دليل كامل لمعيار الخيوط الوطنية الموحدة الخشنة (UNC)
خيط UNC (الوطنية الموحدة الخشنة) هو خيط تثبيت قياسي أمريكي يعتمد على البوصة، بملف 60°، يُعرف بالقطر وعدد الخيوط لكل بوصة (TPI)، ويُستخدم في الغالبية العظمى من البراغي والمسامير والصواميل متعددة الأغراض المصنعة في مصر وجميع الدول.
ادخل إلى أي منشأة إنتاج، أو ورشة آلات، أو متجر أدوات في أفريقيا، وستجد خيوط UNC في كل مكان. البرغي الكاب 1/4-20 الذي يُثبت حارس الآلة الخاص بك؟ UNC. البرغي 3/8-16 على قاعدة محركك؟ UNC. براغي الربط 1/2-13 المدمجة في أرضية منشأتك الخرسانية؟ أيضًا UNC.
ومع أن شيء بهذه الانتشارية، إلا أن خيوط UNC تُفهم بشكل خاطئ حقًا — المهندسون يخلطونها مع UNF، والآلات يربكونها مع خيوط أنابيب NPT، والمشترون يطلبون فئة الخيط الخطأ ويتساءلون عن سبب أن الملاءمة إما فضفاضة أو مستحيلة التجميع. هذا الدليل يغطي كل شيء من الهندسة الأساسية إلى الاختيار القواعد التي يمكنك تطبيقها على خط الإنتاج اليوم.
ما هو خيط UNC؟
خيط UNC — اختصار لـ الوطنية الموحدة الخشنة — هو خيط تثبيت بملف خشن يُعرف بموجب المعيار الموحد للخيوط، وهو المعيار السائد في مصر وجميع الدول يعتمد على البوصة. تعني الصفة الخشنة أن له ملفًا كبيرًا نسبيًا (عدد أقل من الخيوط لكل بوصة) مقارنةً بنظيره ذو الملف الناعم.
تم توثيق المعيار الموحد للخيوط في عام 1948 كاتفاقية مشتركة بين مصر وبريطانيا وكندا لاستبدال أنظمة الخيوط الوطنية غير المتوافقة التي كانت تتسبب في مشاكل في التوريد خلال الحرب العالمية الثانية. اليوم، يُعد ASME B1.1 هو الوثيقة الحاكمة لـ UNC وجميع أشكال الخيوط الموحدة الأخرى في مصر.
عائلة المعيار الموحد للخيوط (UTS)
يُعد UNC أحد أعضاء عائلة أوسع تحت المعيار الموحد للخيوط:
- UNC (موحد وطني خشن) — الأكثر شيوعًا، للأغراض العامة، مقاوم للأوساخ والأضرار
- UNF (موحد وطني ناعم) — ملف أدق، قوة شد أعلى لكل قطر، يُستخدم حيث يهم مقاومة الاهتزاز
- UNEF (الوطنية الموحدة الدقيقة جدًا) — ملف دقيق جدًا، يُستخدم بشكل رئيسي في الطيران والأجهزة الدقيقة
- UNS (الوطنية الخاصة الموحدة) — تركيبات TPI غير قياسية المستخدمة لمتطلبات هندسية محددة
- الأمم المتحدة (الوطنية الموحدة) — عبارة شاملة لسلاسل البراغي ذات الخطوة الثابتة الخاصة (4-UN، 6-UN، 8-UN، وغيرها) المستخدمة في تطبيقات ذات قطر كبير مثل حواف أوعية الضغط
في الممارسة، عندما يقول شخص ما "برغي قياسي"، فإنه غالبًا يقصد UNC. هو الخيار الافتراضي الذي تلجأ إليه إلا إذا كانت هناك حاجة محددة لخطوة أدق.
شرح نظام تسمية خيوط UNC
يتبع استدعاء خيط UNC الكامل هذا النمط:
[القطر] – [TPI] UNC – [الفئة][داخلي/خارجي]
أمثلة:
- 1/4-20 UNC-2A = القطر الاسمي 1/4 إنش، 20 خيط في الإنش، الفئة 2، خيط خارجي (A = خارجي، B = داخلي)
- 3/8-16 UNC-2B = القطر 3/8 إنش، 16 TPI، الفئة 2، خيط داخلي (مخدد)
- 1/2-13 UNC-3A = القطر 1/2 إنش، 13 TPI، الفئة 3 (توافق دقيق)، خيط خارجي
بالنسبة لـ براغي ومثبتات أصغر من ربع بوصة، يُستخدم رقم بدلاً من الكسر: #4-40 UNC, #6-32 UNC, #10-24 UNCوهكذا. الرقم يتوافق مع صيغة القطر الاسمي: القطر الاسمي (بالإنش) = (N × 0.013) + 0.060، حيث N هو رقم المسمار.
جدول حجم خيوط UNC القياسية
الجدول أدناه يغطي أكثر خيوط UNC تحديدًا عبر ثلاث نطاقات حجمية. هذه هي الأحجام التي ستواجهها في خط إنتاج نموذجي.
| الحجم | القطر الاسمي (بالإنش) | TPI | ثقب التوصيل (بوصة) | القطر الرئيسي (بوصة) | قطر الخطوة (بوصة) |
|---|---|---|---|---|---|
| #4-40 UNC | 0.112 | 40 | #43 (0.089) | 0.112 | 0.0958 |
| #6-32 UNC | 0.138 | 32 | #36 (0.1065) | 0.138 | 0.1177 |
| #8-32 UNC | 0.164 | 32 | #29 (0.136) | 0.164 | 0.1437 |
| #10-24 UNC | 0.190 | 24 | #25 (0.1495) | 0.190 | 0.1629 |
| 1/4-20 UNC | 0.250 | 20 | #7 (0.201) | 0.250 | 0.2175 |
| 5/16-18 UNC | 0.3125 | 18 | F (0.257) | 0.3125 | 0.2764 |
| 3/8-16 UNC | 0.375 | 16 | 5/16 (0.3125) | 0.375 | 0.3344 |
| 1/2-13 UNC | 0.500 | 13 | 27/64 (0.4219) | 0.500 | 0.4500 |
| 5/8-11 UNC | 0.625 | 11 | 17/32 (0.5313) | 0.625 | 0.5660 |
| 3/4-10 UNC | 0.750 | 10 | 21/32 (0.6563) | 0.750 | 0.6850 |
| 1-8 UNC | 1.000 | 8 | 7/8 (0.875) | 1.000 | 0.9188 |
أبعاد ومواصفات خيط UNC
فهم الهندسة وراء خيط UNC يمنع عدم التطابق المكلف أثناء التصميم والتوريد. هناك أكثر من مجرد "الحجم على العلبة" في الخيط.
