Das Eloxieren wächst eine harte Aluminiumoxid-Schicht elektrochemisch auf Metalloberflächen und bietet überlegenen Korrosionsschutz, Härte und Farbbeständigkeit für Schrauben und Befestigungselemente.
Sie spezifizieren Befestigungselemente für ein architektonisches Fassadenprojekt, eine Marine-Decksbefestigung oder eine präzise Luft- und Raumfahrtmontage — und das Datenblatt sagt „eloxiertes Aluminium“. Das Problem ist, dass „eloxiert“ drei verschiedene Prozessarten, ein Dutzend Legierungs- und Dicken-Kombinationen sowie äußerst unterschiedliche Leistungsresultate abdeckt. Wählen Sie den falschen Typ, können Ihre eloxierten Schrauben im Einsatz festsetzen, innerhalb einer Saison die Farbe verlieren oder bei der ersten Inspektion die 1.000-Stunden-Salzsprüh-Anforderung nicht erfüllen.
Dieser Leitfaden erklärt jede Schicht des Eloxierprozesses, zeigt Ihnen genau, wie Sie eloxierte Befestigungselemente für Ihre Anwendung spezifizieren, und erklärt, wann eloxierte Hardware wirklich Edelstahl übertrifft — und wann nicht.

Was ist Eloxieren?
Eloxieren ist eine elektrochemische Oberflächenbehandlung, die die äußere Schicht eines Metallteils — fast immer Aluminium — in eine dichte, poröse Aluminiumoxid-Schicht (Al₂O₃) umwandelt. Im Gegensatz zu Farbe oder Beschichtung, die ein fremdes Material auf die Oberfläche auftragen, wächst die eloxierte Schicht aus dem Grundmetall heraus und hinein. Diese integrierte Struktur ist der Grund, warum eloxierte Oberflächen nicht abblättern, absplittern oder unterlaufen wie aufgetragene Beschichtungen.
Der Prozess wurde erstmals in den 1920er Jahren für den Korrosionsschutz von Aluminium-Seeflugzeugteilen kommerziell genutzt. Heute wird das Eloxieren in der Luft- und Raumfahrt, Architektur, Unterhaltungselektronik und im industriellen Befestigungsmittelmarkt eingesetzt — überall dort, wo leichte Aluminiumteile eine Oberfläche benötigen, die härter und langlebiger ist als das Grundmetall allein.
Der elektrolytische Passivierungsprozess
In einem Standard-Typ-II-Schwefelsäure-Eloxierbad wird das Aluminiumteil als Anode (positive Elektrode) verbunden — daher der Name — und in einen Schwefelsäure-Elektrolyt bei 18–22 °C eingetaucht. Wenn Strom fließt, reagieren Sauerstoffionen, die an der Anode freigesetzt werden, mit Aluminiumatomen an der Oberfläche, um die Oxidschicht aufzubauen. Der Prozess ist nur bei sehr niedrigen Spannungen selbstbegrenzend; unter normalen Betriebsbedingungen wächst die poröse Oxidschicht während des gesamten Zyklus weiter.
Die resultierende Schicht hat zwei Zonen:
– Barrierschicht — eine dünne, dichte, nicht-poröse Basisschicht direkt neben dem Aluminium
– Poröse Schicht — eine säulenartige Oxidstruktur, die nach außen wächst, mit Poren von etwa 25–30 nm Durchmesser
Diese Poren ermöglichen es eloxierten Teilen, Farbstoffe vor dem Versiegeln aufzunehmen, und sind der Grund, warum der Versiegelungsschritt (heißes deionisiertes Wasser oder Nickelacetat) entscheidend für den langfristigen Korrosionsschutz ist. Nicht versiegeltes eloxiertes Aluminium korrodiert deutlich schneller als richtig versiegelte Teile. Laut Wikipedias detaillierte Behandlung der Anodisierungskhemie, die die Dielektrizitätsdurchbruchsspannung der Oxidschicht bei 400–800 V/µm liegt — relevant, wenn anodisierte Schrauben in elektronischen Baugruppen verwendet werden, die elektrische Isolierung erfordern.
Wie sich Anodisieren vom Galvanisieren und Lackieren unterscheidet
Die drei gängigsten Oberflächenbehandlungen für Schrauben — Anodisieren, Galvanisieren und Lackieren — verhalten sich im Einsatz sehr unterschiedlich.
Galvanisieren deponiert ein Metall legt eine Metallschicht (Zink, Nickel, Chrom, Cadmium) auf das Substrat durch Reduktion. Die galvanisierte Schicht sitzt obenauf, hat eigene Haftungseigenschaften und kann bei Kratzern oder Schnittkanten unterwandert werden. Bei Schrauben sind die Gewindebereiche besonders anfällig, weil die Galvanikdicke bei komplexer Geometrie variiert.
