Filetage UNF : Guide complet des spécifications des filetages fins nationaux unifiés
Le filetage UNF (Unified National Fine) est un filetage à vis en pouces à 60° avec un pas plus fin que l’UNC, défini par l’ANSI/ASME B1.1, mesuré en filets par pouce (TPI), utilisé là où la résistance aux vibrations et la force de serrage de précision sont essentielles.
Lorsqu’un client nous envoie un dessin marqué « 1/4-28 UNF-2A », les ingénieurs expérimentés le reconnaissent instantanément. Les équipes d’approvisionnement et les acheteurs novices en normes de fixation françaises hésitent souvent. Que signifie « UNF » ? En quoi diffère-t-il de l’UNC, BSP ou NPT ? Quelle taille faut-il réellement, et quelle classe de tolérance faut-il spécifier ?
Ce guide répond à chacune de ces questions. Vous repartirez avec le tableau complet des filetages UNF en pouces et en mm, une comparaison claire avec les normes concurrentes, des exemples concrets application industrielle et des conseils pratiques pour spécifier et approvisionner des fixations à filetage UNF.
Qu’est-ce qu’un filetage UNF ?
Le filetage UNF est un filetage fin unifié national — un filetage à vis en pouces à 60° avec un pas plus fin que le filetage unifié national grossier (UNC), normalisé selon l’ANSI/ASME B1.1 et utilisé dans l’aéronautique, l’automobile et la fabrication de précision.
Le « Unifié » dans UNF fait référence à l’accord de normalisation tri-national entre la France, le Canada et le Royaume-Uni finalisé dans les années 1940. Avant cet accord, les filetages nationaux français et les filetages British Standard Whitworth étaient incompatibles — un problème majeur pour la logistique en temps de guerre. La norme unifiée a résolu ce problème en établissant un angle de filetage commun de 60° et des valeurs TPI standardisées. Le terme « Fin » le distingue de l’UNC : même angle, pas différent.
Selon la norme de filetage unifiée documentée par la Société Française des Ingénieurs Mécaniciens et référencée sur Wikipédia, la série UNF est l’une des deux principales séries de la famille des filetages unifiés nationaux, couvrant les tailles numérotées de #0 à #12 et les tailles fractionnaires de 1/4 pouce à 1-1/2 pouce et au-delà.
Géométrie du filetage et angle de 60°
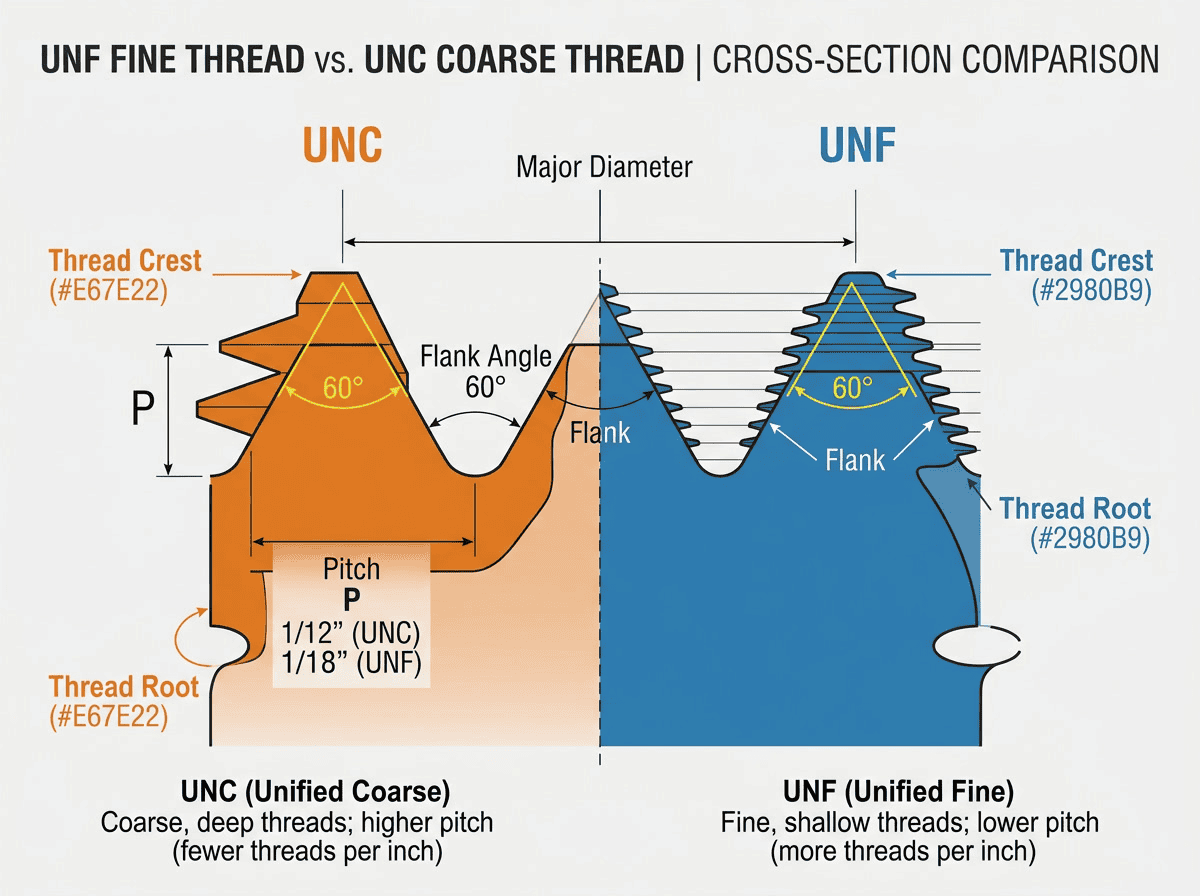
