A anodização cria uma camada dura de óxido de alumínio eletroquimicamente nas superfícies metálicas, proporcionando resistência superior à corrosão, dureza e durabilidade da cor para parafusos e fixadores.
Você está especificando fixadores para um projeto de revestimento arquitetônico, uma peça de convés marítimo ou uma montagem de precisão aeroespacial — e a ficha técnica diz “alumínio anodizado.” O problema é que “anodizado” cobre três tipos distintos de processos, uma dúzia de combinações de liga e espessura, e resultados de desempenho bastante diferentes. Escolher o tipo errado pode fazer com que seus parafusos anodizados fiquem presos na instalação, percam a cor em uma temporada ou falhem em um teste de névoa salina de 1.000 horas na primeira inspeção.
Este guia explica cada camada do processo de anodização, mostra exatamente como especificar fixadores anodizados para sua aplicação e explica quando hardware anodizado realmente supera o aço inoxidável — e quando não.

O que é Anodização?
Anodização é um tratamento de superfície eletroquímico que converte a camada externa de uma peça de metal — quase sempre alumínio — em uma camada densa e porosa de óxido de alumínio (Al₂O₃). Diferente de tinta ou revestimento, que adicionam um material estranho sobre o substrato, a camada anodizada cresce de fora para dentro do metal base. Essa estrutura integrada é a razão pela qual acabamentos anodizados não descascam, lascam ou se desgastam como os revestimentos aplicados.
O processo foi comercializado pela primeira vez na década de 1920 para proteção contra corrosão de peças de hidroaviões de alumínio. Hoje, a anodização é especificada nos setores aeroespacial, arquitetônico, de eletrônicos de consumo e de fixadores industriais — onde peças leves de alumínio precisam de uma superfície mais dura e durável do que o metal base sozinho.
O Processo de Passivação Eletrolítica
Em um banho padrão de anodização do Tipo II com ácido sulfúrico, a peça de alumínio é conectada como a ânodo (eletrodo positivo) — daí o nome — e submersa em um eletrólito de ácido sulfúrico 15–20 °C. Quando a corrente flui, íons de oxigênio liberados no ânodo reagem com átomos de alumínio na superfície para construir a camada de óxido. O processo é auto-limitado apenas em voltagens muito baixas; nas condições normais de operação, o óxido poroso continua crescendo durante todo o ciclo.
A camada resultante possui duas zonas:
– Camada de barreira — uma zona base fina, densa e não porosa, diretamente adjacente ao alumínio
– Camada porosa — uma estrutura de óxido em colunas que se estende para fora, com poros de aproximadamente 25–30 nm de diâmetro
Esses poros são o que permitem que peças anodizadas recebam corantes antes do selamento, e por isso a etapa de selagem (água deionização quente ou acetato de níquel) é fundamental para a proteção contra corrosão a longo prazo. Alumínio anodizado não selado corrói significativamente mais rápido do que peças devidamente seladas. Segundo a detalhada explicação da química da anodização na Wikipedia, a camada de óxido possui tensões de ruptura dielétrica de 400–800 V/µm — relevante quando parafusos anodizados são usados em montagens eletrônicas que requerem isolamento elétrico.
Como a Anodização Difere do Revestimento e da Pintura
Os três tratamentos de superfície mais comuns para parafusos — anodização, eletroformação e pintura — se comportam de maneira muito diferente em serviço.
Eletroformação depósitos de metal deposita uma camada de metal (zinco, níquel, cromo, cádmio) sobre o substrato por redução. A camada revestida fica por cima, possui suas próprias características de adesão e pode sofrer undercut em riscos ou arestas cortadas. Para parafusos, áreas roscadas são particularmente vulneráveis porque a espessura do revestimento varia de acordo com a geometria complexa.
Pintura e coating a pó adicionam uma película de polímero. Excelente para resistência à cor e UV, mas a película pode lascar na raiz das roscas sob torque de instalação, e as arestas cortadas em parafusos usinados raramente são totalmente cobertas.
