الن anodizing ينمو طبقة صلبة من أكسيد الألمنيوم كهربائياً على أسطح المعادن، مما يوفر مقاومة ممتازة للتآكل، وصلابة، ومتانة اللون للبراغي والمثبتات.
أنت تحدد مواصفات مثبتات لمشروع تغليف معماري، أو تركيب سطح بحري، أو تجميع جوي دقيق — وتقول ورقة البيانات "ألمنيوم أنودي". المشكلة أن، "أنودي" يغطي ثلاثة أنواع مختلفة من العمليات، وعشرات من تركيبات السبائك والسماكات، ونتائج أداء مختلفة تماماً. اختر النوع الخطأ وقد تتوقف براغيك الأنودية عن العمل، أو تفقد لونها خلال موسم واحد، أو تفشل في اختبار رش الملح لمدة 1000 ساعة عند الفحص الأول.
يفكك هذا الدليل كل طبقة من عملية الأن anodizing، ويظهر لك بالضبط كيف تحدد مثبتات أنودية لتطبيقك، ويشرح متى يتفوق الأجهزة الأنودية حقاً على الفولاذ المقاوم للصدأ — ومتى لا تفعل.

ما هو الأن anodizing؟
الأن anodizing هو علاج سطحي كهروكيميائي يحول الطبقة الخارجية لقطعة معدنية — وغالباً الألمنيوم — إلى طبقة كثيفة ومسامية من أكسيد الألمنيوم (Al₂O₃). على عكس الطلاء أو الطلاء المعدني، الذي يضيف مادة غريبة على السطح، تنمو الطبقة الأنودية من وداخل المعدن الأساسي. هذه البنية المتكاملة هي السبب في أن التشطيبات الأنودية لا تتقشر، أو تتشقق، أو تتآكل كما تفعل الطلاءات المطبقة.
تم تسويق العملية لأول مرة في عشرينيات القرن الماضي لحماية التآكل لأجزاء الطائرات البحرية المصنوعة من الألمنيوم. اليوم، يُحدد الأن anodizing عبر صناعات الطيران، والهندسة المعمارية، والإلكترونيات الاستهلاكية، والأسواق الصناعية للمثبتات — حيثما كانت أجزاء الألمنيوم خفيفة الوزن بحاجة إلى سطح أكثر صلابة ومتانة من المعدن الأساسي فقط.
عملية التمرير الكهربي
في حمام أن anodizing من نوع II القياسي بحمض الكبريتيك، يتم توصيل قطعة الألمنيوم كـ أنود (القطب الموجب) — ومن هنا جاء الاسم — وتغمر في محلول حمض الكبريتيك بتركيز 15–20٪ عند درجة حرارة 18–22 °م. عندما يتدفق التيار، تتفاعل أيونات الأكسجين التي تنطلق عند الأنود مع ذرات الألمنيوم على السطح لبناء طبقة الأكسيد. العملية محدودة ذاتياً فقط عند فولتية منخفضة جداً؛ في ظروف التشغيل العادية، يستمر نمو الأكسيد المسامي طوال مدة الدورة.
الطبقة الناتجة لها منطقتان:
– طبقة الحاجز — منطقة أساسية رقيقة وكثيفة وغير مسامية تقع مباشرة بجانب الألمنيوم
– الطبقة المسامية — بنية أكسيد عمودية تمتد للخارج، مع مسام قطرها حوالي 25–30 نانومتر
هذه المسام هي ما يسمح للأجزاء الأنودية بامتصاص الصبغة قبل الإغلاق، ولهذا فإن خطوة الإغلاق (ماء مقطر ساخن أو نيكيل أسيتات) حاسمة للحماية من التآكل على المدى الطويل. يتآكل الألمنيوم الأنودي غير المختوم بشكل كبير أسرع من الأجزاء المختومة بشكل صحيح. وفقاً لـ التعامل المفصل لويكيبيديا مع كيمياء الت anodizing, طبقة الأكسيد لها جهد انهيار عازل يتراوح بين 400–800 فولت/ميكرومتر — وهو أمر ذو صلة عند استخدام البراغي المعالجة بالأكسدة في التجميعات الإلكترونية التي تتطلب عزلًا كهربائيًا.
كيف يختلف الت anodising عن الطلاء والطلاء بالمسحوق
ثلاثة من أكثر طرق المعالجة السطحية شيوعًا للبراغي — الت anodising، الطلاء الكهربائي، والطلاء — تتصرف بشكل مختلف جدًا أثناء الخدمة.