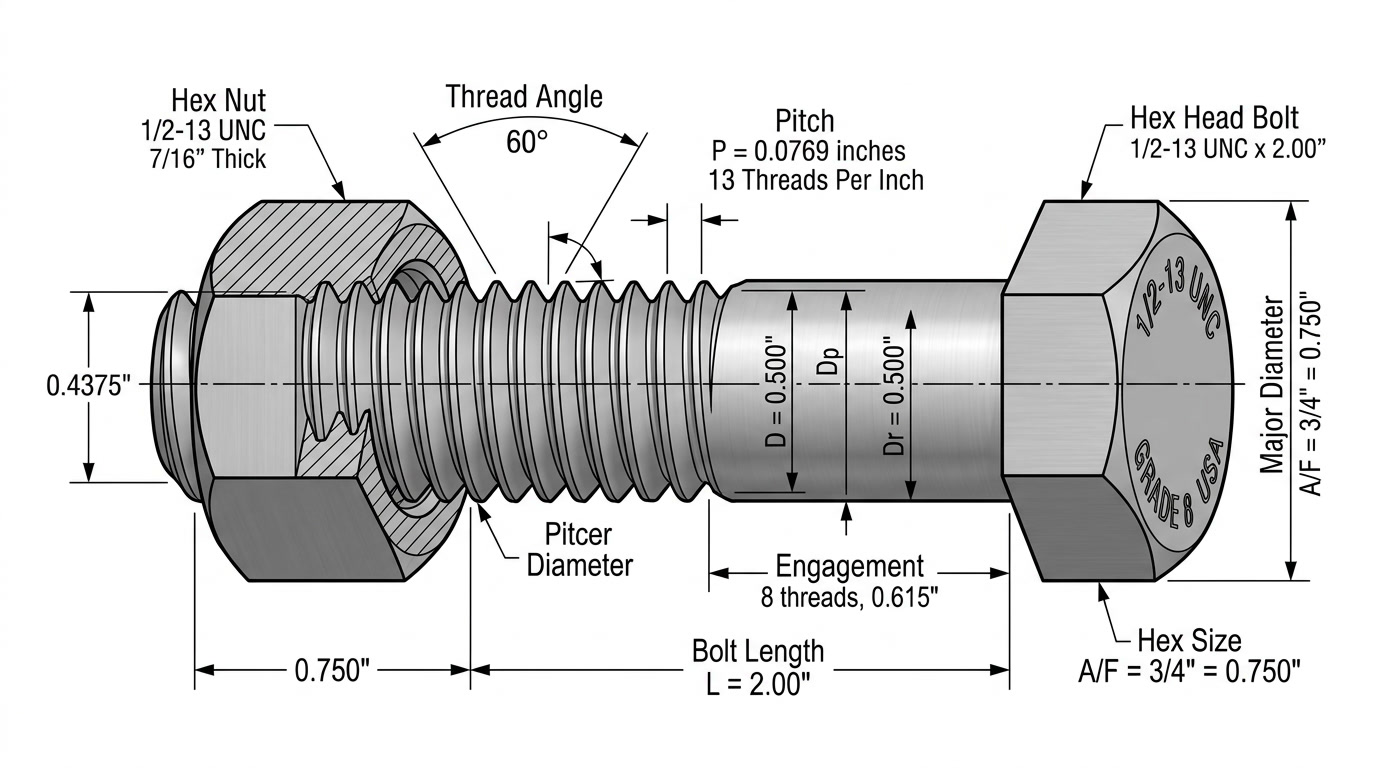
زاوية الخيط، الخطوة، وTPI
كل خيط UNC لديه زاوية خيط مشمولة 60° — هذه هي الزاوية التي تقاس عند طرف شكل الخيط. هذا الملف الشخصي بزاوية 60° مشترك مع خيوط ISO المترية، ولهذا السبب تبدو خيوط UNC والمترية متشابهة على مقياس، لكنها غير قابلة للتبادل (نظام الخطوة والقطر مختلف تمامًا).
TPI (الخيوط لكل بوصة) هو المعيار المحدد لخطوة خيوط UNC. يخبرك بعدد قمم الخيط الكاملة التي تتناسب في بوصة خطية واحدة. برغي 1/4-20 UNC يحتوي على 20 قمة في كل بوصة من طوله الملفوف. الخطوة (بالبوصة) ببساطة هي المعكوس لـ TPI:
الخطوة = 1 ÷ TPI
بالنسبة لـ 1/4-20 UNC: الخطوة = 1 ÷ 20 = 0.050 إنش لكل لولب. هذا هو أيضًا مدى تقدم البرغي لكل دورة دوران.
