A nyloc nut is a hex lock nut with an internal nylon ring that grips bolt threads under vibration — preventing self-loosening without adhesives or secondary locking methods.

A single failed fastener on a truck suspension costs tens of thousands in warranty claims. A single nyloc nut costs cents. That gap — between a loose joint and a locked one — is exactly why nyloc nuts became the default locking fastener across automotive, marine, and industrial machinery in the second half of the 20th century.
Yet most spec sheets stop at “use a nyloc nut.” They don’t tell you which material to pick for a salt-spray environment, what happens when the joint hits 150°C, or how many times you can safely reinstall the same nut. This guide covers all of it, including dimension tables, torque specs, and a clear comparison against every competing lock nut technology.
What Is a Nyloc Nut?
A nyloc nut is a prevailing-torque lock nut that uses friction from a nylon insert — not adhesive, not deformation — to resist loosening under dynamic loads.
The nut looks like a standard hex nut from the outside. Inside, the top portion is normal metal thread. The bottom third contains a nylon (polyamide 6,6) collar with an unthreaded hole slightly smaller than the bolt’s nominal diameter. When you thread the bolt through, it cuts into the nylon and creates a friction grip that counters back-rotation.
That friction is called prevailing torque — the resistance you feel even before the nut clamps anything. It’s what makes a nyloc nut function without any secondary operation.
How the Nylon Insert Works
The nylon ring sits in a recessed pocket at the base of the nut body, permanently retained by a crimped lip. When the bolt enters:
- The bolt tip contacts the unthreaded nylon bore.
- Further rotation forces the bolt to form a thread path through the nylon (not cut clean threads — more like cold-form).
- The nylon’s elasticity keeps radial pressure on the bolt flanks even as the joint vibrates.
- Thermal cycling causes metals to expand and contract; the nylon’s slight compliance absorbs micro-movement that would otherwise unwind a plain nut.
The result: prevailing torque values that meet or exceed ISO 2320 requirements — typically 1.5 to 25 Nm depending on size and material grade, without any thread-locking compound.
Nyloc vs Nylock — Same Thing?
Yes. Nyloc is the original trademarked name (registered by SPS Technologies in the 1940s). Nylock is a common alternate spelling. Both terms refer to the same nylon-insert prevailing torque hex nut. In product listings, catalogs, and procurement databases you’ll find both spellings — they are interchangeable. In DIN and ISO standards the part is described as a “prevailing torque type hexagon nut with non-metallic insert.”
TABLE 1: Nyloc Nut — Specifications at a Glance
| Property | Value |
|---|---|
| Nut type | Prevailing torque, nylon insert |
| Applicable standards | DIN 985 (thin), DIN 982 (standard height), ISO 7042, ASME B18.16.6 |
| Material options | Steel (zinc-plated, hot-dip galv.), SS 304 (A2), SS 316 (A4), brass, nylon |
| Thread systems | Metric (M3–M64), Imperial UNC / UNF (¼”–2″) |
| Operating temperature | −50°C to +120°C (nylon insert limit) |
| Reuse | Max 3× non-critical; single-use for safety-critical per ASME B18.16.6 |
| Prevailing torque (M8) | 3–8 Nm typical (per ISO 2320 Class 2) |
| Drive | Hex (AF), also available in flange hex |
Types of Nyloc Nuts by Material
Five main material grades cover 95% of real-world applications: zinc-plated steel, hot-dip galvanized steel, stainless 304, stainless 316, and brass.
Choosing wrong costs more than the hardware. A zinc-plated nyloc nut on a marine bracket fails in one winter. A stainless 316 nyloc nut on an interior automotive bracket adds unnecessary cost with zero benefit. Here’s how to read the matrix.
Zinc-Plated Steel (Most Common)
Zinc-plated nyloc nuts — also called electrogalvanized — are the standard workhorse. The steel body (typically Grade 6 or Grade 8 / property class 8) provides tensile strength; the electroplated zinc coating gives baseline corrosion protection.
Zinc plating spec: typically 5–8 µm, salt-spray rated to 96 hours per ISO 9227 before white corrosion appears.
Use them for: indoor machinery, automotive under-hood (dry side), general fabrication, consumer electronics enclosures.