Anodização integra-se com o próprio alumínio. Não há falhas de adesão, nem corrosão por undercut, e — criticamente para fixadores — o óxido cresce para dentro (aproximadamente 50% da espessura total) assim como para fora, o que limita a mudança dimensional em componentes roscados.
| Tratamento de superfície | Mecanismo de Adesão | Espessura típica | Resistência à corrosão | Impacto na Rosca |
|---|---|---|---|---|
| Anodização Tipo II | Óxido integrado | 8–25 µm | 336–1.000 horas spray de sal | Mínimo (<5 µm de crescimento para fora) |
| Eletroformação de Zinco | Ligação mecânica/química | 5–12 µm | 96–200 horas de spray de sal | Moderado (pode afetar o encaixe) |
| Revestimento em Pó Fosco | Adesão mecânica | 60–120 µm | 500–1.000 horas de spray de sal | Significativo (preenche fios) |
| Revestimento de Cádmio | Ligação química | 8–13 µm | Mais de 1.000 horas de spray de sal | Moderado (restrito pela RoHS) |
| Tinta (líquida) | Adesão mecânica | 25–75 µm | 200–500 horas de spray de sal | Enchimento de fios (não adequado para precisão) |
Tipos de anodização para parafusos e fixadores
Nem todos os revestimentos anodizados são iguais. A especificação MIL-A-8625 (a norma militar que a maioria dos compradores industriais consulta, mesmo fora do setor de defesa) define três tipos principais de anodização, cada um adequado a diferentes requisitos de desempenho. Quando um fornecedor cita "anodizado", você precisa saber qual tipo.
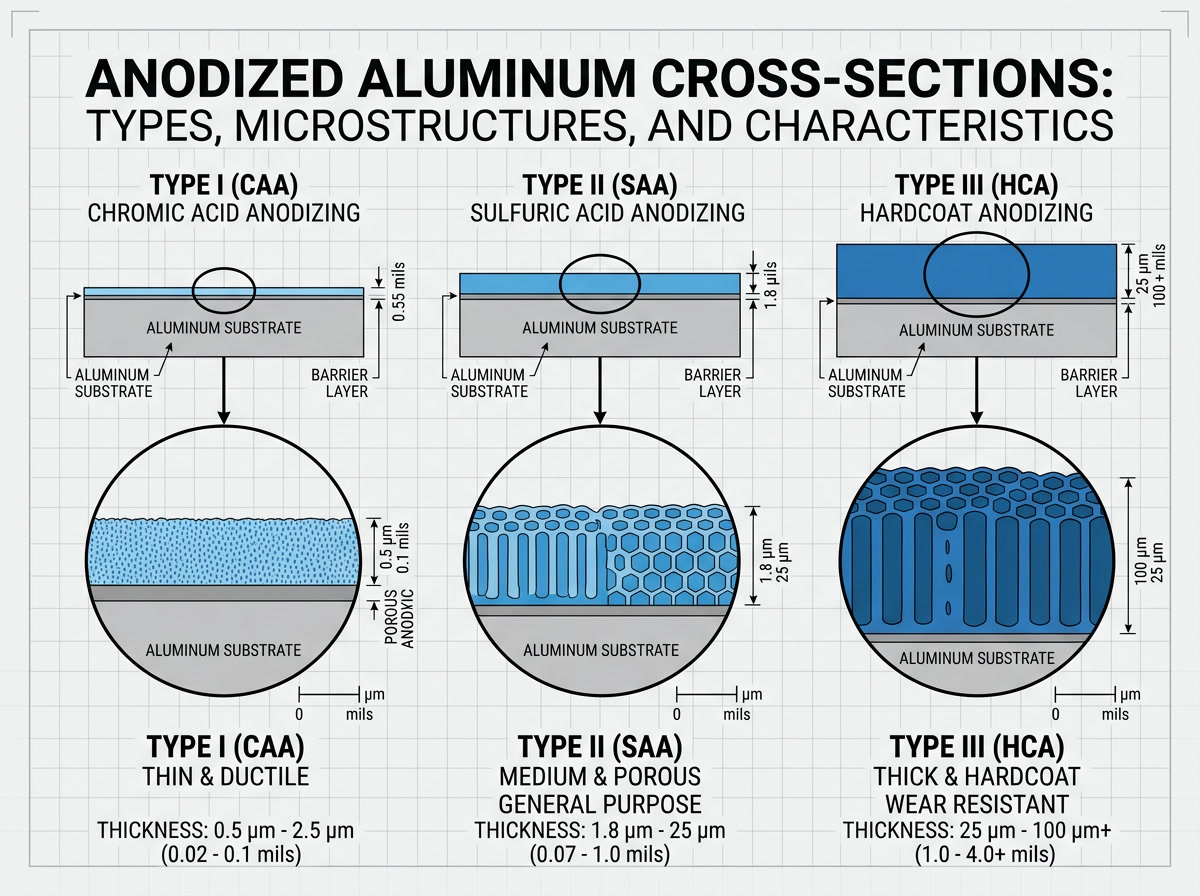
Tipo I — Anodização com Ácido Crômico
O Tipo I utiliza ácido crômico (CrO₃) em vez de ácido sulfúrico. A camada de óxido resultante é mais fina — geralmente de 0,5 a 7,5 µm — mas o processo é mais suave e causa mudança dimensional insignificante. Isso torna o Tipo I a escolha preferida para Fixadores aeroespaciais de tolerância rigorosa onde o encaixe do fio e a geometria da peça devem ser mantidos dentro de tolerâncias de um dígito em micrômetros.
Acabamentos do tipo I anodizado são cinza opaco e não absorvem bem o corante, portanto raramente são utilizados para aplicações cosméticas. Seu valor principal é como base para primer em montagens de aeronaves. No entanto, as regulamentações ambientais europeias estão restringindo progressivamente os processos com cromo hexavalente, impulsionando a indústria em direção ao Tipo IC (substituição do ácido crômico usando ácido bórico/sulfúrico) para novas especificações.
