Bolts and Screws: The Complete Guide to Types, Differences, and Choosing the Right Fastener
Bolts and screws are threaded fasteners that hold materials together — bolts pair with a nut and clamp through a clearance hole, while screws thread directly into the material itself or a tapped hole, generating holding force through thread engagement alone.
Walk into any hardware store and the fastener aisle can stop you cold. Hex heads, Phillips drives, lag bolts, carriage bolts, wood screws, self-tappers — it looks like chaos. But there’s a clear logic underneath it all. Once you understand what separates bolts and screws at a mechanical level, every fastener choice becomes obvious. This guide covers the full picture: the fundamental difference between bolts and screws, the major types of each, how material grade and coating affect performance, and a practical decision framework so you never reach for the wrong fastener again.

What Are Bolts and Screws? The Core Difference Explained
Bolts clamp two parts between a head and a nut; screws generate holding force through thread engagement with the material itself. That single mechanical distinction drives every other design decision in the fastener world.
Here’s where most people get tripped up: they assume it’s about the drive type (hex head = bolt, Phillips = screw) or the size. It’s neither. The distinction is purely functional, and according to Wikipedia’s comprehensive fastener reference, the defining characteristic of a bolt is that it is designed to be tightened by turning the nut — not the fastener head.
In practice, this means:
- A bolt passes through clearance holes in both parts and is secured by a nut on the back side. Neither the bolt nor the nut “cuts” into the material — the clamping force is the fastener’s entire job.
- A screw is driven directly into one material (wood, metal, plastic, drywall). The threads bite into the substrate, and the holding force depends on thread engagement depth and thread-to-material friction.
There’s an important edge case: machine screws driven into a threaded insert or nut function exactly like bolts. The ASME B18 standards that govern fastener geometry acknowledge this blurriness and define fasteners by the tightening mechanism rather than the name stamped on the packaging.
Key Differences at a Glance
| Feature | Bolt | Screw |
|---|---|---|
| Holding mechanism | Clamping force (head + nut) | Thread engagement in material |
| Requires nut? | Yes (typically) | No |
| Thread run | Usually partial thread | Full or near-full thread |
| Removal and reuse | High — nut can be loosened | Moderate — threads in material can strip |
| Common applications | Structural joints, machinery | Wood, drywall, metal fabrication |
| Tightening tool | Wrench (both sides) | Driver on one side only |
Why the Distinction Matters
Pull a bolt without the nut — you have nothing. The bolt can’t hold itself in place. A screw driven into solid wood, on the other hand, requires deliberate reverse torque to extract. For structural applications that need periodic disassembly (engine components, flanged pipe joints, equipment panels), bolts are the right call. For permanent or semi-permanent joins into a substrate where back-access is impossible, screws win.
Types of Bolts: A Complete Category Breakdown
The six most common bolt types are hex cap, carriage, flange, eye, anchor, and lag — each suited to specific load orientations and installation conditions. Picking the wrong type means either an unnecessarily complex installation or a joint that fails under real-world loading.