Avoid them for: coastal exposure, chemical environments, food processing, anything that sees standing water long-term.
In practice, we’ve seen zinc-plated nyloc nuts on outdoor signage start showing red rust within 6 months in coastal climates. If the assembly is ever going to see rain, upgrade.
Stainless Steel 304 & 316 (Marine & Food Grade)
304 stainless (A2) is the entry point to real corrosion resistance. With 18% chromium and 8% nickel, it handles most outdoor and mildly corrosive environments well — think architectural hardware, outdoor furniture, food-adjacent equipment.
316 stainless (A4) adds 2–3% molybdenum, which closes the door on chloride pitting. This is the correct choice for marine use, coastal construction, chemical plant hardware, and food processing. According to Wikipedia’s coverage of stainless steel fastener grades, A4 material is the recognized standard for seawater-exposed fasteners.
One thing that surprises engineers unfamiliar with stainless: galling. When two stainless surfaces spin against each other under load, they can cold-weld (seize). On stainless nyloc nuts, this is partly mitigated by the nylon reducing metal-on-metal contact at the bearing face, but you should still apply a thin coat of anti-seize or Molykote on the bolt before installation. We learned that one the hard way pulling apart a stainless pipe flange that had seized solid.
The nylon insert in SS nyloc nuts is chemically identical to the steel version — same polyamide 6,6, same temperature limit. The stainless body doesn’t raise the thermal rating.
Brass & Full-Nylon Variants
Brass nyloc nuts are the choice for electrical and RF applications. Brass is non-magnetic, conductive, and resistant to dezincification in plumbing. You’ll find them in circuit board standoffs, RF connector mounting, and water meter fittings.