Quando especificar Tipo I: fixadores aeroespaciais de precisão, peças que requerem colagem adesiva após anodização, componentes onde a mudança dimensional de até 2–3 µm importa.
Tipo II — Anodização por Ácido Sulfúrico (Padrão)
Tipo II é o principal da indústria de anodização — o processo por trás da grande maioria dos parafusos de alumínio anodizado, extrusões arquitetônicas e carcaças de eletrônicos de consumo no mercado. Uma produção padrão de Tipo II produz uma camada de óxido de 8–25 µm, dividida aproximadamente metade para crescimento inward (para dentro do alumínio) e metade para crescimento outward.
Peças anodizadas de Tipo II podem ser tingidas em praticamente qualquer cor antes do selamento. A estrutura porosa de colunas absorve corantes orgânicos, pigmentos inorgânicos ou metais depositados eletroliticamente (bronze, preto) com excelente uniformidade. Após o selamento, a resistência à descoloração sob exposição UV varia significativamente pelo tipo de corante: pigmentos inorgânicos (cor integral via coloração eletrolítica) superam os corantes orgânicos em aplicações externas por um fator de 4–10× em testes de envelhecimento acelerado.
Quando especificar Tipo II: fixadores arquitetônicos, hardware de eletrônicos de consumo, parafusos anodizados decorativos, geral gerais, componentes marítimos acima da linha d'água.
Tipo III — Anodização Dura (Hardcoat)
A anodização dura é realizada em temperaturas mais baixas (0–5 °C) e com densidades de corrente mais altas do que o Tipo II, produzindo camadas de óxido de 25–100 µm com uma dureza Vickers de 400–600 HV — comparável ao aço ferramenta. Para referência, o substrato de alumínio 6061-T6 possui uma dureza de aproximadamente 95 HV. A camada anodizada é dramaticamente mais dura do que o metal subjacente.
O compromisso: a anodização dura é mais porosa que o Tipo II antes do selamento, e a espessura extrema exige tolerâncias de rosca mais precisas que devem ser projetadas antes da anodização. Na prática, para parafusos anodizados especificados como Tipo III, a rosca costuma ser usinada com folga antes da anodização para que as dimensões pós-tratamento fiquem dentro da tolerância.
