UNF Thread: Complete Guide to Unified National Fine Thread Specifications
UNF thread (Unified National Fine) is a 60° inch-based screw thread with finer pitch than UNC, defined by ANSI/ASME B1.1, measured in threads per inch (TPI), used where vibration resistance and precision clamping force matter most.
When a customer sends us a drawing marked “1/4-28 UNF-2A,” experienced engineers recognize it instantly. Procurement teams and buyers new to American fastener standards often pause. What does “UNF” mean? How does it differ from UNC, BSP, or NPT? Which size do you actually need, and what tolerance class should you specify?
This guide answers every one of those questions. You’ll leave with the complete UNF thread chart in both inches and mm, a clear comparison against competing standards, real-world industry application examples, and practical guidance for specifying and sourcing UNF thread fasteners.
What Is a UNF Thread?
UNF thread is a Unified National Fine thread — a 60° inch screw thread with finer pitch than Unified National Coarse (UNC), standardized under ANSI/ASME B1.1 and used throughout aerospace, automotive, and precision manufacturing.
The “Unified” in UNF refers to the tri-national standardization agreement between the United States, Canada, and the United Kingdom finalized in the 1940s. Before this agreement, American National threads and British Standard Whitworth threads were incompatible — a significant problem for wartime logistics. The unified standard resolved that by establishing a common 60° thread angle and standardized TPI values. The “Fine” distinguishes it from UNC: same angle, different pitch.
According to the Unified Thread Standard documented by the American Society of Mechanical Engineers and referenced at Wikipedia, the UNF series is one of two primary series in the Unified National Thread family, covering numbered sizes from #0 through #12 and fractional sizes from 1/4 inch through 1-1/2 inch and beyond.
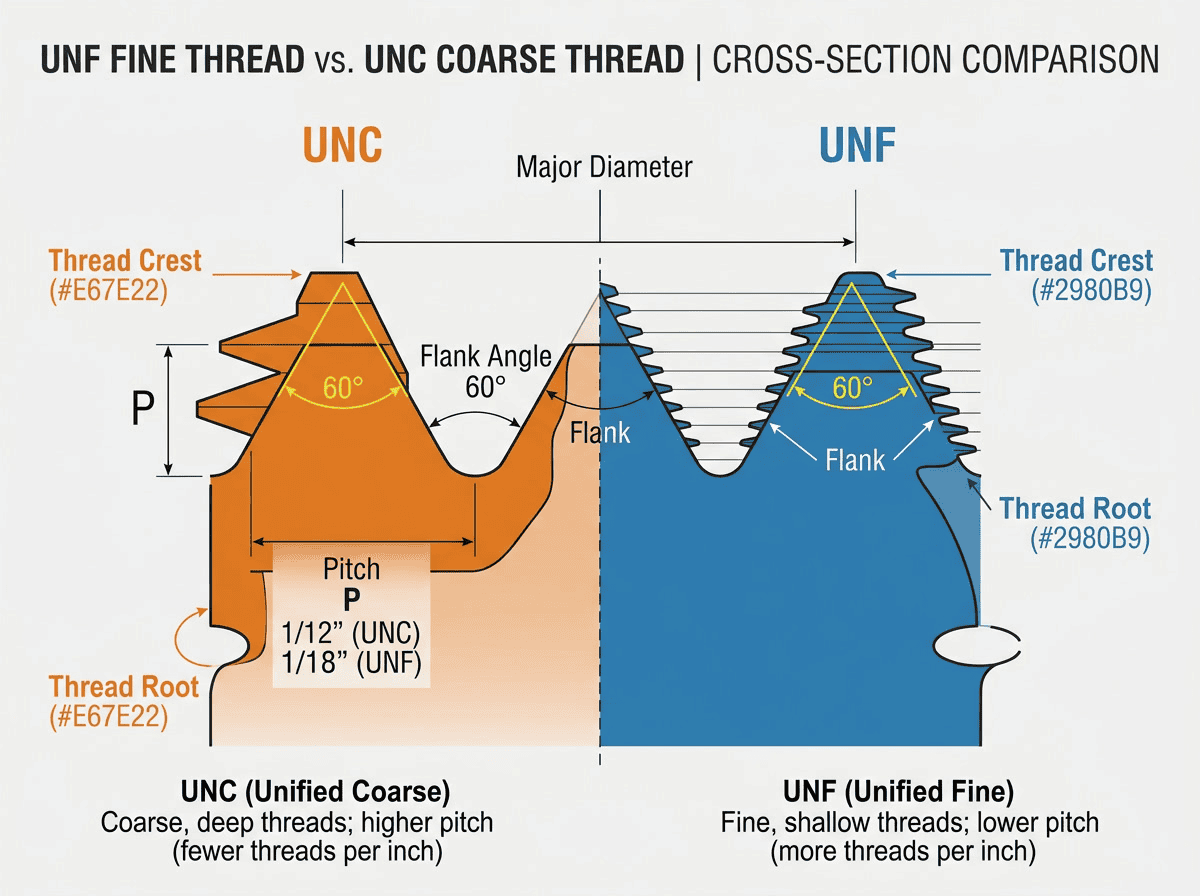
Thread Geometry and the 60° Angle