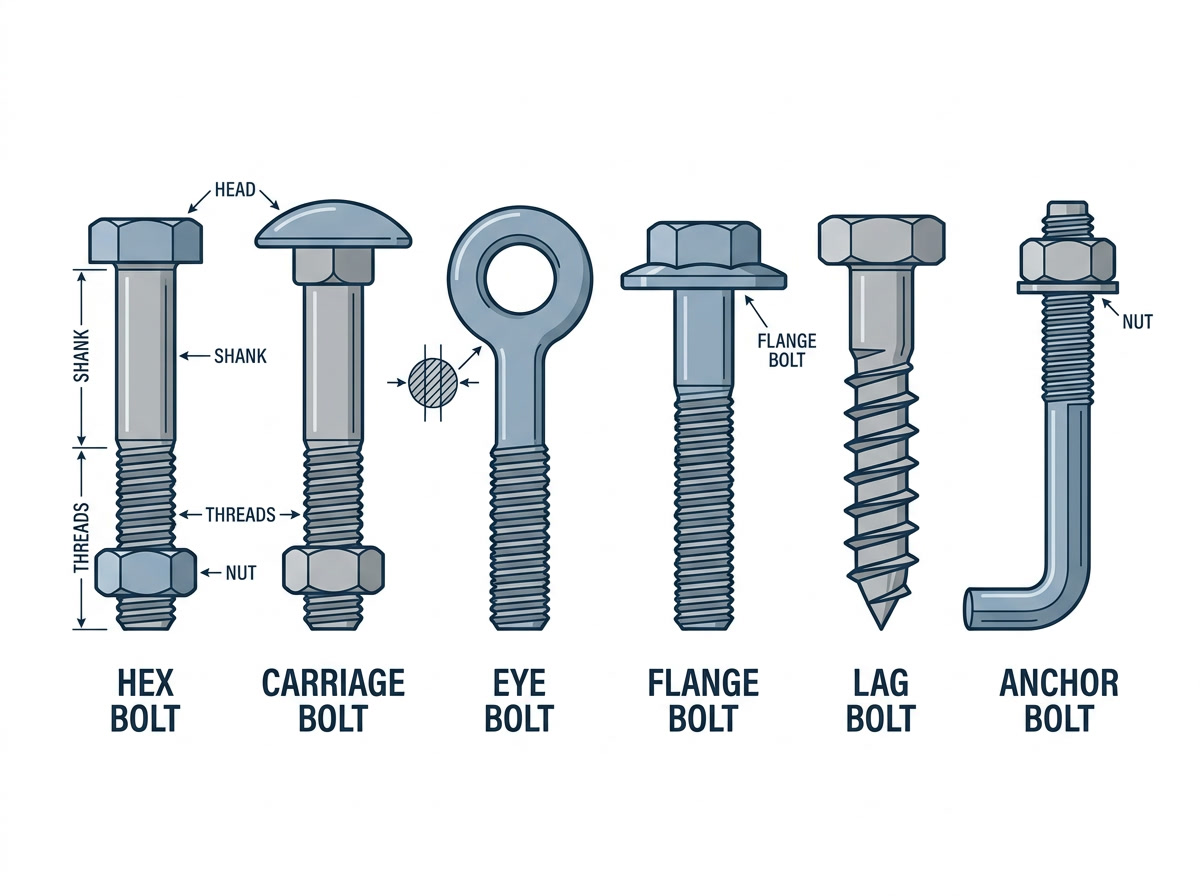
1. Hex Cap Screws and Hex Bolts
The workhorse of mechanical assembly. A six-sided head accepts a wrench on both the bolt head and the nut, so you can apply controlled torque without the other side spinning. Hex bolts run in grades from Grade 2 (general-purpose, 60,000 psi tensile) to Grade 8 (high-strength structural, 150,000 psi tensile). For any structural steel, machinery, or automotive application, hex bolts with matching grade nuts are the default.
Grade 5 vs Grade 8: Grade 5 (3 radial marks on head) handles most mid-duty applications — trailer hitches, frame brackets, equipment mounts. Grade 8 (6 marks) is specified when vibration, impact, or sustained high loads are in play. Don’t mix grades — a Grade 8 bolt torqued against a Grade 5 nut will stretch the nut threads first.
2. Carriage Bolts
Carriage bolts have a domed, smooth head with a square shank section just below it. That square section bites into wood or soft substrate as you tighten the nut, preventing the bolt from spinning during installation. You only need wrench access from one side — critical when you’re installing a deck railing or wood fence post where back access is impossible.
The rounded head also presents no sharp edges, which matters in playground equipment, furniture, and anywhere people will contact the fastener.
3. Flange Bolts
A hex bolt with an integrated washer-like flange beneath the head. The flange distributes clamping load over a larger surface area, which is essential in soft materials (aluminum, plastic) where a standard hex head would embed and crush the surface. Flange bolts are also self-retaining during assembly — the flange keeps the bolt in position while you align components, both hands free to manage the parts.
Automotive applications use flange bolts extensively: exhaust manifolds, suspension components, and underhood brackets all benefit from the built-in load distribution.
