El anodizado desarrolla una capa dura de óxido de aluminio electroquímicamente en superficies metálicas, ofreciendo una resistencia superior a la corrosión, dureza y durabilidad del color para tornillos y fijaciones.
Estás especificando fijaciones para un proyecto de revestimiento arquitectónico, un accesorio marino para cubierta o un ensamblaje aeroespacial de precisión — y la hoja de datos dice “aluminio anodizado.” El problema es que, “anodizado” cubre tres tipos distintos de procesos, una docena de combinaciones de aleaciones y espesores, y resultados de rendimiento muy diferentes. Elegir el tipo incorrecto puede hacer que tus tornillos anodizados se agarroten en servicio, pierdan color en una temporada o fallen en un requisito de 1.000 horas de prueba de niebla salina en la primera inspección.
Esta guía desglosa cada capa del proceso de anodizado, te muestra exactamente cómo especificar fijaciones anodizadas para tu aplicación y explica cuándo el hardware anodizado realmente supera al acero inoxidable — y cuándo no.

¿Qué es el anodizado?
El anodizado es un tratamiento superficial electroquímico que convierte la capa exterior de una pieza metálica — casi siempre aluminio — en una capa densa y porosa de óxido de aluminio (Al₂O₃). A diferencia de la pintura o el recubrimiento, que añaden un material extraño sobre el sustrato, la capa anodizada crece desde y hacia el metal base. Esa estructura integrada es la razón por la cual los acabados anodizados no se despegan, astillan ni desgastan como lo hacen los recubrimientos aplicados.
El proceso fue comercializado por primera vez en la década de 1920 para la protección contra la corrosión de piezas de hidroaviones de aluminio. Hoy en día, el anodizado se especifica en los mercados aeroespacial, arquitectónico, de electrónica de consumo y de fijaciones industriales — donde sea que las piezas de aluminio ligeras necesiten una superficie más dura y duradera que el metal base solo.
El proceso de pasivación electrolítica
En un baño estándar de anodizado de ácido sulfúrico de Tipo II, la pieza de aluminio se conecta como ánodo (electrodo positivo) — de ahí el nombre — y se sumerge en un electrolito de ácido sulfúrico al 15–20 % a 18–22 °C. Cuando fluye la corriente, los iones de oxígeno liberados en el ánodo reaccionan con los átomos de aluminio en la superficie para construir la capa de óxido. El proceso solo se limita a voltajes muy bajos; en condiciones de operación estándar, el óxido poroso continúa creciendo durante toda la duración del ciclo.
La capa resultante tiene dos zonas:
– Capa de barrera — una capa base delgada, densa y no porosa, directamente adyacente al aluminio
– Capa porosa — una estructura de óxido columnar que se extiende hacia afuera, con poros de aproximadamente 25–30 nm de diámetro
Esos poros son lo que permite que las piezas anodizadas acepten tintes antes del sellado, y por qué el paso de sellado (agua caliente desionizada o acetato de níquel) es fundamental para la protección contra la corrosión a largo plazo. El aluminio anodizado sin sellar se corroe significativamente más rápido que las piezas selladas correctamente. Según El tratamiento detallado de la química del anodizado en Wikipedia, la capa de óxido tiene voltajes de ruptura dieléctrica de 400–800 V/µm — relevante cuando tornillos anodizados se utilizan en ensamblajes electrónicos que requieren aislamiento eléctrico.
Cómo el anodizado difiere del galvanizado y la pintura
Los tres tratamientos superficiales más comunes para tornillos — anodizado, electrochapado y pintura — se comportan de manera muy diferente en servicio.
Electrochapado depositan un metal Deposita una capa de metal (zinc, níquel, cromo, cadmio) sobre el sustrato mediante reducción. La capa galvanizada se sitúa en la parte superior, tiene sus propias características de adhesión y puede desgastarse en arañazos o bordes cortados. Para los tornillos, las áreas roscadas son particularmente vulnerables porque el grosor del galvanizado varía en geometrías complejas.
Pintura y recubrimiento en polvo Agregan una película de polímero. Excelente para resistencia al color y a los rayos UV, pero la película puede astillarse en las raíces de las roscas bajo el par de instalación, y los bordes cortados en tornillos mecanizados rara vez están completamente cubiertos.