Every UNF thread shares a 60° included angle between thread flanks. This geometry defines the force distribution on mating threads and controls how torque converts to clamping load. Key geometric parameters:
- Thread angle: 60° included (30° each flank from perpendicular)
- Thread form: Flat crest on external threads; rounded or flat root on internal threads
- Pitch (P): Distance between adjacent thread crests — expressed as 1/TPI in inches
- Lead: Equal to pitch for single-start threads — the linear advance per full revolution
- Major diameter: The outermost diameter, used as the nominal size
- Minor (root) diameter: The innermost diameter — critical for tap drill size selection
- Pitch diameter: The imaginary diameter where thread thickness equals space between threads
Compared to UNC, fine threads have a smaller pitch value — more thread crests per inch engage over the same grip length. That increased surface engagement is why a UNF thread fastener resists vibration loosening better than an equivalent UNC fastener under the same conditions.
How to Read a UNF Thread Designation
A complete UNF thread callout follows this standard format:
Nominal Size — TPI THREAD-STANDARD — CLASS
Example: 1/4-28 UNF-2A
Breaking it down:
– 1/4 — Nominal major diameter (0.250 inch)
– 28 — Threads per inch (TPI)
– UNF — Unified National Fine standard
– 2A — Thread class (A = external/bolt thread; 2 = standard engineering tolerance)
For numbered sizes smaller than 1/4 inch, the nominal size is expressed as a number (#0 through #12):
#10-32 UNF-2B
Here: #10 = 0.190 inch nominal major diameter; 32 TPI; UNF standard; class 2B (B = internal/nut thread).
UNF Thread Sizes, Dimensions, and Full Chart
UNF threads range from #0 (0.060 inch, 80 TPI) to 1-1/2 inch (12 TPI), with finer pitch at every diameter than the equivalent UNC size.
The table below is the complete standard UNF thread chart covering all common sizes with both inch dimensions and metric equivalents — filling a gap that most competitors leave out.
