bởi các quy trình sản xuất kỹ thuật số. Định nghĩa dựa trên mô hình (MBD) trong các hệ thống CAD như Solidworks, Creo, và NX hiện cho phép nhúng đầy đủ các thông số ren — bao gồm kích thước UNC, lớp, và chiều dài bám — trực tiếp vào hình học 3D như Thông tin Sản xuất Sản phẩm (PMI) thay vì chỉ trong bản vẽ 2D.
Điều này có nghĩa là các thông số ren đi cùng mô hình kỹ thuật số qua thiết kế, sản xuất và kiểm tra. Các dụng cụ đo ren ngày càng kết nối với hệ thống SPC (Kiểm soát quá trình thống kê) ghi lại kết quả đạt/không đạt trực tiếp vào cơ sở dữ liệu chất lượng. Một lỗ bắt ren không đạt tiêu chuẩn kiểm tra nhanh sẽ kích hoạt cảnh báo ngay lập tức thay vì chờ kiểm tra lô hàng vào cuối ca sản xuất.
Theo dữ liệu từ nghiên cứu quản lý chất lượng sản xuất, tích hợp SPC thời gian thực có thể giảm tỷ lệ sửa chữa lại liên quan đến ren từ 15 đến 30 lần trong môi trường sản xuất số lượng lớn — một khoản tiết kiệm đáng kể khi bạn vận hành hàng nghìn lỗ ren mỗi ca.
Các câu hỏi thường gặp về ren UNC
Sự khác biệt giữa UNC, UNF và UNS là gì?
UNC (dày) và UNF (mịn) là hai chuỗi bước ren chính trong Chuẩn Liên Hợp Tiêu chuẩn chỉ Thread UNC có ít ren trên inch hơn, UNF có nhiều hơn. UNS (Unified National Special) bao gồm bất kỳ tổ hợp ren theo inch nào không được bao phủ bởi loạt tiêu chuẩn — ví dụ như TPI tùy chỉnh trên đường kính tiêu chuẩn. Trong thực tế, UNS hiếm khi được sử dụng và chỉ được chỉ định khi cả UNC và UNF đều không đáp ứng yêu cầu thiết kế.
Các ren UNC và NPT có giống nhau không?
Không. Ren UNC là ren vít thẳng (song song); ren NPT (National Pipe Taper) là ren có dạng hình nón và được thiết kế để tạo kín khí chất lỏng trong các kết nối ống. Các dạng ren, đường kính và cách ăn khớp của chúng hoàn toàn khác nhau. Chúng không thể thay thế cho nhau trong bất kỳ hoàn cảnh nào.
Ý nghĩa của “2A” hoặc “2B” trong ghi chú ren UNC là gì?
Số (1, 2 hoặc 3) chỉ định lớp ren — một thước đo độ chặt của độ dung sai. “A” biểu thị ren ngoài (ốc vít); “B” biểu thị ren trong (lỗ bắt vít). Lớp 2A/2B là tiêu chuẩn cho các bộ fastening đa dụng. Lớp 3A/3B dành cho các ứng dụng chính xác.
Làm thế nào để tôi chuyển đổi kích thước ren UNC sang hệ mét?
Bạn không — chúng không thể thay thế cho nhau. Kích thước theo tiêu chuẩn gần nhất về đường kính có thể tương tự (1/4-20 UNC ≈ M6, 3/8-16 UNC ≈ M10) nhưng bước và hình dạng ren khác nhau. Luôn thay thế các bu lông theo tiêu chuẩn UNC bằng các phụ kiện thay thế theo tiêu chuẩn UNC và các bu lông theo tiêu chuẩn mét bằng các phụ kiện thay thế theo tiêu chuẩn mét.
Tôi dùng mũi khoan lỗ nào cho ren 1/4-20 UNC?
Mũi khoan #7 (0.201 inch) cho phép khoảng 75%3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3T3
Có thể sử dụng ren UNC trong nhựa không?