الطلاء الكهربائي يودع معدن يودع طبقة معدنية (زنك، نيكل، كروم، كادميوم) على الركيزة عبر الاختزال. الطبقة المطلية تجلس على السطح، لها خصائص التصاق خاصة بها، ويمكن أن تتآكل عند الخدوش أو حواف القطع. بالنسبة للبراغي، المناطق ذات الخيوط تكون أكثر عرضة للخطر لأن سمك الطلاء يختلف عبر الهندسة المعقدة.
الطلاء والطلاء بالمسحوق يضيف فيلم بوليمر. ممتاز للون ومقاومة الأشعة فوق البنفسجية، لكن يمكن أن يتقشر عند جذور الخيوط تحت عزم الدوران أثناء التركيب، وحواف القطع على البراغي الموجهة نادرًا ما تكون مغطاة بالكامل.
الت anodising يتكامل مع الألمنيوم نفسه. لا توجد فشلات في الالتصاق، ولا تآكل تحت الحافة، و— وهو أمر حاسم للربطات— ينمو الأكسيد داخليًا (حوالي 50% من السماكة الإجمالية) بالإضافة إلى النمو الخارجي، مما يحد من التغير في الأبعاد على المكونات ذات الخيوط.
| معالجة السطح | آلية الالتصاق | السُمك النموذجي | مقاومة التآكل | تأثير الخيط |
|---|---|---|---|---|
| الت anodising من النوع II | الأكسيد المتكامل | 8–25 ميكرومتر | 336–1,000 ساعة رذاذ الملح | نمو خارجي ضئيل (<5 ميكرومتر) |
| الطلاء الكهربائي على الزنك | رابط ميكانيكي/كيميائي | 5–12 ميكرومتر | مقاوم للرش الملحي لمدة 96–200 ساعة | متوسط (يمكن أن يؤثر على الملاءمة) |
| طبقة مسحوق واضحة | الالتصاق الميكانيكي | 60–120 ميكرومتر | مقاومة رش الملح من 500 إلى 1000 ساعة | ملحوظ (يملأ الخيوط) |
| طلاء الكادميوم | الرابط الكيميائي | 8–13 ميكرومتر | أكثر من 1000 ساعة رش ملحي | معتدل (مقيد بـ RoHS) |
| دهان سائل | الالتصاق الميكانيكي | 25–75 ميكرومتر | 200–500 ساعة رش ملح | يملأ الخيوط (غير مناسب للدقة) |
أنواع الأكسدة للبراغي والملحقات
ليست جميع طبقات الأكسدة مشابهة. يحدد معيار MIL-A-8625 (المواصفة العسكرية التي يعتمدها معظم المشترين الصناعيين، حتى خارج مجال الدفاع) ثلاثة أنواع رئيسية من الأكسدة، كل منها مناسب لمتطلبات أداء مختلفة. عندما يقتبس المورد "مؤكسد"، عليك أن تعرف أي نوع هو.