Table 1: UNF Thread Dimensions — Full Chart (Inches and mm)
| Nominal Size | Major Ø (in) | TPI | Pitch (in) | Pitch Ø (in) | Minor Ø Ext (in) | Pitch (mm) | Major Ø (mm) |
|---|---|---|---|---|---|---|---|
| #0 | 0.0600 | 80 | 0.01250 | 0.0519 | 0.0438 | 0.318 | 1.524 |
| #1 | 0.0730 | 72 | 0.01389 | 0.0640 | 0.0550 | 0.353 | 1.854 |
| #2 | 0.0860 | 64 | 0.01563 | 0.0759 | 0.0657 | 0.397 | 2.184 |
| #3 | 0.0990 | 56 | 0.01786 | 0.0874 | 0.0758 | 0.454 | 2.515 |
| #4 | 0.1120 | 48 | 0.02083 | 0.0985 | 0.0849 | 0.529 | 2.845 |
| #5 | 0.1250 | 44 | 0.02273 | 0.1102 | 0.0955 | 0.577 | 3.175 |
| #6 | 0.1380 | 40 | 0.02500 | 0.1218 | 0.1055 | 0.635 | 3.505 |
| #8 | 0.1640 | 36 | 0.02778 | 0.1460 | 0.1279 | 0.706 | 4.166 |
| #10 | 0.1900 | 32 | 0.03125 | 0.1697 | 0.1494 | 0.794 | 4.826 |
| #12 | 0.2160 | 28 | 0.03571 | 0.1928 | 0.1696 | 0.907 | 5.486 |
| 1/4 | 0.2500 | 28 | 0.03571 | 0.2268 | 0.2036 | 0.907 | 6.350 |
| 5/16 | 0.3125 | 24 | 0.04167 | 0.2854 | 0.2584 | 1.058 | 7.938 |
| 3/8 | 0.3750 | 24 | 0.04167 | 0.3479 | 0.3209 | 1.058 | 9.525 |
| 7/16 | 0.4375 | 20 | 0.05000 | 0.4050 | 0.3726 | 1.270 | 11.113 |
| 1/2 | 0.5000 | 20 | 0.05000 | 0.4675 | 0.4351 | 1.270 | 12.700 |
| 9/16 | 0.5625 | 18 | 0.05556 | 0.5264 | 0.4903 | 1.411 | 14.288 |
| 5/8 | 0.6250 | 18 | 0.05556 | 0.5889 | 0.5528 | 1.411 | 15.875 |
| 3/4 | 0.7500 | 16 | 0.06250 | 0.7094 | 0.6688 | 1.588 | 19.050 |
| 7/8 | 0.8750 | 14 | 0.07143 | 0.8286 | 0.7822 | 1.814 | 22.225 |
| 1 | 1.0000 | 12 | 0.08333 | 0.9459 | 0.8917 | 2.117 | 25.400 |
| 1-1/8 | 1.1250 | 12 | 0.08333 | 1.0709 | 1.0167 | 2.117 | 28.575 |
| 1-1/4 | 1.2500 | 12 | 0.08333 | 1.1959 | 1.1417 | 2.117 | 31.750 |
| 1-3/8 | 1.3750 | 12 | 0.08333 | 1.3209 | 1.2667 | 2.117 | 34.925 |
| 1-1/2 | 1.5000 | 12 | 0.08333 | 1.4459 | 1.3917 | 2.117 | 38.100 |
Dimensions per ANSI/ASME B1.1 Unified Inch Screw Threads standard.
UNF Thread Sizes in mm: Conversion Formula
For international procurement, buyers frequently ask for the metric equivalent of a UNF thread size. There is no direct ISO metric substitute — the 60° angle and inch TPI system are distinct from ISO metric threads. But you can convert:
- Pitch in mm = 25.4 ÷ TPI
- Major diameter in mm = nominal inch size × 25.4
Example — 1/4-28 UNF:
– Pitch = 25.4 ÷ 28 = 0.907 mm
– Major diameter = 0.250 × 25.4 = 6.35 mm
The nearest ISO metric thread is M6×1.0. Despite similar dimensions, these are not interchangeable: the pitch diameter and minor diameter differ. Always use a calibrated thread gauge to verify before mixing standards.
Tap Drill Sizes for UNF Threads
For machining internal UNF threads, the tap drill diameter is:
Tap drill = Major diameter − Pitch (for ~75% thread engagement)
- 1/4-28 UNF: 0.250 − 0.036 = 0.214 in → use #3 drill (0.2130 in)
- 5/16-24 UNF: 0.3125 − 0.042 = 0.271 in → use I drill (0.2720 in)
- 3/8-24 UNF: 0.3750 − 0.042 = 0.333 in → use Q drill (0.3320 in)
- 1/2-20 UNF: 0.5000 − 0.050 = 0.450 in → use 29/64 drill (0.4531 in)
In practice we’ve found that 75% engagement is optimal for most engineering steels. For aluminum or soft alloys, 65–70% engagement reduces tap breakage risk without sacrificing meaningful pull-out strength.