Anodizado Se integra con el propio aluminio. No hay fallos de adhesión, ni corrosión por debajo, y — críticamente para los elementos de fijación — el óxido crece hacia adentro (aproximadamente 50% del grosor total) así como hacia afuera, lo que limita el cambio dimensional en los componentes roscados.
| Tratamiento superficial | Mecanismo de adhesión | Espesor típico | Resistencia a la corrosión | Impacto en la rosca |
|---|---|---|---|---|
| Anodizado de Tipo II | Óxido integrado | 8–25 µm | 336–1.000 horas la salitre | Mínimo (<5 µm de crecimiento hacia afuera) |
| Electrochapado de zinc | Unión mecánica/química | 5–12 µm | 96–200 horas de salitre | Moderado (puede afectar el ajuste) |
| Recubrimiento en polvo transparente | Adhesión mecánica | 60–120 µm | 500–1.000 horas de salitre | Significativo (llena los roscados) |
| Cadmiado | Vínculo químico | 8–13 µm | Más de 1.000 horas de salitre | Moderado (restringido por RoHS) |
| Pintura (líquida) | Adhesión mecánica | 25–75 µm | 200–500 horas de salitre | Llena los roscados (no apto para precisión) |
Tipos de anodizado para tornillos y fijaciones
No todos los recubrimientos anodizados son iguales. MIL-A-8625 (la especificación militar que la mayoría de los compradores industriales consultan, incluso fuera de defensa) define tres tipos principales de anodizado, cada uno adecuado para diferentes requisitos de rendimiento. Cuando un proveedor cita “anodizado”, es importante saber qué tipo es.
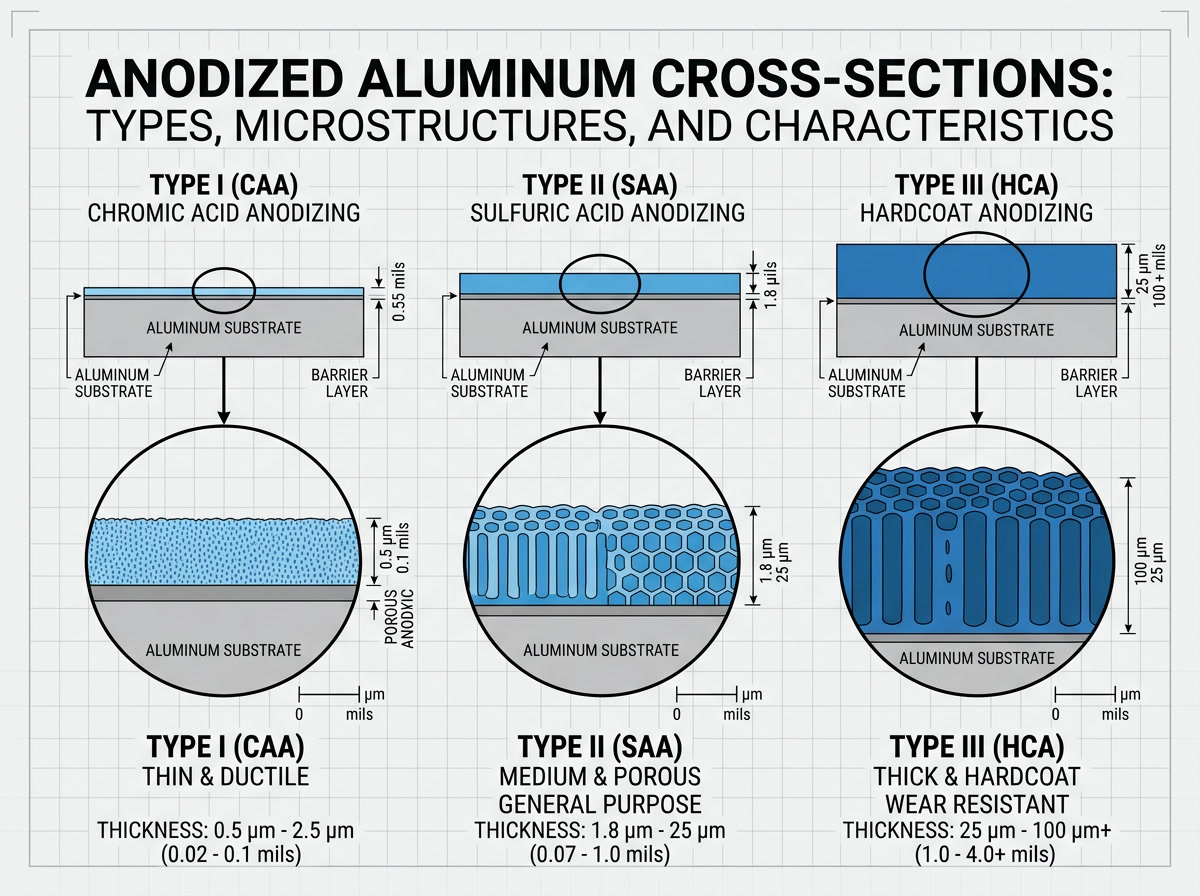
Tipo I — Anodizado con ácido crómico
El Tipo I utiliza ácido crómico (CrO₃) en lugar de ácido sulfúrico. La capa de óxido resultante es más delgada — típicamente 0,5–7,5 µm — pero el proceso es más suave y causa cambios dimensionales insignificantes. Eso hace que el Tipo I sea la opción preferida para fijaciones aeroespaciales de tolerancia ajustada donde la compatibilidad del hilo y la geometría de la pieza deben mantenerse dentro de tolerancias de micrómetros de un solo dígito.
Los acabados anodizados de Tipo I son opacos en gris y no aceptan bien el tinte, por lo que rara vez se usan para aplicaciones cosméticas. Su valor principal es como base para imprimación en ensamblajes de aeronaves. Sin embargo, las regulaciones ambientales europeas están restringiendo progresivamente los procesos de cromo hexavalente, impulsando a la industria hacia el Tipo IC (reemplazo del ácido crómico usando ácido bórico/sulfúrico) para nuevas especificaciones.