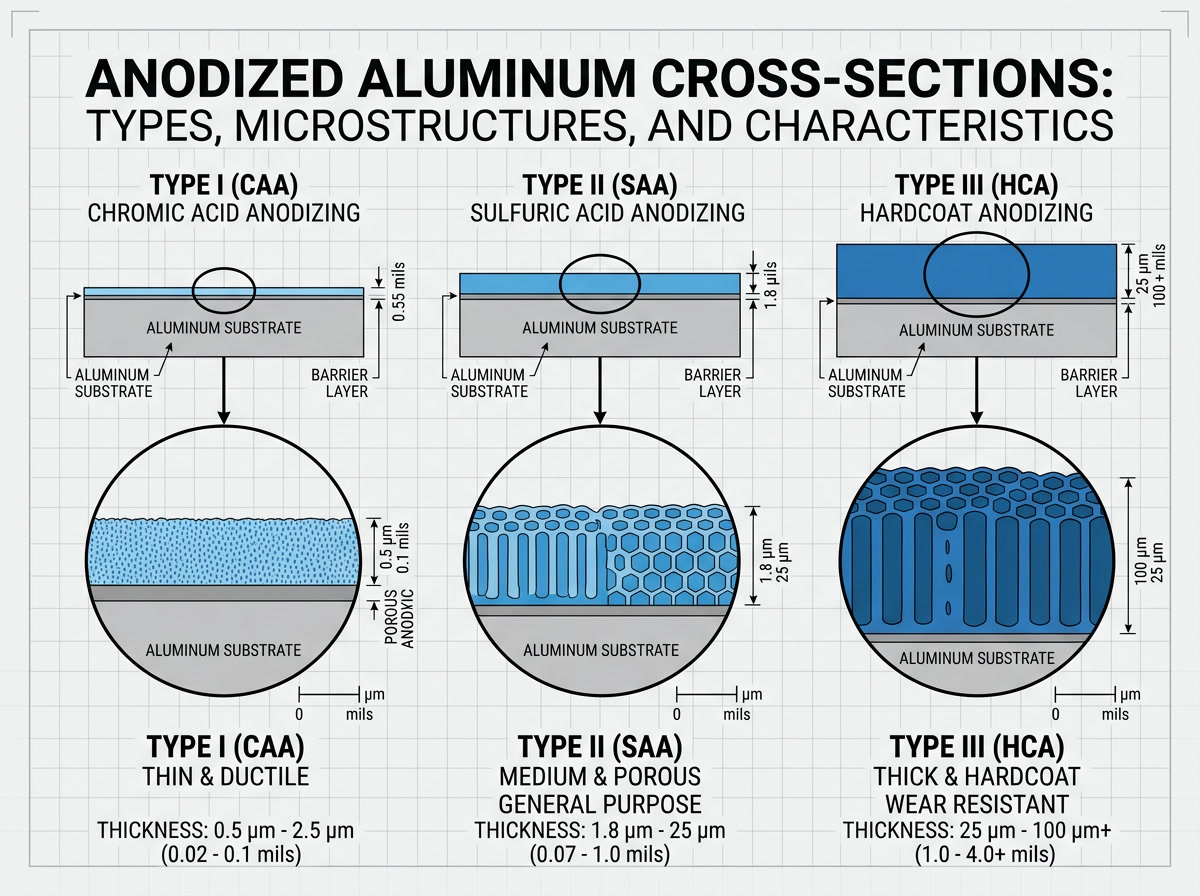
نوع I — أكسدة حمض الكروميك
النوع الأول يستخدم حمض الكروم (CrO₃) بدلاً من حمض الكبريتيك. الطبقة الأكسيد الناتجة أرق — عادةً 0.5–7.5 ميكرومتر — لكن العملية أكثر لطفًا وتتسبب في تغير طفيف جدًا في الأبعاد. هذا يجعل النوع الأول الخيار المفضل لـ مُثبتات فضائية ذات تحمل دقيق للغاية حيث يجب أن يتم الحفاظ على ملاءمة الخيوط وجغرافية الأجزاء ضمن تسامح ميكرومترية رقمية فردية.
تشطيبات الأكسدة من النوع الأول ذات لون رمادي غير شفاف ولا تقبل الصبغة بشكل جيد، لذلك نادراً ما تُستخدم للتطبيقات التجميلية. قيمتها الأساسية هي كقاعدة للطبقة الأساسية في تجميعات الطائرات. ومع ذلك، فإن اللوائح البيئية الأوروبية تقيّد تدريجياً عمليات الكروم سداسي التكافؤ، مما يدفع الصناعة نحو النوع IC (بديل حمض الكروم باستخدام حمض البوريك/الحمض الكبريتيكي) للمواصفات الجديدة.
متى يتم تحديد نوع الأول: مُثبتات الطيران الدقيقة، الأجزاء التي تتطلب لصقًا بعد الأكسدة، المكونات التي يهمها التغير في الأبعاد حتى 2-3 ميكرومتر.
النوع الثاني — الأكسدة بحمض الكبريتيك (القياسي)
النوع الثاني هو العمود الفقري لصناعة الأكسدة — العملية وراء الغالبية العظمى من براغي الألمنيوم المعالجة بالأكسدة، والملحقات المعمارية، وعلب الإلكترونيات الاستهلاكية في السوق. ينتج عن تشغيل قياسي من النوع الثاني طبقة أكسيد تتراوح بين 8-25 ميكرومتر، مقسمة تقريبًا بين النمو الداخلي (داخل الألمنيوم) والنمو الخارجي.
يمكن تلوين أجزاء الأكسدة من النوع الثاني بأي لون تقريبًا قبل الإغلاق. يمتص الهيكل العمودي المسامي الأصباغ العضوية، والأصباغ غير العضوية، أو المعادن المترسبة كهربائيًا (البرونز، الأسود) بتوحيد ممتاز. بعد الإغلاق، تختلف مقاومة اللون تحت التعرض للأشعة فوق البنفسجية بشكل كبير حسب نوع الصبغة: الأصباغ غير العضوية (اللون المتكامل عبر التلوين الكهربائي) تتفوق على الأصباغ العضوية في تطبيقات الهواء الطلق بمعدل 4-10 مرات في اختبارات الطقس المعجلة.