4. Eye Bolts
A looped or ring-shaped head for attachment points. Rated for vertical (axial) loads when installed perpendicular to the load direction; severely derated — often to 25% of vertical rating — when loaded at an angle. Always check the manufacturer’s angular load chart before using eye bolts in rigging.
Shoulder eye bolts, which have a machined shoulder between the shank and the eye, handle angular loading far better than plain pattern eye bolts and should always be specified in overhead lifting applications.
5. Anchor Bolts and J-Bolts
Designed to be cast into concrete or driven into masonry. J-bolts are set into wet concrete with the J-curve at the bottom — as the concrete cures, the curve creates a mechanical lock. L-bolts work similarly. The threaded shank projects above the concrete surface and accepts a nut to secure structural columns, sill plates, or equipment bases.
Post-installed anchors (wedge anchors, sleeve anchors) are a related category — they’re driven into cured concrete via expansion rather than being cast in place. These are technically anchor fasteners rather than bolts, but they occupy the same functional role and use bolt-style hex heads.
6. Lag Bolts (Lag Screws)
Here’s where the naming gets confusing: lag bolts are technically screws. They’re large-diameter, coarse-thread fasteners with a hex head that drive directly into wood without a nut. The “bolt” name is historical. Lag screws are the right tool for heavy wood-to-wood or wood-to-metal structural connections where a through-bolt isn’t feasible — decking ledger boards, timber frame connections, and heavy hardware mounting all call for lags.
Pilot holes are mandatory for lag screws. Driving without a pilot hole splits the wood and reduces holding strength compared to a properly drilled installation.
Types of Screws: Every Category You’ll Encounter
Screws divide into wood screws, machine screws, self-tapping screws, and specialty types — the substrate dictates which category applies. Using a wood screw in sheet metal or a sheet-metal screw in drywall creates immediate problems with holding strength and thread strip-out.
Wood Screws
Partially threaded (the shank near the head is smooth) so the unthreaded portion in the top board doesn’t resist pulling the joint closed. Coarse, aggressive threads designed for high pullout resistance in softwood and hardwood. Typically tapered at the tip for self-starting in pre-drilled pilot holes.
Modern wood screws — deck screws, construction screws — often have Type 17 auger tips and serrated threads that eliminate pilot holes entirely in dimensional lumber. For finish carpentry, trim-head screws reduce the visible fastener head to near-invisible with minimal puttying.
