Anodising grows a hard aluminium oxide layer electrochemically on metal surfaces, delivering superior corrosion resistance, hardness, and colour durability for screws and fasteners.
You’re specifying fasteners for an architectural cladding project, a marine deck fitting, or a precision aerospace assembly — and the datasheet says “anodised aluminium.” The problem is, “anodised” covers three distinct process types, a dozen alloy-and-thickness combinations, and wildly different performance outcomes. Pick the wrong type and your anodised screws can seize in service, lose colour within a season, or fail a 1,000-hour salt-spray requirement on first inspection.
This guide unpacks every layer of the anodising process, shows you exactly how to specify anodised fasteners for your application, and explains when anodised hardware genuinely outperforms stainless steel — and when it doesn’t.

What Is Anodising?
Anodising is an electrochemical surface treatment that converts the outer layer of a metal part — almost always aluminium — into a dense, porous aluminium oxide (Al₂O₃) layer. Unlike paint or plating, which add a foreign material on top of the substrate, the anodised layer grows out of and into the base metal. That integrated structure is why anodised finishes don’t peel, chip, or undercut the way applied coatings do.
The process was first commercialised in the 1920s for corrosion protection of aluminium seaplane parts. Today, anodising is specified across aerospace, architecture, consumer electronics, and industrial fastener markets — wherever lightweight aluminium parts need a surface harder and more durable than the base metal alone.
The Electrolytic Passivation Process
In a standard Type II sulphuric acid anodising bath, the aluminium part is connected as the anode (positive electrode) — hence the name — and submerged in a 15–20% sulphuric acid electrolyte at 18–22 °C. When current flows, oxygen ions released at the anode react with aluminium atoms at the surface to build the oxide layer. The process is self-limiting only at very low voltages; at standard operating conditions, the porous oxide continues growing for the duration of the cycle.
The resulting layer has two zones:
– Barrier layer — a thin, dense, non-porous base zone directly adjacent to the aluminium
– Porous layer — a columnar oxide structure extending outward, with pores roughly 25–30 nm in diameter
Those pores are what allow anodised parts to accept dye before sealing, and why the sealing step (hot deionised water or nickel acetate) is critical to long-term corrosion protection. Unsealed anodised aluminium corrodes significantly faster than properly sealed parts. According to Wikipedia’s detailed treatment of anodizing chemistry, the oxide layer has dielectric breakdown voltages of 400–800 V/µm — relevant when anodised screws are used in electronic assemblies requiring electrical isolation.
How Anodising Differs from Plating and Painting
The three most common surface treatments for screws — anodising, electroplating, and painting — behave very differently in service.
Electroplating deposits a metal layer (zinc, nickel, chrome, cadmium) onto the substrate via reduction. The plated layer sits on top, has its own adhesion characteristics, and can undercut at scratches or cut edges. For screws, threaded areas are particularly vulnerable because plating thickness varies across complex geometry.
Painting and powder coating add a polymer film. Excellent for colour and UV resistance, but the film can chip at thread roots under installation torque, and cut edges on machined screws are rarely fully covered.
Anodising integrates with the aluminium itself. There are no adhesion failures, no undercut corrosion, and — critically for fasteners — the oxide grows inward (roughly 50% of the total thickness) as well as outward, which limits the dimensional change on threaded components.
| Surface Treatment | Adhesion Mechanism | Typical Thickness | Corrosion Resistance | Thread Impact |
|---|---|---|---|---|
| Type II Anodising | Integrated oxide | 8–25 µm | 336–1,000 hrs salt spray | Minimal (<5 µm outward growth) |
| Zinc Electroplating | Mechanical/chemical bond | 5–12 µm | 96–200 hrs salt spray | Moderate (can affect fit) |
| Clear Powder Coat | Mechanical adhesion | 60–120 µm | 500–1,000 hrs salt spray | Significant (fills threads) |
| Cadmium Plating | Chemical bond | 8–13 µm | 1,000+ hrs salt spray | Moderate (RoHS restricted) |
| Paint (liquid) | Mechanical adhesion | 25–75 µm | 200–500 hrs salt spray | Fills threads (not suitable for precision) |
Types of Anodising for Screws and Fasteners
Not all anodised coatings are the same. MIL-A-8625 (the US military specification that most industrial buyers reference, even outside defence) defines three primary anodising types, each suited to different performance requirements. When a supplier quotes “anodised,” you need to know which type.