Industry Applications of UNF Thread Fasteners
UNF threads excel where vibration resistance, precise clamp load, or thin-wall geometry makes coarse threads inadequate — predominantly aerospace, automotive performance, firearms, and precision instrumentation.
Aerospace and Defense
The aerospace sector is the largest consumer of UNF thread fasteners by value. Most airframe structural bolts — from AN bolts (Air Force-Navy Aeronautical Standard) to MS bolts (Military Standard) — use UNF threading. The reason: aircraft experience millions of vibration cycles, and fine threads resist self-loosening without requiring lock-wires on every fastener.
Fine-threaded fasteners also generate higher clamping loads at equivalent applied torques. The finer helical pitch converts torque to linear clamping force with greater mechanical advantage — relevant when a structural bolt must clamp composite sandwich panels without crushing them.
Typical aerospace UNF applications:
– Airframe structural bolts: AN3 (#10-32 UNF) through AN20 (3/4-16 UNF)
– Engine mounts and accessory brackets: 5/16-24 UNF to 1/2-20 UNF
– Avionics instrument panel hardware: #4-48 UNF, #6-40 UNF (small-diameter, high-precision)
– Helicopter rotor system fasteners: 7/16-20 UNF, 1/2-20 UNF — vibration-critical
Automotive and High-Performance Racing
Performance automotive applications specify UNF thread over UNC for safety-critical components. Connecting rod bolts in high-performance engines often use UNF because the fine pitch allows tighter torque-to-stretch specifications — critical when a rod bolt must be loaded to within 5% of its yield point without exceeding it.
Motorsport applications commonly using UNF thread:
– Connecting rod bolts: #10-32 UNF to 7/16-20 UNF
– Cylinder head studs (some high-performance engines): 7/16-20 UNF, 1/2-20 UNF
– Rod ends / Heim joints in suspension linkages: 1/4-28 UNF to 5/8-18 UNF
– Brake caliper mounting hardware in racing: 3/8-24 UNF, 7/16-20 UNF
The global automotive fastener market alone was valued at over $22 billion in 2024, with fine-thread specialty fasteners growing faster than standard hardware as electrification and lightweighting programs increase demand for high-strength, small-diameter bolts.
Firearms and Precision Instruments
The firearms industry has standardized on specific UNF thread sizes for muzzle devices. The two most common muzzle thread specifications — 1/2-28 UNF (5.56mm/.223 caliber) and 5/8-24 UNF (.30 caliber) — are fine threads by design, allowing precise alignment and tight fitment of muzzle brakes and suppressors across manufacturers.
Precision instruments rely on UNF thread for similar reasons:
– Optical mounts and dovetail adjusters: Fine pitch enables precise linear adjustment per revolution
– Micrometer and caliper adjustment screws: #0-80 UNF through #10-32 UNF
– Laboratory equipment and analytical instrument hardware: High repeatability, minimal play under load
UNF vs UNC vs BSP vs NPT: Which Thread Do You Actually Need?
Choose UNF for vibration resistance, precision, or thin-wall assemblies; UNC for fast assembly and corrosion tolerance; BSP for British/European hydraulics and fluid fittings; NPT for tapered pipe sealing in North American plumbing and pneumatics.
This comparison eliminates the most common specification errors.
Table 2: Thread Standards Comparison — UNF vs UNC vs BSP vs NPT
| Standard | Angle | System | Pitch Basis | Self-Sealing | Key Application | Compatible With |
|---|---|---|---|---|---|---|
| UNF | 60° | Inch | Threads/inch (fine) | No | Aerospace, precision, vibration | UNC (same angle; different TPI) |
| UNC | 60° | Inch | Threads/inch (coarse) | No | General engineering, construction | UNF (same angle; different TPI) |
| BSP (BSPP) | 55° | Inch | Threads/inch | No (parallel) | British/EU hydraulics, plumbing | BSPT (same pitch; tapered vs parallel) |
| BSPT | 55° | Inch | Threads/inch | Yes (taper) | British tapered pipe joints | BSPP (with sealant) |
| NPT | 60° | Inch | Threads/inch | Yes (taper) | North American pipe/pneumatics | NPSM (parallel, limited) |
| ISO Metric | 60° | Metric | mm pitch | No | International engineering | None of the above |
UNF vs UNC: The Real-World Decision
In practice we’ve seen engineers over-specify UNF where UNC would work equally well — and, more dangerously, under-specify it where vibration demands fine threads.