Machine Screws
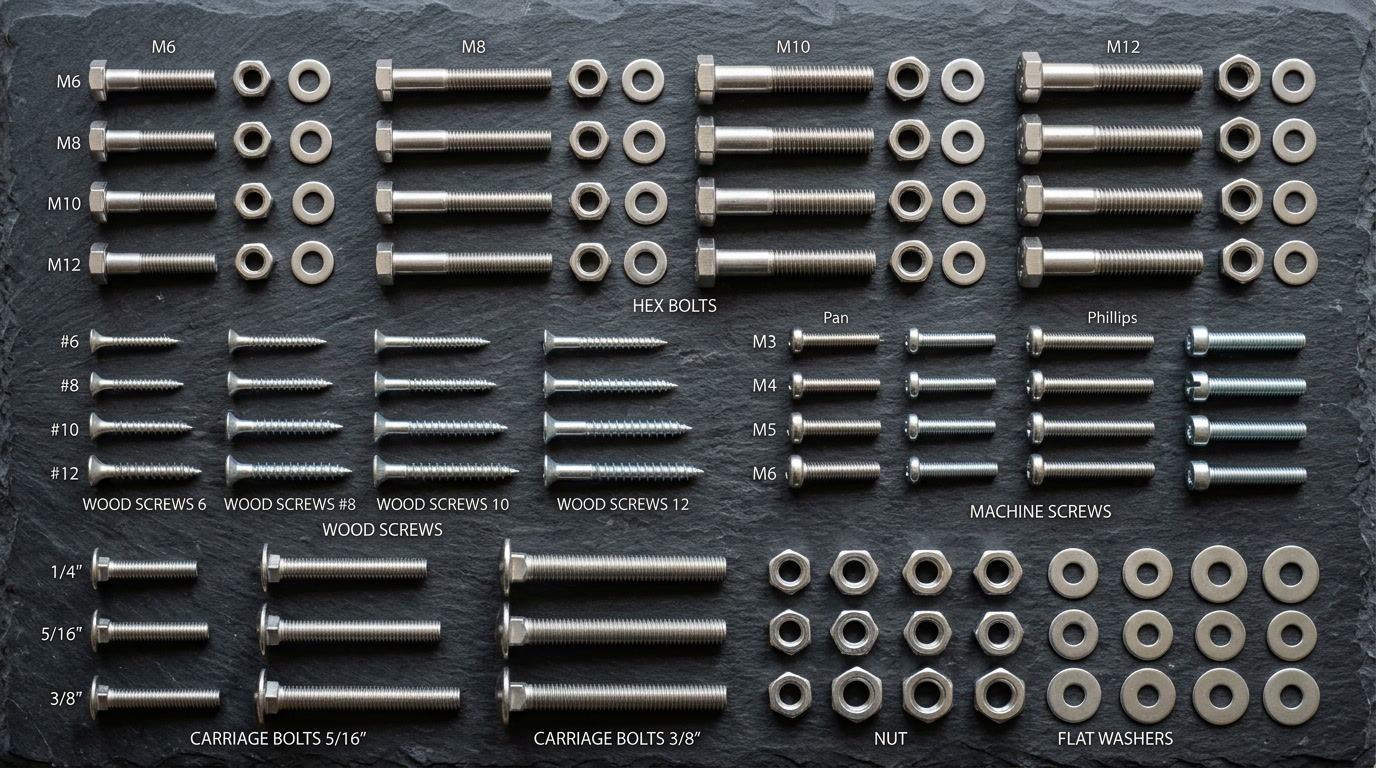
Fully threaded with a uniform shank, designed to thread into a pre-tapped hole or a nut. Available in dozens of head styles (flat, pan, round, oval, truss, hex, socket cap) and every drive type. The metric system for machine screws uses M designations (M4, M6, M8) for nominal diameter; the inch system uses number designations for small screws (#4, #6, #8, #10) and fractional inches for larger ones.
Socket cap screws deserve a special callout: the hexagonal socket (Allen) drive transmits far more torque than a Phillips or slotted drive, and the cylindrical head profile works inside tight counterbores where a hex head won’t fit. These are the default for precision mechanical assembly.
Self-Tapping Screws
Cut their own threads as they’re driven, eliminating the need to pre-tap holes. Two sub-types:
- Thread-forming (self-forming): Displace material rather than cut it. Works in thermoplastics and soft metals where material flow is possible. Creates a stronger thread than cut threads because the displaced material work-hardens around the form.
- Thread-cutting (self-tapping): Removes material like a tap. Needed in hard plastics, cast iron, and harder metals where flow isn’t possible.
Sheet metal screws are thread-cutting self-tappers with a hardened tip designed for thin-gauge steel, aluminum, and HVAC ductwork. The sharp tip pierces the metal, and the hardened threads cut clean engagement.
Drywall Screws
Bugle head (countersinks without tearing the paper facing), high-low thread pattern, and a hardened, brittle shank designed to snap cleanly if over-driven. The coarse-thread version is for wood studs; fine-thread for metal studs. Drywall screws are not structural — they’re not designed for shear or pullout beyond hanging drywall sheets. Substituting drywall screws for structural wood screws or lag screws is a common mistake with real consequences in load-bearing applications.
Deck and Construction Screws
Engineered specifically for outdoor structural use. Typically coated in ACQ-compatible finishes (polymer or hot-dip galvanized) because ACQ treated lumber’s preservatives corrode unprotected zinc coatings. A quality deck screw — Type 316 stainless or polymer-coated — will outlast the wood itself.
Set Screws (Grub Screws)
Headless, fully threaded, with a drive socket on one end. Tightened until the cup point or cone point bites into a shaft to hold a collar, gear, or hub in position. Common in motor couplings, pulley assemblies, and shaft collars. The recessed design sits flush with the part surface so it doesn’t create interference or snag hazards.
