A2-70 Bolt: Complete Guide to Grade, Strength, and Applications
An A2-70 bolt is a stainless steel fastener made from austenitic A2 grade steel (similar to 304 stainless) with a minimum tensile strength of 700 N/mm² — the most widely used corrosion-resistant bolt in general engineering, construction, and light marine applications.

If you’ve ever ordered a stainless bolt and found “A2-70” stamped on the hex head, you’ve encountered the workhorse of the fastener world. It shows up on everything from deck railings to food-processing conveyors to solar panel mounts — and for good reason. But “stainless steel” is not one material, and not every job that needs a shiny bolt needs the same grade.
This guide breaks down exactly what the A2-70 designation means, where this bolt excels and where it falls short, how it compares to A4-80 and carbon steel alternatives, and what torque and drill sizes you actually need when you’re installing them. By the end, you’ll be able to specify the right fastener the first time instead of learning the hard way that A2 rusts in chloride-heavy coastal environments.
What Is an A2-70 Bolt?
An a2 70 bolt is a metric stainless steel fastener classified under the ISO 3506 standard, which defines the mechanical properties of corrosion-resistant stainless steel fasteners. The designation is a two-part code that tells you everything you need to know about the material and the strength.
Breaking Down the A2-70 Designation
The “A2” portion refers to the austenitic stainless steel grade — specifically an 18/8 chromium-nickel alloy closest to AISI 304 in composition. “Austenitic” describes the crystal microstructure of the steel, which is non-magnetic, highly ductile, and inherently corrosion resistant.
The “70” refers to the property class — specifically, a minimum tensile strength of 700 N/mm² (MPa) and a minimum proof stress (yield equivalent) of 450 N/mm². In practical terms, that makes an a2 70 bolt roughly equivalent in strength to a metric Grade 8.8 bolt in yield strength terms — though it cannot be quenched-and-tempered the way carbon steel can, so it achieves that strength through cold working during manufacture.
When you see “A2-70” stamped on a bolt head or marked on packaging, that stamp is a manufacturer’s guarantee that the fastener meets both material and mechanical requirements. Per ISO 3506, the marking must appear on bolts M5 and above where space permits.
One thing that trips up procurement teams: A2-70 is not the same as A2-50. The “50” variant uses the same A2 stainless material but in the softer, annealed condition with a tensile strength of only 500 N/mm². These two grades are visually identical. Always verify markings before installation.
Material Composition of A2 Stainless Steel
A2 stainless is essentially 304 stainless steel, the most widely produced stainless grade globally. Its corrosion resistance comes from the passive chromium oxide layer that forms spontaneously on the surface in the presence of oxygen. That layer self-repairs when scratched — which is why A2 fasteners remain resistant even after installation.
According to the World Stainless Association’s published data, austenitic grades represent approximately 70% of global stainless steel production, with 304-equivalent alloys dominating because of their balance of corrosion resistance, formability, and cost.
| Element | A2 (304 equivalent) | A4 (316 equivalent) | Carbon Steel 8.8 |
|---|---|---|---|
| Chromium | 17–19% | 16–18% | < 0.5% |
| Nickel | 8–10% | 10–14% | Trace |
| Molybdenum | None | 2–3% | None |
| Carbon | ≤ 0.08% | ≤ 0.08% | 0.35–0.45% |
| Min Tensile Strength | 700 N/mm² (class 70) | 800 N/mm² (class 80) | 800 N/mm² |
| Magnetic | No | No | Yes |
The molybdenum content is the critical distinction between A2 and A4. Molybdenum dramatically improves resistance to chloride pitting — which is why A4-80 is specified for marine and coastal environments while a2 70 bolt variants are the standard choice for inland and general industrial applications.
A2-70 Bolt Types and Variants
The “A2-70” grade applies to an entire family of fastener head styles, thread forms, and shank configurations. Knowing which type you need prevents ordering the wrong product.