Cuándo especificar Tipo I: elementos de fijación aeroespaciales de precisión, piezas que requieren adhesivo post-anodizado, componentes donde el cambio dimensional de incluso 2–3 µm importa.
Tipo II — Anodizado con Ácido Sulfúrico (Estándar)
El Tipo II es el caballo de batalla de la industria del anodizado — el proceso detrás de la gran mayoría de tornillos de aluminio anodizado, extrusiones arquitectónicas y carcasas de electrónica de consumo en el mercado. Una producción estándar de Tipo II produce una capa de óxido de 8–25 µm, dividida aproximadamente en mitades entre crecimiento hacia dentro (hacia el aluminio) y hacia fuera.
Las piezas anodizadas de Tipo II pueden ser teñidas en prácticamente cualquier color antes del sellado. La estructura porosa de columnas absorbe tintes orgánicos, pigmentos inorgánicos o metales depositados electroquímicamente (bronce, negro) con excelente uniformidad. Después del sellado, la resistencia del color a la exposición UV varía significativamente según el tipo de tinte: los pigmentos inorgánicos (color integral mediante coloreado electroquímico) superan a los tintes orgánicos en aplicaciones exteriores por un factor de 4 a 10 veces en pruebas de envejecimiento acelerado.
Cuándo especificar Tipo II: anclajes arquitectónicos, hardware de electrónica de consumo, tornillos decorativos anodizados, en general aplicaciones industriales, accesorios marinos por encima de la línea de flotación.
Tipo III — Anodizado Duro (Revestimiento Duro)
El anodizado duro se realiza a temperaturas más bajas (0–5 °C) y con mayores densidades de corriente que el Tipo II, produciendo capas de óxido de 25–100 µm con una dureza Vickers de 400–600 HV — comparable al acero de herramienta. Como referencia, el sustrato de aluminio 6061-T6 tiene una dureza de aproximadamente 95 HV. La capa anodizada es dramáticamente más dura que el metal subyacente.
La compensación: el anodizado duro es más poroso que el Tipo II antes del sellado, y el grosor extremo requiere que las tolerancias de rosca sean más ajustadas y se diseñen antes del anodizado. En la práctica, para tornillos anodizados especificados como Tipo III, la rosca a menudo se mecaniza en tamaño oversize antes del anodizado para que las dimensiones post-tratamiento queden dentro de la tolerancia.