Bolt and Screw Materials, Grades, and Coatings
Material and coating selection determines whether a fastener lasts 5 years or 50 — getting this wrong is the most expensive mistake in any fastener project. A galvanized bolt in a saltwater marine environment will corrode in under a year; Type 316 stainless in the same application will outlast the structure.
Strength Grades
For inch-series bolts, SAE grades are the standard:
| Grade | Markings | Tensile Strength | Common Uses |
|---|---|---|---|
| Grade 2 | None | 60,000–74,000 psi | Light-duty, non-structural |
| Grade 5 | 3 radial lines | 120,000 psi | General mechanical, automotive |
| Grade 8 | 6 radial lines | 150,000 psi | High-stress structural, suspension |
| Grade A325 | A325 | 120,000 psi | Structural steel connections |
| Grade A490 | A490 | 150,000 psi | High-strength structural steel |
Metric bolts use property class markings (8.8, 10.9, 12.9). The first number × 100 = tensile strength in MPa; the two numbers multiplied × 10 = yield strength in MPa. A 10.9 bolt has 1000 MPa tensile strength and 900 MPa yield — roughly equivalent to a SAE Grade 8.
Material Options
Low-carbon steel is the default for most bolts and screws — cost-effective, machinable, and adequate for most indoor, dry-environment applications. The catch: it corrodes without a protective coating.
Stainless steel (18-8 / Type 304) resists corrosion in most freshwater and mild chemical environments. Type 316 adds molybdenum for superior chloride (saltwater) resistance — the right choice for marine hardware, coastal construction, and food-processing equipment.
Silicon bronze is the marine carpenter’s fastener: corrosion-resistant in saltwater, compatible with treated lumber, and workable enough to drive into hardwood without pre-drilling. More expensive than stainless, but the right material for wooden boat building.
Titanium shows up in aerospace and high-performance cycling: extremely high strength-to-weight ratio, excellent corrosion resistance, and notably lighter than steel. Price reflects all of this.
Brass doesn’t corrode, doesn’t spark, and is electrically conductive — used in electrical connections, marine trim, and any application where a stainless-steel spark hazard matters.
Coatings and Finishes
- Zinc electroplate: Economical corrosion protection for indoor applications. Rated to about 100–200 hours salt-spray exposure — not suitable outdoors.
- Hot-dip galvanizing: A thick zinc coating applied by dipping in molten zinc. Provides 500–1000+ hours salt-spray resistance. Standard for outdoor structural connections, but incompatible with ACQ treated lumber’s copper chemistry (use polymer-coated or stainless instead).
- Mechanical galvanizing: Cold-process zinc coating; similar corrosion resistance to hot-dip but without the hydrogen embrittlement risk that makes hot-dip problematic for high-strength bolts (Grade 8, A490).
- Black oxide: Minimal corrosion resistance; primarily for appearance and mild oil retention. Tool socket cap screws are typically black oxide.
- Dacromet / Geomet: Advanced multi-layer zinc-and-aluminum coatings with excellent corrosion resistance and no hydrogen embrittlement. Growing use in automotive and coastal applications.
How to Choose the Right Bolt or Screw for Any Project
Match your fastener to four factors in sequence: substrate, load type, environment, and disassembly needs. Getting all four right eliminates 95% of fastener failures.

Step 1: Identify Your Substrate
Your substrate — what you’re fastening into — determines thread type, tip design, and often diameter range.
- Softwood / hardwood: Wood screws, lag screws, or carriage bolts with pilot holes.
- Metal (sheet, tubing, plate): Machine screws into tapped holes, or self-tapping sheet metal screws. Structural bolts for heavy structural connections.
- Concrete / masonry: Anchor bolts (cast-in or expansion), concrete screws (Tapcon-style), or epoxy-set threaded rods.
- Plastic: Thread-forming self-tappers (for thermoplastics) or machine screws into brass inserts (for components that need repeated disassembly).
- Drywall / lightweight materials: Drywall screws for sheathing; toggles or anchors for hanging loads.