Lackieren und Pulverbeschichtung fügen eine Polymerfolie hinzu. Hervorragend für Farb- und UV-Beständigkeit, aber die Folie kann an Gewindewurzeln bei Anzugsdrehmoment absplittern, und Schnittkanten bei maschinell gefertigten Schrauben sind selten vollständig bedeckt.
Anodisieren integriert sich mit dem Aluminium selbst. Es gibt keine Haftungsfehler, keine Unterwanderung durch Korrosion, und — entscheidend für Befestigungselemente — wächst das Oxid sowohl nach innen (etwa 50 % der Gesamtdicke) als auch nach außen, was die Dimensionsänderung an gewindegängigen Komponenten begrenzt.
| Oberflächenbehandlung | Haftungsmechanismus | Typische Dicke | Korrosionsbeständigkeit | Gewindeschlag |
|---|---|---|---|---|
| Typ II Anodisierung | Integriertes Oxid | 8–25 µm | 336–1.000 Std. Salzsprühnebel | Minimal (<5 µm äußeres Wachstum) |
| Zink-Galvanisieren | Mechanische/chemische Bindung | 5–12 µm | 96–200 Std Salzsprühnebel | Mäßig (kann die Passform beeinflussen) |
| Klare Pulverbeschichtung | Mechanische Haftung | 60–120 µm | 500–1.000 Std Salzsprühnebel | Erheblich (Füllt Gewinde) |
| cURL Too many subrequests. | Chemische Bindung | 8–13 µm | 1.000+ Std Salzsprühnebel | Mäßig (RoHS-beschränkt) |
| Lack (flüssig) | Mechanische Haftung | 25–75 µm | 200–500 Std Salzsprühnebel | Füllt Gewinde (nicht geeignet für Präzision) |
Arten der Anodisierung für Schrauben und Befestigungselemente
Nicht alle anodisierten Beschichtungen sind gleich. MIL-A-8625 (die US-Militärspezifikation, auf die die meisten industriellen Einkäufer verweisen, auch außerhalb des Verteidigungsbereichs) definiert drei Hauptarten der Anodisierung, die jeweils für unterschiedliche Leistungsanforderungen geeignet sind. Wenn ein Lieferant „anodisiert“ angibt, müssen Sie wissen, welcher Typ gemeint ist.
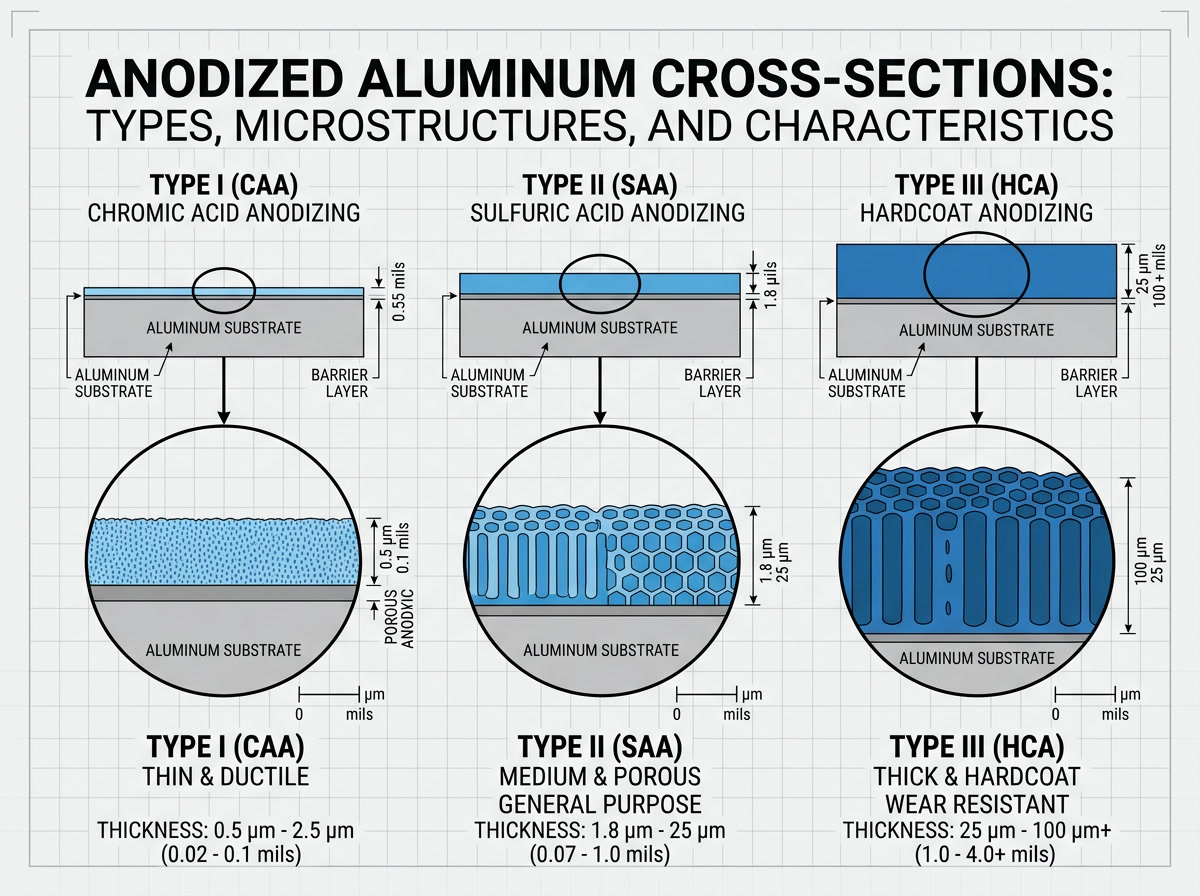
Typ I — Chromsäure-Anodisierung
Typ I verwendet Chromsäure (CrO₃) anstelle von Schwefelsäure. Die resultierende Oxidschicht ist dünner — typischerweise 0,5–7,5 µm — aber das Verfahren ist schonender und verursacht kaum dimensionsbedingte Veränderungen. Das macht Typ I zur bevorzugten Wahl für präzise Luft- und Raumfahrtbefestigungen wo die Passung des Gewindes und die Geometrie der Teile innerhalb von einstelligen Mikrometer-Toleranzen eingehalten werden müssen.