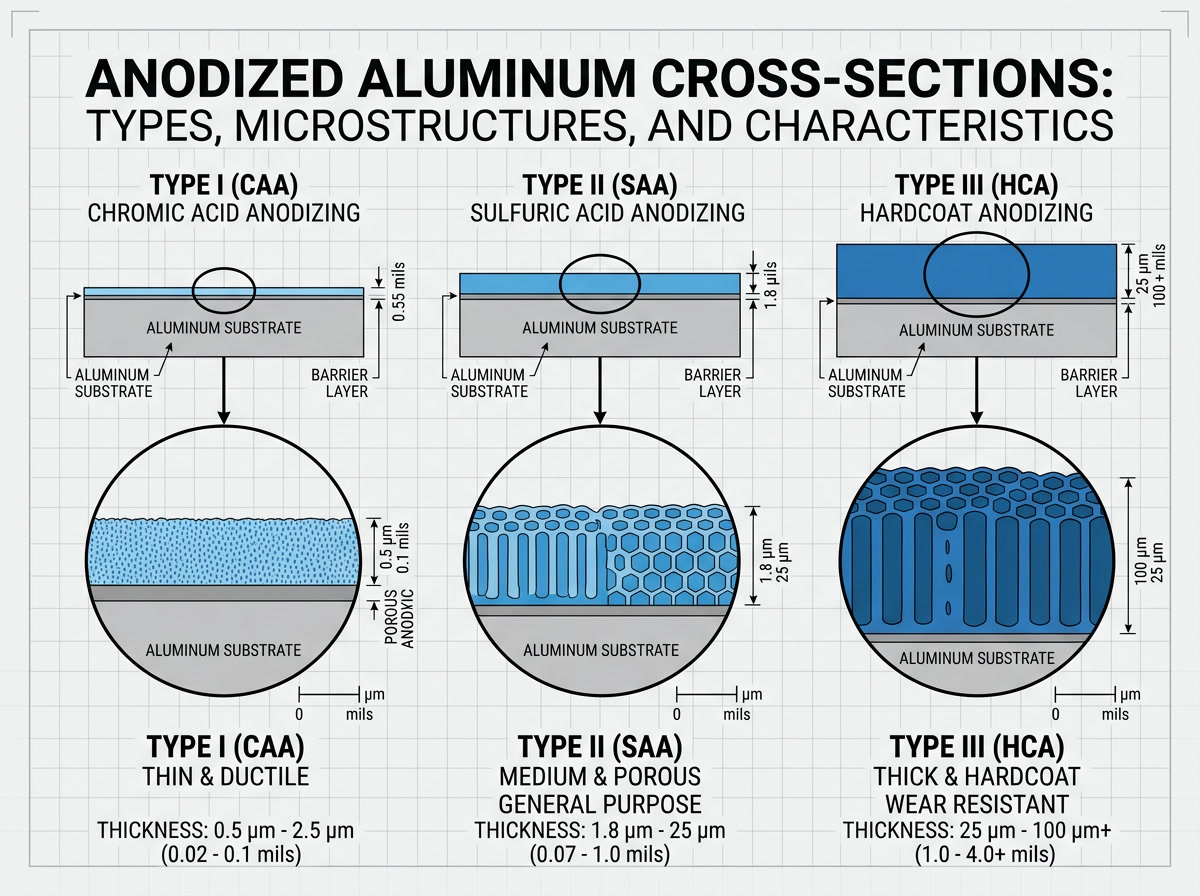
Type I — Chromic Acid Anodising
Type I uses chromic acid (CrO₃) instead of sulphuric acid. The resulting oxide layer is thinner — typically 0.5–7.5 µm — but the process is gentler and causes negligible dimensional change. That makes Type I the preferred choice for tight-tolerance aerospace fasteners where thread fit and part geometry must be maintained to within single-digit micrometre tolerances.
Type I anodised finishes are grey-opaque and don’t accept dye well, so they’re rarely used for cosmetic applications. Their primary value is as a base for primer in aircraft assemblies. However, European environmental regulations are progressively restricting hexavalent chromium processes, pushing the industry toward Type IC (chromic acid replacement using boric/sulphuric acid) for new specifications.
When to specify Type I: precision aerospace fasteners, parts requiring post-anodise adhesive bonding, components where dimensional change of even 2–3 µm matters.