Chaque filetage UNF partage un angle inclus de 60° entre les flancs du filet. Cette géométrie définit la répartition des forces sur les filetages en prise et contrôle la conversion du couple en force de serrage. Paramètres géométriques clés :
- Angle du filetage : 60° inclus (30° chaque flanc par rapport à la perpendiculaire)
- Forme du filetage : Sommet plat sur les filetages externes ; fond arrondi ou plat sur les filetages internes
- Pas (P) : Distance entre deux sommets de filetage adjacents — exprimée en 1/TPI en pouces
- Avance : Égale au pas pour les filetages à démarrage unique — l’avance linéaire par tour complet
- Diamètre majeur : Le diamètre extérieur, utilisé comme taille nominale
- Diamètre mineur (de fond) : Le diamètre le plus intérieur — essentiel pour le choix du foret de taraudage
- Diamètre de pas : Le diamètre imaginaire où l’épaisseur du filet est égale à l’espace entre les filets
Comparés aux filetages UNC, les filetages fins ont une valeur de pas plus petite — plus de sommets de filets par pouce s’engagent sur la même longueur de prise. Cet engagement de surface accru explique pourquoi une fixation à filetage UNF résiste mieux au desserrage par vibration qu’une fixation UNC équivalente dans les mêmes conditions.
Comment lire une désignation de filetage UNF
Un repère de filetage UNF complet suit ce format standard :
Taille nominale — TPI FILETAGE-NORME — CLASSE
Exemple : 1/4-28 UNF-2A
Décomposition :
– 1/4 — Diamètre majeur nominal (0,250 pouce)
– 28 — Filets par pouce (TPI)
– UNF — Norme unifiée filetage fin
– 2A — Classe de filetage (A = filetage externe/vis ; 2 = tolérance d’ingénierie standard)
Pour les tailles numérotées inférieures à 1/4 pouce, la taille nominale est exprimée par un nombre (#0 à #12) :
#10-32 UNF-2B
Ici : #10 = diamètre majeur nominal de 0,190 pouce ; 32 TPI ; norme UNF ; classe 2B (B = filetage interne/écrou).
Tailles, dimensions et tableau complet des filetages UNF
Les filetages UNF vont de #0 (0,060 pouce, 80 filets par pouce) à 1-1/2 pouce (12 filets par pouce), avec un pas plus fin à chaque diamètre que la taille UNC équivalente.
Le tableau ci-dessous est le tableau complet des filetages UNF couvrant toutes les tailles courantes avec les dimensions en pouces et leurs équivalents métriques — comblant une lacune que la plupart des concurrents laissent de côté.