Typ I anodisierte Oberflächen sind grau-opaque und nehmen Farbstoffe nicht gut auf, daher werden sie selten für kosmetische Anwendungen verwendet. Ihr Hauptwert liegt als Basis für Grundierungen in Flugzeugbaugruppen. Allerdings schränken europäische Umweltvorschriften schrittweise Prozesse mit hexavalentem Chrom ein, was die Branche in Richtung Typ IC (Chromsäureersatz durch Bor- / Schwefelsäure) für neue Spezifikationen drängt.
Wann Typ I spezifizieren: Präzisionsluftfahrzeugbefestigungen, Teile, die nach der Anodisierung klebegebunden werden müssen, Komponenten, bei denen eine Dimensionsänderung von sogar 2–3 µm relevant ist.
Typ II — Schwefelsäure-Anodisierung (Standard)
Typ II ist das Arbeitspferd der Anodisierten Industrie — der Prozess hinter der überwiegenden Mehrheit der anodisierten Aluminium-Schrauben, architektonischer Extrusionen und Gehäuse für Unterhaltungselektronik auf dem Markt. Ein Standarddurchlauf von Typ II erzeugt eine Oxidschicht von 8–25 µm, die ungefähr zur Hälfte nach innen (in das Aluminium) und nach außen wächst.
Anodisierte Teile vom Typ II können vor dem Versiegeln in nahezu jeder Farbe gefärbt werden. Die poröse Säulenstruktur absorbiert organische Farbstoffe, anorganische Pigmente oder elektrolytisch abgeschiedene Metalle (Bronze, Schwarz) mit ausgezeichneter Gleichmäßigkeit. Nach dem Versiegeln variiert die Farbbeständigkeit unter UV-Belastung erheblich je nach Farbstofftyp: Anorganische Pigmente (integrale Farbe durch elektrolytische Färbung) übertreffen organische Farbstoffe bei Outdoor-Anwendungen um das 4–10-fache in beschleunigten Witterungstests.
Wann Typ II spezifizieren: Architektonische Befestigungselemente, Hardware für Unterhaltungselektronik, dekorative anodisierte Schrauben, allgemein Industrielle Anwendungen, marine Wasserlinie-Armaturen.
Typ III — Hartanodisierung (Hardcoat)
Hartanodisierung erfolgt bei niedrigeren Temperaturen (0–5 °C) und höheren Stromdichten als Typ II und erzeugt Oxidschichten von 25–100 µm mit einer Vickers-Härte von 400–600 HV — vergleichbar mit Werkzeugstahl. Zur Orientierung hat das Aluminiumsubstrat 6061-T6 eine Härte von etwa 95 HV. Die anodisierte Schicht ist deutlich härter als das darunterliegende Metall.
Der Kompromiss: Hartanodisierung ist poröser als Typ II vor dem Versiegeln, und die extreme Dicke erfordert, dass engere Gewindetoleranzen vor der Anodisierung gefertigt werden. In der Praxis wird bei anodisierten Schrauben, die für Typ III spezifiziert sind, das Gewinde oft vor der Anodisierung überdimensioniert bearbeitet, damit die Maße nach der Behandlung innerhalb der Toleranz liegen.
Hartanodisierte Oberflächen sind in natürlicher Farbe dunkelgrau bis schwarz (die dickere Oxidschicht absorbiert mehr Licht). Sie können schwarz gefärbt werden, nehmen aber selten helle Farben an. PTFE kann während der Verarbeitung in die Poren co-deposiert werden, um eine selbstschmierende Hartbeschichtung zu erzeugen — beliebt bei anodisierten Befestigungen in aluminium-zu-aluminium-Assemblies, die zu Gallen neigen.