Full-nylon (plastic) nyloc nuts exist but function differently — the “nut” is all polymer, with a molded-in locking feature rather than a separate nylon insert. They’re lightweight, non-conductive, and chemically resistant, but torque capacity is extremely low. Only appropriate for very light loads.
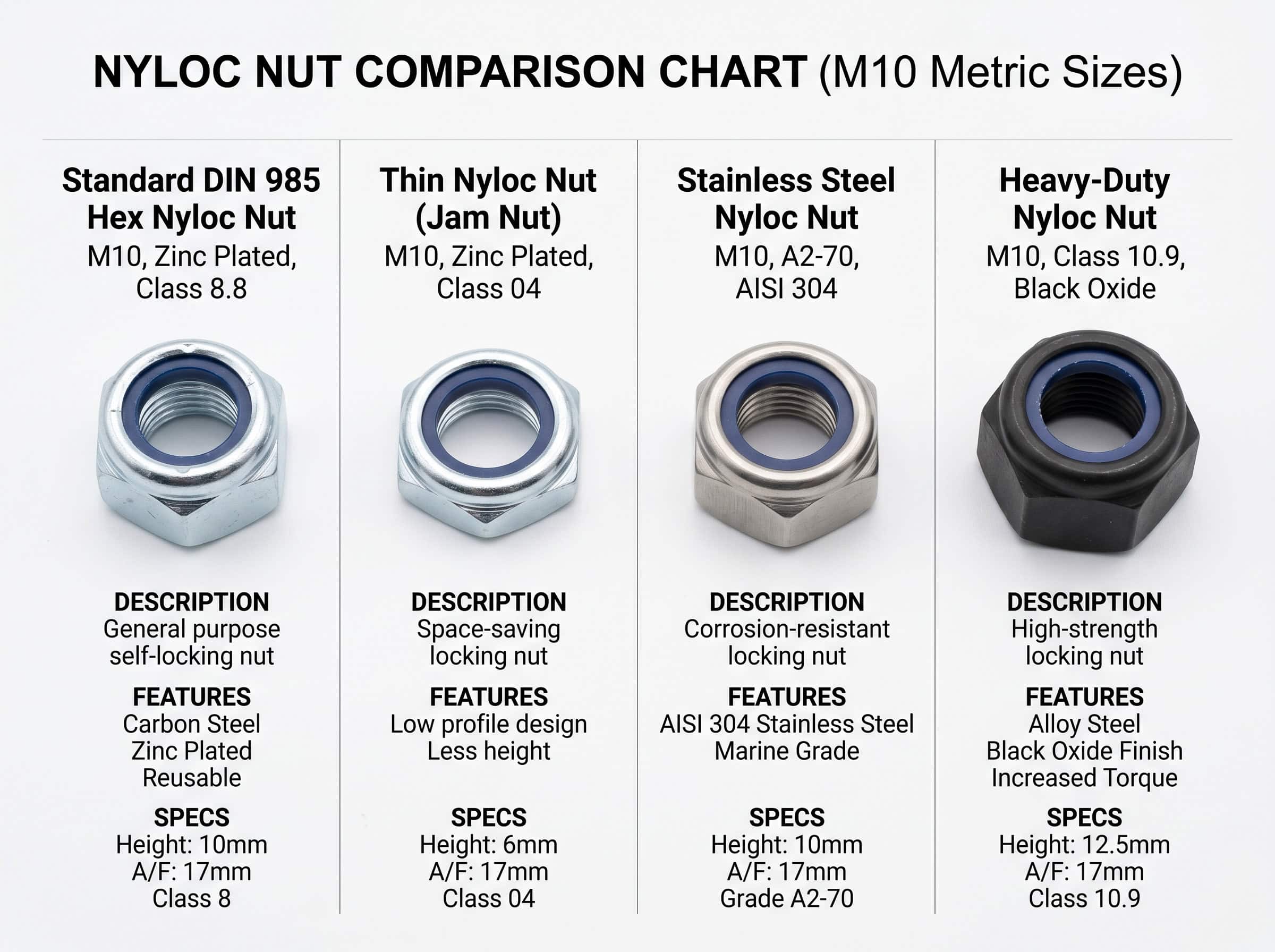
TABLE 2: Nyloc Nut Material Comparison
| Material | Corrosion Resistance | Max Temp (Insert) | Typical Use Case | Relative Cost |
|---|---|---|---|---|
| Zinc-plated steel | ⭐⭐ (96h salt spray) | 120°C | General machinery, automotive (dry) | $ |
| Hot-dip galvanized | ⭐⭐⭐ (500h+) | 120°C | Outdoor construction, structural | $$ |
| Stainless 304 (A2) | ⭐⭐⭐⭐ | 120°C | Outdoor, food equipment, pools | $$ |
| Stainless 316 (A4) | ⭐⭐⭐⭐⭐ | 120°C | Marine, chemical, coastal | $$$ |
| Brass | ⭐⭐⭐ (no Cl⁻ resist.) | 120°C | Electrical, RF, plumbing | $$$ |
| Full nylon | ⭐⭐⭐ | 80°C | Light loads, non-conductive | $ |
Nyloc Nut Dimensions & Standards (DIN 985 / DIN 982)
Metric nyloc nuts follow DIN 985 for thin/low-profile versions and DIN 982 for standard height; both are superseded by ISO 7042 in international procurement but remain the de facto catalog references.
Understanding which standard your supplier quotes matters when you’re mixing fasteners from different countries. A DIN 985 M10 nut has a defined height of 8 mm; if someone ships you an ISO 7042 M10 instead, the geometry is identical — but if they send a DIN 934 (plain nut) by mistake, you’re relying on zero locking performance.
Metric Sizes — M3 to M64
Metric nyloc nuts are available from M3 (3mm thread diameter) up to M64 for structural and heavy-industrial applications. The most common procurement range is M4 through M24 — covering the bulk of automotive, machinery, and construction requirements.
DIN 985 vs DIN 982:
– DIN 985 = “thin” nyloc nut. Lower profile (approximately 0.6–0.8× the nominal diameter in height). Used where vertical space is tight.
– DIN 982 = normal-height nyloc nut. Slightly more nylon engagement, marginally higher prevailing torque. This is what most catalogs mean by “standard” nyloc.