Superfícies anodizadas duras são de cinza escuro a preto na cor natural (a camada de óxido mais espessa absorve mais luz). Podem ser tingidas de preto, mas raramente aceitam cores brilhantes. PTFE pode ser depositado junto aos poros durante o processamento para criar uma camada de dureza auto-lubrificante — popular para fixadores anodizados em montagens de alumínio contra alumínio propensas a galling.
Quando especificar Tipo III: superfícies de desgaste, componentes deslizantes, diâmetros de cilindros hidráulicos — e qualquer parafuso anodizado que será acionado e removido repetidamente em furos roscados de alumínio.
| Propriedade | Tipo I ( Cromico ) | Tipo II ( Sulfúrico ) | Tipo III ( Hardcoat ) |
|---|---|---|---|
| Espessura do óxido | 0,5–7,5 µm | 8–25 µm | 25–100 µm |
| Dureza (HV) | ~200 | 200–300 | 400–600 |
| Spray de sal (selado) | 336 horas | 500–1.000 horas | Mais de 1.000 horas |
| Opções de cores | Somente cinza | Gama completa de cores | Cinza escuro/preto |
| Variação dimensional | Nulo | Baixa (<12 µm para fora) | Significativa (até 50 µm para fora) |
| Padrões primários | MIL-A-8625 Tipo I | MIL-A-8625 Tipo II | MIL-A-8625 Tipo III |
| Índice de custo típico | 1,3× | 1,0× (padrão) | 2,5–3,5× |
| Restrição ambiental | Cr hexavalente (restrição na UE) | Nenhum | Nenhum |
Aplicações industriais de fixadores anodizados
Aeroespacial e Defesa
Aeroespacial é onde os requisitos de anodização são mais rigorosos, e onde a distinção entre Tipo I e Tipo III é mais importante. Estruturas de aeronaves usam fixadores de alumínio anodizado — parafusos, porcas, inserts rivnut — porque o alumínio é 65% mais leve que o aço com resistência à tração equivalente, e a camada anodizada fornece proteção contra corrosão sem adicionar metais revestidos que poderiam causar acoplamento galvânico em juntas de fibra de carbono composta.
Requisitos de fornecedores principais da Boeing e Airbus geralmente especificam MIL-A-8625 por tipo e classe, com variantes Classe 1 (não tingido) e Classe 2 (tintado). Parafusos anodizados duros (Tipo III) são especificados onde ciclos de instalação repetidos são esperados — painéis de acesso, tampas de compartimentos de aviônicos — porque o revestimento resistente resiste ao galling contra estrutura de alumínio sem necessidade de compostos anti-incrustantes que podem contaminar superfícies compostas.
Requisitos de névoa salina na aeroespacial frequentemente excedem 1.000 horas segundo ASTM B117. Parafusos de alumínio anodizado Tipo II e Tipo III devidamente selados atendem a esse limite; peças mal seladas falham em 200–300 horas.
Ferragens Marinhas e Externas
Parafusos anodizados são amplamente utilizados em aplicações marítimas por duas razões: compatibilidade galvânica natural do alumínio com cascos de fibra de vidro e GFRP, e a resistência da camada anodizada selada à atmosfera carregada de sal. Acima da linha d'água e em zonas de respingo, o alumínio anodizado Tipo II supera o aço zincado por um fator de 5× nos testes ASTM B117, e não sacrifica a integridade estrutural para enferrujar como os fixadores zincados.
Uma observação importante: em aplicações submersas ou de zonas de respingo severo, o aço inox 316 ainda é a melhor escolha. A camada de óxido anodizado, mesmo que danificada localmente, não fornece proteção catódica sacrificial como o zincado. Uma porca anodizada arranhada irá corroer na arranhadura; uma porca zincada arranhada ainda possui alguma proteção do zincado ao redor.
Para ferragens de convés marítimo — bases de winch, fixações de cabos, suportes de painéis solares — parafusos de alumínio anodizado em 6061-T6 com acabamento Tipo II e revestimento Classe 2 (transparente) representam uma boa relação custo-benefício: leves, resistentes à corrosão e esteticamente compatíveis com ferragens de convés de alumínio anodizado.