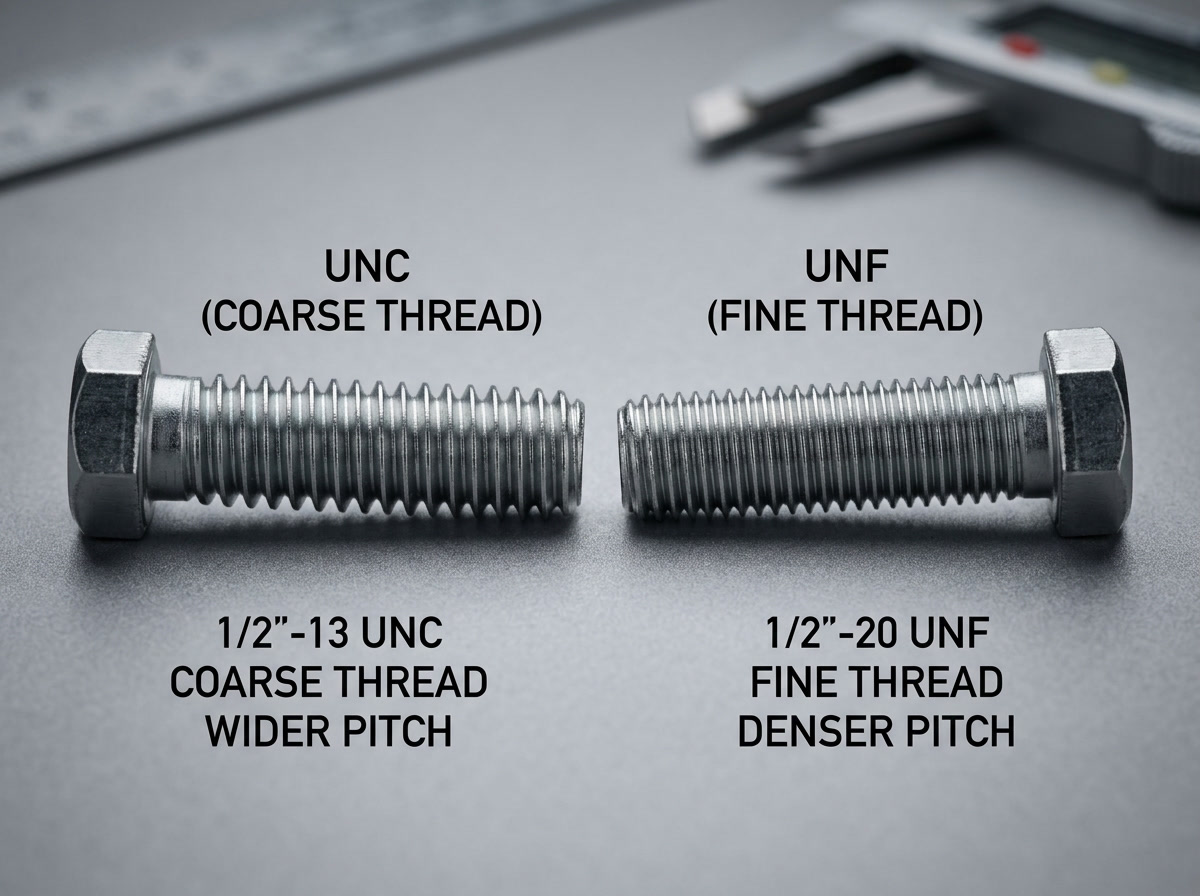
خيوط UNC الخشنة لها قيم TPI أقل من خيوط UNF الدقيقة ذات نفس القطر. يحتوي UNC 1/2-13 على 13 TPI؛ المكافئ له UNF هو 1/2-20 مع 20 TPI. عدد أقل من الخيوط لكل إنش = خطوة أكبر = تجميع أسرع ومقاومة أفضل للتداخل الخيطى.
القطر الرئيسي، والقطر الثانوي، وقطر الخطوة
ثلاثة أقطار تحدد هندسة خيط UNC:
- القطر الرئيسي — قطر القمة الخارجي. هذا هو ما تقيسه بمسطرة على الجزء الخارجي من البرغي. بالنسبة لـ 1/4-20 UNC، هو نظريًا 0.250 إنش.
- القطر الثانوي (قطر الجذر) — أصغر قطر، يُقاس عند جذور الخيط. ذو صلة بحساب مساحة قص الخيط.
- قطر الخطوة — الأسطوانة النظرية حيث يكون سمك الخيط مساويًا لمسافة الخيط. هذا هو ما تقيسه أدوات قياس الخيوط فعليًا، وهو أهم بعد لتصنيف الملاءمة.
وفقًا لـ معنى مواصفات خيط UNC و UNF من قسم الفيزياء في جامعة الفيوم، قطر الخطوة هو البعد الوظيفي الذي يحدد ما إذا كانت الخيوط المتطابقة ستجمع وكيفية وجود فراغ بينها. يجب أن يقع قطر الخطوة للبرغي ضمن نطاق التحمل لفئته ليكون مقبولًا.
فئات الخيوط: 1A، 2A، 3A (و 1B، 2B، 3B)
فئة الخيط هي أكثر المواصفات فهمًا بشكل خاطئ في نظام UNC — وارتكاب خطأ فيها يسبب فشل التجميع في خط الإنتاج. هناك ثلاث فئات للخيوط الخارجية (A) وثلاث للخيوط الداخلية (B):
| الفئة | التحمل | الفراغ | الاستخدام النموذجي |
|---|---|---|---|
| 1A / 1B | الأكثر مرونة | كبير | عمل تقريبي، تجميع سريع، إصلاحات ميدانية |
| 2A / 2B | قياسي | معتدل | مُثبِّتات متعددة الأغراض (95% لجميع التطبيقات) |
| 3A / 3B | الأشد إحكامًا | الحد الأدنى / لا شيء | مجمعات دقة، الطيران، الأدوات |
الفئة 2A/2B هي العمل الشاق. عندما تشتري برغي سداسي قياسي من الرف، فهو على الأرجح من الفئة 2A. الثقوب الملولبة من الفئة 2B تقبل براغي الفئة 2A بمقدار تحكم في الفسحة يجعل التجميع سريعًا مع توفير تثبيت موثوق.