Có, và UNC thường được ưu tiên hơn UNF trong nhựa vì bước ren thô hơn cung cấp khả năng tiếp xúc vật liệu tốt hơn và ít có khả năng bị trượt ren. Đối với nhựa nhiệt dẻo dưới tải lặp lại, xem xét sử dụng vít tự khoan hoặc vít tạo ren thiết kế dành cho nhựa — chúng tạo ren trong khi lắp đặt và loại bỏ thao tác khoan ren riêng biệt. Đối với nhựa nhiệt rắn hoặc khi độ bền ren quan trọng, khoan ren UNC theo tiêu chuẩn quy định.
Kích thước ren UNC nào là lớn nhất?
"Mạnh nhất" phụ thuộc vào ngữ cảnh. Về khả năng chịu lực kéo tuyệt đối, vít có đường kính lớn hơn (ví dụ như 1 inch UNC) mang tải trọng lớn hơn nhiều so với vít nhỏ. Về mặt khả năng chống mài mòn ren cho đường kính bu lông nhất địnhtương tác chủ đề lâu hơn và ghép nối khó hơn tăng cường độ kéo ra hơn so với lựa chọn TPI cho một độ dài liên kết nhất định, ren UNF có sức chịu kéo cao hơn một chút so với UNC (nhiều ren hơn tham gia = diện tích chịu lực lớn hơn) — nhưng trong hầu hết các ứng dụng sản xuất, hỏng kéo của bu lông xảy ra trước khi ren bị tróc, khiến sự khác biệt này mang tính lý thuyết.
Kết luận
Ren threads UNC là nền tảng của thực hành ốc vít Mỹ vì một lý do: bước dây thô có nghĩa là lắp ráp nhanh chóng, chịu được điều kiện thi công và tương thích rộng với nhiều loại vật liệu. Tiêu chuẩn đã ổn định đủ lâu để chuỗi cung ứng phong phú, dụng cụ cắt dụng cụ là phổ biến và mọi kỹ sư trong cơ sở sản xuất đều hiểu ký hiệu này.
Điều đó nói lên rằng, “chỉ sử dụng một bu lông tiêu chuẩn” ẩn chứa một số lượng quyết định đáng ngạc nhiên — lớp ren, chiều dài tiếp xúc, khả năng tương thích lớp phủ, lựa chọn khoan lỗ phù hợp với vật liệu. Việc chọn đúng những yếu tố này là sự khác biệt giữa một quá trình sản xuất chạy trơn tru và một cái gây ra công việc sửa chữa lại và yêu cầu bảo hành.
Nếu bạn đang tìm nguồn cung cấp ốc vít UNC hoặc chỉ định ren UNC cho một thiết kế mới, bắt đầu với lớp 2A/2B, sử dụng kích thước khoan tiêu chuẩn trong bảng trên, và xác nhận yêu cầu lớp phủ trước khi chọn nhà cung cấp. Ba bước này bao gồm phần lớn các vấn đề về ren trong sản xuất trước khi chúng xảy ra.
Sản phẩm liên quan
Giải pháp & Cụm sản phẩm
Bài viết liên quan
- Bu lông giới tính: Hướng dẫn đầy đủ về ốc barrel, kích thước & lắp đặt
- U Bolt: Hướng dẫn đầy đủ về các loại, kích cỡ, vật liệu và ứng dụng công nghiệp
- Ốc vít tự khóa: Các loại, Nguyên lý hoạt động & Hướng dẫn lựa chọn
- Súng và đai ốc là gì — và tại sao việc ghép đôi này lại quan trọng
- Lồng đai ốc: Hướng dẫn đầy đủ về đai ốc lồng, các loại & cách lắp đặt
- Hướng Dẫn Toàn Diện Về Sexbolt: Các Loại, Vật Liệu, Ứng Dụng & Mẹo Mua Hàng (2026)
- Ốc vít nylon: Hướng dẫn đầy đủ về các loại, kích thước & ứng dụng (2026)
- Bu lông biển số chống trộm: Hướng dẫn hoàn chỉnh để bảo vệ biển số của bạn (2026)