Step 2: Define the Load
Load type determines whether you need a bolt (clamped joint) or a screw (thread engagement), and what grade or size you need.
- Tensile (pull-out) load: Thread engagement depth matters most. Longer screws with more thread in the material, or bolts with lock nuts for vibrating environments.
- Shear load: Through-bolts in shear are far superior to screws — the bolt shank (not the threads) carries shear loads in properly designed joints.
- Vibration: Nylon-insert lock nuts (Nylock), prevailing-torque nuts, or thread-locking compounds (Loctite 243 for medium-strength) on bolted connections.
Step 3: Consider the Environment
- Indoor, dry: Standard zinc plate is adequate.
- Outdoor, not coastal: Hot-dip galvanized or Type 304 stainless.
- Coastal or marine: Type 316 stainless or silicon bronze.
- ACQ treated lumber contact: Type 316 stainless, polymer-coated, or hot-dip galvanized (not electroplate zinc).
- Chemical or industrial environment: Check chemical compatibility charts — some acids attack stainless, requiring specialty alloys (Hastelloy, Monel).
Step 4: Decide on Disassembly
If the joint will never be opened, a screw or permanent adhesive-locked bolt works fine. If you’ll be servicing equipment regularly, bolted connections with proper torque specs and reusable thread-locking methods (Nord-Lock washers, prevailing-torque nuts) are the right call. If disassembly is infrequent but critical (a pressure vessel inspection port), document the torque spec and use a calibrated torque wrench every time.
Torque Reference: Don’t Guess
Bolted joints fail most often from incorrect torque — either under-torqued (insufficient clamping load, joint loosens) or over-torqued (bolt yields or breaks). According to engineering reference data from the Engineering Toolbox, proper bolt tightening torque is roughly:
T = K × D × F
Where T = torque (lb-ft), K = nut factor (~0.20 for dry, ~0.15 for lubricated), D = bolt diameter (inches), F = desired clamp load (lbs).
For reference: a ¾-10 Grade 5 bolt, dry, torqued to approximately 220 lb-ft develops roughly 30,000 lbs of clamp load. Lubricating the threads and nut face drops the required torque to around 165 lb-ft for the same clamp force. Always check manufacturer specs or published torque tables for critical joints.
Industry Applications: Where Bolts and Screws Are Specified
Construction, manufacturing, automotive, and marine sectors each have distinct fastener standards — using the wrong specification in a regulated application is a code violation, not just a performance risk. Here’s how each sector approaches bolts and screws.
Construction and Structural Steel
Structural bolted connections in steel construction are governed by the AISC (American Institute of Steel Construction) specification and typically use ASTM A325 or A490 high-strength bolts. These joints are either snug-tight (wrench tight, sufficient for many connections) or pre-tensioned (torqued to a specific clamping force fraction of bolt proof load, required for slip-critical joints and high-seismic applications).
Post-frame and light-frame wood construction uses coated lag screws and structural wood screws extensively — Simpson Strong-Tie and similar manufacturers publish load tables for specific screw types and wood species combinations that are code-compliant for prescriptive design.
Automotive Manufacturing
Automotive fasteners carry their own engineering standards (SAE J429, ISO 898) and are typically specified by torque-to-yield (TTY) or torque-angle methods that stretch the bolt into its plastic range for maximum clamping. These bolts must not be reused after removal — they’ve already yielded. Cylinder head bolts, main bearing caps, and connecting rod bolts in modern engines are nearly always TTY.
Corrosion protection in automotive applications uses electro-deposited coatings, Dacromet, and Geomet — systems that provide 500-1000+ hours salt spray without the hydrogen embrittlement risk of hot-dip galvanizing, which would compromise high-strength bolt grades.
Marine and Offshore
Marine fastener specifications prioritize galvanic compatibility. Mixing metals underwater accelerates corrosion — a stainless steel bolt through an aluminum plate will destroy the aluminum within months in saltwater. Engineers use isolation washers and gaskets, or choose fastener materials from the same region of the galvanic series as the joined materials.