متى يتم تحديد نوع II: مُثَبِّتات معمارية، مكونات إلكترونيات المستهلك، براغي مؤكسدة زخرفية، عام التطبيقات الصناعيةتركيبات فوق سطح الماء البحرية
النوع الثالث — الأكسدة الصلبة (الطبقة الصلبة)
يعمل الأكسدة الصلبة عند درجات حرارة أقل (0-5 °م) وكثافات تيار أعلى من النوع الثاني، مما ينتج طبقات أكسيد بسماكة تتراوح بين 25-100 ميكرومتر، وصلابة فيكرز تتراوح بين 400-600 HV — مقارنة بالفولاذ الأدواتي. كمرجع، فإن مادة الألمنيوم 6061-T6 لها صلابة تقريبية تبلغ 95 HV. الطبقة المعالجة بالأكسدة أكثر صلابة بشكل كبير من المعدن الذي تحتها.
المقايضة: الأكسدة الصلبة أكثر مسامية من النوع الثاني قبل الإغلاق، وسماكتها القصوى تعني أنه يجب تصميم خيوط أكثر إحكامًا قبل الأكسدة. في الممارسة العملية، بالنسبة للبراغي المعالجة بالأكسدة من النوع الثالث، غالبًا ما يتم تشغيل الخيط بحجم أكبر قبل الأكسدة بحيث تكون الأبعاد بعد المعالجة ضمن التسامح.
الأسطح المعالجة بالأكسدة الصلبة داكنة رمادي إلى أسود في اللون الطبيعي (تمتص الأكسدة السميكة المزيد من الضوء). يمكن تلوينها بالأسود ولكن نادراً ما تقبل ألوان زاهية. يمكن ترسيب PTFE في المسام أثناء المعالجة لإنشاء طبقة صلبة ذاتية التشحيم — شائعة للبراغي المعالجة بالأكسدة في التجميعات التي تتعرض للاحتكاك المفرط بين الألمنيوم والألمنيوم.
متى يتم تحديد نوع III: أسطح التآكل، المكونات المنزلقة، تجويف الأسطوانات الهيدروليكية — وأي برغي معالج بالأكسدة سيتم تشغيله وإزالته بشكل متكرر في ثقوب الألمنيوم المثقوبة.
| الممتلكات | نوع الأول (الكروميك) | نوع الثاني (الحمضي الكبريتي) | نوع الثالث (الطبقة الصلبة) |
|---|---|---|---|
| سماكة الأكسيد | 0.5–7.5 ميكرومتر | 8–25 ميكرومتر | 25–100 ميكرومتر |
| الصلابة (HV) | ~200 | 200–300 | 400–600 |
| رش الملح (مغلق) | 336 ساعة | 500–1,000 ساعة | أكثر من 1,000 ساعة |
| خيارات الألوان | رمادي فقط | نطاق الألوان الكامل | رمادي داكن/أسود |
| تغير الأبعاد | ضئيل | منخفض (<12 ميكرومتر خارجيًا) | ملحوظ (حتى 50 ميكرومتر خارجيًا) |
| المعايير الأساسية | MIL-A-8625 النوع الأول | MIL-A-8625 النوع الثاني | MIL-A-8625 النوع الثالث |
| مؤشر التكلفة النموذجي | 1.3× | 1.0× (الأساس) | 2.5–3.5× |
| القيود البيئية | الكروم السادس التكافؤ (مقيد في الاتحاد الأوروبي) | لا شيء | لا شيء |
تطبيقات الصناعة للمثبتات المؤكسدة
الفضاء والدفاع
الفضاء هو المكان الذي تكون فيه متطلبات الأكسدة أكثر صرامة، وحيث يهم التمييز بين النوع الأول والنوع الثالث أكثر. تستخدم هياكل الطائرات مثبتات الألومنيوم المؤكسدة — البراغي، المسامير، إدخالات ريفنات — لأن الألومنيوم أخف وزنًا بـ 65% من الفولاذ عند مقاومة شد مكافئة، وتوفر الطبقة المؤكسدة حماية من التآكل دون إضافة معادن مطلية قد تتسبب في اقتران جلفاني في مفاصل الألياف الكربونية المركبة.
عادةً ما تتطلب متطلبات مقاومة الملح في الفضاء الجوي الإشارة إلى MIL-A-8625 حسب النوع والفئة، مع فئتين 1 (غير مصبوغة) و2 (مصبوغة). يتم تحديد براغي الألومنيوم المعالجة بالأنودة الصلبة (النوع III) في الأماكن التي يُتوقع فيها تكرار دورات التركيب — لوحات الوصول، أغطية حجرة الإلكترونيات — لأن الطبقة الصلبة تقاوم التآكل ضد الهيكل الألومنيوم دون الحاجة إلى مركبات مقاومة للالتصاق التي قد تلوث الأسطح المركبة.