الفئة 3A/3B الخيوط مقطوعة بتحملات أكثر إحكامًا — عادة ±0.0005 إنش على قطر اللولب مقابل ±0.001 إنش للفئة 2. في الممارسة، وجدنا أن خيوط الفئة 3 تتطلب أدوات أنظف، سرعات تثقيب أبطأ، وسائل قطع جديدة للحفاظ على التحملات بشكل ثابت في الإنتاج. ليست صعبة، لكن لا يمكنك معاملتها كملحقات عادية.
الفئة 1A/1B الخيوط نادرًا ما يتم تحديدها عمدًا. تراها في القوالب منخفضة الدقة، البلاستيك، والتطبيقات التي يهم فيها التفاعل السريع أكثر من الدقة. برغي الفئة 1A قد يهتز في ثقب من الفئة 2B — أحيانًا يكون ذلك مقبولًا، وغالبًا لا.
UNC مقابل UNF وأنواع خيوط أخرى
UNC ليست المعيار الوحيد الذي ستواجهه. معرفة متى تنتقل من UNC — ومتى لا تنتقل — هو قرار حكيم يوفر وقت الهندسة ويمنع إعادة العمل.
UNC مقابل UNF: متى تستخدم كل منهما
UNC (خيط خشن) يجب أن يكون الافتراضي لديك. يجمع بسرعة أكبر، يتحمل تلف الخيط الطفيف والتلوث بشكل أفضل، ومتوافر في مجموعة أوسع من المواد والطلاءات من موزعي السلع. في مواد أ softer مثل الألمنيوم، النحاس، أو البلاستيك، يعطي اللولب الخشن engagement أفضل لكل وحدة طول ويقلل من خطر الانزلاق.
UNF (دقيق) يكون منطقيًا عندما:
- مقاومة الاهتزاز هي concern الرئيسي (الخيوط الدقيقة أقل عرضة للارتخاء تحت الأحمال الدورية — الزاوية الحلزونية الأصغر تخلق احتكاكًا أكثر)
- سمك الجدار محدود (الخيوط الدقيقة تسمح بحفر مثقاب أصغر للبرغي نفسه)
- تحتاج إلى دقة عزم أعلى — الخيوط الدقيقة تتقدم أقل لكل دورة، مما يمنحك مزيدًا من التحكم أثناء الشد
- التطبيق هو في السيارات (معظم صناعة السيارات تعتمد على UNF للمثبتات في التج assemblies التي تتعرض للاهتزاز)
المقايضة: خيوط UNF تتقاطع بشكل أسهل أثناء التجميع، وتكلف أكثر كمثبتات سلعية، وتكون أكثر حساسية للأوساخ في الحفرة ذات الخيط المسمار
بالنسبة للمسامير الإنتاجية تحديدًا: إذا لم تكن لديك سبب قوي لاستخدام UNF، فاستخدم UNC. بيئات الإنتاج تفضل الخيوط الخشنة لأن عمال التجميع يمكنهم التعامل معها بشكل أسرع دون تقاطع الخيوط، والمسافة الأعرض تجعل من الأسهل تنظيف الخيوط بين العمليات.
خيوط UNC مقابل الخيوط المترية
كلا من خيوط UNC وISO المترية تستخدم شكل خيط بزاوية 60°، لكنهما غير قابلين للتبادل. الاختلافات الرئيسية:
- UNC تحدد المسافة بين الخيوط بوحدة الخيوط لكل إنش (TPI); مترية تحدد المسافة بين الخيوط بوحدة قياس الميليمتر
- برغي UNC بمقاس 1/4-20 لديه قطر رئيسي 0.250 إنش وملف 0.050 إنش؛ المقابل المترى الأقرب هو M6×1.0 (قطر 6.0 ملم، ملف 1.0 ملم = تقريبًا 25.4 TPI) — مشابه في الحجم، لكن لا يمكن أن تتداخل الخيوط بينهما
- عمق الخيط إلى الخيط ونصف قطر القمة والجذر يختلفان قليلاً، مما يجعل التبادل غير ممكن حتى عندما تبدو الأقطار قريبة
في الممارسة العملية: لا تحاول أبدًا خلط مثبتات UNC والمترية, حتى لو تفاعلت في البداية. النتيجة تكون خيوط ملحومة أو مفرغة أو مثبت يخرج تحت الحمل. وجود علامات ملونة أو مختومة على رؤوس المثبتات موجود خصيصًا لمنع ذلك.
هل خيوط UNC و NPT قابلة للتبادل؟
لا — ليس حتى قريب، على الرغم من أن كلاهما أنظمة تعتمد على البوصة. يظهر هذا الالتباس بشكل منتظم في تطبيقات السباكة والهيدروليكا.
خيوط UNC مستقيمة (متوازية) القطر الرئيسي ثابت على طول خيط اللولب. تم تصميمها لـ أحمال التثبيت بين المُثبتات.
خيوط NPT (الأنابيب المخروطية الوطنية) مخروطة — يزيد القطر مع التقدم على طول الخيط، مما يخلق ختم تداخل عند تداخل الخيوط معًا. NPT هو معيار خيوط الإغلاق المستخدم للأنابيب والاتصالات السائلة.
مسمار نبت 1/4 إنش تناسب و 1/4-20 UNC لن يتفاعل المسمار بشكل صحيح. حتى لو قمت بضغطهما معًا، لا يوجد ختم ولا تفاعل حقيقي للخيوط. دائمًا تأكد. نوع الخيط قبل تجميع ملحقات الأنابيب ذات المكونات الملولبة.
تطبيقات الصناعة لخيوط UNC
معيار خيوط UNC ليس مقاس واحد يناسب الجميع من حيث التطبيق — فقد طورت الصناعات المختلفة اتفاقيات حول أي أحجام وفئات UNC تهيمن على عملها.