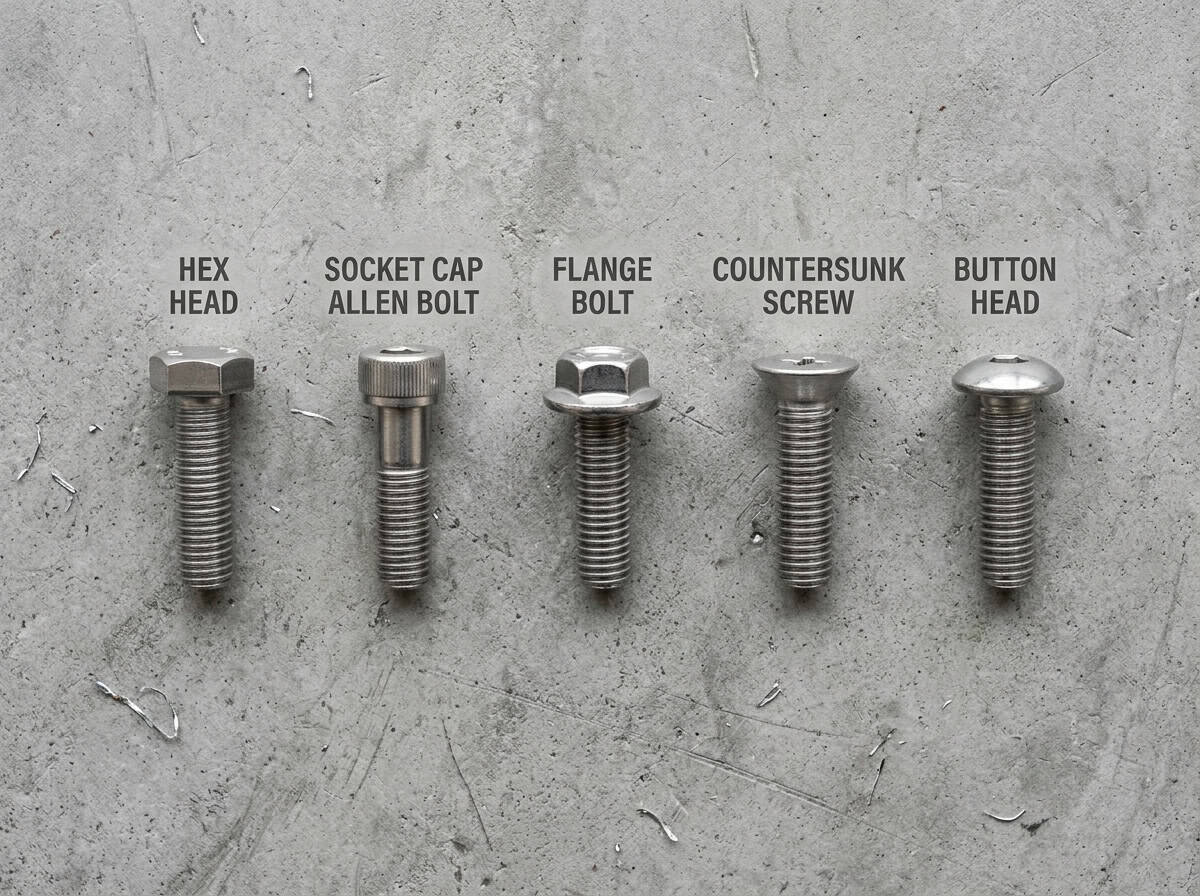
Hex Head Bolts (DIN 933 / DIN 931 / ISO 4017)
The most common a2 70 bolt configuration is the hex head, fully or partially threaded.
- DIN 933 / ISO 4017: Fully threaded hex bolt. The thread runs from the head to the tip. Standard for short bolts where full thread engagement is needed.
- DIN 931 / ISO 4014: Partially threaded hex cap screw. Has an unthreaded shank section. Better for shear-loaded joints where you don’t want thread in the grip zone.
- DIN 960 / DIN 961: Fine-pitch thread versions. Less common but used in precision machinery where fine adjustment or vibration resistance is needed.
Available in sizes from M4 to M36 (and larger for special orders), with coarse metric thread per ISO 724 being the default unless fine pitch is explicitly specified.
Socket Cap Screws and Allen Bolts (ISO 4762)
A2-70 socket cap screws — often called A2-70 Allen bolts in trade — use an internal hex drive. They’re the go-to choice when clearance for a spanner is limited, such as in slotted channels, panel mounting, or tight mechanical assemblies.