Use UNF when:
– Vibration is present (rotating machinery, engines, aircraft structures)
– The joint requires precise torque-to-clamp-force control
– Wall section is thin — UNF has a smaller minor diameter, meaning less material removed during tapping
– The bolt is safety-critical and must be lock-wired or safety-pinned
Use UNC when:
– Assembly is high-frequency or field-maintained (UNC requires fewer turns per inch)
– Contamination or corrosion risk is high — UNC threads clear debris better
– Tapping into soft materials like aluminum or thermoplastics (more thread material per linear inch)
– First cost dominates — UNC hardware is more widely stocked and ~15–25% cheaper at volume
A quick assembly comparison: a 1/4-28 UNF bolt requires 28 turns to advance one inch. A 1/4-20 UNC bolt requires only 20 turns. On a high-volume production line assembling 500 joints per shift, that 40% reduction in turns per fastener meaningfully reduces cycle time.
Are UNF and BSP the Same? (No — Here Is Why)
UNF and BSP are not interchangeable. BSP (British Standard Pipe) uses a 55° Whitworth thread angle, while UNF uses 60°. Even where nominal diameters are similar, the different flank angles produce incompatible thread forms. Forcing a BSP fitting into a UNF tapped hole — or vice versa — will produce cross-threading, leaks, or stripped threads.
Always verify thread standard with a calibrated thread gauge before assuming compatibility. Visual inspection alone cannot distinguish UNF from BSP on similar-diameter fasteners.
UNF vs NPT: Mechanical vs Pipe Sealing
NPT (National Pipe Taper) threads are tapered — they seal by metal-to-metal interference as the taper wedges into the fitting. UNF threads are parallel — they clamp a sealing surface (gasket, O-ring, or face) but create no seal by themselves.
Mixing NPT and UNF is a frequent source of hydraulic leaks. A port labeled “1/2-14 NPT” is not compatible with a 1/2-20 UNF fitting — the TPI differs (14 vs 20) and the taper is absent on UNF. Never substitute across these standards without explicit engineering authorization.
UNF Thread Standards, Tolerances, and Classes
UNF thread classes 1A/1B through 3A/3B define allowable pitch diameter tolerances — class 2A/2B covers over 95% of engineering applications; class 3A/3B is reserved for precision or aerospace requirements.
The full specification for UNF thread tolerances is published in ANSI/ASME B1.1 Unified Inch Screw Threads, which defines both the thread geometry and all tolerance zones.
Table 3: UNF Thread Classes — Fit, Tolerance, and Application
| Class | Designation | Tolerance | Fit Quality | Typical Use Cases |
|---|---|---|---|---|
| 1 | 1A (ext) / 1B (int) | Largest — maximum clearance | Loose | Dirty environments, rough service, maintenance replacements |
| 2 | 2A (ext) / 2B (int) | Standard — balanced | General purpose | Industrial hardware, commercial fasteners, most engineering |
| 3 | 3A (ext) / 3B (int) | Tightest — minimum clearance | Precision | Aerospace, defense, instruments, close-fit critical joints |
Class 2A/2B is the correct specification for the vast majority of applications. Specifying class 3A/3B adds cost without benefit unless:
– An aerospace drawing (MIL-SPEC, NAS, or AS9100-governed) mandates it
– The assembly operates under alternating loads where pitch diameter variation creates fatigue-critical fretting
– The application demands zero-play fit under dynamic loading
Class 1A/1B is rarely specified in new designs — its primary function is as a maintenance replacement class when worn threads need a loose-fit fastener to still function acceptably.