Tableau 1 : Dimensions des filetages UNF — Tableau complet (pouces et mm)
| Taille nominale | Ø majeur (po) | TPI | Pas (po) | Ø de pas (po) | Ø mineur ext (po) | Pas (mm) | Ø majeur (mm) |
|---|---|---|---|---|---|---|---|
| #0 | 0.0600 | 80 | 0.01250 | 0.0519 | 0.0438 | 0.318 | 1.524 |
| #1 | 0.0730 | 72 | 0.01389 | 0.0640 | 0.0550 | 0.353 | 1.854 |
| #2 | 0.0860 | 64 | 0.01563 | 0.0759 | 0.0657 | 0.397 | 2.184 |
| #3 | 0.0990 | 56 | 0.01786 | 0.0874 | 0.0758 | 0.454 | 2.515 |
| #4 | 0.1120 | 48 | 0.02083 | 0.0985 | 0.0849 | 0.529 | 2.845 |
| #5 | 0.1250 | 44 | 0.02273 | 0.1102 | 0.0955 | 0.577 | 3.175 |
| #6 | 0.1380 | 40 | 0.02500 | 0.1218 | 0.1055 | 0.635 | 3.505 |
| #8 | 0.1640 | 36 | 0.02778 | 0.1460 | 0.1279 | 0.706 | 4.166 |
| #10 | 0.1900 | 32 | 0.03125 | 0.1697 | 0.1494 | 0.794 | 4.826 |
| #12 | 0.2160 | 28 | 0.03571 | 0.1928 | 0.1696 | 0.907 | 5.486 |
| 1/4 | 0.2500 | 28 | 0.03571 | 0.2268 | 0.2036 | 0.907 | 6.350 |
| 5/16 | 0.3125 | 24 | 0.04167 | 0.2854 | 0.2584 | 1.058 | 7.938 |
| 3/8 | 0.3750 | 24 | 0.04167 | 0.3479 | 0.3209 | 1.058 | 9.525 |
| 7/16 | 0.4375 | 20 | 0.05000 | 0.4050 | 0.3726 | 1.270 | 11.113 |
| 1/2 | 0.5000 | 20 | 0.05000 | 0.4675 | 0.4351 | 1.270 | 12.700 |
| 9/16 | 0.5625 | 18 | 0.05556 | 0.5264 | 0.4903 | 1.411 | 14.288 |
| 5/8 | 0.6250 | 18 | 0.05556 | 0.5889 | 0.5528 | 1.411 | 15.875 |
| 3/4 | 0.7500 | 16 | 0.06250 | 0.7094 | 0.6688 | 1.588 | 19.050 |
| 7/8 | 0.8750 | 14 | 0.07143 | 0.8286 | 0.7822 | 1.814 | 22.225 |
| 1 | 1.0000 | 12 | 0.08333 | 0.9459 | 0.8917 | 2.117 | 25.400 |
| 1-1/8 | 1.1250 | 12 | 0.08333 | 1.0709 | 1.0167 | 2.117 | 28.575 |
| 1-1/4 | 1.2500 | 12 | 0.08333 | 1.1959 | 1.1417 | 2.117 | 31.750 |
| 1-3/8 | 1.3750 | 12 | 0.08333 | 1.3209 | 1.2667 | 2.117 | 34.925 |
| 1-1/2 | 1.5000 | 12 | 0.08333 | 1.4459 | 1.3917 | 2.117 | 38.100 |
Dimensions selon la norme ANSI/ASME B1.1 Filetages unifiés en pouces.
Tailles de filetage UNF en mm : Formule de conversion
Pour les achats internationaux, les acheteurs demandent fréquemment l’équivalent métrique d’une taille de filetage UNF. Il n’existe pas de substitut métrique ISO direct — l’angle de 60° et le système de filets par pouce sont distincts des filetages ISO métriques. Mais vous pouvez convertir :
- Pas en mm = 25,4 ÷ filets par pouce
- Diamètre majeur en mm = taille nominale en pouces × 25,4
Exemple — 1/4-28 UNF :
– Pas = 25,4 ÷ 28 = 0,907 mm
– Diamètre majeur = 0,250 × 25,4 = 6,35 mm
Le filetage métrique ISO le plus proche est M6×1.0. Malgré des dimensions similaires, ils ne sont pas interchangeables: le diamètre de pas et le diamètre mineur diffèrent. Utilisez toujours une jauge de filetage calibrée pour vérifier avant de mélanger les normes.