TABLE 3: DIN 985 Key Dimensions — M4 to M20
| Thread | Pitch (mm) | Width A/F (mm) | Nut Height (mm) | Nylon Insert Height (mm) | Min Prevailing Torque (Nm) |
|---|---|---|---|---|---|
| M4 | 0.7 | 7 | 5.0 | 2.0 | 0.4 |
| M5 | 0.8 | 8 | 5.0 | 2.0 | 0.6 |
| M6 | 1.0 | 10 | 6.0 | 2.5 | 1.0 |
| M8 | 1.25 | 13 | 8.0 | 3.5 | 2.0 |
| M10 | 1.5 | 17 | 10.0 | 4.0 | 3.0 |
| M12 | 1.75 | 19 | 12.0 | 5.0 | 5.0 |
| M14 | 2.0 | 22 | 14.0 | 6.0 | 7.0 |
| M16 | 2.0 | 24 | 16.0 | 6.5 | 10.0 |
| M20 | 2.5 | 30 | 20.0 | 8.0 | 15.0 |
Prevailing torque values per ISO 2320 Class 2 minimum at ambient temperature.
Imperial / UNC / UNF Sizes
Imperial nyloc nuts follow ASME B18.16.6 and are specified in fractional inch thread designations. Common sizes:
- ¼”-20 UNC / ¼”-28 UNF — the most common small imperial nyloc size; widely used in North American automotive and electronics
- 5/16″-18 UNC — common in HVAC and light structural
- 3/8″-16 UNC — mid-range structural; common in trailer hitches and farm equipment
- ½”-13 UNC — heavy structural and agriculture
- ⅝”-11 UNC and ¾”-10 UNC — large structural, civil engineering
Imperial and metric nyloc nuts are not interchangeable in thread, but the DIN/ISO and ASME dimensional logic is parallel — width across flats, nut height, and nylon collar depth all scale proportionally with thread size.
Industry Applications of Nyloc Nuts
Nyloc nuts are the lock nut of choice in any vibration-heavy, maintenance-accessible application where temperatures stay below 120°C.
That covers most of the mechanical world. Here’s where they’re most critical — and where engineers have learned (sometimes expensively) to use them.
Automotive & Motorsport
Automotive is the single largest consumer of nyloc nuts globally. Vibration from the drivetrain, engine, and road surface would unwind plain nuts within thousands of kilometers. Nyloc nuts appear throughout:
- Suspension geometry: control arm bolts, sway bar end links, shock absorber mounts — all use nyloc nuts because these joints need periodic inspection and adjustment.
- Brake calipers and rotors: brake hardware runs hot, but not above 120°C at the fastener level in most passenger vehicle brake systems (the rotor surface is far hotter; the caliper mounting bolts stay cooler).
- Intake manifolds and valve covers: subject to constant engine vibration.
In motorsport, the rule of thumb at many series is: single use only. Scrutineers at BTCC and club-level Formula racing will fail a car that reuses nyloc nuts on safety-critical suspension joints. That standard is stricter than ASME B18.16.6, which is itself stricter than casual shop practice.
Marine & Offshore
Saltwater and vibration together are the two worst enemies of fastener integrity — and marine applications have both. A nyloc nut on a stainless through-bolt holds a sailboat’s standing rigging turnbuckle. A plain nut in the same location, without thread-locking compound, could back off in a week of ocean sailing.
Marine specifications typically mandate A4 (316) stainless nyloc nuts for all underwater or splash-zone applications. Above the waterline in covered compartments, A2 is often acceptable. Zinc-plated is never acceptable in the marine environment.
Offshore oil and gas adds a further layer — fasteners in hazardous areas may need ATEX-compliant materials (no spark risk), and salt-spray requirements often go to 1,000 hours minimum. For those applications, nyloc nuts are supplemented with thread compound and torque-to-yield protocols.
Industrial Machinery & Electronics
Machine tools, conveyor systems, pumps, and compressors all live with vibration. Nyloc nuts are used throughout — but with one important watch-out: operating temperature.
Many industrial motors run hot. The motor itself might be rated at 155°C (insulation class F), but the fasteners on the motor’s terminal box and mounting feet see ambient + radiated heat. If the fastener temperature consistently exceeds 100°C, the nylon insert softens and prevailing torque drops significantly.
In electronics, small nyloc nuts (M2.5, M3) secure PCBs, heat sinks, and sheet-metal enclosures. The non-conductive nylon insert is incidentally useful here — it prevents any galvanic path between the nut and the board.