Wann Typ III spezifizieren: Verschleißflächen, Gleitkomponenten, Zylinderbohrungen von Hydraulikzylindern — und jede anodisierte Schraube, die wiederholt eingeschraubt und entfernt wird in aluminiumgewindeten Löchern.
| Eigentum | Typ I (Chromisch) | Typ II (Säure) | Typ III (Hartbeschichtung) |
|---|---|---|---|
| Oxiddicke | 0,5–7,5 µm | 8–25 µm | 25–100 µm |
| Härte (HV) | ~200 | 200–300 | 400–600 |
| Salzsprühnebel (versiegelt) | 336 Std. | 500–1.000 Std. | 1.000+ Std. |
| Farboptionen | Nur Grau | Vollfarbpalette | Dunkelgrau/Schwarz |
| Maßänderung | Vernachlässigbar | Gering (<12 µm nach außen) | Erheblich (bis zu 50 µm nach außen) |
| Primärstandards | MIL-A-8625 Typ I | MIL-A-8625 Typ II | MIL-A-8625 Typ III |
| Typischer Kostenindex | 1,3× | 1,0× (Basislinie) | 2,5–3,5× |
| Umweltbeschränkung | Hexavalentes Cr (EU-beschränkt) | Nichts | Nichts |
Industrielle Anwendungen von eloxierten Befestigungselementen
Luft- und Raumfahrt sowie Verteidigung
Die Luft- und Raumfahrt ist der Bereich, in dem die Eloxierungsanforderungen am strengsten sind und wo der Unterschied zwischen Typ I und Typ III am wichtigsten ist. Flugzeugstrukturen verwenden eloxierte Aluminiumbefestigungen — Bolzen, Schrauben, Rivnut-Einsätze — weil Aluminium bei vergleichbarer Zugfestigkeit 65% leichter ist als Stahl, und die eloxierte Schicht Korrosionsschutz bietet, ohne aufgelötete Metalle, die galvanische Kopplung in Kohlefaserverbundstellen verursachen könnten.
Die Anforderungen der Hauptzulieferer von Boeing und Airbus beziehen sich typischerweise auf MIL-A-8625 nach Typ und Klasse, mit Varianten der Klasse 1 (nicht gefärbt) und Klasse 2 (gefärbt). Harteloxierte (Typ III) Schrauben werden überall dort vorgeschrieben, wo wiederholte Installationszyklen erwartet werden — Zugangsklappen, Abdeckungen für Avionikfächer — weil die Hartbeschichtung gegen Gallen gegen Aluminiumstrukturen resistent ist, ohne Anti-Seize-Verbindungen zu benötigen, die Oberflächen von Verbundwerkstoffen kontaminieren könnten.
Salzsprüh-Anforderungen in der Luft- und Raumfahrt übersteigen routinemäßig 1.000 Stunden nach ASTM B117. Richtig versiegelte Typ II- und Typ III-ELoxierte Aluminium-Schrauben erfüllen diese Schwelle; unsachgemäß versiegelte Teile versagen innerhalb von 200–300 Stunden.
Marine- und Außenhardware
Eloxierte Schrauben werden in der Marineanwendung aus zwei Gründen weit verbreitet eingesetzt: Aufgrund der natürlichen galvanischen Kompatibilität von Aluminium mit Glasfaser- und GFRP-Rümpfen sowie der Beständigkeit der versiegelten Eloxalschicht gegen salzhaltige Atmosphäre. Über Wasserlinie und in Spritzzonen übertrifft Typ II eloxiertes Aluminium verzinkten Stahl um das Fünffache bei ASTM B117-Tests und opfert die strukturelle Integrität nicht für Rost wie verzinkte Befestigungen.
Ein wichtiger Vorbehalt: In untergetauchten oder schweren Spritzzonenanwendungen ist 316 Edelstahl immer noch die bessere Wahl. Die eloxierte Oxidschicht, selbst wenn sie lokal beschädigt ist, bietet keinen opferbereiten kathodischen Schutz wie Zinkbeschichtung. Eine zerkratzte eloxierte Schraube korrodiert an der Kratzstelle; eine zerkratzte verzinkte Schraube hat noch Schutz durch das umliegende Zink.
Für Marine-Deckhardware — Winschbasen, Klammerbefestigungen, Montagen für Solarmodule — stellen eloxierte Aluminium-Schrauben aus 6061-T6 mit Typ II-Finish und einer versiegelten Klasse 2 (klaren) Beschichtung eine gute Wertanlage dar: leicht, korrosionsbeständig und optisch konsistent mit eloxierter Aluminium-Deckhardware.