Las superficies anodizadas duras son de color gris oscuro a negro en color natural (la capa de óxido más gruesa absorbe más luz). Pueden ser teñidas de negro, pero rara vez aceptan colores brillantes. El PTFE puede co-depositarse en los poros durante el proceso para crear un revestimiento duro autolubricante — popular para fijaciones anodizadas en ensamblajes de aluminio a aluminio propensos a rozamiento.
Cuándo especificar Tipo III: superficies de desgaste, componentes deslizantes, cilindros hidráulicos — y cualquier tornillo anodizado que se utilice y retire repetidamente en agujeros roscados de aluminio.
| Propiedad | Tipo I (Cromico) | Tipo II (Sulfúrico) | Tipo III (Revestimiento Duro) |
|---|---|---|---|
| Grosor de óxido | 0.5–7.5 µm | 8–25 µm | 25–100 µm |
| Dureza (HV) | ~200 | 200–300 | 400–600 |
| Spray de sal (sellado) | 336 hrs | 500–1.000 hrs | Más de 1.000 hrs |
| Opciones de color | Solo gris | Gama completa de colores | Gris oscuro/negro |
| Cambio dimensional | Despreciable | Bajo (<12 µm hacia afuera) | Significativo (hasta 50 µm hacia afuera) |
| Normas primarias | MIL-A-8625 Tipo I | MIL-A-8625 Tipo II | MIL-A-8625 Tipo III |
| Índice de coste típico | 1.3× | 1.0× (línea base) | 2.5–3.5× |
| Restricción ambiental | Cr hexavalente (restringido en la UE) | Ninguno | Ninguno |
Aplicaciones industriales de sujetadores anodizados
Aeroespacial y Defensa
El sector aeroespacial es donde los requisitos de anodizado son más estrictos, y donde la distinción entre Tipo I y Tipo III importa más. Las estructuras de aeronaves utilizan sujetadores de aluminio anodizado — pernos, tornillos, inserts rivnut — porque el aluminio es 65% más ligero que el acero con la misma resistencia a la tracción, y la capa anodizada proporciona protección contra la corrosión sin añadir metales recubiertos que puedan causar acoplamiento galvánico en uniones de fibra de carbono compuesta.
Los requisitos de los proveedores principales de Boeing y Airbus suelen especificar MIL-A-8625 por tipo y clase, con variantes Clase 1 (sin teñir) y Clase 2 (teñida). Los tornillos anodizados duros (Tipo III) se especifican donde se esperan ciclos de instalación repetidos — paneles de acceso, cubiertas de compartimentos de aviónica — porque el recubrimiento resistente a la dureza evita el agarrotamiento contra la estructura de aluminio sin requerir compuestos anti-seize que puedan contaminar superficies compuestas.
Los requisitos de pulverización de sal en aeroespacial superan rutinariamente las 1,000 horas según ASTM B117. Los tornillos de aluminio anodizado Tipo II y Tipo III correctamente sellados cumplen con este umbral; las piezas mal selladas fallan en 200–300 horas.
Hardware marino y para exteriores
Los tornillos anodizados se utilizan ampliamente en aplicaciones marinas por dos razones: la compatibilidad galvánica natural del aluminio con cascos de fibra de vidrio y GFRP, y la resistencia de la capa anodizada sellada a la atmósfera cargada de sal. Por encima de la línea de agua y en zonas de salpicaduras, el aluminio anodizado Tipo II supera en un factor de 5× al acero zincado en pruebas ASTM B117, y no sacrifica la integridad estructural como lo hacen los sujetadores recubiertos de zinc.
Una advertencia importante: en aplicaciones sumergidas o en zonas de salpicaduras severas, el acero inoxidable 316 sigue siendo la mejor opción. La capa de óxido anodizado, incluso si está dañada localmente, no proporciona protección catódica sacrificial como lo hace el zinc plating. Un tornillo anodizado rayado se corroerá en la raya; un tornillo zincado rayado todavía tiene cierta protección del zinc circundante.
Para hardware de cubierta marina — bases de cabrestantes, fijaciones de cabos, soportes para paneles solares — los tornillos de aluminio anodizado en 6061-T6 con acabado Tipo II y un recubrimiento sellado de Clase 2 (transparente) representan una buena relación calidad-precio: ligeros, resistentes a la corrosión y estéticamente coherentes con el hardware de cubierta de aluminio anodizado.