Nyloc Nut vs Other Lock Nuts — How to Choose
Use nyloc below 120°C for vibration resistance with easy removal; use all-metal prevailing torque nuts above 120°C; use thread-locking adhesive only when permanent joints are acceptable.
This is the decision that most guides either skip or over-simplify. The honest answer: there’s no single best lock nut. There’s a best choice for each set of constraints.
Nyloc vs All-Metal Prevailing Torque Nuts
All-metal lock nuts (top hat nuts, Stover nuts, Philidas nuts) work by deforming the nut body slightly — an elliptical or chamfered top causes the threads to bite. No nylon, no temperature ceiling.
| Factor | Nyloc Nut | All-Metal Lock Nut |
|---|---|---|
| Temperature limit | 120°C | 300°C+ |
| Reuse cycles | 1–3 | 5–10 |
| Cost | Lower | Higher |
| Locking torque consistency | High (nylon) | Moderate (metal deformation) |
| Corrosion risk | Nylon is inert | Same as body material |
| Best for | Vibration, accessible joints | High-temp, critical joints |
The rule in practice: if the joint lives above 120°C (exhaust systems, furnace hardware, turbocharger mounting, sterilization equipment), go all-metal. Everything else, nyloc is simpler and cheaper.
Nyloc vs Spring (Split) Washers
Split lock washers are the most misunderstood locking device in the shop. The theory — that the spring action maintains clamp load — has been comprehensively disproven in Junker vibration testing. Split washers do almost nothing under the transverse vibration that causes fastener loosening.
Nyloc nuts outperform split washers on every measurable locking metric in Junker testing. The only reason to choose a split washer over a nyloc nut is axial space: if the joint genuinely cannot accommodate a thicker nut, a split washer is better than nothing — but it’s a weak substitute.
Nyloc vs Thread-Locking Adhesive (Loctite)
Thread-locking compounds (anaerobic adhesives) are extremely effective — often more effective than nyloc nuts at preventing loosening. The tradeoff is maintenance:
- Nyloc: can be removed and reinstalled with standard tools. Locking mechanism is mechanical, not chemical.
- Medium Loctite (blue, 243): requires heat (~150°C) or significant torque to break. Manageable in maintenance.