Eletrônicos Arquitetônicos e de Consumo
O setor de arquitetura consome mais alumínio anodizado do que qualquer outro setor — extrusões de fachadas, molduras de janelas, painéis de revestimento — e os parafusos e fixadores de rosca usados para montar esses sistemas frequentemente são anodizados para combinar. A consistência de cor entre painel e fixador é um verdadeiro desafio de especificação: a cor da anodização depende da composição da liga, espessura do óxido, lote de tingimento e método de selagem. Especificar parafusos anodizados do mesmo anodizador usando os mesmos parâmetros das extrusões do painel é a única maneira confiável de obter um resultado esteticamente compatível.
Em eletrônicos de consumo — laptops, tablets, equipamentos de áudio — parafusos de alumínio anodizado aparecem onde o designer deseja hardware visível que combine com o invólucro anodizado. A Apple, por exemplo, usa parafusos de alumínio anodizado de precisão na carcaça do MacBook Pro que combinam o acabamento do invólucro Space Grey ou Silver em até ΔE < 1,5 unidades de diferença de cor.
Como Escolher o Parafuso Anodizado Certo
Seleção de Liga e Anodizabilidade
Nem todas as ligas de alumínio anodizam de forma igual. A série 6000 (6061, 6063, 6082) é a mais amplamente anodizada: excelente resistência à corrosão após o tratamento, boa consistência de cor e janelas de processo relativamente tolerantes. O 6061-T6 é o padrão para fixadores estruturais anodizados.
O Série 7000 (7075, 7050) possui maior resistência à tração — 7075-T6 alcança 570 MPa contra 310 MPa para 6061-T6 — mas anodiza de forma menos uniforme devido aos elementos de liga de zinco e cobre. A anodização dura do 7075 é possível, mas produz uma camada mais fina e menos uniforme, além de exigir controle mais rigoroso do banho. Para parafusos anodizados de alta resistência, o 7075 é a escolha certa se a resistência for prioridade; aceite estética inferior e menor consistência na resistência à corrosão.
O Série 2000 (2024) contém alto teor de cobre, que atua contra a anodização — os precipitados ricos em cobre criam zonas de ataque preferencial na camada de óxido. A anodização com ácido crômico do Tipo I é usada especificamente para o 2024 na aviação porque é mais suave e melhor para acomodar essas inhomogeneidades. Evite especificar anodização do Tipo II ou III em parafusos da série 2000 para aplicações críticas contra corrosão.
Opções de Cor e Tingimento
Cores anodizadas padrão disponíveis na maioria dos anodizadores de produção:
- Transparente (natural) — mostra o alumínio natural através do óxido transparente; leve tonalidade cinza-azulada no 6061
- Preto — mais popular, obtido por coloração eletrolítica com sais de estanho ou níquel, ou corante preto orgânico; preto eletrolítico possui estabilidade superior aos raios UV
- Bronze/dourado/champanhe — cores eletrolíticas usando sais de estanho/cobalto; muito estáveis aos raios UV para uso arquitetônico
- Vermelho, azul, verde, roxo — corantes orgânicos; excelente aparência inicial, mas desbota mais rápido sob UV; adequado para aplicações internas ou eletrônicas
- Anodizado duro natural — cinza escuro a carvão; normalmente não necessita de tingimento
Para aplicações externas ou expostas ao UV, especifique coloração eletrolítica (também chamada de cor integral ou anodização em duas etapas) em vez de corante orgânico. A profundidade da cor fica dentro da camada de óxido, ao invés de adsorvida nas paredes dos poros, e simplesmente não desbota na mesma velocidade.
Considerações sobre Roscas Após Anodização
Esta é a questão que a maioria dos engenheiros não percebe até experimentar um problema de ajuste. A anodização adiciona material à peça — tanto crescimento outward (para longe do substrato) quanto inward (consumindo o substrato). Para um tratamento padrão do Tipo II:
- Rosca externa M5 × 0,8: espera-se uma mudança diamétrica total de aproximadamente 8–12 µm (4–6 µm de cada lado)
- Isso corresponde a uma redução de aproximadamente 0,01–0,015 mm no ajuste da rosca
- Em uma rosca de classe de tolerância 6H/6g, isso consome uma fração significativa da janela de tolerância disponível
Abordagem prática para roscas anodizadas:
1. Para fixadores de ajuste livre (a maioria das aplicações com parafusos passantes), a tolerância padrão é aceitável após a anodização.