Electrónica arquitectónica y de consumo
El sector arquitectónico consume más aluminio anodizado que cualquier otra industria — extrusiones de muro cortina, marcos de ventanas, paneles de revestimiento — y los tornillos y sujetadores auto-roscantes utilizados para montar estos sistemas se anodizan con frecuencia para coincidir. La consistencia del color entre el panel y el sujetador es un verdadero desafío de especificación: el color del anodizado depende de la composición de la aleación, el grosor del óxido, el lote de teñido y el método de sellado. Especificar tornillos anodizados del mismo anodizador usando los mismos parámetros que las extrusiones de panel es la única forma confiable de lograr un resultado estéticamente coincidente.
En electrónica de consumo — portátiles, tablets, equipos de audio — los tornillos de aluminio anodizado aparecen donde el diseñador quiere hardware visible que combine con la carcasa anodizada. Apple, por ejemplo, utiliza tornillos de aluminio anodizado de precisión en el chasis del MacBook Pro que coinciden con el acabado de la carcasa Space Grey o Silver en menos de ΔE < 1.5 unidades de diferencia de color.
Cómo elegir el tornillo anodizado adecuado
Selección de aleaciones y anodizabilidad
No todas las aleaciones de aluminio se anodizan igual de bien. Serie 6000 (6061, 6063, 6082) es la más ampliamente anodizada: excelente resistencia a la corrosión tras el tratamiento, buena consistencia en el color y ventanas de proceso relativamente tolerantes. La 6061-T6 es la más utilizada para tornillos estructurales anodizados.
En Serie 7000 (7075, 7050) tiene mayor resistencia a la tracción — la 7075-T6 alcanza 570 MPa frente a 310 MPa de la 6061-T6 — pero anodiza de manera menos uniforme debido a los elementos de aleación de zinc y cobre. La anodización dura de la 7075 es posible, pero produce una capa más delgada y menos uniforme y requiere un control más estricto del baño. Para tornillos anodizados de alta resistencia, la 7075 es la opción adecuada si la resistencia es prioritaria; acepta menor estética y consistencia en la resistencia a la corrosión.
En Serie 2000 (2024) contiene alto contenido de cobre, lo cual actúa en contra de la anodización — los precipitados ricos en cobre crean zonas de ataque preferencial en la capa de óxido. La anodización con ácido crómico de Tipo I se usa específicamente para 2024 en aeroespacial porque es más suave y mejor para acomodar esas inhomogeneidades. Evite especificar anodización de Tipo II o III en tornillos de la serie 2000 para aplicaciones críticas en corrosión.
Opciones de color y teñido
Colores anodizados estándar disponibles en la mayoría de los anodizadores de producción:
- Transparente (natural) — muestra el aluminio natural a través del óxido transparente; ligero tono gris-azul en 6061
- Negro — más popular, logrado mediante coloreado electrolítico con sales de estaño o níquel, o tinte negro orgánico; el negro electrolítico tiene mayor estabilidad UV
- Bronce/dorado/campaña — colores electrolíticos usando sales de estaño/cobalto; muy estables a los UV para uso arquitectónico
- Rojo, azul, verde, púrpura — tintes orgánicos; excelente apariencia inicial pero se desvanecen más rápido bajo UV; adecuado para aplicaciones en interiores o electrónicas
- Anodizado duro natural — gris oscuro a carbón; generalmente no se necesita teñido
Para aplicaciones en exteriores o expuestas a UV, especifique coloreado electrolítico (también llamado color integral o anodizado en dos pasos) más que tinte orgánico. La profundidad del color se encuentra dentro de la capa de óxido en lugar de adsorbida en las paredes de los poros, y simplemente no se desvanece a la misma velocidad.
Consideraciones sobre la rosca después del anodizado
Este es el problema que la mayoría de los ingenieros pasan por alto hasta que experimentan un problema de ajuste por primera vez. El anodizado añade material a la pieza — tanto crecimiento hacia afuera (alejándose del sustrato) como hacia adentro (consumiendo el sustrato). Para un tratamiento estándar de Tipo II:
- Rosca externa M5 × 0.8: espera un cambio total de diámetro de aproximadamente 8–12 µm (4–6 µm en cada lado)
- Esto corresponde a una reducción aproximada de 0,01–0,015 mm en el ajuste de la rosca
- En una rosca con tolerancia clase 6H/6g, esto consume una fracción significativa de la ventana de tolerancia disponible
Enfoque práctico para roscas roscadas anodizadas:
1. Para sujetadores con ajuste de juego libre (la mayoría de aplicaciones con pernos pasantes), la tolerancia estándar es aceptable después del anodizado.