Architektur- und Unterhaltungselektronik
Der Architektursektor verbraucht mehr eloxiertes Aluminium als jede andere Branche — Vorhangfassungen, Fensterrahmen, Fassadenelemente — und die Schrauben und selbstschneidenden Befestigungselemente, die zur Montage dieser Systeme verwendet werden, sind häufig eloxiert, um eine Übereinstimmung zu erzielen. Farbkonstanz zwischen Paneel und Befestigung ist eine echte Spezifikationsherausforderung: Die Eloxalfarbe ist eine Funktion der Legierungszusammensetzung, der Oxiddicke, der Färbelotung und der Versiegelungsmethode. Die Angabe von eloxierten Schrauben vom selben Eloxierer unter Verwendung derselben Parameter wie die Paneel-Extrusionen ist der einzige zuverlässige Weg, um ein optisch abgestimmtes Ergebnis zu erzielen.
Im Bereich der Unterhaltungselektronik — Laptops, Tablets, Audiogeräte — erscheinen eloxierte Aluminium-Schrauben überall dort, wo der Designer sichtbare Hardware möchte, die zum eloxierten Gehäuse passt. Apple verwendet beispielsweise präzisionsgefertigte eloxierte Aluminium-Schrauben im Gehäuse des MacBook Pro, die den Space Grey- oder Silber-Finish mit einer ΔE < 1,5 Farbabweichung genau entsprechen.
Wie man die richtige eloxierte Schraube auswählt
Legierungswahl und Eloxierbarkeit
Nicht alle Aluminiumlegierungen eloxieren gleich gut. Die 6000er-Serie (6061, 6063, 6082) ist am weitesten anodisiert: hervorragender Korrosionsschutz nach der Behandlung, gute Farbkonsistenz und relativ tolerante Prozessfenster. Das 6061-T6 ist das Arbeitspferd für strukturierte anodisierte Befestigungselemente.
Die 7000er-Serie (7075, 7050) hat eine höhere Zugfestigkeit — 7075-T6 erreicht 570 MPa im Vergleich zu 310 MPa bei 6061-T6 — aber anodisiert weniger gleichmäßig aufgrund von Zink- und Kupferlegierungselementen. Hartanodisierung von 7075 ist möglich, erzeugt jedoch eine dünnere, weniger gleichmäßige Schicht und erfordert eine engere Badkontrolle. Für hochfeste anodisierte Schrauben ist 7075 die richtige Wahl, wenn die Festigkeit im Vordergrund steht; akzeptieren Sie geringere Ästhetik und Korrosionsbeständigkeit.
Die 2000er-Serie (2024) enthält viel Kupfer, das aktiv gegen die Anodisierung wirkt — die kupferreichen Ausfällungen schaffen bevorzugte Angriffszonen in der Oxidschicht. Typ I Chromsäure-Anodisierung wird speziell für 2024 in der Luft- und Raumfahrt verwendet, weil sie schonender ist und besser mit diesen Inhomogenitäten umgehen kann. Vermeiden Sie die Angabe von Typ II oder III Anodisierung bei Schrauben der 2000er-Serie für korrosionskritische Anwendungen.
Farboptionen und Färbung
Standard-Anodisierungsfarben, die bei den meisten Produktionsanodiseuren erhältlich sind:
- Klar (natürlich) — zeigt das natürliche Aluminium durch die transparente Oxidschicht; leichter grau-blauer Farbton bei 6061
- Schwarz — am beliebtesten, erreicht durch elektrolytische Färbung mit Zinn- oder Nickelsalzen oder organischem schwarzem Farbstoff; elektrolytisch schwarz hat eine überlegene UV-Stabilität
- Bronze/Gold/Champagner — elektrolytische Farben mit Zinn/Kobaltsalzen; sehr UV-stabil für architektonische Anwendungen
- Rot, Blau, Grün, Lila — organische Farbstoffe; hervorragendes Anfangsbild, aber schnelleres Verblassen unter UV; geeignet für Innen- oder Elektronik-Anwendungen
- Hart anodisiert, natürlich — dunkelgrau bis anthrazit; in der Regel keine Färbung erforderlich
Für Außen- oder UV-Exponierte Anwendungen, geben Sie elektrolytische Färbung an (auch als integrale Farbe oder Zweistufen-Anodisierung bezeichnet) statt organischem Farbstoff. Die Farbtiefe befindet sich innerhalb der Oxidschicht und nicht adsorbiert an den Porenwänden, und sie verblasst einfach nicht mit der gleichen Geschwindigkeit.
Gewindebetrachtungen nach der Eloxierung
Dies ist das Problem, das die meisten Ingenieure übersehen, bis sie erstmals ein Passproblem erleben. Die Eloxierung fügt dem Teil Material hinzu — sowohl äußeres Wachstum (weg vom Substrat) als auch inneres Wachstum (Verbrauch des Substrats). Für eine Standardbehandlung vom Typ II:
- M5 × 0,8 Außengewinde: erwarten Sie eine Gesamtdurchmesseränderung von ca. 8–12 µm (4–6 µm auf jeder Seite)
- Dies entspricht ungefähr einer Reduktion des Gewindespiels um 0,01–0,015 mm
- Bei einem Gewinde mit Toleranzklasse 6H/6g verbraucht dies einen bedeutenden Anteil des verfügbaren Toleranzfensters
Praktischer Ansatz für eloxierte Schraubengewinde:
1. Für Spielpassende Befestigungselemente (bei den meisten Durchschraub-Anwendungen) ist eine Standardtoleranz nach der Eloxierung akzeptabel.