Type II — Sulphuric Acid Anodising (Standard)
Type II is the workhorse of the anodising industry — the process behind the vast majority of anodised aluminium screws, architectural extrusions, and consumer electronics enclosures in the market. A standard Type II run produces an 8–25 µm oxide layer, split roughly half-and-half between inward growth (into the aluminium) and outward growth.
Type II anodised parts can be dyed in virtually any colour before sealing. The porous column structure absorbs organic dyes, inorganic pigments, or electrolytically deposited metals (bronze, black) with excellent uniformity. After sealing, colour fastness under UV exposure varies significantly by dye type: inorganic pigments (integral colour via electrolytic colouring) outperform organic dyes for outdoor applications by a factor of 4–10× in accelerated weathering tests.
When to specify Type II: architectural fasteners, consumer electronics hardware, decorative anodised screws, general industrial applications, marine above-waterline fittings.
Type III — Hard Anodising (Hardcoat)
Hard anodising runs at lower temperatures (0–5 °C) and higher current densities than Type II, producing oxide layers of 25–100 µm with a Vickers hardness of 400–600 HV — comparable to tool steel. For reference, 6061-T6 aluminium substrate has a hardness of roughly 95 HV. The anodised layer is dramatically harder than the metal beneath it.
The trade-off: hard anodising is more porous than Type II before sealing, and the extreme thickness means tighter thread tolerances must be engineered before anodising. In practice, for anodised screws specified to Type III, the thread is often machined oversize before anodising so that post-treatment dimensions land within tolerance.
Hard anodised surfaces are dark grey to black in natural colour (the thicker oxide absorbs more light). They can be dyed black but rarely accept bright colours. PTFE can be co-deposited into the pores during processing to create self-lubricating hardcoat — popular for anodised fasteners in galling-prone aluminium-to-aluminium assemblies.
When to specify Type III: wear surfaces, sliding components, hydraulic cylinder bores — and any anodised screw that will be driven and removed repeatedly in aluminium tapped holes.
| Property | Type I (Chromic) | Type II (Sulphuric) | Type III (Hardcoat) |
|---|---|---|---|
| Oxide thickness | 0.5–7.5 µm | 8–25 µm | 25–100 µm |
| Hardness (HV) | ~200 | 200–300 | 400–600 |
| Salt spray (sealed) | 336 hrs | 500–1,000 hrs | 1,000+ hrs |
| Colour options | Grey only | Full colour range | Dark grey/black |
| Dimensional change | Negligible | Low (<12 µm outward) | Significant (up to 50 µm outward) |
| Primary standards | MIL-A-8625 Type I | MIL-A-8625 Type II | MIL-A-8625 Type III |
| Typical cost index | 1.3× | 1.0× (baseline) | 2.5–3.5× |
| Environmental restriction | Hexavalent Cr (EU restricted) | None | None |
Industry Applications of Anodised Fasteners
Aerospace and Defence
Aerospace is where anodising requirements are most stringent, and where the distinction between Type I and Type III matters most. Aircraft structures use anodised aluminium fasteners — bolts, screws, rivnut inserts — because aluminium is 65% lighter than steel at equivalent tensile strength, and the anodised layer provides corrosion protection without adding plated metals that could cause galvanic coupling in carbon fibre composite joints.
Boeing and Airbus prime supplier requirements typically call out MIL-A-8625 by type and class, with Class 1 (non-dyed) and Class 2 (dyed) variants. Hard anodised (Type III) screws are specified wherever repeated installation cycles are expected — access panels, avionics bay covers — because the hardcoat resists galling against aluminium structure without requiring anti-seize compounds that can contaminate composite surfaces.
Salt spray requirements in aerospace routinely exceed 1,000 hours to ASTM B117. Properly sealed Type II and Type III anodised aluminium screws meet this threshold; improperly sealed parts fail within 200–300 hours.
Marine and Outdoor Hardware
Anodised screws are widely used in marine applications for two reasons: aluminium’s natural galvanic compatibility with fibreglass and GFRP hulls, and the sealed anodised layer’s resistance to salt-laden atmosphere. Above the waterline and in splash zones, Type II anodised aluminium outperforms zinc-plated steel by a factor of 5× in ASTM B117 testing, and doesn’t sacrifice structural integrity to rust the way plated fasteners do.