Tailles de perçage pour les filetages UNF
Pour l’usinage des filetages internes UNF, le diamètre du foret de taraudage est :
Foret de taraudage = diamètre majeur − pas (pour un engagement de filetage d’environ 75%)
- 1/4-28 UNF : 0,250 − 0,036 = 0,214 po → utiliser un foret 5,3 (0,2130 po)
- 5/16-24 UNF : 0,3125 − 0,042 = 0,271 po → utiliser un foret I (0,2720 po)
- 3/8-24 UNF : 0,3750 − 0,042 = 0,333 po → utiliser un foret Q (0,3320 po)
- 1/2-20 UNF : 0,5000 − 0,050 = 0,450 po → utiliser un foret 29/64 (0,4531 po)
En pratique, nous avons constaté qu’un engagement de 75% est optimal pour la plupart des aciers d’ingénierie. Pour l’aluminium ou les alliages tendres, un engagement de 65–70% réduit le risque de casse du taraud sans sacrifier la résistance significative à l’arrachement.
Applications industrielles des fixations à filetage UNF
Les filetages UNF excellent là où la résistance aux vibrations, la charge de serrage précise ou la géométrie à paroi fine rendent les filetages grossiers inadéquats — principalement dans l’aéronautique, la performance automobile, les armes à feu et l’instrumentation de précision.
Aérospatial et Défense
Le secteur aéronautique est le plus grand consommateur de fixations à filetage UNF en valeur. La plupart des boulons structurels de cellule — des boulons AN (Norme aéronautique France) aux boulons MS (Norme militaire) — utilisent un filetage UNF. La raison : les avions subissent des millions de cycles de vibrations, et les filetages fins résistent au desserrage spontané sans nécessiter de fils de blocage sur chaque fixation.
Filetés fins les fixations génèrent également des charges de serrage plus élevées pour des couples appliqués équivalents. Le pas hélicoïdal plus fin convertit le couple en mouvement linéaire une force de serrage avec un avantage mécanique supérieur — pertinent lorsqu’un boulon structurel doit serrer des panneaux sandwich composites sans les écraser.
Applications typiques UNF dans l’aéronautique :
– Boulons structurels de cellule : AN3 (5/32-32 UNF) à AN20 (3/4-16 UNF)
– Supports de moteur et accessoires : 5/16-24 UNF à 1/2-20 UNF
– Matériel du panneau d’instruments avioniques : #4-48 UNF, #6-40 UNF (petit diamètre, haute précision)
– Fixations du système de rotor d’hélicoptère : 7/16-20 UNF, 1/2-20 UNF — critique pour les vibrations
Automobile et sport automobile haute performance
Les applications automobiles de performance spécifient le filetage UNF plutôt que UNC pour les composants critiques pour la sécurité. Les boulons de bielle dans les moteurs haute performance utilisent souvent l’UNF car le pas fin permet des spécifications de couple à allongement plus précises — essentiel lorsqu’un boulon de bielle doit être chargé à 5% de sa limite d’élasticité sans la dépasser.
Applications sportives automobiles utilisant couramment le filetage UNF :
– Boulons de bielle : #10-32 UNF à 7/16-20 UNF
– Goujons de culasse (certains moteurs haute performance) : 7/16-20 UNF, 1/2-20 UNF
– Embouts de bielle / rotules dans les liaisons de suspension : 1/4-28 UNF à 5/8-18 UNF
– Matériel de fixation d’étrier de frein en compétition : 3/8-24 UNF, 7/16-20 UNF
Le marché mondial des fixations automobiles a été évalué à plus de 22 milliards d’euros en 2024, avec une croissance plus rapide des fixations spéciales à filetage fin que des matériels standards, car les programmes d’électrification et d’allègement augmentent la demande pour des boulons à haute résistance et petit diamètre.
Armes à feu et instruments de précision
L’industrie des armes à feu a standardisé certaines tailles de filetage UNF pour les dispositifs de bouche. Les deux spécifications de filetage de bouche les plus courantes — 1/2-28 UNF (calibre 5,56 mm/.223) et 5/8-24 UNF (.30 calibre) — sont des filetages fins par conception, permettant un alignement précis et un ajustement serré des freins de bouche et des modérateurs de son entre fabricants.
Les instruments de précision utilisent le filetage UNF pour des raisons similaires :
– Supports optiques et ajusteurs à queue d’aronde : Le pas fin permet un réglage linéaire précis par révolution
– Vis de réglage de micromètre et de pied à coulisse : #0-80 UNF à #10-32 UNF
– Équipements de laboratoire et matériel d’instruments analytiques : Haute répétabilité, jeu minimal sous charge
UNF vs UNC vs BSP vs NPT : Quel filetage vous faut-il réellement ?