Silicon bronze is the traditional marine wood-fastener material; Type 316 stainless has largely replaced it in newer construction for structural applications. The key reference for material selection in marine environments is ABYC (American Boat and Yacht Council) standards, which specify fastener materials, galvanic isolation requirements, and minimum thread engagement for various hull materials.
Electronics and Precision Assembly
Miniature machine screws (M2, M3, #4-40, #6-32) in stainless or black-oxide steel are the currency of electronics assembly. The requirement here is thread engagement over tiny thread lengths — M3 into 3 mm of aluminum needs a class 2B fit and a full-thread condition. Over-torquing miniature screws is the most common assembly failure; spring-loaded torque drivers set to precise values (0.10–0.50 N·m) are standard equipment in electronics manufacturing.
Future Trends in Bolts and Screws (2026 and Beyond)
The fastener industry is shifting toward higher-strength materials, smarter coatings, and digital verification of bolt installation — changes that are already showing up in specifications for aerospace and infrastructure projects.
Ultra-High-Strength Fasteners
Grade 12.9 metric and higher-grade inch-series bolts are appearing in applications where weight reduction is critical. A smaller-diameter ultra-high-strength bolt can replace a larger Grade 5 fastener in some designs, saving weight at the cost of material expense. Aerospace continues to push this envelope — titanium fasteners that would be exotic in 2010 are now routine in commercial aviation nacelle assemblies.
Smart Fasteners and Torque Monitoring
Embedded sensors in bolt heads (piezoelectric washers, strain-gauge instrumented bolts) enable real-time monitoring of bolt tension in critical infrastructure. Wind turbine tower bolts, bridge expansion joints, and oil platform risers are current deployment areas. Industry reports from fastener trade organizations project that the smart fastener segment will grow at over 8% annually through 2030 as infrastructure monitoring becomes standard in seismic zones and offshore installations.
Sustainable and Low-VOC Coatings
Hexavalent chromium (Cr6+) coatings — once standard for aerospace fasteners — are being phased out under REACH regulations in Europe and increasingly restricted in North America. Trivalent chromium and organic polymer alternatives are taking their place. For outdoor structural applications, newer zinc-flake coatings from companies like Doerken (Delta-Tone, Delta-Seal) provide superior corrosion resistance with substantially lower environmental impact than older hot-dip processes.
Additive Manufacturing of Custom Fasteners
3D-printed titanium and stainless-steel fasteners are viable for low-volume specialty applications — custom thread forms, integrated features, non-standard head geometries. The limitation remains cost and lead time versus conventional machining at any significant volume. For prototype tooling and niche aerospace hardware where NRE cost is the variable, additive-manufactured fasteners are increasingly competitive.
Frequently Asked Questions About Bolts and Screws
What is the difference between bolts and screws?
Bolts clamp through clearance holes and are secured with a nut; screws thread directly into the material or a pre-tapped hole. The defining mechanical distinction is where the holding force is generated — a bolt relies on clamping load between head and nut, while a screw relies on thread engagement in the substrate. Both are threaded fasteners, but they work by different mechanisms.
What is the difference between screwing and bolting?
Screwing means driving a fastener that generates holding force through thread engagement with the substrate — no nut required. Bolting means assembling a joint where a fastener passes through clearance holes and a nut provides the clamping force from the back side. Screwing is typically faster and requires access from one side only; bolting provides higher, more consistent clamp loads and is preferred for structural joints that need defined preload.
Can I use a bolt where a screw is specified?
Sometimes, if you can provide nut access on the back side and the clearance hole doesn’t weaken the part. Structural applications often specifically require one or the other — substituting without engineering review is inadvisable. In soft materials like wood, a through-bolt with a washer on both sides actually distributes load better than a screw and is often the right upgrade for heavily loaded connections.
What grade of bolt should I use for structural applications?
For structural steel work, ASTM A325 (equivalent to SAE Grade 5 in tensile strength) is the minimum specified grade. For high-load connections or pre-tensioned joints, ASTM A490 or SAE Grade 8 is required. Never use Grade 2 hardware-store bolts for anything structural — they’re designed for general-purpose, non-critical applications. Always verify the grade marking on the bolt head before installation.
What screws should I use with pressure-treated lumber?