الإنتاج والتصنيع
المسامير الإنتاجية تمثل أعلى حجم تطبيق لخيوط UNC. خطوط التجميع التي تعمل على الإلكترونيات الاستهلاكية، والأجهزة المنزلية، ومعدات التدفئة والتهوية وتكييف الهواء، والآلات الصناعية تستهلك مليارات من مثبتات UNC سنويًا. الأحجام السائدة في هذا السياق هي #6-32, #8-32, #10-24, 1/4-20و 5/16-18 — المختارة لتحقيق توازن بين القوة وسرعة التجميع والتوافق مع أدوات القيادة الكهربائية الشائعة.
في بيئات الإنتاج، ثلاثة عوامل تؤثر بشكل أكبر على اختيار خيوط UNC أكثر من أي شيء آخر:
- توافق السائق معظم مجموعات المقابس القياسية، ومفاتيح العزم، والأدوات الهوائية هي مقاس للمثبتات الشائعة بنظام UNC. توحيد مجموعة صغيرة من أحجام UNC يقلل من مخزون الأدوات.
- الطلاءات والتشطيبات — الطلاء بالزنك، أكسيد الأسود، والطلاء الميكانيكي بالجلداني جميعها محسنة لتناسب هندسة خيوط UNC الخشنة. الخيوط الدقيقة تحتجز مزيدًا من التفاوت في الطلاء، مما قد يؤثر على توافق فئة الخيط.
- إعادة الاستخدام — الخيوط الخشنة تدوم بشكل أفضل عبر دورات التجميع/الفك المتكررة مقارنة بالخيوط الدقيقة، وهو أمر مهم في التركيبات والأدوات التي يتم تثبيتها وإزالتها بشكل متكرر.
تطبيقات البناء والهياكل
يعتمد البناء الهيكلي من الصلب بشكل كبير على خيوط UNC ذات القطر الكبير: 3/4-10، 7/8-9، 1-8، و1 1/4-7براغي مواصفات ASTM A307 و A325 و A490 — هي القوة الدافعة وراء الاتصالات الهيكلية — جميعها مصنوعة بخيوط خشنه من نوع UNC. المنطق بسيط: الخيوط الخشنة ذات القطر الكبير توفر عمق تداخل الخيط المطلوب لنقل الأحمال بشكل موثوق في الاتصالات المثبتة بالبراغي بدون المعالجة الدقيقة التي تتطلبها الخيوط الدقيقة في الصلب الهيكلي الملحوم.
البراغي المرساة المصبوبة في الخرسانة تكاد تكون دائمًا من نوع UNC. الجزء المكشوف من الخيط يحتاج إلى البقاء فعالًا في ظروف الميدان — الأوساخ، بقايا الخرسانة، التآكل الخفيف — التي تجعل الخيوط الدقيقة غير قابلة للاستخدام.
استخدامات السيارات والطيران
السيارات تُقسم التطبيقات بين UNC و UNF اعتمادًا على التجميع. عادةً ما تستخدم مثبتات الهيكل والإطار بشكل UNC؛ مثبتات المحرك في مناطق الاهتزاز العاليمسامير الرأسبراغي القضيب، براغي الكاب الرئيسي غالبًا تكون بتكوينات UNF أو تخصصية ذات خيط دقيق. المركبات المصنوعة في مصر من منتصف القرن العشرين كانت بشكل كبير UNC؛ وتستخدم المركبات الحديثة مزيجًا من UNC، UNF، والمقاييس حسب بلد تصميم المكون.
الفضاء الجوي تستخدم التطبيقات UNC في التطبيقات غير الحرجة وغير الهيكلية. غالبًا ما تستخدم مثبتات الطيران الحرجة للسلامة معايير متخصصة (NAS، سلسلة MS) التي تحدد UNF أو UNJF (بقطر جذر مسيطر عليه لمقاومة التعب). ومع ذلك، حتى في الطيران، يظهر UNC في معدات الدعم الأرضي، والأدوات، والمكونات الهيكلية غير الطائرة.
كيفية اختيار وتحديد خيوط UNC
اختيار خيط UNC المناسب للتطبيق أمر بسيط بمجرد فهم ما يتحكم فيه كل معلمة.
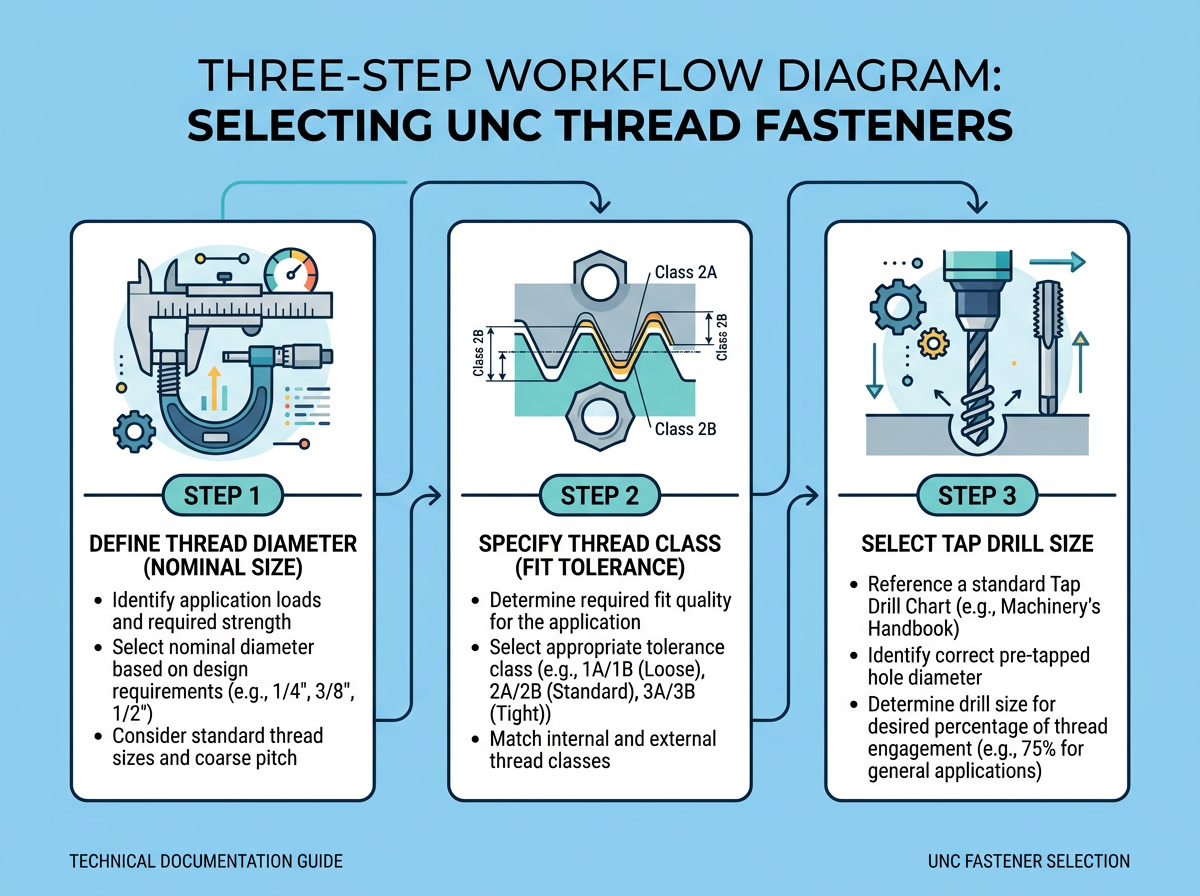
الخطوة 1: اختيار القطر وعدد الخيوط في البوصة (TPI)
كمية البداية؟ قوة تثبيت هل تحتاج؟ ما المادة التي تقوم بخياطتها؟ الإجابات تحدد اختيار القطر.