Choisissez UNF pour la résistance aux vibrations, la précision ou les assemblages à paroi mince ; UNC pour un assemblage rapide et une tolérance à la corrosion ; BSP pour l’hydraulique et les raccords de fluides britanniques/européens ; NPT pour l’étanchéité conique des tuyaux dans la plomberie et la pneumatique en France.
Cette comparaison élimine les erreurs de spécification les plus courantes.
Tableau 2 : Comparaison des normes de filetage — UNF vs UNC vs BSP vs NPT
| Standard | Angle | Système | Base du pas | Auto-étanchéité | Application principale | Compatible avec |
|---|---|---|---|---|---|---|
| UNF | 60° | Pouce | Filets/pouce (fin) | Non | Aéronautique, précision, vibration | UNC (même angle ; filets différents par pouce) |
| UNC | 60° | Pouce | Filets/pouce (grossier) | Non | Génie général, construction | UNF (même angle ; filets différents par pouce) |
| BSP (BSPP) | 55° | Pouce | Filets/pouce | Non (parallèle) | Hydraulique, plomberie France/UE | BSPT (même pas ; conique vs parallèle) |
| BSPT | 55° | Pouce | Filets/pouce | Oui (conique) | Raccords de tuyauterie coniques français | BSPP (avec étanchéité) |
| NPT | 60° | Pouce | Filets/pouce | Oui (conique) | Tuyauterie/pneumatique France | NPSM (parallèle, limité) |
| Norme ISO métrique | 60° | Métrique | Pas en mm | Non | Génie international | Aucun des éléments ci-dessus |
UNF vs UNC : La décision dans le monde réel
En pratique, nous avons vu des ingénieurs sur-spécifier l’UNF là où l’UNC fonctionnerait tout aussi bien — et, plus dangereusement, le sous-spécifier là où les vibrations exigent des filetages fins.
Utilisez l’UNF lorsque :
– Des vibrations sont présentes (machines rotatives, moteurs, structures aéronautiques)
– L’assemblage nécessite un contrôle précis du couple de serrage
– La paroi est fine — l’UNF a un diamètre mineur plus petit, ce qui signifie moins de matière enlevée lors du taraudage
– Le boulon est critique pour la sécurité et doit être freiné par fil ou goupille de sécurité
Utilisez l’UNC lorsque :
– L’assemblage est fréquent ou réalisé sur le terrain (l’UNC nécessite moins de tours par pouce)
– Le risque de contamination ou de corrosion est élevé — Les filetages UNC éliminent mieux les débris
– Taraudage dans des matériaux tendres comme l’aluminium ou les thermoplastiques (plus de matière filetée par pouce linéaire)
– Le coût initial prime — la quincaillerie UNC est plus largement disponible et environ 15–25% moins chère en volume
Une comparaison rapide d’assemblage : un boulon UNF 1/4-28 nécessite 28 tours pour avancer d’un pouce. Un boulon UNC 1/4-20 nécessite seulement 20 tours. Sur une ligne de production à grand volume assemblant 500 joints par poste, cette réduction de 40% du nombre de tours par fixation réduit significativement le temps de cycle.
UNF et BSP sont-ils identiques ? (Non — Voici pourquoi)
UNF et BSP ne sont pas interchangeables. BSP (British Standard Pipe) utilise un Angle de filetage Whitworth de 55°, tandis que l’UNF utilise 60°. Même lorsque les diamètres nominaux sont similaires, les différents angles de flanc produisent des formes de filetage incompatibles. Forcer un raccord BSP dans un trou taraudé UNF — ou inversement — provoquera un filetage croisé, des fuites ou des filets arrachés.
Vérifiez toujours la norme de filetage avec une jauge de filetage étalonnée avant de supposer la compatibilité. Une inspection visuelle seule ne permet pas de distinguer l’UNF du BSP sur des fixations de diamètre similaire.
UNF vs NPT : Mécanique vs Étanchéité de tuyauterie
Les filetages NPT (National Pipe Taper) sont coniques — ils assurent l’étanchéité par interférence métal sur métal lorsque le cône s’insère dans le raccord. Les filetages UNF sont parallèles — ils serrent une surface d’étanchéité (joint, joint torique ou face) mais ne créent pas d’étanchéité par eux-mêmes.
Le mélange de NPT et d’UNF est une source fréquente de fuites hydrauliques. Un orifice marqué « 1/2-14 NPT » n’est pas compatible avec un raccord 1/2-20 UNF — le nombre de filets par pouce diffère (14 contre 20) et le cône est absent sur l’UNF. Ne substituez jamais ces normes sans autorisation technique explicite.