2. Für Präzisionspassende oder Spannungsgewinde fräsen Sie die Gewinde vor der Eloxierung eine ISO-Toleranzklasse lockerer oder spezifizieren Sie eine dünnere Eloxalschicht (Ziel 8–10 µm vs. Standard 15–20 µm).
3. Für Type-III-Hartlack auf Gewindeschrauben, planen Sie immer den voranodisierten Gewindedurchmesser mit der gemessenen Wachstumsrate des Anodisierers für Ihre Legierung/Charge.
| Anmeldung | Empfohlenes Legierungsmaterial | Eloxiertyp | Farbe | Gewindetoleranz vor der Eloxierung |
|---|---|---|---|---|
| Luft- und Raumfahrtstruktur | 7075-T6 | Typ I oder III | Klar/natürlich | Maschinell nach Zeichnung + 0,010 mm |
| Marineseitig über Wasserlinie | 6061-T6 | Typ II Klasse 1 | Klar oder schwarz | Standard 6g |
| Architektonische Fassadenbekleidung | 6063-T6 | Typ II Klasse 2 | Entsprechende Extrusionsspezifikation | Standard 6g |
| Elektronik / kosmetisch | 6061-T6 | Typ II Klasse 2 | Markenfarbe (organischer Farbstoff) | Standard 6g |
| Verschleiß- / Gallenanfälligkeit | 6061-T6 | Typ III + PTFE | Schwarz | Maschine +0,025 mm pro Seite |

Was sind die Nachteile von eloxiertem Aluminium?
Die Frage, die im SERP für „eloxiert“ dominiert und die auch die Leute-auch-frage ist, ist genau diese — und sie verdient eine klare Antwort anstelle einer Ablenkung zu positiven Aspekten.
Festigkeitsbegrenzung im Vergleich zu Stahl. Die stärksten anodisierten Aluminium-Schrauben (7075-T6) erreichen Zugfestigkeiten von 570 MPa. Schrauben aus Stahl der Güte 8.8 erreichen 800 MPa; Güte 12.9 erreicht 1.200 MPa. In strukturellen Anwendungen, bei denen Scherfestigkeit oder Vorspannungserhaltung bei Vibrationen eine Rolle spielen, gewinnt Stahl. Anodisierte Aluminium-Schrauben sind kein Ersatz für strukturelle Stahlbefestigungen.
Kratzerempfindlichkeit und lokale Korrosion. Die eloxierte Schicht ist keramisch hart, aber spröde — ein scharfer Aufprall oder Werkzeugmarke kann sie lokal brechen oder absplittern. Im Gegensatz zur Zinkbeschichtung, die einen opferbereiten Schutz für das angrenzende Substrat bietet, lässt eine beschädigte eloxierte Beschichtung rohes Aluminium frei. In Salznebelumgebungen führt ein einzelner Kratzer bis zum blanken Metall zur Einleitung lokaler Lochbildung. Für die anspruchsvollsten Umgebungen sollte Typ III (Hartlack) oder eine zusätzliche Chromatkonversionsbeschichtung (Alodine/Iridite) unter der Eloxierung verwendet werden. Laut einer Community-Diskussion auf Reddit’s r/explainlikeimfive, viele Nutzer entdecken diese Einschränkung erst nach der Inbetriebnahme unter harten Außenbedingungen.
Begrenzte Nachbearbeitbarkeit. Einmal eloxiert, kann Aluminium nicht einfach erneut eloxiert werden, ohne die bestehende Oxidschicht zuerst zu entfernen (Natriumhydroxid-Entfernung). Wird eine Schraube nach der Eloxierung nachbearbeitet, entgratet oder oberflächenbehandelt, verliert der behandelte Bereich seinen Schutz und fällt visuell als heller, uneloxierter Bereich auf.
Nicht geeignet für alle Legierungen. Wie oben erwähnt, eloxieren die Legierungen der Serien 2000 und einige der Serien 7000 schlecht. Gussaluminiumlegierungen (A380, A356) – die häufig für Druckguss-Schraubenbuchsen anstelle der Schrauben selbst verwendet werden – eloxieren mit schlechter Gleichmäßigkeit aufgrund der siliconreichen Mikrostruktur.