تتجاوز متطلبات رش الملح في الفضاء الجوي عادةً 1000 ساعة وفقًا لـ ASTM B117. تفي البراغي المصنوعة من الألومنيوم المعالجة بالأنودة من النوع II و III بشكل صحيح بهذا الحد؛ الأجزاء غير المختومة بشكل صحيح تفشل خلال 200-300 ساعة.
الأجهزة البحرية والخارجية
تُستخدم البراغي المؤكسدة على نطاق واسع في التطبيقات البحرية لسببين: التوافق الجلفاني الطبيعي للألومنيوم مع الأجوافايبرجلاس و GFRP، ومقاومة الطبقة المؤكسدة المختومة للجو المملح. فوق مستوى الماء وفي مناطق الرش، تتفوق الألومنيوم المعالج بالأنودة من النوع II على الفولاذ المطلي بالزنك بمقدار 5 مرات في اختبار ASTM B117، ولا تضحّي بالسلامة الهيكلية للصدأ كما تفعل المثبتات المطلية بالزنك.
تحذير مهم: في التطبيقات المغمورة أو مناطق الرش الشديدة، لا يزال الفولاذ المقاوم للصدأ من نوع 316 هو الخيار الأفضل. لا توفر طبقة الأكسيد المؤكسدة، حتى إذا تضررت محليًا، حماية كاثودية تضحية كما يفعل الطلاء بالزنك. ستتآكل برغي الأكسدة المخدوش عند الخدش؛ بينما لا تزال برغي الزنك المطلي محميًا جزئيًا من الزنك المحيط.
لأجهزة سطح السفينة البحرية — قواعد الرافعات، تثبيت الحبال، تركيب الألواح الشمسية — تمثل براغي الألومنيوم المعالجة بالأنودة من نوع 6061-T6 مع تشطيب من النوع II وطبقة عازلة من الفئة 2 (شفافة) خيارًا جيدًا من حيث القيمة: خفيفة الوزن، مقاومة للتآكل، ومتناسقة من الناحية الجمالية مع أجهزة سطح السفينة المصنوعة من الألومنيوم المعالج بالأنودة.
الهندسة المعمارية والإلكترونيات الاستهلاكية
يستهلك القطاع المعماري كمية أكبر من الألومنيوم المعالج بالأنودة مقارنة بأي صناعة أخرى — بروفيلات الجدران الستارية، إطارات النوافذ، ألواح التكسية — وغالبًا ما تكون البراغي والمثبتات ذاتية الحفر المستخدمة في تجميع هذه الأنظمة مؤكسدة لمطابقتها. التوافق اللوني بين اللوح والمثبت هو تحدٍ حقيقي للمواصفات: لون الأكسدة يعتمد على تركيبة السبيكة، سمك الأكسيد، دفعة الصبغة، وطريقة الإغلاق. تحديد براغي مؤكسدة من نفس المعمل باستخدام نفس المعايير مثل بروفيلات الألمنيوم هو الطريقة الوحيدة لتحقيق نتيجة متطابقة من الناحية الجمالية.
في الإلكترونيات الاستهلاكية — الحواسيب المحمولة، الأجهزة اللوحية، معدات الصوت — تظهر براغي الألومنيوم المعالجة بالأنودة في كل مكان حيث يرغب المصمم في وجود أجهزة ظاهرية تتطابق مع غلاف الألومنيوم المعالج بالأنودة. على سبيل المثال، تستخدم شركة أبل براغي مصقولة بدقة من الألومنيوم المعالج بالأنودة في هيكل MacBook Pro التي تتطابق مع تشطيب الغلاف الرمادي الفضاء أو الفضي إلى أقل من ΔE < 1.5 وحدات فرق اللون.
كيفية اختيار البرغي المعالج بالأنودة المناسب
اختيار السبيكة وقابلية الأكسدة
ليست جميع سبائك الألومنيوم تتأكسد بشكل متساوٍ. ال سلسلة 6000 (6061، 6063، 6082) هي الأكثر أكسدة بالأنودة: مقاومة ممتازة للتآكل بعد المعالجة، وتناسق جيد في اللون، ونوافذ عملية أكثر تسامحًا نسبيًا. 6061-T6 هو العامل الرئيسي للمثبتات الهيكلية المطلية بالأنودة.
إن السلسلة 7000 (7075، 7050) تتمتع بقوة شد أعلى — 7075-T6 تصل إلى 570 ميجا باسكال مقابل 310 ميجا باسكال لـ 6061-T6 — لكنها تتأكسد بشكل أقل تساويًا بسبب عناصر سبائك الزنك والنحاس. يمكن إجراء أنودة صلبة على 7075 ولكنها تنتج طبقة أرق وأقل تساويًا وتتطلب تحكمًا أدق في الحمام. بالنسبة للمسامير المطلية بالأنودة عالية القوة، 7075 هو الخيار الصحيح إذا كانت القوة هي الأولوية؛ تقبل بجمال أقل وتناسق تآكل أقل.