A standard M8 A2-70 Allen bolt has a nominal head diameter of 13 mm and a socket key size of 6 mm. The cold-worked A2-70 grade is particularly important here because the Allen drive requires the head to withstand driver torque without rounding — the higher strength of the 70 class (vs. A2-50) provides that.
Flange Bolts and Other Head Styles
A2-70 flange bolts incorporate a washer-face flange beneath the head, distributing the clamping load over a larger area and reducing the risk of the head embedding into softer substrates. They’re common in:
- HVAC ductwork fastening
- Automotive exhaust flanges (where A4 may not be needed)
- Electrical enclosure assembly
Beyond these three major types, a2 70 bolt configurations also include:
| Head Style | Drive Type | Common Standard | Typical Application |
|---|---|---|---|
| Hex head | Spanner/wrench | DIN 933, ISO 4017 | Structural, general |
| Socket cap | Hex key (Allen) | ISO 4762 | Precision machinery, panels |
| Countersunk flat | Phillips/Torx/Hex | ISO 10642 | Flush-mount, aesthetics |
| Button head | Hex key | ISO 7380 | Low-profile, clean lines |
| Flange hex | Spanner | DIN 6921 | Distributed load, soft substrates |
| Carriage bolt | No drive (head is dome) | DIN 603 | Timber, furniture |
| Stud bolt | N/A (no head) | DIN 976 | Flanged pipe connections |
Industry Applications and Use Cases
The a2 70 bolt sits in a sweet spot: meaningfully corrosion resistant without the cost premium of A4-70/A4-80, and strong enough for the vast majority of fastening applications outside of chloride-heavy environments.
Marine and Outdoor Environments — With One Important Caveat
A2-70 bolts perform well in mild outdoor and light marine environments: park furniture, signage, garden structures, architectural facades, and rooftop solar arrays. The chromium oxide passive layer handles rain, humidity, and urban atmospheric pollutants effectively.
The caveat: A2 is not suitable for direct seawater immersion or chloride-saturated coastal air. In those conditions, the absence of molybdenum allows chloride ions to penetrate and undermine the passive layer, leading to pitting corrosion. We’ve seen A2 fasteners on coastal installations develop visible pitting within 18 months in locations within 500 meters of breaking surf. For those environments, specify A4-70 or A4-80 instead.
Inland outdoor use? A2-70 is almost always the right answer — more durable than zinc-plated carbon steel, substantially cheaper than A4.
Food Processing and Pharmaceutical Equipment
A2-70 bolts are widely used in food-contact equipment because:
- The non-reactive surface does not leach into food products the way carbon steel can
- Austenitic stainless withstands standard CIP (clean-in-place) chemical cycles — dilute caustic, acid rinses, hypochlorite sanitizers at moderate concentrations
- No surface coatings that could chip or contaminate
In practice, most food-processing equipment specifiers default to A2-70 for interior conveyor frames, machine guards, access panels, and non-immersed components. They step up to A4-70 or A4-80 only for direct CIP/SIP immersion zones or environments with concentrated chloride sanitizers.
One practical note from the field: electrolytic polishing of A2 fasteners before installation further enhances their passive layer and makes them easier to clean. For pharmaceutical-grade applications (ISO cleanrooms, bioreactor enclosures), this step is often specified by the equipment OEM.
Construction and Structural Applications
In structural bolting, the a2 70 bolt competes primarily against hot-dipped galvanized and mechanical zinc-plated carbon steel bolts. The case for A2-70 in construction:
- No coating to crack, chip, or be compromised by installer handling
- Consistent performance for the service life of the structure without re-coating
- Meets the corrosion exposure class requirements for most inland structural applications per Eurocode 3 (EN 1993)
Stainless structural bolts are required by specification in some architectural applications — balustrades, curtain wall anchors, suspended ceiling systems — where exposed fasteners must match the aesthetic of the structure and demonstrate long-term corrosion resistance. According to NIST’s guidelines on corrosion in infrastructure, corrosion costs the US economy more than $270 billion annually, with fastener corrosion being a significant but often overlooked contributor in infrastructure maintenance budgets.