Risiko der galvanschen Kopplung mit ungleichen Metallen. Eloxiertes Aluminium hat das gleiche galvanische Potential wie blankes Aluminium im Zusammenhang mit Paaren aus Stahl, Kupfer oder Edelstahl. Die Oxidschicht ist elektrisch isolierend, was hilft – aber an Schnittstellen von Gewinden oder abgenutzten Stellen, an denen die Oxidschicht fehlt, läuft die galvanische Korrosion normal ab. Bei Mischmetallbaugruppen isolieren Sie eloxierte Aluminiumschrauben mit PTFE-Unterlegscheiben oder Nylonbuchsen von Kupfer oder Stahl.
Zukünftige Trends in der Eloxaltechnologie (2026+)
Tartaric-Säure-Sulfat-Eloxal (TSA)
Die REACH-Verordnung der EU hat schrittweise hexavalente Chromverbindungen eingeschränkt, was das chromsäurebasierte Eloxieren vom Typ I in Europa zunehmend regulativ einschränkt. Der Ersatz in der Luft- und Raumfahrtindustrie – Tartaric-Säure-Sulfat-Eloxal (TSA), codifiziert in AIRBUS AIPS 03-01-002 – erzeugt eine dünnere Oxidschicht (3–6 µm) mit geringerer Porosität als Typ II, was es für klebende Luft- und Raumfahrtstrukturen gut geeignet macht. TSA-eloxierte Teile zeigen vergleichbare Haftungseigenschaften wie chromsäureeloxierte Teile in Ablösetests, ohne den chromoxidreichen Abfallstrom. Es wird erwartet, dass TSA bis 2027–2028 zum Standard in der Verarbeitung von Befestigungselementen in europäischen Lieferketten wird.
Plasma-Elektrolytische Oxidation (PEO)
Plasma-Elektrolytische Oxidation – auch Mikro-Arc-oxidation (MAO) genannt – arbeitet bei Spannungen von 200–600 V, deutlich über der Durchbruchspannung bei Standardeloxierung. Die entstehenden Mikroentladungen an der Oxidschicht erzeugen eine keramische, mehrphasige Schicht (Aluminiumoxid, Mullit, Spinellphasen) mit einer Härte von über 1.500 HV und ausgezeichneter Haftung. PEO-Schichten sind 20–100 µm dick, dimensionsstabil und auf Legierungen anwendbar, die bei herkömmlicher Eloxierung schlecht behandelt werden (Serien 2000 und 7000, einige Gusslegierungen). Die aktuelle Verbreitung ist durch höhere Verarbeitungskosten und Energieverbrauch begrenzt, aber da Verteidigungs- und Elektrofahrzeuganwendungen die Nachfrage nach leichteren, härteren Befestigungselementen vorantreiben, wächst PEO erheblich. PEO-eloxierte Befestigungen aus Titan und Magnesium durchlaufen bereits aerospace-Qualifikationstests. Der globale Markt für Oberflächenbehandlung – derzeit auf über 10 Milliarden USD bewertet, laut Branchenforschung – wird voraussichtlich bis zum Ende des Jahrzehnts PEO als Premium-Option für Hochleistungsbefestigungen integrieren.
FAQ
F: Was sind die Nachteile von eloxiertem Aluminium?
Geringere Festigkeit als Stahl, kratzempfindlich, ohne opferbereite Korrosionsschutzschicht, begrenzte Legierungs-Kompatibilität und eingeschränkte Nachbearbeitbarkeit. Schwer nachzubereiten, ohne die Schicht zu entfernen. Am besten geeignet für Anwendungen, bei denen Gewicht, Ästhetik und moderater Korrosionsschutz wichtiger sind als maximale Tragfähigkeit.
F: Was ist der Unterschied zwischen 'eloxiert' und 'anodized'?
Keiner – nur eine unterschiedliche Schreibweise. „Eloxiert“ ist britisches Englisch (verwendet im Vereinigten Königreich, Australien und den meisten Commonwealth-Ländern); „anodized“ ist amerikanisches Englisch. Der Prozess, die Spezifikationen (MIL-A-8625, ISO 7599) und die Materialeigenschaften sind identisch.
F: Wie lange hält Eloxierung?
Richtig versiegelte Typ-II-Eloxierung auf 6061-Aluminium hält typischerweise 20–30 Jahre bei mildem atmosphärischem Einsatz. Die Eloxierung von architektonischen Aluminium-Fassaden wird routinemäßig für 20 Jahre von großen Eloxierern garantiert. In Meeres-Spritzzonen oder UV-intensiven Klimazonen sinkt die Lebensdauer auf 8–15 Jahre, abhängig von Oxiddicke und Versiegelungsqualität.
F: Können eloxierte Schrauben im Salzwasser verwendet werden?
Ja, über der Wasserlinie und in Spritzwasserzonen – anodisiertes Typ-II 6061 zeigt gute Leistungen und wird häufig in maritimer Hardware verwendet. Anwendungen im Unterwasser- oder Gezeitenbereich sind eher marginal: erwarten Sie beschleunigte Korrosion bei Beschädigung der Beschichtung und ziehen Sie 316 in Betracht rostfreier Stahl als die sicherere langfristige Wahl für dauerhaft benetzte Befestigungen.