إن السلسلة 2000 (2024) تحتوي على نحاس عالي، والذي يعمل بنشاط ضد عملية الأكسدة — الرواسب الغنية بالنحاس تخلق مناطق هجوم مفضلة في طبقة الأكسيد. يُستخدم أنودة حمض الكروم من النوع الأول خصيصًا لـ 2024 في الطيران لأنه أكثر لطفًا وأفضل في استيعاب تلك الاختلافات. تجنب تحديد أنودة من النوع الثاني أو الثالث على مسامير السلسلة 2000 للتطبيقات التي تتطلب مقاومة التآكل.
خيارات الألوان والصباغة
الألوان القياسية المطلية بالأنودة المتوفرة من معظم شركات الطلاء بالأنودة:
- شفاف (طبيعي) — يظهر الألمنيوم الطبيعي من خلال الأكسيد الشفاف؛ لون رمادي أزرق خفيف على 6061
- أسود — الأكثر شعبية، يتم تحقيقه عبر التلوين الكهربائي باستخدام أملاح القصدير أو النيكل، أو صبغة سوداء عضوية؛ الأسود الكهربائي يتمتع بثبات فائق ضد الأشعة فوق البنفسجية
- برونزي/ذهبي/شمبانياوي — ألوان كهربائية باستخدام أملاح القصدير/الكوبالت؛ ثابتة جدًا ضد الأشعة فوق البنفسجية للاستخدام المعماري
- أحمر، أزرق، أخضر، بنفسجي — صبغات عضوية؛ مظهر أولي ممتاز لكن يتلاشى بسرعة تحت الأشعة فوق البنفسجية؛ مناسب للاستخدام الداخلي أو الإلكترونيات
- أنودة صلبة طبيعية — رمادي داكن إلى فحمي؛ عادة لا حاجة للصباغة
للأغراض الخارجية أو المعرضة للأشعة فوق البنفسجية، حدد التلوين الكهربائي (المسمى أيضًا اللون المتكامل أو الأنودة ذات الخطوتين) بدلاً من الصباغة العضوية. عمق اللون يقيم داخل طبقة الأكسيد بدلاً من امتصاصه على جدران المسام، ولا يتلاشى بنفس المعدل ببساطة.
اعتبارات الخيوط بعد عملية الأكسدة
هذه هي المشكلة التي يغفل عنها معظم المهندسين حتى يواجهوا أول مشكلة في التركيب. تضيف عملية الأكسدة مادة إلى الجزء — النمو الخارجي (بعيدًا عن الركيزة) والنمو الداخلي (استهلاك الركيزة). بالنسبة لمعالجة من النوع الثاني القياسية:
- خيط خارجي M5 × 0.8: توقع تغيير في القطر الإجمالي حوالي 8–12 ميكرومتر (4–6 ميكرومتر لكل جانب)
- هذا يتوافق مع تقليل تقريبي في ملائمة الخيط بمقدار 0.01–0.015 ملم
- على خيط من فئة التسامح 6H/6g، يستهلك هذا جزءًا مهمًا من نافذة التسامح المتاحة
النهج العملي لخيوط البراغي المطلية بالأكسدة:
1. للمثبتات ذات الملاءمة الحرة (معظم تطبيقات البراغي عبر الثقب)، التسامح القياسي مقبول بعد الأكسدة.
2. للخيوط ذات الملاءمة الدقيقة أو التدخل، قم بتشغيل الخيوط بفئة تسامح ISO أوسع قبل الأكسدة، أو حدد عملية أكسدة أرق (هدف 8–10 ميكرومتر مقابل 15–20 ميكرومتر قياسي).
3. لـ طبقة حماية من النوع الثالث على البراغي والمثبتات ذات الخيوطدائماً قم بتصميم قطر الخيط قبل الأكسدة وفقًا لمعدل النمو المقاس من قبل الأكسدائي لنوع سبائكك/دفعتك.
| التطبيق | السبائك الموصى بها | نوع الأكسدة | اللون | تسامح الخيط قبل الأكسدة |
|---|---|---|---|---|
| الهيكل الطيراني | 7075-T6 | النوع I أو III | شفاف/طبيعي | تصنيع حسب الرسم + 0.010 ملم |
| البحرية فوق مستوى الماء | 6061-T6 | النوع الثاني الفئة 1 | شفاف أو أسود | المعيار 6 جم |
| تكسية معمارية | 6063-T6 | النوع الثاني الفئة 2 | مطابقة مواصفات البثق | المعيار 6 جم |
| الإلكترونيات / التجميل | 6061-T6 | النوع الثاني الفئة 2 | لون العلامة التجارية (صبغة عضوية) | المعيار 6 جم |
| عرضة للاهتراء / التآكل | 6061-T6 | النوع الثالث + PTFE | أسود | الماكينة +0.025 مم لكل جانب |

ما هي عيوب الألمنيوم المؤكسد؟
السؤال الذي يطرحه الناس ويهيمن على صفحة نتائج محركات البحث لكلمة “مؤكسد” هو بالضبط هذا — ويستحق إجابة مباشرة بدلاً من التحويل إلى الإيجابيات.