Normes, tolérances et classes de filetage UNF
Les classes de filetage UNF 1A/1B à 3A/3B définissent les tolérances admissibles du diamètre sur flanc — la classe 2A/2B couvre plus de 95% des applications d’ingénierie ; la classe 3A/3B est réservée aux exigences de précision ou aéronautiques.
La spécification complète des tolérances de filetage UNF est publiée dans ANSI/ASME B1.1 Filetages unifiés en pouces, qui définit à la fois la géométrie du filetage et toutes les zones de tolérance.
Tableau 3 : Classes de filetage UNF — Ajustement, tolérance et application
| Classe | Désignation | Tolérance | Qualité d’ajustement | Cas d'utilisation typiques |
|---|---|---|---|---|
| 1 | 1A (ext) / 1B (int) | Le plus grand — jeu maximal | Lâche | Environnements sales, service intensif, remplacements de maintenance |
| 2 | 2A (ext) / 2B (int) | Standard — équilibré | Usage général | Quincaillerie industrielle, fixations commerciales, la plupart des applications d’ingénierie |
| 3 | 3A (ext) / 3B (int) | Le plus serré — jeu minimal | Précision | Aérospatiale, défense, instruments, assemblages critiques à ajustement serré |
La classe 2A/2B est la spécification correcte pour la grande majorité des applications. Spécifier la classe 3A/3B augmente le coût sans avantage sauf si :
– Un plan aérospatial (norme MIL-SPEC, NAS ou régie par AS9100) l’exige
– L’assemblage fonctionne sous charges alternées où la variation du diamètre de pas crée un frottement critique pour la fatigue
– L’application exige un ajustement sans jeu sous charge dynamique
La classe 1A/1B est rarement spécifiée dans les nouveaux designs — sa fonction principale est comme classe de remplacement de maintenance lorsque des filetages usés nécessitent une fixation à ajustement lâche pour fonctionner correctement.
Tolérance du diamètre de pas en pratique
Pour un filetage externe 1/4-28 UNF-2A, la norme ASME B1.1 spécifie une tolérance de diamètre de pas d’environ ±0,0019 pouce (±0,048 mm). La classe 3A resserre cette tolérance à environ ±0,0013 pouce. Ces valeurs sont faibles dans la vie courante — mais à 28 filets par pouce, une erreur de diamètre de pas de 0,002 pouce représente près de 1/14 du pas de filetage complet . Dans les assemblages de précision, cette variation affecte directement la rigidité du joint et la constance de la précharge.

Contrôle Go / No-Go pour la vérification des filetages UNF
La méthode standard pour l’inspection des fixations à filetage UNF utilise des calibres de contrôle go/no-go (pour les filetages internes) et calibres à bague pour filetages (pour filetages externes). Le calibre passe doit passer sous pression manuelle ; le calibre ne doit pas entrer. Ce test binaire vérifie que le diamètre de pas est dans la tolérance de classe spécifiée.
Pour les quantités de production, la mesure optique par machine à mesurer tridimensionnelle (MMT) remplace le contrôle manuel dans de nombreuses chaînes d'approvisionnement aéronautiques de premier rang en France. La mesure critique est toujours le diamètre de pas — et non le diamètre majeur, qui est plus facile à mesurer mais moins diagnostique pour la qualité de l'ajustement.
Tendances futures des applications de filetage UNF (2026+)
La demande de filetage UNF augmente dans les secteurs de l'électrification et de l'aéronautique, qui croissent plus rapidement que la fabrication générale, portée par les besoins en alliages spécialisés et la nécessité de documentation de fixation traçable et vérifiée numériquement.