Pitch Diameter Tolerance in Practice
For a 1/4-28 UNF-2A external thread, ASME B1.1 specifies a pitch diameter tolerance of approximately ±0.0019 inch (±0.048 mm). Class 3A tightens that to approximately ±0.0013 inch. These numbers are small in everyday terms — but at 28 TPI, a 0.002 inch pitch diameter error represents nearly 1/14 of the full thread pitch. In precision assemblies, that variation directly affects joint stiffness and preload consistency.

Go / No-Go Gauging for UNF Thread Verification
The standard method for incoming inspection of UNF thread fasteners uses go/no-go thread plug gauges (for internal threads) and thread ring gauges (for external threads). The go gauge must pass with hand pressure; the no-go gauge must not enter. This binary test verifies that the pitch diameter is within the specified class tolerance.
For production quantities, coordinate measuring machine (CMM) optical measurement is replacing manual gauging in many Tier-1 aerospace supply chains. The critical measurement is always pitch diameter — not major diameter, which is easier to measure but less diagnostic of fit quality.
Future Trends in UNF Thread Applications (2026+)
UNF thread demand is rising in electrification and aerospace sectors growing faster than general manufacturing, driven by specialized alloy requirements and the need for traceable, digitally verified fastener documentation.
High-Strength UNF Fasteners in EV and Aerospace
Electric vehicle battery packs require thousands of fine-thread fasteners to secure cell modules — vibration management in EV powertrains favors UNF thread for the same reasons it dominates in aircraft. Next-generation aerospace platforms (urban air mobility aircraft, satellite constellation hardware, hypersonic test vehicles) are increasing demand for small-diameter, high-strength UNF thread fasteners in exotic alloys:
- Titanium Grade 5 (Ti-6Al-4V): Strength-to-weight ratio critical for aerospace weight savings; UNF thread machining requires specialized carbide tooling
- Inconel 718: High-temperature nickel superalloy for turbine hardware; UNF threads require CNC precision to hold class 3A tolerances in work-hardening material
- A286 stainless steel: Corrosion-resistant, high-strength; used for UNF fasteners in jet engine accessories and rocket propulsion systems
The global fastener market, valued at approximately $95 billion in 2024, is projected to grow at 3.5% CAGR through 2030 — with aerospace and EV fine-thread segments outpacing the broader average as electrification accelerates.
Digital Thread Verification and Smart Manufacturing
Thread inspection is migrating from manual gauging to automated vision systems integrated with Statistical Process Control (SPC) software. For high-volume UNF thread fastener production, this means:
- Optical thread measurement systems (laser or white-light interferometry) replacing go/no-go gauges for 100% in-line inspection
- CMM with thread-scan probes for class 3A aerospace fasteners — full pitch diameter, lead, and thread form data captured per lot
- Digital thread certificates with QR-coded traceability from raw material heat lot to final inspection — required increasingly under AS9100D and IATF 16949 supplier quality agreements
Buyers sourcing UNF thread fasteners for aerospace or automotive Tier-1 applications should expect — and require — documented inspection records covering pitch diameter conformance to ASME B1.1 class tolerances. Suppliers who cannot provide this traceability are not viable for safety-critical supply chains.
Frequently Asked Questions About UNF Thread
Each answer below starts with a direct response, then expands — use these for quick reference or copy the short form for your engineering documentation.
What is a UNF thread?
UNF thread is a Unified National Fine thread — a 60° inch screw thread with finer pitch than UNC, defined by ANSI/ASME B1.1. It is specified by threads per inch (TPI), covers sizes from #0 through 1-1/2 inch and larger, and is the preferred thread standard for aerospace, automotive performance, and precision instrument applications. A complete designation looks like “1/4-28 UNF-2A” — nominal diameter, TPI, standard, and class.
Are UNF and BSP the same?
No — UNF and BSP are not interchangeable. UNF uses a 60° flank angle; BSP uses a 55° Whitworth angle. Even where nominal diameters appear similar, the incompatible flank geometry means a BSP fastener will not form a correct thread engagement in a UNF tapped hole. Always verify with a thread gauge. Mixing these standards is a common cause of hydraulic and pneumatic joint failures.