ACQ and CA-B treated lumber (the current preservative standards) contain copper compounds that corrode zinc-electroplated and some hot-dip galvanized fasteners much faster than untreated wood does. Specify hot-dip galvanized (ASTM A153), Type 316 stainless, or polymer-coated screws (e.g., Grip-Rite Prime Guard MAX or equivalent). Never use bright zinc-plated deck screws with modern treated lumber — they’ll rust through in 2–3 seasons.
How do I prevent bolts from loosening under vibration?
Four proven methods: (1) nylon-insert lock nuts (Nylock) — the nylon collar grips the threads and resists rotation; (2) prevailing-torque nuts with a deformed thread zone; (3) thread-locking adhesive (Loctite 243 for medium strength, 271 for permanent); (4) Nord-Lock wedge washers that rely on bolt tension rather than friction and are the most vibration-resistant mechanical method. Double nuts (jam nut + full nut) are an old-school approach that works if torqued correctly but adds weight.
What’s the strongest screw type for wood-to-wood connections?
Structural wood screws with hardened steel and a deep thread profile — brands like LedgerLOK, GRK RSS, or Simpson SDS — have published design values (shear and withdrawal) that far exceed commodity deck screws. For critical wood connections (ledger boards to rim joists, post bases, beam-to-beam), specify screws that appear in ICC-ES reports with published load tables, not generic hardware-store decking screws.
Choosing Bolts and Screws: A Quick Reference Summary
The right fastener starts with three questions: What am I fastening into? What load will the joint carry? What environment will it live in? The table below ties those answers to practical specifications.
| Scenario | Fastener Type | Material/Grade | Coating |
|---|---|---|---|
| Wood deck to ledger board | Lag screws or LedgerLOK structural screws | Low-carbon steel | Polymer-coated or HDG |
| Steel equipment mounting | Hex cap screws + grade nuts | Grade 5 or Grade 8 | Zinc electroplate (indoor) or HDG |
| Outdoor sign to steel post | Carriage bolts | Grade 2 or 304 SS | HDG or 304 SS |
| HVAC ductwork connection | Self-tapping sheet metal screws | Hardened carbon steel | Zinc electroplate |
| Marine rail hardware | Through-bolts or machine screws | 316 stainless | Bare SS or silicon bronze |
| Drywall installation | Drywall screws | Hardened carbon steel | Phosphate + oil |
| Engine bracket (car) | Hex cap screws | Grade 8 or metric 10.9 | Mechanical galvanize or Dacromet |
| Electronics chassis | Machine screws | 304 SS or black oxide | Bare or black oxide |
This guide covers the essential framework, but specific engineering applications warrant checking current ASTM, SAE, or ISO standards. The ASTM International fastener standards portal maintains the definitive specifications for grade markings, mechanical properties, and testing requirements used throughout North American structural and mechanical design.
Whether you’re building a backyard deck, assembling production machinery, or specifying fasteners for a structural steel project, the principles are the same: match the fastener to the substrate, size it for the load, protect it for the environment, and don’t compromise on grade when the application demands a specific minimum. Bolts and screws look simple, but they’re precision-engineered components — treat them that way and they’ll hold for decades.
Related: Understanding Screw Thread Standards | Fastener Material Selection Guide | Torque Specifications for Common Fastener Sizes
Related Products
Solutions & Cluster
Related Articles
- Thread Pitch Explained: The Complete Guide to Screw Thread Measurement, Standards & Selection
- Nylon Spacers: The Complete Guide to Types, Sizes, and Applications
- UNS Thread Complete Guide: Specifications, Charts & Applications
- The Ultimate Guide to Allthread: Selection, Applications, and 2026 Industry Trends
- Locking Nuts: Complete Guide to Types, Selection, and Installation
- Acme Thread Explained: The Complete Engineer’s Guide to Design, Specs, and Real-World Use
- The Complete Guide to Captive Bolts: Types, Applications, and Choosing the Right Fastener
- Sex Bolt: The Complete Guide to Barrel Nuts, Chicago Screws, and Through-Bolting Fasteners