2. Para roscas de ajuste de precisión o interferencia, mecanice las roscas una clase de tolerancia ISO más suelta antes del anodizado, o especifique una capa de anodizado más delgada (objetivo de 8–10 µm frente a los 15–20 µm estándar).
3. Para Recubrimiento duro de tipo III en elementos de fijación roscados, siempre diseñe el diámetro de rosca pre-anodizado con la tasa de crecimiento medida por el anodizador para su aleación/lote.
| Aplicación | Aleación recomendada | Tipo de anodizado | Color | Tolerancia de la rosca antes del anodizado |
|---|---|---|---|---|
| Estructural aeroespacial | 7075-T6 | Tipo I o III | Transparente/natural | Mecanizado según dibujo + 0,010 mm |
| Marino por encima de la línea de agua | 6061-T6 | Tipo II Clase 1 | Transparente o negro | Estándar 6g |
| Revestimiento arquitectónico | 6063-T6 | Tipo II Clase 2 | Coincidir con la especificación de extrusión | Estándar 6g |
| Electrónica / cosmética | 6061-T6 | Tipo II Clase 2 | Color de marca (tinte orgánico) | Estándar 6g |
| Propenso a desgaste/arañazos | 6061-T6 | Tipo III + PTFE | Negro | Maquinado +0,025 mm por lado |

¿Cuáles son las desventajas del aluminio anodizado?
La pregunta que también hacen las personas y que domina la SERP para “anodizado” es precisamente esta — y merece una respuesta directa en lugar de una desviación hacia los aspectos positivos.
Limitación de resistencia frente al acero. Los tornillos de aluminio anodizado de mayor resistencia (7075-T6) alcanzan resistencias a la tracción de 570 MPa. Los pernos de acero de grado 8.8 alcanzan 800 MPa; el grado 12.9 alcanza 1.200 MPa. En aplicaciones estructurales donde la resistencia al corte o la retención de precarga bajo vibración son importantes, el acero gana. Los tornillos de aluminio anodizado no son un sustituto de los elementos de fijación estructurales de acero.
Sensibilidad a los arañazos y corrosión local. La capa anodizada es dura como cerámica, pero frágil — un impacto fuerte o una marca de herramienta pueden agrietarla o astillarla localmente. A diferencia del galvanizado con zinc, que proporciona protección sacrificial al sustrato adyacente, un recubrimiento anodizado dañado deja al aluminio desnudo expuesto. En ambientes con niebla salina, un solo arañazo que atraviese hasta el metal desnudo inicia una corrosión localizada. Especificar Tipo III (recubrimiento duro) o añadir un tratamiento complementario de conversión de cromato (Alodine/Iridite) bajo el anodizado para los entornos más exigentes. Según una discusión comunitaria en Reddit’s r/explainlikeimfive, muchos usuarios descubren esta limitación solo después del despliegue en condiciones exteriores adversas.
Limitada re-trabajabilidad. Una vez anodizado, el aluminio no puede ser simplemente volver a anodizar sin eliminar primero el óxido existente (limpieza con hidróxido de sodio). Si un tornillo se vuelve a trabajar, se desbasta o se somete a tratamiento superficial después del anodizado, el área tratada pierde su protección y destacará visualmente como una zona brillante, no anodizada.
No apto para todas las aleaciones. Como se mencionó anteriormente, las aleaciones de la serie 2000 y algunas de la serie 7000 anodizan mal. Las aleaciones de aluminio fundido (A380, A356) — comúnmente usadas para soportes de tornillos de fundición en presión en lugar de tornillos en sí — anodizan con poca uniformidad debido a su microestructura rica en silicio.