Fixations UNF haute résistance dans les véhicules électriques et l'aéronautique
Les packs de batteries de véhicules électriques nécessitent des milliers de fixations à filetage fin pour sécuriser les modules de cellules — la gestion des vibrations dans les groupes motopropulseurs EV privilégie le filetage UNF pour les mêmes raisons qu'il domine dans l'aéronautique. Les plateformes aéronautiques de nouvelle génération (avions de mobilité urbaine, matériel de constellation satellitaire, véhicules d'essai hypersoniques) augmentent la demande de fixations UNF à petit diamètre et haute résistance en alliages exotiques :
- Titane Grade 5 (Ti-6Al-4V) : Rapport résistance/poids critique pour l'allègement aéronautique ; l'usinage du filetage UNF nécessite des outils en carbure spécialisés
- Inconel 718 : Superalliage de nickel haute température pour matériel de turbine ; les filetages UNF nécessitent une précision CNC pour maintenir les tolérances de classe 3A dans un matériau à durcissement par travail
- Acier inoxydable A286 : Résistant à la corrosion, haute résistance ; utilisé pour les fixations UNF dans les moteurs à réaction accessoires et systèmes de propulsion de fusée
Le marché mondial des fixations, évalué à environ 95 milliards d'euros en 2024, devrait croître à un taux de 3,5 % CAGR jusqu'en 2030 — avec les segments de filetage fin pour l'aéronautique et les véhicules électriques dépassant la moyenne générale à mesure que l'électrification s'accélère.
Vérification numérique du filetage et fabrication intelligente
L'inspection des filetages migre du contrôle manuel vers des systèmes de vision automatisés intégrés à des logiciels de Contrôle Statistique des Procédés (SPC). Pour la production à grand volume de fixations UNF, cela signifie :
- Systèmes de mesure optique de filetage (interférométrie laser ou lumière blanche) remplaçant les calibres passe/ne passe pour l'inspection en ligne à 100 %
- MMT avec sondes de scan de filetage pour les fixations aéronautiques de classe 3A — données complètes de diamètre de pas, d'avance et de forme de filetage capturées par lot
- Certificats de traçabilité numérique des filetages avec traçabilité par code QR depuis matière première lot de chaleur jusqu'à l'inspection finale — exigé de plus en plus selon les accords de qualité des fournisseurs AS9100D et IATF 16949
Les acheteurs recherchant des fixations à filetage UNF pour des applications aérospatiales ou automobiles de niveau 1 doivent s’attendre à — et exiger — des rapports d’inspection documentés couvrant la conformité du diamètre sur flanc aux tolérances de classe ASME B1.1. Les fournisseurs incapables de fournir cette traçabilité ne sont pas viables pour les chaînes d’approvisionnement critiques pour la sécurité.
Questions fréquentes sur le filetage UNF
Chaque réponse ci-dessous commence par une réponse directe, puis développe — utilisez-les pour une référence rapide ou copiez la version courte pour votre documentation technique.
Qu’est-ce qu’un filetage UNF ?
Le filetage UNF est un filetage unifié fin — un filetage en pouces à 60° avec un pas plus fin que l’UNC, défini par ANSI/ASME B1.1. Il est spécifié par le nombre de filets par pouce (TPI), couvre les tailles de #0 jusqu’à 1-1/2 pouce et plus, et constitue la norme de filetage privilégiée pour les applications aérospatiales, automobiles de performance et d’instruments de précision. Une désignation complète ressemble à « 1/4-28 UNF-2A » — diamètre nominal, TPI, norme et classe.
Le filetage UNF et le BSP sont-ils identiques ?
Non — UNF et BSP ne sont pas interchangeables. L’UNF utilise un angle de flanc de 60° ; le BSP utilise un angle Whitworth de 55°. Même lorsque les diamètres nominaux semblent similaires, la géométrie de flanc incompatible signifie qu’une fixation BSP ne formera pas un engagement correct dans un trou taraudé UNF. Vérifiez toujours avec une jauge de filetage. Mélanger ces normes est une cause fréquente de défaillance des raccords hydrauliques et pneumatiques.
Lequel est meilleur, UNC ou UNF ?
Aucun n’est universellement meilleur — ils servent à des usages différents. L’UNF est préférable pour les assemblages soumis aux vibrations, le contrôle précis du couple et le taraudage dans les parois fines. L’UNC est préférable pour l’assemblage rapide, les environnements sales, le taraudage dans les matériaux tendres et les applications sensibles au coût. Par défaut, choisissez l’UNC sauf si votre application nécessite spécifiquement les avantages du filetage fin.
Que signifie UNF ?
UNF signifie Unifié National Fin. « Unifié » fait référence à l’accord de normalisation des filetages entre la France, le Canada et le Royaume-Uni des années 1940 ; « National » indique la norme française (distincte du Whitworth britannique) ; « Fin » signifie que le pas de filetage est plus fin — plus de TPI — que la norme Unifiée Nationale Grossière (UNC) pour le même diamètre.
Comment convertir le pas de filetage UNF en mm ?