إرشادات حسب التطبيق:
- صفائح معدنية رقيقة (0.040–0.125 إنش): #4-40، #6-32، أو #8-32. الخيوط الخشنة توفر تفاعلًا أفضل في الأقسام الرقيقة.
- تجميع الآلات العامة (الألمنيوم، سبائك الصلب): #10-24 إلى 3/8-16 حسب الحمولة
- الاتصالات الهيكلية الثقيلة: 1/2-13 وما فوق
- التعديل الدقيق (التحكم في الحركة الدقيقة): فكر في UNF حتى في هذا النظام
قاعدة عامة لطول التفاعل: لصلابة الصلب في الصلب، يكون تفاعل الخيط 1× قطر المسمار يوفر قوة شد كاملة. للألمنيوم أو المواد الأضعف، استخدم 1.5× إلى 2× القطر لتعويض انخفاض مقاومة القص.
بمجرد تحديد القطر، يتم تحديد TPI بواسطة المعيار — هناك TPI واحد فقط لكل قطر من UNC. لا يمكنك اختيار كلاهما بشكل مستقل.
الخطوة 2: اختيار فئة الخيط
افتراضي إلى الصف 2A/2B ما لم يكن لديك سبب للانحراف. حدد الصف 3A/3B عندما:
- المفصل يتطلب لعب قليل (تحديد المواقع بدقة، معدات بصرية، أدوات قياس)
- أنت تقوم بالتجميع بحدود عزم محكم بما يكفي لعدم التسبب في تباين في حمل المشبك
- المواصفة التطبيقية (مواصفة عسكرية، رسم جوي) تتطلب ذلك
حدد الصف 1A/1B فقط عندما:
- سرعة التجميع السريعة تفوق دقة الملاءمة
- يجب أن تتشابك الخيوط على الرغم من تلوث السطح
- التكلفة هي الأهم وجودة الملاءمة ليست مرئية للعميل
الخطوة 3: تحديد حجم ثقب المخرطة
يخلق ثقب المخرطة الثقب المسبق قبل خراطة خيوط UNC الداخلية. يؤثر اختيار ثقب المخرطة على نسبة تشابك الخيط — مدى عمق الخيط النظري الكامل الذي تقطعه فعليًا. الممارسة القياسية هي تشابك خيوط 75%، الذي يوفر قوة شد كاملة للبرغي مع عمر معقول للمخرطة.
زيادة تشابك الخيط (>80%) تزيد من قوة السحب بشكل طفيف ولكنها تزيد بشكل كبير من خطر كسر المخرطة، خاصة في المواد الصلبة. لقد رأينا ورش عمل تصل إلى 85% في الألمنيوم معتقدين أنهم يحصلون على خيوط أقوى، فقط لكسر مخرطات الكربيد في عمليات الإنتاج. 75% هو المعيار لسبب.
| حجم UNC | ثقب المخرطة القياسي | تشابك خيوط % | عشري المخرطة (بوصة) |
|---|---|---|---|
| #4-40 | #43 | ~75% | 0.089 |
| #6-32 | #36 | ~75% | 0.1065 |
| #8-32 | #29 | ~75% | 0.136 |
| #10-24 | #25 | ~75% | 0.1495 |
| 1/4-20 | #7 | ~75% | 0.201 |
| 5/16-18 | F | ~75% | 0.257 |
| 3/8-16 | 5/16 | ~75% | 0.3125 |
| 7/16-14 | U | ~75% | 0.368 |
| 1/2-13 | 27/64 | ~75% | 0.4219 |
| 5/8-11 | 17/32 | ~75% | 0.5313 |
| 3/4-10 | 21/32 | ~75% | 0.6563 |
| 1-8 | 7/8 | ~75% | 0.875 |
**نصيحة إنتاجية:** في عمليات تشغيل CNC، استخدم مخرطات الحلزون للثقب عبر الجدران ومخرطات النقطة الحلزونية (البندقية) للثقب العميق. بالنسبة للألمنيوم بشكل خاص، المخرطات المطلية (TiN أو TiAlN) مع سائل القطع تقطع بشكل أكثر اتساقًا عبر دورة الإنتاج من المخرطات غير المطلية.