Riesgo de acoplamiento galvánico con metales disímiles. El aluminio anodizado tiene el mismo potencial galvánico que el aluminio sin tratar en el contexto de parejas con acero al carbono, cobre o acero inoxidable. La capa de óxido es eléctricamente aislante, lo que ayuda — pero en superficies cortadas de rosca o áreas abrasadas donde el óxido está ausente, la corrosión galvánica progresa normalmente. En ensamblajes de metales mixtos, aislar los tornillos de aluminio anodizado del cobre o acero con arandelas de PTFE o bujes de nylon.
Tendencias futuras en tecnología de anodizado (2026+)
Anodizado con Ácido Tártico-Sulfúrico (TSA)
El reglamento REACH de la UE ha restringido progresivamente los compuestos de cromo hexavalente, poniendo en cuenta regresiva el anodizado con ácido crómico de Tipo I en Europa. La sustitución en la industria aeroespacial — anodizado con Ácido Tártico-Sulfúrico (TSA), codificado en AIRBUS AIPS 03-01-002 — produce una capa de óxido más delgada (3–6 µm) con menor porosidad que el Tipo II, lo que lo hace muy adecuado para estructuras aeroespaciales unidas con adhesivos. Las piezas anodizadas con TSA muestran un rendimiento de adhesión comparable al de las piezas anodizadas con ácido crómico en pruebas de pelado, sin el flujo de residuos de cromo hexavalente. Se espera que el TSA sea la opción predeterminada para el procesamiento de fijaciones aeroespaciales en las cadenas de suministro europeas para 2027–2028.
Oxidación electroquímica por plasma (PEO)
La oxidación electroquímica por plasma — también llamada micro-arc oxidation (MAO) — funciona a voltajes de 200–600 V, muy por encima del umbral de ruptura dieléctrica del anodizado estándar. Las microdescargas resultantes en la superficie del óxido crean una capa cerámica, de múltiples fases (óxido de aluminio, mullita, fases de espinela) con una dureza superior a 1,500 HV y una adhesión excepcional. Las capas de PEO tienen un grosor de 20–100 µm, son dimensionalmente estables y viables en aleaciones que el anodizado tradicional maneja mal (series 2000 y 7000, algunas aleaciones fundidas). La adopción actual está limitada por mayores costos de procesamiento y consumo de energía, pero a medida que las aplicaciones de defensa y vehículos eléctricos impulsan la demanda de fijaciones más ligeras y duras, el PEO está en posición de crecer significativamente. Las fijaciones anodizadas con PEO de titanio y magnesio ya están en pruebas de calificación aeroespacial. El mercado global de tratamientos superficiales — valorado actualmente en más de 10 mil millones de USD según investigaciones de la industria — se pronostica que incorporará PEO como una opción de nivel premium para fijaciones de alto rendimiento para finales de la década.
Preguntas frecuentes
P: ¿Cuáles son las desventajas del aluminio anodizado?
Menor resistencia que el acero, sensible a arañazos sin protección sacrificial contra la corrosión, compatibilidad limitada con aleaciones, y re-trabajabilidad restringida. Difícil de volver a mecanizar sin eliminar el anodizado. Mejor para aplicaciones donde el peso, la estética y la resistencia moderada a la corrosión importan más que la carga estructural máxima.
P: ¿Cuál es la diferencia entre anodizado y anodised?
Ninguna — solo una diferencia ortográfica. “Anodised” es inglés británico (usado en el Reino Unido, Australia y la mayoría de países de la Mancomunidad); “anodized” es inglés americano. El proceso, las especificaciones (MIL-A-8625, ISO 7599) y las propiedades del material son idénticas.
P: ¿Cuánto dura el anodizado?
El anodizado de Tipo II correctamente sellado en aluminio 6061 suele durar entre 20 y 30 años en condiciones atmosféricas suaves. El anodizado en fachadas arquitectónicas se garantiza rutinariamente por 20 años por los principales anodizadores. En zonas de salpicaduras marinas o climas con alta radiación UV, la vida útil disminuye a 8–15 años dependiendo del grosor del óxido y la calidad del sellado.
P: ¿Se pueden usar tornillos anodizados en agua salada?
Sí, por encima de la línea de flotación y en zonas de salpicaduras — el anodizado de tipo II 6061 funciona bien y se usa ampliamente en hardware marino. Las aplicaciones sumergidas o en zonas de marea son más marginales: espere una corrosión acelerada en cualquier daño en el recubrimiento, y considere el 316 acero inoxidable como la opción más segura a largo plazo para elementos de fijación permanentemente mojados.