الحد من القوة مقابل الفولاذ. البراغي المصنوعة من الألمنيوم المؤكسد بأعلى قوة (7075-T6) تصل إلى مقاومة شد تبلغ 570 ميجا باسكال. براغي فولاذية بدرجة 8.8 يصل إلى 800 ميجا باسكال؛ الدرجة 12.9 تصل إلى 1200 ميجا باسكال. في التطبيقات الهيكلية حيث تكون مقاومة القص أو احتفاظ الحمل المسبق تحت الاهتزاز مهمة، يفوز الصلب. البراغي المصنوعة من الألمنيوم المؤكسد ليست بديلاً عن البراغي الهيكلية المصنوعة من الصلب.
حساسية الخدش والتآكل المحلي. طبقة الأكسدة صلبة كالخزف في الصلابة لكنها هشة — يمكن لضربة حادة أو علامة أداة أن تتسبب في تشققها أو تقطيعها محليًا. على عكس الطلاء بالزنك، الذي يوفر حماية تضحية للمادة المجاورة، فإن الطبقة المؤكسدة التالفة تترك الألمنيوم العاري مكشوفًا. في بيئات رش الملح، يسبب خدش واحد عبر الطبقة إلى المعدن العاري تآكلًا موضعيًا. حدد النوع الثالث (الطبقة الصلبة) أو أضف علاج تحويل الكروم الإضافي (Alodine/Iridite) تحت عملية الأكسدة لأكثر البيئات تطلبًا. وفقًا لنقاش مجتمعي على Reddit’s r/explainlikeimfive, يكتشف العديد من المستخدمين هذا القيد فقط بعد النشر في ظروف خارجية قاسية.
قابلية إعادة العمل المحدودة. بمجرد أن يتم أنودته، لا يمكن للألمنيوم أن يُعاد أنودته ببساطة دون إزالة الأكسيد الموجود أولاً (إزالة الأكسيد باستخدام هيدروكسيد الصوديوم). إذا تم إعادة العمل على برغي، أو إزالة الحواف الحادة، أو معالجة السطح بعد الأنودة، فإن المنطقة المعالجة تفقد حمايتها وتبرز بصريًا كمجال لامع غير أنودي.
غير مناسب لجميع السبائك. كما تم التطرق إليه أعلاه، سبائك السلسلة 2000 وبعض سبائك السلسلة 7000 تتأكسد بشكل سيء. سبائك الألمنيوم المصبوبة (A380، A356) — المستخدمة عادةً في قواعد البراغي المصبوبة بدلاً من البراغي نفسها — تتأكسد بتوزيع غير متساوٍ بسبب البنية المجهرية الغنية بالسيليكون.
خطر التوصيل الكهربائي الجلفاني مع معادن غير متشابهة. الألمنيوم المُنود له نفس الجهد الجلفاني مثل الألمنيوم العاري في سياق الأزواج مع الصلب الكربوني، والنحاس، أو الفولاذ المقاوم للصدأ. طبقة الأكسيد عازلة كهربائيًا، مما يساعد — ولكن على أسطح الخيوط المقصوصة أو المناطق المخرشة حيث يختفي الأكسيد، يستمر التآكل الجلفاني بشكل طبيعي. في التجميعات المعدنية المختلطة، عزل براغي الألمنيوم المُنود عن النحاس أو الفولاذ باستخدام غسالات PTFE أو أغطية النايلون.
الاتجاهات المستقبلية في تكنولوجيا الأنودة (2026+)
أنودة حمض التارتاريك-حمض الكبريتيك (TSA)
قيد تنظيم REACH في الاتحاد الأوروبي تدريجيًا تقييد مركبات الكروم سداسي التكافؤ، مما يضع أنودة حمض التارتاريك-حمض الكبريتيك (TSA)، الموثقة في معيار AIRBUS AIPS 03-01-002، على جدول زمني تنظيمي في أوروبا. ينتج عنها أكسيد أرق (3-6 ميكرومتر) مع مسامية أقل من النوع الثاني، مما يجعله مناسبًا بشكل جيد للهياكل الفضائية الملتصقة باللاصق. تظهر أجزاء الأنودة بـ TSA أداءً ملحوظًا في الالتصاق مقارنة بأجزاء الأنودة بحمض الكروم، دون وجود نفايات الكروم سداسي التكافؤ. من المتوقع أن يصبح TSA الخيار الافتراضي لمعالجة البراغي في صناعة الطيران في سلاسل التوريد الأوروبية بحلول 2027–2028.