Is UNC or UNF better?
Neither is universally better — they serve different purposes. UNF is better for vibration-prone assemblies, precision torque control, and thin-wall tapping. UNC is better for fast assembly, dirty environments, soft-material tapping, and cost-sensitive applications. Default to UNC unless your application specifically needs the advantages of fine thread.
What does UNF stand for?
UNF stands for Unified National Fine. “Unified” references the tri-national US/Canada/UK thread standardization agreement of the 1940s; “National” indicates the North American standard (distinct from British Whitworth); “Fine” means the thread pitch is finer — more TPI — than the Unified National Coarse (UNC) standard at the same diameter.
How do I convert UNF thread pitch to mm?
Divide 25.4 by the TPI value. For 1/4-28 UNF: 25.4 ÷ 28 = 0.907 mm pitch. Major diameter in mm = nominal inch × 25.4 (1/4 inch = 6.35 mm). Note that UNF threads are not interchangeable with ISO metric threads even where pitch values appear similar — different thread design, different tolerance system.
What is the tap drill size for a UNF thread?
Subtract the pitch from the major diameter to get the tap drill size for 75% engagement. For 1/4-28 UNF: 0.250 − 0.036 = 0.214 in → use a #3 drill (0.2130 in). For #10-32 UNF: 0.190 − 0.031 = 0.159 in → use a #21 drill (0.1590 in). Adjust downward for harder materials requiring higher engagement, or upward for soft materials to reduce tap breakage.
What is the difference between UNF and UNS threads?
UNS (Unified National Special) uses non-standard TPI values for a given nominal diameter. For example, a 1/4-32 UNS thread uses 32 TPI instead of the standard 28 TPI defined for 1/4 inch UNF. UNS is specified when neither UNC nor UNF TPI values suit the design — typically thin-wall tubing, special hydraulic fittings, or legacy machine designs. UNS threads require custom tooling and are not served by standard catalog taps and dies.
Can UNF threads be used to replace metric threads in imported machinery?
Not as a direct substitution — UNF and ISO metric threads are not interchangeable. The thread geometry differs (pitch diameter, root radius, and tolerance system are all distinct). In emergency field repairs, a close-fitting inch thread can sometimes function temporarily, but this creates inspection liability and must be corrected before the equipment returns to service. Any substitution should be documented and approved by the equipment manufacturer’s engineering team.
Conclusion
UNF thread is a precisely engineered standard, not just a descriptor on a drawing. The 60° angle, standardized TPI values from #0-80 through 1-1/2-12, and three-class tolerance system give engineers and procurement teams a predictable, well-documented tool for assemblies that must resist vibration, maintain precise preload, or fit into thin-walled structures where coarse threads would remove too much material.
For procurement teams: always specify the full designation — nominal size + TPI + standard + class. A “1/4 bolt” is ambiguous. A “1/4-28 UNF-2A bolt” is a complete specification that leaves no room for supplier substitution errors. Getting it right the first time eliminates the inspection, scrap, and rework costs that come from receiving UNC hardware against a UNF drawing.
If you are sourcing UNF thread fasteners in volume — carbon steel, stainless, or alloy — particularly for export or precision assembly applications, contact the engineering team at Production Screws for specification review and competitive volume pricing.
Related Products
Solutions & Cluster
Related Articles
- Top Silicon Bronze Bolts for Durable and Reliable Fastening Solutions
- Bolts vs Screws: Key Differences, Strength & When to Use Each
- Sex Screw (Sex Bolt): Complete Guide to Types, Uses & Installation
- Bolt vs Screw: What’s the Real Difference and When Should You Use Each?
- Castellated Nut: Complete Guide to Types, Uses & Installation
- Thread Forming Screws: Complete Guide to Types, Uses & Selection
- Nylon Insulation: Essential Guide to Properties & Applications in Electronics
- Sex Bolt: The Complete Guide to Barrel Nuts, Chicago Screws, and Through-Bolting Fasteners