P: ¿Qué aleaciones de aluminio se pueden anodizar?
La serie 6000 (6061, 6063) se anodiza mejor — uniforme, consistente, buen color. La serie 7000 (7075) se anodiza con más control del proceso requerido. La serie 2000 (2024) requiere un proceso de ácido crómico de Tipo I para resultados aceptables. Las aleaciones fundidas con alto contenido de silicio (A380) se anodizan mal y deben evitarse para aplicaciones de anodizado.
P: ¿Se puede volver a anodizar un tornillo?
Sí, pero primero se debe eliminar químicamente la capa de óxido existente (grabado con hidróxido de sodio), lo cual también elimina una capa delgada de aluminio base. Para tornillos de tolerancia ajustada, cada ciclo de eliminación y re-anodizado consume material. La mayoría de los tornillos de precisión pueden tolerar uno, a veces dos, ciclos de eliminación y re-anodizado antes de comprometer las tolerancias dimensionales.
P: ¿El aluminio anodizado es seguro para alimentos?
Sí. La capa de óxido de aluminio es químicamente inerte y no tóxica. El aluminio anodizado de Tipo II se usa para utensilios de cocina, equipos de procesamiento de alimentos y sistemas de manejo de bebidas. Es no reactivo con la mayoría de los alimentos bajo temperaturas normales de procesamiento. Evite alimentos ácidos (vinagre, cítricos) en contacto prolongado con superficies anodizadas sin sellar o desgastadas — el óxido poroso sin sellar puede absorber sabores.
P: ¿Qué grosor tiene la capa anodizada en tornillos?
Depende del tipo de proceso. Tipo I: 0,5–7,5 µm. Tipo II estándar: 8–25 µm (el más común para tornillos de producción). Tipo III recubrimiento duro: 25–100 µm. La regla de crecimiento hacia adentro / hacia afuera 50% / 50% se aplica a Tipo II; por lo que una capa total de 20 µm añade aproximadamente 10 µm a la dimensión exterior (cambio diametral de 5 µm por lado en características redondas).

Conclusión
Los tornillos anodizados no son una especificación de producto básico — la palabra “anodizado” en una hoja de datos puede significar un recubrimiento de ácido crómico de 2 µm en un tornillo de precisión aeroespacial o un recubrimiento duro de 75 µm en un pasador de montaje crítico. Obtener el tipo, aleación, método de color y sellado correctos determina si tus tornillos anodizados durarán décadas o fallarán en el primer ciclo de servicio.
La conclusión práctica: especifique explícitamente el tipo de anodizado (Tipo I, II o III según MIL-A-8625 o ISO 7599), defina el grosor de óxido objetivo, exija un recubrimiento sellado y consulte con su anodizador sobre las tolerancias de rosca pre-anodizado para aplicaciones de ajuste preciso. Para uso exterior o marino, el color electrolítico supera al tinte orgánico en todos los casos, y un óxido mínimo de 25 µm vale la pena en el pequeño coste adicional.
Para cualquier especificación de tornillo de producción — acabado anodizado estándar o personalizado — contacta con nuestro equipo para discutir opciones de material, proceso y volumen.
Productos relacionados
Soluciones y agrupaciones
- Todos los blogs
- Soluciones de fijación personalizadas
- Tutoriales de tornillos y bridas — Ver todos los artículos
Artículos relacionados
- Tornillos de acero inoxidable: La guía completa sobre tipos, grados y aplicaciones industriales
- Tornillos de corte: Tipos de seguridad, materiales y guía de compra para fijación permanente
- Tornillos y Pernos: La guía completa de tipos, diferencias, grados y cómo elegir el sujetador adecuado
- Tuerca Nyloc: Tipos, tamaños, estándares y guía de compra (2026)
- Tornillos de formación de rosca: Guía completa de tipos, usos y selección
- La guía completa de tuercas de bloqueo: Tipos, cómo funcionan y cómo elegir la adecuada
- Tornillos de plástico: Guía completa sobre tipos, materiales y aplicaciones
- Tornillos para placas de matrícula antirrobo: La guía completa del comprador (2026)