- High-strength Loctite (red, 271): essentially permanent. Requires heat gun, often damages threads on removal.
For joints that need periodic inspection — brake hardware, suspension, filter housings — nyloc is correct. For joints that are permanent by design — press-fit assemblies, structural anchor bolts, safety pins — thread-locking compound adds redundancy.
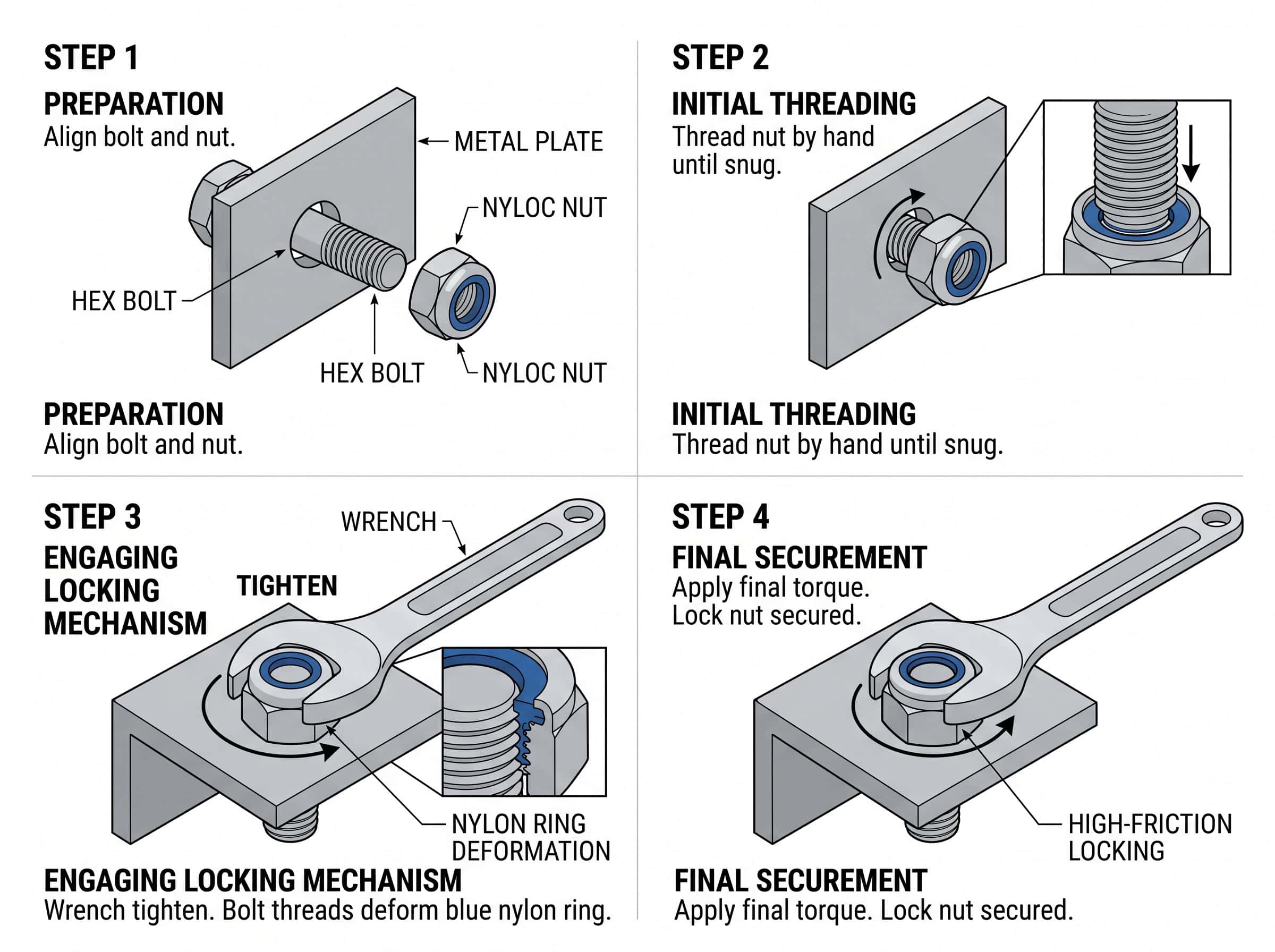
How to Install and Remove Nyloc Nuts
Thread the nyloc nut by hand until the nylon engages, then torque with a wrench to the specified value — you’ll feel the prevailing torque as increased resistance through the nylon zone.
This section covers the practical mechanics most product pages never explain.
Installation Steps
- Inspect the bolt thread. A nyloc nut requires clean, undamaged bolt threads. Burrs or corrosion on the bolt will damage the nylon insert on entry, reducing locking performance.
- Start by hand. Thread the nyloc nut finger-tight from the nut end (the end without the nylon — the nylon end faces down, away from the bolt head). You should be able to spin it by hand until you hit the nylon zone.
- Feel the resistance. As the bolt tip enters the nylon bore, resistance increases markedly. This is normal and expected — it’s not cross-threading.
- Apply torque. Use a torque wrench calibrated to the joint’s clamp-load requirement. The torque specification for the joint does NOT change because you’re using a nyloc nut — size and property class still govern. The prevailing torque is additive, so on a nyloc nut torqued to 25 Nm, roughly 3–5 Nm of that is overcoming the insert; the rest is clamping force.
- Verify bolt protrusion. At least 1–2 complete threads should protrude past the nylon insert after final torque. If the bolt is too short to fully engage the nylon, locking performance is compromised.
Pro tip: Apply a drop of anti-seize to stainless bolt threads before installing a stainless nyloc nut. The nylon dramatically reduces galling risk compared to metal-on-metal, but anti-seize eliminates it entirely and makes future removal far easier.
Re-Use Limits — How Many Times Is Safe?
Every time you install and remove a nyloc nut, the nylon insert loses some of its original grip. The bolt has already formed a path through the nylon; on reinstallation, that path is easier to follow and less friction is generated.