One important caveat: in submerged or severe splash-zone applications, 316 stainless steel is still the better choice. The anodised oxide layer, even if locally damaged, doesn’t provide sacrificial cathodic protection the way zinc plating does. A scratched anodised screw will corrode at the scratch; a scratched zinc-plated screw still has some protection from the surrounding zinc.
For marine deck hardware — winch bases, cleat fastenings, solar panel mounts — anodised aluminium screws in 6061-T6 with Type II finish and a sealed Class 2 (clear) coating represent a good value proposition: light, corrosion-resistant, and cosmetically consistent with anodised aluminium deck hardware.
Architectural and Consumer Electronics
The architectural sector consumes more anodised aluminium than any other industry — curtain-wall extrusions, window frames, cladding panels — and the screws and self-tapping fasteners used to assemble these systems are frequently anodised to match. Colour consistency between panel and fastener is a genuine specification challenge: anodising colour is a function of alloy composition, oxide thickness, dye lot, and sealing method. Specifying anodised screws from the same anodiser using the same parameters as the panel extrusions is the only reliable way to achieve a cosmetically matched result.
In consumer electronics — laptops, tablets, audio equipment — anodised aluminium screws appear wherever the designer wants visible hardware that matches the anodised enclosure. Apple, for instance, uses precision-machined anodised aluminium screws in the MacBook Pro chassis that match the Space Grey or Silver enclosure finish to within ΔE < 1.5 colour difference units.
How to Choose the Right Anodised Screw
Alloy Selection and Anodisability
Not all aluminium alloys anodise equally well. The 6000 series (6061, 6063, 6082) is the most widely anodised: excellent corrosion resistance after treatment, good colour consistency, and relatively forgiving process windows. The 6061-T6 is the workhorse for structural anodised fasteners.
The 7000 series (7075, 7050) has higher tensile strength — 7075-T6 reaches 570 MPa vs. 310 MPa for 6061-T6 — but anodises less uniformly due to zinc and copper alloying elements. Hard anodising of 7075 is possible but produces a thinner, less uniform layer and requires tighter bath control. For high-strength anodised screws, 7075 is the right choice if strength is primary; accept lower aesthetics and corrosion consistency.
The 2000 series (2024) contains high copper, which actively works against anodising — the copper-rich precipitates create preferential attack zones in the oxide layer. Type I chromic acid anodising is specifically used for 2024 in aerospace because it’s gentler and better at accommodating those inhomogeneities. Avoid specifying Type II or III anodising on 2000-series screws for corrosion-critical applications.
Colour Options and Dyeing
Standard anodised colours available from most production anodisers:
- Clear (natural) — shows the natural aluminium through the transparent oxide; slight grey-blue tint on 6061
- Black — most popular, achieved via electrolytic colouring with tin or nickel salts, or organic black dye; electrolytic black has superior UV stability
- Bronze/gold/champagne — electrolytic colours using tin/cobalt salts; very UV-stable for architectural use
- Red, blue, green, purple — organic dyes; excellent initial appearance but fade faster under UV; suitable for indoor or electronics applications
- Hard anodised natural — dark grey to charcoal; no dyeing typically needed
For outdoor or UV-exposed applications, specify electrolytic colouring (also called integral colour or two-step anodising) rather than organic dye. The colour depth sits within the oxide layer rather than adsorbed on pore walls, and it simply doesn’t fade at the same rate.
Thread Considerations After Anodising
This is the issue most engineers miss until they first experience a fitment problem. Anodising adds material to the part — both outward growth (away from the substrate) and inward growth (consuming substrate). For a standard Type II treatment:
- M5 × 0.8 external thread: expect ~8–12 µm total diametric change (4–6 µm each side)
- This corresponds to roughly 0.01–0.015 mm reduction in thread fit
- On a 6H/6g tolerance class thread, this consumes a meaningful fraction of the available tolerance window
Practical approach for anodised screw threads:
1. For clearance-fit fasteners (most through-bolt applications), standard tolerance is acceptable post-anodise.
2. For precision-fit or interference threads, machine the threads one ISO tolerance class looser before anodising, or specify a thinner anodising run (8–10 µm target vs. standard 15–20 µm).