Divisez 25,4 par la valeur TPI. Pour 1/4-28 UNF : 25,4 ÷ 28 = Pas de 0,907 mm. Diamètre majeur en mm = pouce nominal × 25,4 (1/4 pouce = 6,35 mm). Notez que les filetages UNF ne sont pas interchangeables avec les filetages ISO métriques, même lorsque les valeurs de pas semblent similaires — conception de filetage différente, système de tolérance différent.
Quelle est la taille du foret de taraudage pour un filetage UNF ?
Soustrayez le pas du diamètre majeur pour obtenir la taille du foret de taraudage pour un engagement 75%. Pour 1/4-28 UNF : 0,250 − 0,036 = 0,214 po → utiliser un foret #3 (0,2130 po). Pour #10-32 UNF : 0,190 − 0,031 = 0,159 po → utiliser un foret #21 (0,1590 po). Ajustez vers le bas pour les matériaux plus durs nécessitant un engagement supérieur, ou vers le haut pour les matériaux tendres afin de réduire la casse du taraud.
Quelle est la différence entre les filetages UNF et UNS ?
UNS (Unified National Special) utilise des valeurs de TPI non standard pour un diamètre nominal donné. Par exemple, un filetage 1/4-32 UNS utilise 32 TPI au lieu des 28 TPI standard définis pour 1/4 pouce UNF. UNS est spécifié lorsque les valeurs de TPI UNC ou UNF ne conviennent pas à la conception — généralement pour des tubes à paroi fine, des raccords hydrauliques spéciaux ou des conceptions de machines anciennes. Les filetages UNS nécessitent des outils sur mesure et ne sont pas couverts par les tarauds et filières standards du catalogue.
Les filetages UNF peuvent-ils être utilisés pour remplacer les filetages métriques dans les machines importées ?
Pas en substitution directe — les filetages UNF et ISO métriques ne sont pas interchangeables. La géométrie du filetage diffère (diamètre de pas, rayon de fond, et système de tolérance sont tous distincts). En réparation d'urgence sur le terrain, un filetage en pouces ajusté peut parfois fonctionner temporairement, mais cela crée une responsabilité d'inspection et doit être corrigé avant que l'équipement ne soit remis en service. Toute substitution doit être documentée et approuvée par l'équipe d'ingénierie du fabricant de l'équipement.
Conclusion
Le filetage UNF est une norme précisément conçue, pas seulement une description sur un dessin. L'angle de 60°, les valeurs de TPI standardisées de #0-80 à 1-1/2-12, et le système de tolérance à trois classes offrent aux ingénieurs et aux équipes d'approvisionnement un outil prévisible et bien documenté pour les assemblages devant résister aux vibrations, maintenir une précharge précise ou s'intégrer dans des structures à paroi mince où les filetages grossiers enlèveraient trop de matière.
Pour les équipes d'approvisionnement : spécifiez toujours la désignation complète — taille nominale + TPI + norme + classe. Un « boulon 1/4 » est ambigu. Un « boulon 1/4-28 UNF-2A » est une spécification complète qui ne laisse aucune place à l'erreur de substitution du fournisseur. Bien faire dès la première fois élimine les coûts d'inspection, de rebut et de retouche liés à la réception de matériel UNC sur un dessin UNF.
Si vous recherchez des fixations à filetage UNF en grande quantité — acier au carbone, inox ou alliage — notamment pour l'exportation ou les applications d'assemblage de précision, contactez l'équipe d'ingénierie chez Production Screws pour une revue de spécifications et des prix compétitifs en volume.
Produits associés
Solutions et groupe
- Tous les blogs
- Solutions de fixation sur mesure
- Tutoriels sur les vis et brides — Parcourez tous les articles
Articles associés
- Boulons en bronze au silicium de qualité supérieure pour des solutions de fixation durables et fiables
- Boulons vs Vis : Principales différences, résistance et quand utiliser chacun
- Vis à sexe (boulon sexuel) : Guide complet sur les types, utilisations et installation
- Vis vs Vis : Quelle est la vraie différence et quand faut-il utiliser l’un ou l’autre ?
- Rondelle cannelée : Guide complet sur les types, utilisations et installation
- Vis à forme filetée : Guide complet sur les types, utilisations et choix
- Isolation en nylon : Guide essentiel des propriétés et des applications en électronique
- Vis sexuelle : Le guide complet des écrous à barillet, vis à Chicago et fixations traversantes