The formal guidance:
– ASME B18.16.6 (the primary US standard for prevailing torque nuts): recommends single-use for safety-critical applications. Does not prohibit multi-use for non-critical joints but requires prevailing torque to be verified.
– Most automotive OEM service manuals: call out nyloc nuts as “replace once loosened” on suspension, drivetrain, and steering components.
– General engineering practice: three installs maximum for non-critical applications. After the third removal, scrap the nut.
A simple field check: after reinstalling a previously used nyloc nut, try to turn it back by hand before applying torque. If you can spin it easily past the nylon zone with your fingers, the nut is spent. Discard it.
Common Mistakes
Using nyloc in high-temperature zones. The nylon insert begins to soften at around 100°C and loses meaningful prevailing torque above 120°C. In automotive exhaust, industrial ovens, or engine internals, nyloc nuts are the wrong choice regardless of material grade.
Installing nyloc nut backward. The nylon end goes on last — it should contact the joint’s bearing surface or the washer, with the bolt emerging through the nylon. Installing it reversed (nylon toward bolt head) means you’re threading into nylon from the start, which damages the insert before it even reaches the locking zone.
Under-torquing because of insert resistance. The prevailing torque from the nylon insert is not joint clamping force. Stop-torquing at the first sign of nylon resistance will leave the joint dangerously under-clamped. Always torque to the joint specification, measured beyond the prevailing torque threshold.
Future Trends in Lock Nut Technology (2026+)
The main near-term development is all-metal polymer-free lock nuts replacing nyloc in high-temperature and sustainability-sensitive applications.
Polymer-Free Lock Nuts for High-Temp Applications
Regulatory pressure and increasingly compact thermal environments are pushing engineers toward all-metal locking alternatives. The EU’s REACH regulation continues to tighten rules around certain polymer additives used in polyamide manufacturing. While the core nylon 6,6 insert is not currently restricted, formulation additives (flame retardants, stabilizers) are under review.
Simultaneously, electric vehicle drivetrains run hotter at the battery pack and motor housing than equivalent combustion systems — many EV-specific fastener specs now require all-metal lock nuts where nyloc was previously used. Suppliers capable of producing fine-pitch all-metal prevailing torque nuts at scale are seeing increased demand from Tier 1 automotive buyers.
Corrosion-Graded Standards Under New EU REACH Rules
The European fastener industry is moving toward clearer corrosion-performance grading tied to environmental classification. EN ISO 4042 (electroplated coatings) now has updated salt-spray test requirements that classify fasteners by exposure zone. Nyloc nuts at every material grade are being re-tested and re-categorized against these updated benchmarks — which matters for procurement teams sourcing to EU construction or machinery standards.
For buyers sourcing nyloc nuts for EU-destined products, requesting current EN ISO 4042 test certificates alongside DIN 985 dimensional compliance certificates is increasingly standard practice.
FAQ — Nyloc Nut Questions Answered
What is a nyloc nut used for?
A nyloc nut is used to lock fasteners that experience vibration, dynamic loads, or thermal cycling — preventing self-loosening without adhesive.
Common applications include automotive suspension, brake hardware, marine rigging, industrial machinery mounts, HVAC ductwork, and electronics enclosures. Any bolted joint that must be removable for maintenance but cannot loosen in service is a candidate for a nyloc nut. They’re not appropriate for high-temperature zones (above 120°C) or joints that require permanent assembly.
Can nyloc nuts be removed?
Yes — nyloc nuts are fully removable with a standard wrench. Removal requires more torque than a plain nut because of the nylon insert’s friction.
This is one of their key advantages over thread-locking adhesives. You can remove a nyloc nut with a socket or open-end wrench without heat or special tools. The increased removal torque is normal and expected. What you should NOT do is assume the removed nut is reusable — evaluate it by the re-use criteria described above.
How many times can you use a nyloc nut?
For safety-critical joints: single use only. For non-critical joints: up to three times maximum, provided prevailing torque is verified before each reinstall.
After each removal, the nylon bore is slightly enlarged. By the third or fourth removal, prevailing torque typically drops below the minimum required by ISO 2320. The easiest field check: after threading the used nut onto the bolt, try to spin it past the nylon zone by hand. If you can, discard it.