2. Para roscas de ajuste de precisão ou interferência, usinagem das roscas uma classe de tolerância ISO mais folgada antes da anodização, ou especificar uma camada de anodização mais fina (meta de 8–10 µm vs. padrão de 15–20 µm).
3. Para Revestimento duro do Tipo III em fixadores roscados, sempre projete o diâmetro da rosca pré-anodização com a taxa de crescimento medida pelo anodizador para sua liga/lote.
| Aplicativo | Liga Recomendada | Tipo de Anodização | Cor | Tolerância da Rosca Antes da Anodização |
|---|---|---|---|---|
| Estrutural aeroespacial | 7075-T6 | Tipo I ou III | Transparente/natural | Usinar de acordo com o desenho + 0,010 mm |
| Marinha acima da linha d'água | 6061-T6 | Tipo II Classe 1 | Claro ou preto | Padrão 6g |
| Revestimento arquitetônico | 6063-T6 | Tipo II Classe 2 | Correspondência com especificação de extrusão | Padrão 6g |
| Eletrônicos / cosméticos | 6061-T6 | Tipo II Classe 2 | Cor da marca (corante orgânico) | Padrão 6g |
| Propenso a desgaste/riscos por atrito | 6061-T6 | Tipo III + PTFE | Preto | Máquina +0,025 mm por lado |

Quais são as desvantagens do alumínio anodizado?
A questão 'As pessoas também perguntam' que domina a SERP para “anodizado” é exatamente essa — e merece uma resposta direta ao invés de uma evasiva para aspectos positivos.
Limitação de resistência vs. aço. Os parafusos de alumínio anodizado de maior resistência (7075-T6) atingem resistências à tração de 570 MPa. Parafusos de aço grau 8.8 chegam a 800 MPa; Grau 12.9 atinge 1.200 MPa. Em aplicações estruturais onde a resistência ao cisalhamento ou a retenção de pré-tensão sob vibração é importante, o aço vence. Parafusos de alumínio anodizado não substituem fixadores estruturais de aço.
Sensibilidade a riscos e corrosão local. A camada anodizada é semelhante a cerâmica em dureza, mas frágil — um impacto forte ou marca de ferramenta pode rachá-la ou lascá-la localmente. Diferente do zincagem, que oferece proteção sacrificial ao substrato adjacente, uma camada anodizada danificada deixa o alumínio exposto. Em ambientes com névoa salgada, um único risco até o metal exposto inicia a formação de pitting localizada. Especifique Tipo III (revestimento duro) ou adicione um tratamento complementar de conversão de cromo (Alodine/Iridite) sob o anodizado para os ambientes mais exigentes. Segundo uma discussão na comunidade do Reddit’s r/explainlikeimfive, muitos usuários descobrem essa limitação somente após a implantação em condições externas adversas.
Re-trabalho limitado. Após anodização, o alumínio não pode ser simplesmente re-anodizado sem remover primeiro a camada de óxido existente (limpeza com hidróxido de sódio). Se um parafuso for retrabalhado, desbastado ou tratado superficialmente após a anodização, a área tratada perde sua proteção e se destacará visualmente como uma zona brilhante, não anodizada.
Não adequado para todas as ligas. Conforme mencionado acima, ligas da série 2000 e algumas da série 7000 anodizam mal. Ligas de alumínio fundido (A380, A356) — comumente usadas para suportes de parafusos de fundição em matriz, ao invés de parafusos propriamente ditos — anodizam com baixa uniformidade devido à microestrutura rica em silício.