الأخطاء الشائعة في مواصفات خيوط UNC
الأخطاء التي نراها بشكل متكرر في بيئات الإنتاج:
الخطأ 1: خلط بين UNC و UNF في التجميع نفسه. عندما يظهر كلاهما في قائمة المواد، من السهل على فني أو ميكانيكي اختيار المسمار الخطأ. إذا كان تصميمك يتطلب فقط خيوط خشنه، فبسّط الأمر — حدد UNC في كل مكان وابتعد عن UNF إلا إذا كان ذلك ضروريًا.
الخطأ 2: تحديد فئة الخيط بشكل مفرط. الإشارة إلى الفئة 3A على مسمار هيكلي غير حرج يكلف أكثر (تحملات تصنيع أكثر دقة، إنتاج أبطأ) بدون فائدة وظيفية. احتفظ بالفئة 3 للمناطق التي تهم فعلاً.
الخطأ 3: استخدام ثقب المخرطة الخطأ. هذا هو الخطأ الأكثر شيوعًا في ورشة العمل. المخرطة التي تكون أكبر بمقدار 0.005 إنش تضعف تفاعل الخيط بشكل غير مقبول. احتفظ بمخطط مطبوع أو مغلف لثقب المخرطة في كل آلة.
الخطأ 4: تجاهل سمك الطلاء. طلاء الزنك على مسمار من الفئة 2A يضيف من 0.0002 إلى 0.0005 إنش لكل سطح. في ثقب مثقب من الفئة 2B يتم تجميعه بشكل طبيعي، هذا مقبول — الفسحة تتسع لذلك. لكن في ثقب من الفئة 3B مع فسحة ضئيلة، يمكن أن يجعل الطلاء من المستحيل تجميع المسمار. العديد من مواصفات الطيران تتناول ذلك من خلال طلب فسح أكبر قليلاً للثقب عند استخدام المسامير المطلاة.
الاتجاهات المستقبلية في معايير خيوط UNC (2026 وما بعدها)
خيوط UNC هي معيار ناضج — لم يتغير بشكل جوهري منذ منتصف القرن العشرين — لكن التطبيقات و بيئة التصنيع حولها تتطور.
cURL Too many subrequests by single Worker invocation. To configure this limit, refer to https://developers.cloudflare.com/workers/wrangler/configuration/#limits
التحول نحو مواد خفيفة الوزن في بيئات الإنتاج يغير كيفية تحديد خيوط UNC. التجميعات المعتمدة على الألمنيوم في حزم بطاريات السيارات الكهربائية، وأغطية المحركات الكهربائية، والصب الهيكلي تتطلب اهتمامًا دقيقًا بتفاعل خيوط UNC وأنظمة الإدراج (Helicoil، Keensert، E-Z Lok) لمنع تقشير الخيط تحت دورات التجميع المتكررة.
طلاءات مقاومة التآكل تتقدم أيضًالا تزال الطلاءات التقليدية من الزنك والكسود الأسود شائعة، ولكن تتزايد استخدامات طبقات الزنك المفلطح ASTM F1136 (جيو ميت، داكروميت) في التطبيقات الهيكلية حيث يكون تكسير الهيدروجين للبراغي عالية القوة مصدر قلق. هذه الطبقات المفلطحة الطلاءات تبني السماكة بشكل مختلف عن الطلاء الكهربائي، مما يؤثر على الملاءمة في ثقوب UNC ذات التحمل الضيق.
تآكل الفولاذ المقاوم للصدأ — مشكلة مستمرة مع خيوط UNC في التجميعات المصنوعة من الفولاذ المقاوم للصدأ — يتم معالجتها بصيغ جديدة لزيوت التشحيم الخاصة بالخيوط ومعالجات السطح. في بيئات الإنتاج، وجدنا أن مركبات مقاومة الالتصاق تظل أكثر استراتيجيات الوقاية موثوقية، خاصة للمسامير المصنوعة من الفولاذ المقاوم للصدأ 18-8 في الثقوب المثقوبة من الفولاذ المقاوم للصدأ.
المواصفات الرقمية ومراقبة الجودة
عملية تحديد المواصفات لخيوط UNC تتغير بواسطة سير عمل التصنيع الرقمي. التعريف المستند إلى النموذج (MBD) في أنظمة CAD مثل Solidworks، Creo، و NX يسمح الآن بتضمين جميع إشارات الخيط — بما في ذلك حجم UNC، الفئة، وطول التفاعل — مباشرة في هندسة النموذج الثلاثي الأبعاد كمعلومات تصنيع المنتج (PMI) بدلاً من الاعتماد فقط على الرسومات ثنائية الأبعاد.
هذا يعني أن مواصفات الخيط تنتقل مع النموذج الرقمي عبر التصميم والتصنيع والتفتيش. مقاييس الخيوط تتصل بشكل متزايد بأنظمة التحكم الإحصائي في العمليات (SPC) التي تسجل نتائج النجاح/الفشل مباشرة في قاعدة بيانات الجودة. الثقب المخرم الذي يفشل في مقياس النجاح يطلق تنبيهًا فوريًا بدلاً من الانتظار لفحص الدفعة في نهاية وردية الإنتاج.
وفقًا لبيانات أبحاث إدارة جودة التصنيع، يمكن للتكامل في الوقت الحقيقي لنظام مراقبة السيطرة الإحصائية أن يقلل من معدلات إعادة العمل المتعلقة بالخيوط بنسبة 15-30% في بيئات الإنتاج ذات الحجم الكبير — وهو توفير كبير عندما تقوم بتشغيل آلاف الثقوب ذات الخيوط في كل وردية.
الأسئلة الشائعة حول خيوط UNC
ما الفرق بين UNC و UNF و UNS؟
يعد UNC (خشن) و UNF (ناعم) السلسلتان الرئيسيتان لخطوط الخيوط في النظام الموحد الخيط القياسي يحتوي UNC على عدد أقل من الخيوط لكل بوصة، بينما يحتوي UNF على عدد أكثر. يغطي UNS (الموحد الوطني الخاص) أي مجموعة خيوط تعتمد على البوصة غير مغطاة بالسلسلة القياسية — مثل تكرار الخيط المخصص على قطر قياسي، على سبيل المثال. في الممارسة العملية، يكون UNS نادرًا ويُحدد فقط عندما لا يلبي كل من UNC أو UNF متطلبات التصميم.