3. For Type III hardcoat on threaded fasteners, always engineer the pre-anodise thread diameter with the anodiser’s measured growth rate for your alloy/lot.
| Application | Recommended Alloy | Anodise Type | Colour | Thread Tolerance Pre-Anodise |
|---|---|---|---|---|
| Aerospace structural | 7075-T6 | Type I or III | Clear/natural | Machine to drawing + 0.010 mm |
| Marine above waterline | 6061-T6 | Type II Class 1 | Clear or black | Standard 6g |
| Architectural cladding | 6063-T6 | Type II Class 2 | Match extrusion spec | Standard 6g |
| Electronics / cosmetic | 6061-T6 | Type II Class 2 | Brand colour (organic dye) | Standard 6g |
| Wear/galling-prone | 6061-T6 | Type III + PTFE | Black | Machine +0.025 mm per side |

What Are the Disadvantages of Anodised Aluminium?
The People-Also-Ask question that dominates the SERP for “anodised” is precisely this — and it deserves a straight answer rather than a deflection into positives.
Strength limitation vs. steel. The highest-strength anodised aluminium screws (7075-T6) reach tensile strengths of 570 MPa. Grade 8.8 steel bolts reach 800 MPa; Grade 12.9 reaches 1,200 MPa. In structural applications where shear strength or preload retention under vibration matters, steel wins. Anodised aluminium screws are not a substitute for structural steel fasteners.
Scratch sensitivity and local corrosion. The anodised layer is ceramic-like in hardness but brittle — a sharp impact or tool mark can crack or chip it locally. Unlike zinc plating, which provides sacrificial protection to adjacent substrate, a damaged anodised coating leaves bare aluminium exposed. In salt-spray environments, a single scratch through to bare metal initiates localised pitting. Specify Type III (hardcoat) or add a chromate conversion coat supplementary treatment (Alodine/Iridite) under the anodising for the most demanding environments. According to a community discussion on Reddit’s r/explainlikeimfive, many users discover this limitation only after deployment in harsh outdoor conditions.
Limited re-workability. Once anodised, aluminium cannot be simply re-anodised without stripping the existing oxide first (sodium hydroxide strip). If a screw is re-worked, de-burred, or surface-treated post-anodise, the treated area loses its protection and will stand out visually as a bright, unanodised zone.
Not suitable for all alloys. As covered above, 2000-series and some 7000-series alloys anodise poorly. Cast aluminium alloys (A380, A356) — commonly used for die-cast screw bosses rather than screws themselves — anodise with poor uniformity due to silicon-rich microstructure.
Galvanic coupling risk with dissimilar metals. Anodised aluminium has the same galvanic potential as bare aluminium in the context of couples with carbon steel, copper, or stainless steel. The oxide layer is electrically insulating, which helps — but at cut thread surfaces or abraded areas where the oxide is absent, galvanic corrosion proceeds normally. In mixed-metal assemblies, isolate anodised aluminium screws from copper or steel with PTFE washers or nylon bushings.
Future Trends in Anodising Technology (2026+)
Tartaric-Sulphuric Acid (TSA) Anodising
The EU’s REACH regulation has progressively restricted hexavalent chromium compounds, putting Type I chromic acid anodising on a regulatory countdown in Europe. The aerospace industry’s replacement — Tartaric-Sulphuric Acid (TSA) anodising, codified in AIRBUS AIPS 03-01-002 — produces a thinner oxide (3–6 µm) with lower porosity than Type II, making it well-suited for adhesive-bonded aerospace structures. TSA-anodised parts show comparable adhesion performance to chromic acid anodised parts in peel tests, without the hexavalent chrome waste stream. Expect TSA to become the default for aerospace fastener processing in European supply chains by 2027–2028.
Plasma Electrolytic Oxidation (PEO)
Plasma Electrolytic Oxidation — also called micro-arc oxidation (MAO) — runs at voltages of 200–600 V, far above the dielectric breakdown threshold of standard anodising. The resulting microdischarges at the oxide surface create a ceramic-like, multi-phase layer (aluminium oxide, mullite, spinel phases) with hardness exceeding 1,500 HV and outstanding adhesion. PEO layers are 20–100 µm thick, dimensionally stable, and viable on alloys that traditional anodising handles poorly (2000 and 7000 series, some cast alloys). Current adoption is limited by higher processing costs and energy consumption, but as defence and EV applications push demand for lighter, harder fasteners, PEO is positioned to grow significantly. Titanium and magnesium PEO anodised fasteners are already seeing aerospace qualification testing. The global surface treatment market — currently valued at over USD 10 billion according to industry research — is forecast to incorporate PEO as a premium-tier option for high-performance fasteners by the end of the decade.