Risco de acoplamento galvânico com metais dissimilares. O alumínio anodizado possui o mesmo potencial galvânico que o alumínio nu no contexto de acoplamentos com aço carbono, cobre ou aço inoxidável. A camada de óxido é isolante eletricamente, o que ajuda — mas em superfícies cortadas de rosca ou áreas abrasadas onde o óxido está ausente, a corrosão galvânica ocorre normalmente. Em montagens de metais mistos, isole parafusos de alumínio anodizado de cobre ou aço com arruelas de PTFE ou buchas de nylon.
Tendências Futuras na Tecnologia de Anodização (2026+)
Anodização com Ácido Tartarico-Sulfúrico (TSA)
O regulamento REACH da UE tem restringido progressivamente compostos de cromo hexavalente, colocando a anodização com ácido crômico do Tipo I em uma contagem regressiva regulatória na Europa. A substituição na indústria aeroespacial — anodização com Ácido Tartarico-Sulfúrico (TSA), codificada na AIRBUS AIPS 03-01-002 — produz uma camada de óxido mais fina (3–6 µm) com menor porosidade do que o Tipo II, tornando-se adequada para estruturas aeroespaciais coladas com adesivos. Peças anodizadas com TSA apresentam desempenho de adesão comparável às peças anodizadas com ácido crômico em testes de descascamento, sem o fluxo de resíduos de cromo hexavalente. Espera-se que a TSA se torne a opção padrão para processamento de fixadores aeroespaciais nas cadeias de suprimentos europeias até 2027–2028.
Oxidação Eletrolítica por Plasma (PEO)
Oxidação Eletrolítica por Plasma — também chamada de micro-arc oxidation (MAO) — opera em tensões de 200–600 V, muito acima do limite de ruptura dielétrica da anodização padrão. As microdescargas resultantes na superfície do óxido criam uma camada cerâmica, multi-fásica (óxido de alumínio, mullita, fases de spinel) com dureza superior a 1.500 HV e excelente adesão. As camadas de PEO têm espessura de 20–100 µm, são dimensionalmente estáveis e viáveis em ligas que a anodização tradicional trata mal (séries 2000 e 7000, algumas ligas fundidas). A adoção atual é limitada por custos de processamento mais altos e consumo de energia, mas à medida que aplicações de defesa e veículos elétricos impulsionam a demanda por fixadores mais leves e duros, o PEO está posicionado para crescer significativamente. Fixadores anodizados de titânio e magnésio por PEO já estão passando por testes de qualificação aeroespacial. O mercado global de tratamentos de superfície — avaliado atualmente em mais de USD 10 bilhões, de acordo com pesquisas do setor — deve incorporar o PEO como uma opção de alta performance para fixadores de alto desempenho até o final da década.
Perguntas Frequentes
P: Quais são as desvantagens do alumínio anodizado?
Menor resistência do que o aço, sensível a riscos sem proteção sacrificial contra corrosão, compatibilidade limitada com ligas, e re-trabalhabilidade restrita. Difícil de usinar novamente sem remover a camada. Melhor para aplicações onde peso, estética e resistência moderada à corrosão são mais importantes do que a carga estrutural máxima.
P: Qual a diferença entre anodizado e anodised?
Nenhuma — apenas uma diferença de ortografia. “Anodised” é inglês britânico (usado no Reino Unido, Austrália e na maioria dos países da Comunidade Britânica); “anodized” é inglês americano. O processo, especificações (MIL-A-8625, ISO 7599) e propriedades do material são idênticos.
P: Quanto tempo dura a anodização?
A anodização do Tipo II devidamente selada em alumínio 6061 geralmente dura de 20 a 30 anos em serviço atmosférico moderado. A anodização de fachadas arquitetônicas de alumínio é rotineiramente garantida por 20 anos por grandes anodizadores. Em zonas de respingos marítimos ou climas intensivos em UV, a vida útil cai para 8–15 anos, dependendo da espessura do óxido e da qualidade do selamento.
P: Parafusos anodizados podem ser usados em água salgada?
Sim, acima da linha d'água e em zonas de respingo — o anodizado Tipo II 6061 funciona bem e é amplamente utilizado em hardware marítimo. Aplicações submersas ou em zonas de maré são mais marginais: espere corrosão acelerada em qualquer dano ao revestimento, e considere o 316 aço inoxidável como a escolha mais segura a longo prazo para fixadores permanentemente molhados.