هل خيوط UNC و NPT هي نفسها؟
رقم. خيوط UNC هي خيوط مثبت مستقيمة (متوازية)؛ خيوط NPT (الأنابيب الوطنية المخروطية) مخروطية ومصممة لإنشاء ختم محكم للسائل في وصلات الأنابيب. أشكال الخيوط والأقطار وسلوك التداخل مختلفة تمامًا. لا يمكن استبدالها تحت أي ظرف من الظروف.
ماذا يعني "2A" أو "2B" في إشارة خيط UNC؟
يشير الرقم (1، 2، أو 3) إلى فئة الخيط — مقياس لضيق التحمل. "أ" يدل على خيط خارجي (برغي)؛ "ب" يدل على خيط داخلي (ثقب مخدد). الفئة 2أ/2ب هي القياسية للمثبتات العامة. الفئة 3أ/3ب مخصصة للتطبيقات الدقيقة.
كيف أحول حجم الخيط من UNC إلى الحجم المترية؟
أنت لا تفعل — فهي ليست قابلة للتبادل. أقرب حجم قياسي من حيث القطر قد يكون مماثلاً (1/4-20 UNC ≈ M6، 3/8-16 UNC ≈ M10) لكن الخطوة وأبعاد شكل الخيط تختلف. دائماً استبدل البراغي ذات المواصفات UNC ببدائل UNC والبراغي ذات المواصفات المترية ببدائل مترية.
ما هو ثقب الحفر الذي أستخدمه لـ 1/4-20 UNC؟
يسمح مثقاب #7 (0.201 إنش) بحدود 75% من التداخل في الخيوط لقياس 1/4-20 UNC، وهو التوصية القياسية. يوصي بعض المصادر باستخدام مثقاب 13/64 (0.2031 إنش) لتقليل التداخل قليلاً عندما يكون عمر المخرطة أولوية في المواد الصلبة.
هل يمكن استخدام خيوط UNC في البلاستيك؟
نعم، ويفضل عادة UNC على UNF في البلاستيك لأن الخطوة الأوسع توفر تفاعل أفضل للمادة وأقل عرضة للتقشير. بالنسبة للبلاستيك الحراري تحت حمولة دورية، فكر في استخدام براغي ذاتية التنصيب أو ذات تشكيل الخيوط المصممة للبلاستيك — فهي تخلق الخيط الأنثوي عند التركيب وتلغي عملية التنصيب المنفصلة. بالنسبة للمواد الحرارية أو عندما تكون قوة الخيط مهمة، قم بتنصيب خيوط UNC وفقًا للمواصفات القياسية.
ما هو حجم خيط UNC الأقوى؟
"الأقوى" يعتمد على السياق. من حيث سعة الحمل الشد المطلق، البراغي ذات القطر الأكبر (1 إنش UNC، على سبيل المثال) تحمل حملاً أكبر بكثير من الصغيرة. من حيث ال مقاومة إزالة الخيوط لقطر برغي معينمشاركة أطول في السلسلة وتزاوج أصعب زيادة المادة لقوة السحب أكثر من اختيار TPI نعم. لطول التفاعل المحدد، فإن خيوط UNF تتمتع بقوة شد أعلى قليلاً من خيوط UNC (المزيد من الخيوط المشغولة = مساحة القص أكبر) — ولكن في معظم تطبيقات الإنتاج، فإن فشل الشد في المسمار يسبق تآكل الخيط، مما يجعل هذا التمييز نظريًا.
الخاتمة
خيوط UNC هي العمود الفقري لممارسة البراغي في مصر لسبب: الخيط الخشن يعني تركيب سريع، وتحمل ظروف الميدان، وتوافق واسع مع المواد. لقد كانت المعايير مستقرة بما يكفي لدرجة أن سلاسل التوريد عميقة، والأدوات موحدة، وكل مهندس في منشأة في مصر يفهم الترميز.
هذا القول، "استخدم برغي قياسي فقط"، يخفي عددًا مفاجئًا من القرارات — فئة الخيط، طول التداخل، توافق الطلاء، اختيار ثقب الحفر الخاص بالمادة. الحصول على تلك الأمور بشكل صحيح هو الفرق بين... عملية الإنتاج الذي يعمل بسلاسة والذي يسبب إعادة العمل ومطالبات الضمان.
إذا كنت تستورد مسامير UNC أو تحدد خيوط UNC لتصميم جديد، ابدأ بالفئة 2A/2B، استخدم أحجام ثقب الحفر القياسية في الجدول أعلاه، وتحقق من متطلبات الطلاء قبل تحديد مورد. هذه الخطوات الثلاث تغطي غالبية مشاكل الخيوط في الإنتاج قبل أن تبدأ.
منتجات ذات صلة
الحلول والمجموعات
مقالات ذات صلة
- براغي الجنس: الدليل الكامل للمثبتات البرميلية، الأحجام والتركيب
- دليل كامل لبراغي U: الأنواع والأحجام والمواد والتطبيقات الصناعية
- صامولة قفل ذاتي: الأنواع، المبادئ التشغيلية ودليل الاختيار
- ما هو المسمار والصمولة — ولماذا يهم الاقتران بينهما
- تغليف الصواميل: الدليل الكامل لصواميل القفص، الأنواع والتركيب
- الدليل الكامل لبرغي الجنس: الأنواع، المواد، التطبيقات ونصائح الشراء (2026)
- براغي النايلون: الدليل الكامل للأنواع، الأحجام والتطبيقات (2026)
- براغي لوحة الترخيص المضادة للسرقة: الدليل الشامل لتأمين لوحاتك (2026)