FAQ
Q: What are the disadvantages of anodised aluminium?
Lower strength than steel, scratch-sensitive with no sacrificial corrosion protection, limited alloy compatibility, and restricted re-workability. Hard to re-machine without stripping. Best for applications where weight, aesthetics, and moderate corrosion resistance matter more than peak structural load.
Q: What is the difference between anodised and anodized?
None — purely a spelling difference. “Anodised” is British English (used in the UK, Australia, and most Commonwealth countries); “anodized” is American English. The process, specifications (MIL-A-8625, ISO 7599), and material properties are identical.
Q: How long does anodising last?
Properly sealed Type II anodising on 6061 aluminium typically lasts 20–30 years in mild atmospheric service. Architectural aluminium curtain wall anodising is routinely warranted for 20 years by major anodisers. In marine splash zones or UV-intensive climates, service life drops to 8–15 years depending on oxide thickness and sealing quality.
Q: Can anodised screws be used in saltwater?
Yes, above the waterline and in splash zones — Type II anodised 6061 performs well and is widely used in marine hardware. Submerged or tidal zone applications are more marginal: expect accelerated corrosion at any coating damage, and consider 316 stainless steel as the safer long-term choice for permanently wetted fasteners.
Q: What aluminium alloys can be anodised?
The 6000 series (6061, 6063) anodises best — uniform, consistent, good colour. The 7000 series (7075) anodises with more process control required. The 2000 series (2024) requires Type I chromic acid process for acceptable results. Cast alloys with high silicon (A380) anodise poorly and should be avoided for anodising applications.
Q: Can you re-anodise a screw?
Yes, but the existing oxide must be chemically stripped first (sodium hydroxide etch), which also removes a thin layer of base aluminium. For tight-tolerance fasteners, each strip-and-re-anodise cycle consumes material. Most precision screws can tolerate one, sometimes two, strip-and-re-anodise cycles before dimensional tolerances are compromised.
Q: Is anodised aluminium food safe?
Yes. The aluminium oxide layer is chemically inert and non-toxic. Type II anodised aluminium is used for cookware, food processing equipment, and beverage handling systems. It is non-reactive with most foods under normal processing temperatures. Avoid acidic foods (vinegar, citrus) in prolonged contact with unsealed or worn anodised surfaces — the porous unsealed oxide can absorb flavours.
Q: How thick is the anodised layer on screws?
Depends on the process type. Type I: 0.5–7.5 µm. Type II standard: 8–25 µm (the most common for production screws). Type III hardcoat: 25–100 µm. The 50% inward / 50% outward growth rule applies to Type II; so a 20 µm total layer adds approximately 10 µm to the outer dimension (5 µm per side diametric change on round features).

Conclusion
Anodised fasteners are not a commodity specification — the word “anodised” on a datasheet can mean a 2 µm chromic acid coat on a precision aerospace bolt or a 75 µm hardcoat on a wear-critical assembly pin. Getting the type, alloy, colour method, and sealing right determines whether your anodised screws last decades or fail in the first service cycle.
The practical takeaway: specify the anodising type explicitly (Type I, II, or III per MIL-A-8625 or ISO 7599), define the target oxide thickness, require a sealed coating, and consult your anodiser on pre-anodise thread tolerances for precision-fit applications. For outdoor or marine use, electrolytic colour beats organic dye every time, and a 25 µm minimum oxide is worth the marginal cost premium.
For any production screw specification — standard or custom anodised finish — contact our team to discuss material, process, and volume options.
Related Products
Solutions & Cluster
Related Articles
- Stainless Steel Bolts: The Complete Guide to Types, Grades, and Industrial Applications
- Shear Bolts: Security Types, Materials, and Buying Guide for Permanent Fastening
- Screws and Bolts: The Complete Guide to Types, Differences, Grades, and Choosing the Right Fastener
- Nyloc Nut: Types, Sizes, Standards & Buying Guide (2026)
- Thread Forming Screws: Complete Guide to Types, Uses & Selection
- The Complete Guide to Locking Nuts: Types, How They Work, and Choosing the Right One
- Plastic Screws: Complete Guide to Types, Materials & Applications
- Anti Theft License Plate Screws: The Complete Buyer’s Guide (2026)