F: Welche Aluminiumlegierungen können eloxiert werden?
Die Serie 6000 (6061, 6063) eloxiert am besten — gleichmäßig, konsistent, gute Farbe. Die Serie 7000 (7075) erfordert mehr Prozesskontrolle beim Eloxieren. Die Serie 2000 (2024) benötigt für akzeptable Ergebnisse den Chromsäure-Typ-I-Prozess. Gusslegierungen mit hohem Siliziumgehalt (A380) eloxieren schlecht und sollten für Eloxieranwendungen vermieden werden.
F: Können Sie eine Schraube erneut eloxieren?
Ja, aber die bestehende Oxidschicht muss zuerst chemisch entfernt werden (Natriumhydroxid-Ätzbad), was auch eine dünne Schicht des Basaluminium entfernt. Für präzise Befestigungselemente verbraucht jeder Abzieh- und Eloxierzyklus Material. Die meisten Präzisionsschrauben können ein, manchmal zwei, Abzieh- und Eloxierzyklen tolerieren, bevor die Maßtoleranzen beeinträchtigt werden.
F: Ist eloxiertes Aluminium lebensmittelsicher?
Ja. Die Aluminiumoxid-Schicht ist chemisch inert und ungiftig. Eloxiertes Aluminium vom Typ II wird für Kochgeschirr, Lebensmittelverarbeitungsgeräte und Getränkehandhabungssysteme verwendet. Es reagiert unter normalen Verarbeitungstemperaturen nicht mit den meisten Lebensmitteln. Vermeiden Sie saure Lebensmittel (Essig, Zitrusfrüchte) bei längerer Kontaktzeit mit unversiegelten oder abgenutzten eloxierten Oberflächen — die poröse, unversiegelte Oxidschicht kann Aromen aufnehmen.
F: Wie dick ist die eloxierte Schicht auf Schrauben?
Hängt vom Prozess ab. Typ I: 0,5–7,5 µm. Typ II Standard: 8–25 µm (am häufigsten bei Produktionsschrauben). Typ III Hartcoat: 25–100 µm. Die Regel für das Wachstum nach innen / außen 50% gilt für Typ II; eine Gesamtdicke von 20 µm fügt also etwa 10 µm zum äußeren Durchmesser hinzu (5 µm pro Seite bei runden Merkmalen).

Schlussfolgerung
Eloxierte Befestigungselemente sind keine Warenstandard — das Wort „eloxiert“ auf einem Datenblatt kann eine 2 µm Chromsäure-Beschichtung auf einer Präzisions-Aerospace-Schraube bedeuten oder eine 75 µm Hartcoat auf einem verschleißkritischen Montageschieber. Die Wahl des Typs, der Legierung, der Farbmethoden und der Versiegelung bestimmt, ob Ihre eloxierten Schrauben Jahrzehnte halten oder im ersten Einsatz versagen.
Die praktische Erkenntnis: spezifizieren Sie den Anodisierungs-Typ ausdrücklich (Typ I, II oder III gemäß MIL-A-8625 oder ISO 7599), definieren Sie die Ziel-Oxiddicke, fordern Sie eine versiegelte Beschichtung an und konsultieren Sie Ihren Anodisierer bezüglich der Voranodise-Gewindetoleranzen für Präzisionspassanwendungen. Für den Außen- oder Marineeinsatz schlägt die elektrolytische Farbgebung jeden organischen Farbstoff um Längen, und eine Mindestoxiddicke von 25 µm ist den marginalen Mehrkosten wert.
Für jede Produktionsschrauben-Spezifikation — Standard- oder kundenspezifische eloxierte Oberfläche — kontaktieren Sie unser Team um Material-, Prozess- und Volumenoptionen zu besprechen.
Verwandte Produkte
Lösungen & Cluster
- Alle Blogs
- Kundenspezifische Lösungen für Befestigungselemente
- Schrauben- & Flansch-Tutorials — Alle Artikel durchsuchen
Verwandte Artikel
- Edelstahlschrauben: Der vollständige Leitfaden zu Typen, Güten und industriellen Anwendungen
- Schraubbolzen: Sicherheitstypen, Materialien und Einkaufsführer für dauerhafte Befestigungen
- Schrauben und Bolzen: Der vollständige Leitfaden zu Typen, Unterschieden, Güten und der Auswahl des richtigen Befestigungselements
- Nyloc-Mutter: Typen, Größen, Standards & Kaufberatung (2026)
- Gewindeschrauben: Kompletter Leitfaden zu Typen, Anwendungen & Auswahl
- Der vollständige Leitfaden zu Verriegelungsmuttern: Typen, Funktionsweise und die richtige Wahl
- Kunststoffschrauben: Komplettleitfaden zu Typen, Materialien & Anwendungen
- Anti-Diebstahl-Kennzeichenhalter-Schrauben: Der vollständige Kaufratgeber (2026)