P: Quais ligas de alumínio podem ser anodizadas?
A série 6000 (6061, 6063) anodiza melhor — uniforme, consistente, com boa cor. A série 7000 (7075) anodiza com maior controle de processo necessário. A série 2000 (2024) requer processo de ácido crômico do Tipo I para resultados aceitáveis. Ligas fundidas com alto teor de silício (A380) anodizam mal e devem ser evitadas para aplicações de anodização.
P: Você pode re-anodizar um parafuso?
Sim, mas a oxidação existente deve ser removida quimicamente primeiro (etapa com hidróxido de sódio), o que também remove uma fina camada de alumínio base. Para fixadores de tolerância apertada, cada ciclo de remoção e re-anodização consome material. A maioria dos parafusos de precisão pode tolerar um, às vezes dois, ciclos de remoção e re-anodização antes que as tolerâncias dimensionais sejam comprometidas.
P: O alumínio anodizado é seguro para alimentos?
Sim. A camada de óxido de alumínio é quimicamente inerte e não tóxica. O alumínio anodizado do Tipo II é usado para utensílios de cozinha, equipamentos de processamento de alimentos e sistemas de manuseio de bebidas. Ele é não reativo com a maioria dos alimentos em temperaturas normais de processamento. Evite alimentos ácidos (vinagre, cítricos) em contato prolongado com superfícies anodizadas não seladas ou desgastadas — o óxido poroso não selado pode absorver sabores.
P: Quão espessa é a camada anodizada nos parafusos?
Depende do tipo de processo. Tipo I: 0,5–7,5 µm. Tipo II padrão: 8–25 µm (o mais comum para parafusos de produção). Tipo III hardcoat: 25–100 µm. A regra de crescimento inward / outward 50% aplica-se ao Tipo II; assim, uma camada total de 20 µm adiciona aproximadamente 10 µm à dimensão externa (mudança de diâmetro de 5 µm de cada lado em características redondas).

Conclusão
Fixadores anodizados não são uma especificação de commodity — a palavra “anodizado” em uma ficha técnica pode significar um revestimento de ácido cromico de 2 µm em um parafuso de precisão aeroespacial ou um hardcoat de 75 µm em um pino de montagem crítico ao desgaste. Obter o tipo, liga, método de cor e vedação corretos determina se seus parafusos anodizados duram décadas ou falham no primeiro ciclo de serviço.
A conclusão prática: especifique explicitamente o tipo de anodização (Tipo I, II ou III conforme MIL-A-8625 ou ISO 7599), defina a espessura alvo do óxido, exija um revestimento selado e consulte seu anodizador sobre as tolerâncias de rosca pré-anodização para aplicações de encaixe de precisão. Para uso externo ou marítimo, a cor eletrolítica supera a tinta orgânica toda vez, e um mínimo de 25 µm de óxido vale o pequeno custo adicional marginal.
Para qualquer especificação de parafuso de produção — acabamento anodizado padrão ou personalizado — entre em contato com nossa equipe para discutir opções de material, processo e volume.
Produtos Relacionados
Soluções e Agrupamentos
- Todos os Blogs
- Soluções de fixação personalizadas
- Tutoriais de Parafusos e Flange — Veja todos os artigos
Artigos Relacionados
- Parafusos de Aço Inoxidável: O Guia Completo de Tipos, Grades e Aplicações Industriais
- Parafusos de Corte: Tipos de Segurança, Materiais e Guia de Compra para Fixação Permanente
- Parafusos e Porcas: O Guia Completo de Tipos, Diferenças, Grades e Como Escolher o Fixador Certo
- Porca Nyloc: Tipos, Tamanhos, Normas & Guia de Compra (2026)
- Parafusos de Formar Rosca: Guia Completo de Tipos, Usos e Seleção
- O Guia Completo de Porcas de Bloqueio: Tipos, Como Funcionam e Como Escolher a Certa
- Parafusos de Plástico: Guia Completo de Tipos, Materiais e Aplicações
- Parafusos de Placa de Licença Antifurto: O Guia Completo do Comprador (2026)