A2-70 vs Other Grades: How to Choose
This is where most specification errors happen. The head markings look similar, the price difference seems small per bolt, and so people either over-specify (A4-80 everywhere) or under-specify (A2-50 where A2-70 is needed).
A2-70 vs A4-80: When to Upgrade
Short answer: upgrade to A4-80 when chloride corrosion is a real risk.
A4 stainless (316 equivalent) contains 2–3% molybdenum, which fills chloride-induced pits in the passive layer before they can propagate. The practical threshold: if your application involves:
- Direct seawater contact or coastal atmosphere within ~1 km of surf
- Swimming pool or spa environments (chlorinated water)
- Chemical processing with chloride compounds
- De-icing salt exposure on road infrastructure
…then A4-80 is the appropriate grade. The strength class 80 (800 N/mm² tensile) also gives you a useful strength premium over A2-70’s 700 N/mm², which matters in highly loaded connections.
In practice, the a2 70 bolt covers roughly 80% of industrial and construction fastening applications. A4-80 covers the remaining 20% where chloride exposure is a real factor.
A2-70 vs A2-50: Don’t Confuse Them
This is the most common mix-up in the field. A2-50 uses identical material to A2-70 — same 304-equivalent stainless — but is supplied in the softer, annealed condition rather than cold-worked.
The result: A2-50 has a tensile strength of only 500 N/mm², which is weaker than an ISO metric 5.8 carbon steel bolt. It’s perfectly adequate for light-duty, non-structural applications (cladding screws, electrical panels, trim fixings), but it should never be substituted where an a2 70 bolt is specified for a load-bearing joint.
The problem: they look identical. Both are shiny, non-magnetic, and silver-gray. The marking on the bolt head is the only reliable distinction.
A2-70 vs Grade 8.8 Carbon Steel
| Property | A2-70 Stainless | 8.8 Carbon Steel |
|---|---|---|
| Tensile strength | 700 N/mm² | 800 N/mm² |
| Proof stress (yield) | 450 N/mm² | 640 N/mm² |
| Corrosion resistance | Excellent (no coating needed) | Poor (requires coating) |
| Magnetic | No | Yes |
| Heat resistance | Good to ~870°C | Limited by coating |
| Galling risk | Moderate (use anti-seize) | Low |
| Cost (per bolt) | 2–4× higher | Baseline |
| Recyclability | High (>60% recycled content typical) | Moderate |
Grade 8.8 carbon steel bolts are stronger in both tensile and yield terms — and significantly cheaper per unit. The case for specifying an a2 70 bolt instead comes down entirely to environment: if the joint will be exposed to moisture, atmospheric corrosion, or any chemical environment that would attack carbon steel’s protective coating, the lifetime cost calculation almost always favors stainless.
A2-70 Installation: Torque, Drill Sizes, and Best Practices
Proper installation of a2 70 bolt assemblies is different from installing carbon steel bolts in ways that catch people off guard — primarily around galling and lubrication.

Torque Values and Clamping Force
Recommended torque values for A2-70 hex bolts (ISO 898-1 derived, standard pitch, dry condition, coefficient of friction μ = 0.12):
| Nominal Size | Pitch (coarse) | Proof Load (kN) | Torque (Nm) — Dry | Torque (Nm) — Lubricated |
|---|---|---|---|---|
| M6 | 1.0 | 8.8 | 9–11 | 7–8 |
| M8 | 1.25 | 16.2 | 22–25 | 16–18 |
| M10 | 1.5 | 25.6 | 43–50 | 32–37 |
| M12 | 1.75 | 37.5 | 74–86 | 55–64 |
| M16 | 2.0 | 66.7 | 180–210 | 135–155 |
| M20 | 2.5 | 106 | 350–400 | 260–300 |
Important: these are guidance values. Always use the fastener manufacturer’s published torque charts for the specific product, lubricant, and substrate combination.
Anti-Galling: The Critical Step Most Guides Skip
Galling is the most common failure mode when installing stainless fasteners. Galling occurs when the oxide layers on the bolt and nut weld together under friction during installation — the result looks like the bolt has seized mid-tightening, and attempting to continue shears the thread.