What temperature can nyloc nuts withstand?
Nyloc nuts are rated from −50°C to +120°C. Above 100°C the nylon begins to soften; above 120°C prevailing torque drops significantly and the insert may deform.
This is the single most important limitation. No amount of stainless steel or high-grade steel changes the nylon insert’s thermal limit. If your application exceeds 120°C at the fastener location, specify an all-metal prevailing torque nut (Stover, top hat, or deformed-thread type) instead.
What is the difference between DIN 985 and DIN 982?
DIN 985 is a thin (low-profile) nyloc nut; DIN 982 is a standard-height nyloc nut. Both are metric, both use nylon inserts, but DIN 982 has a taller body with slightly more thread engagement.
In practice, DIN 985 is more commonly stocked because its lower profile suits a wider range of applications. DIN 982 is specified when maximum thread engagement or higher prevailing torque is needed. Both standards have been technically superseded by ISO 7042, but DIN 985 and DIN 982 remain the practical catalog references for most suppliers.
Are nyloc nuts single-use?
For safety-critical applications — yes. For general engineering — maximum three uses with a prevailing torque check before each reinstall.
“Single-use” is the conservative answer that covers liability for safety-critical components (suspension, brake hardware, lifting equipment). For a non-critical application — an electrical panel door hinge, a machine guard, a removable access cover — three uses is a practical upper limit that most engineers apply without issue.
What size nyloc nut do I need?
Match the nyloc nut thread to the bolt thread exactly — same diameter, same pitch, same thread system (metric or imperial). Then select the nut grade to match or exceed the bolt property class.
For example: if your bolt is M10 × 1.5, property class 8.8, you need an M10 × 1.5 nyloc nut rated at least class 8. If your bolt is ¼”-20 UNC grade 5, you need a ¼”-20 UNC nyloc nut in a compatible grade. Material selection follows the environment: zinc for indoor/dry, stainless for outdoor/corrosive, brass for electrical.
Nyloc nut vs normal nut — which is stronger?
A nyloc nut and a plain nut of the same grade have identical tensile strength. The difference is locking performance — a plain nut has none under vibration.
“Stronger” usually means tensile strength (resistance to pulling apart), and both nut types are governed by the same property class specification. What nyloc adds is resistance to loosening. In Junker vibration tests, plain nuts can lose all clamp load in under 50 cycles. A nyloc nut of the same grade maintains clamp load through hundreds of cycles. For dynamic joints, nyloc is not “stronger” — it’s in a different category.

Conclusion
The nyloc nut is one of the most cost-effective reliability decisions in mechanical engineering. A cent spent on a nylon insert at assembly can prevent thousands in field failures — but only if you match the nut to the environment. Get the material grade right (zinc for dry, 316 stainless for marine, all-metal when you’re above 120°C). Respect the re-use limits. Torque to spec, not just until the nylon grabs.
If you’re sourcing nyloc nuts for production — whether in metric DIN 985 / DIN 982 or imperial ASME B18.16.6 — the dimension tables and material specifications in this guide reflect current catalog standards. For custom sizes, non-standard coatings, or OEM volume pricing, contact the Production Screws team directly. We stock metric and imperial nyloc nuts from M3 to M42 in zinc, A2, and A4 stainless, with full material certificates available on request.
External authoritative reference: Nyloc nut — Wikipedia for historical context and basic terminology.
Related Products
Solutions & Cluster
Related Articles
- Shear Bolts: Security Types, Materials, and Buying Guide for Permanent Fastening
- Self Locking Nut: Types, Working Principles & Selection Guide
- Nut Caging: Complete Guide to Cage Nuts, Types & Installation
- Bolt Nut Stainless Steel: Grades, Pairing, and Buying Guide
- Nylon Lock Nuts: The Complete Guide to Types, Sizes, Specs & Applications (2026)
- Fasteners Brass: Complete Guide to Brass Fasteners, Grades, Uses, and Buying in 2026
- One Way Screws: The Complete Guide to Tamper-Resistant Security Fasteners
- Bolt Screw Guide: Types, Differences, Sizes, and Industrial Applications