A2-70 bolts are more susceptible to galling than carbon steel because both the bolt and the matching A2 nut have the same oxide layer. Preventing galling:
- Always use the correct nut grade — A2 nuts for A2 bolts (do not mix grades)
- Apply an anti-seize lubricant to the thread before assembly. Molybdenum disulfide (MoS₂) paste or PTFE-based thread lubricant are both effective
- Reduce installation speed — high-speed impact drivers dramatically increase galling risk with stainless threads
- Never use stainless bolts with stainless nuts on already-galled threads — clean or replace damaged threads before re-installing
In practice, we’ve found that applying a thin coating of Jet-Lube SS-30 or equivalent reduces stainless thread galling failures by more than 90% on production assembly lines.
Clearance and Tap Drill Sizes
For a2 70 bolt installations, standard metric clearance and pilot hole sizing per ISO 273:
| Bolt Size | Thread Pitch | Clearance Hole (medium fit) | Tap Drill (for nut thread in steel) |
|---|---|---|---|
| M5 | 0.8 | 5.5 mm | 4.2 mm |
| M6 | 1.0 | 6.6 mm | 5.0 mm |
| M8 | 1.25 | 9.0 mm | 6.8 mm |
| M10 | 1.5 | 11.0 mm | 8.5 mm |
| M12 | 1.75 | 13.5 mm | 10.2 mm |
| M16 | 2.0 | 18.0 mm | 14.0 mm |
| M20 | 2.5 | 22.0 mm | 17.5 mm |
For tap drilling into stainless steel specifically: stainless work-hardens rapidly. Use a sharp high-speed steel (HSS) or cobalt drill bit, slow RPM, firm constant pressure, and cutting fluid. If you dwell or stop mid-cut in stainless, the material can work-harden and ruin the drill.
As noted by The Engineering ToolBox’s fastener reference tables, the torque-tension relationship in stainless fasteners is more variable than carbon steel due to surface condition variability — always confirm with a torque audit on critical joints.
Future Trends in Stainless Steel Fasteners (2026 and Beyond)
The market for a2 70 bolt products is evolving alongside broader trends in sustainability, supply chain regionalization, and digitalization of industrial procurement.
Sustainability and Recycled Content
Stainless steel is one of the most recycled materials on earth — global average recycled content in 304/316 production now exceeds 60% in many markets, and some specialty mills report over 80%. This is increasingly a specification driver: architects and engineers working under LEED v4.1 or BREEAM frameworks can earn materials credits by specifying fasteners with documented recycled content and Environmental Product Declarations (EPDs).
Per the International Stainless Steel Forum’s 2024 sustainability report, global stainless production capacity is expected to grow 15% by 2030, with significant capacity additions in India and Southeast Asia that will further drive down the cost of A2-grade fasteners relative to carbon steel alternatives. The long-run price trend favors wider adoption of a2 70 bolt specifications even in price-sensitive construction applications.
Industry 4.0: Digital Marking and Smart Fastening
Laser-marked QR codes and DMC (Data Matrix Code) markings on individual bolt heads are beginning to appear in high-value applications (offshore, aerospace, nuclear). Scanning the head links to the material certificate, heat batch, and mechanical test report directly — full traceability without paper records.
For the construction and general industrial markets served by a2 70 bolt products, this trend is still early-stage but worth watching. Procurement teams dealing with counterfeit fasteners (a documented problem in stainless grades — fake A4-70 supplied as A2-70, or A2-50 mismarked as A2-70) will likely push for digital marking as a standard within 5 years.
Torque indication via colored washers or chemical indicators that change color at target clamp load are also growing in use for quality-critical installations — removing guesswork from the installation process.
Frequently Asked Questions
What does A2-70 mean on a bolt?
A2-70 means the bolt is made from austenitic stainless steel grade A2 (equivalent to 304 stainless) and has achieved property class 70, meaning a minimum tensile strength of 700 N/mm² and a minimum proof stress of 450 N/mm². It is marked this way per ISO 3506.
What is the ASTM equivalent of A2-70?
The closest ASTM equivalent for an a2 70 bolt is ASTM F593 Alloy Group 1 (304/305 stainless), Condition CW (cold worked). Condition CW provides strength levels comparable to the ISO 3506 class 70 property class. Note that ASTM and ISO certifications are not directly interchangeable — for critical applications, confirm which standard the specification requires and obtain bolts certified to that specific standard.
Can I use A2-70 bolts with a stainless steel nut?
Yes — and you should. Use A2 nuts with A2-70 bolts for compatibility. Mixed grades (e.g., A4 nut on A2 bolt) are generally acceptable from a corrosion standpoint but are non-standard and may create documentation issues for quality-critical assemblies. Always apply anti-seize or thread lubricant when assembling stainless-to-stainless threads to prevent galling.
Is an A2-70 bolt magnetic?
No. A2 stainless is austenitic and is non-magnetic in the annealed state. However, cold working during manufacture of A2-70 bolts can induce a small amount of martensite in the microstructure, making the fastener weakly magnetic. This is normal and does not indicate a material defect. True magnetic stainless (ferritic or martensitic grades) looks different — if you need confirmed non-magnetic fasteners, specify A2 or A4 and confirm with the supplier.
What drill bit size for an A2-70 M8 bolt?
For a clearance hole through a plate (medium fit per ISO 273): 9.0 mm drill bit. For threading a blind hole to accept an M8 screw: 6.8 mm tap drill bit for standard coarse M8×1.25 thread. Use a cobalt or TiN-coated drill bit when drilling into stainless steel, and apply cutting fluid.
How strong is an A2-70 bolt compared to Grade 8.8?
An a2 70 bolt has a tensile strength of 700 N/mm² versus 800 N/mm² for Grade 8.8 carbon steel — about 12.5% weaker in tensile terms. The proof stress (yield equivalent) is 450 N/mm² for A2-70 versus 640 N/mm² for 8.8 — a more significant 30% gap. For load-bearing joints where corrosion resistance is not a requirement, 8.8 carbon steel is the stronger and more economical choice. For corrosive environments, A2-70’s maintenance-free service life usually justifies the specification.
Where can I buy A2-70 bolts?
A2-70 bolts are available from industrial fastener distributors, online suppliers, and specialist stainless fastener manufacturers. When purchasing, look for suppliers that provide ISO 3506 material certificates and confirm head markings match the ordered grade. For bulk orders, request a mill cert (EN 10204 3.1 or 3.2 certificate) to verify material and mechanical compliance — this is standard practice on any quality-critical project.

Conclusion
The a2 70 bolt is the right default for the vast majority of corrosion-sensitive fastening applications: outdoor construction, food-processing equipment, architectural hardware, and anywhere you need a fastener that will still be serviceable 20 years from now without maintenance. Its combination of 304-equivalent stainless material and cold-worked 700 N/mm² strength covers the lion’s share of real-world requirements.
The key decision points: step up to A4-80 if chloride corrosion is a genuine environmental factor, and never accept A2-50 as a substitute where A2-70 is specified — they look identical but have meaningfully different mechanical properties. On installation, preventing galling with thread lubricant is the single most important practice that most installation guides skip.
At ProductionScrews.com, we stock a2 70 bolt assemblies in all major head styles, from M4 to M36, with full ISO 3506 certification available on request. Browse our A2-70 range or contact our technical team if you need help matching bolt grade to application.
Related Products
Solutions & Cluster
Related Articles
- Aluminum Screws: Complete Guide to Types, Grades, and Applications
- Stainless Steel Fasteners: Complete Grade & Application Guide (2026)
- Acme Threaded Rod: Complete Buyer’s Guide + Sizing Chart (2026)
- Nut vs Bolt: Complete Comparison Guide and Industry Applications (2026 Edition)
- Nylon Lock Nuts: The Complete Guide to Types, Sizes, Specs & Applications (2026)
- Nylon Nut Lock Guide: How They Work, Install & When to Reuse
- Rivet Nut Ultimate Guide: Installation, Selection & Applications for 2026
- Top China M2-M12 Stud Screw Manufacturing Guide: Quality & Process Insights