الأكسدة الأيونية البلازمية (PEO)
الأكسدة الأيونية البلازمية — المعروفة أيضًا باسم الأكسدة الميكرو-قوسية (MAO) — تعمل بجهود تتراوح بين 200–600 فولت، فوق عتبة انهيار العازل للأنودة التقليدية. تخلق التفريغات الدقيقة الناتجة على سطح الأكسيد طبقة خزفية متعددة الطور (أكسيد الألمنيوم، الموليت، الفلزات السبينية) مع صلابة تتجاوز 1500 HV وارتباط ممتاز. تكون طبقات PEO بسمك يتراوح بين 20–100 ميكرومتر، مستقرة من حيث الأبعاد، وقابلة للاستخدام على سبائك تتعامل معها الأنودة التقليدية بشكل سيء (السلسلة 2000 و7000، وبعض السبائك المصبوبة). يقتصر الاعتماد الحالي على تكاليف المعالجة الأعلى واستهلاك الطاقة، ولكن مع دفع تطبيقات الدفاع والطاقة الكهربائية للطلب على براغي أخف وأقسى، من المتوقع أن ينمو PEO بشكل كبير. تم بالفعل اختبار براغي PEO المصنّعة من التيتانيوم والمغنيسيوم للحصول على اعتماد في صناعة الطيران. من المتوقع أن يدمج سوق المعالجة السطحية العالمي — الذي يُقدر حاليًا بأكثر من 10 مليارات دولار وفقًا لأبحاث الصناعة — تقنية PEO كخيار مميز للبراغي عالية الأداء بحلول نهاية العقد.
الأسئلة الشائعة
س: ما هي عيوب الألمنيوم المُنود؟
قوة أقل من الفولاذ، حساس للخدوش بدون حماية تآكل تضحية، توافق محدود مع السبائك، وإعادة العمل المحدودة. صعب إعادة تشغيله بدون إزالة الطبقة. الأفضل للتطبيقات التي يهم فيها الوزن، والجماليات، ومقاومة التآكل المعتدلة أكثر من الحمل الهيكلي الأقصى.
س: ما الفرق بين أنودة و أنوديز؟
لا شيء — مجرد اختلاف في التهجئة. “أنوديز” هو الإنجليزية البريطانية (تستخدم في المملكة المتحدة، أستراليا، ومعظم دول الكومنولث)؛ “أنودة” هي الإنجليزية الأمريكية. العملية، والمواصفات (MIL-A-8625، ISO 7599)، وخصائص المادة متطابقة.
س: كم تدوم الأنودة؟
تدوم الأنودة من النوع الثاني على الألمنيوم 6061 بشكل عام من 20 إلى 30 سنة في ظروف جوية معتدلة. عادةً ما تضمن شركات الأنودة الكبرى ضمانًا لمدة 20 سنة للجدران الستارية المعمارية المصنوعة من الألمنيوم. في مناطق الرش البحري أو المناخات التي تتعرض لأشعة UV بكثافة، ينخفض عمر الخدمة إلى 8–15 سنة اعتمادًا على سمك الأكسيد وجودة الإغلاق.
س: هل يمكن استخدام البراغي المُنودة في مياه البحر؟
نعم، فوق مستوى الماء وفي مناطق الرش — نوع II أنوديزد 6061 يؤدي بشكل جيد ويُستخدم على نطاق واسع في الأجهزة البحرية. التطبيقات تحت الماء أو في المناطق المدية تكون أكثر عرضة للمخاطر: توقع تآكل متسارع عند تلف الطلاء، ويفضل النظر في 316 الفولاذ المقاوم للصدأ كخيار أكثر أمانًا على المدى الطويل للمثبتات المبللة بشكل دائم.
س: ما السبائك الألومنيوم التي يمكن أن تتأكسد بالأنودة؟
أفضل أنودة لسلسلة 6000 (6061، 6063) — موحدة، متسقة، لون جيد. سلسلة 7000 (7075) تتأكسد مع الحاجة إلى مزيد من التحكم في العملية. سلسلة 2000 (2024) تتطلب عملية حمض الكروم من النوع الأول للحصول على نتائج مقبولة. السبائك المصبوبة التي تحتوي على سيليكون عالي (A380) تتأكسد بشكل سيء ويجب تجنبها في تطبيقات الأنودة.
س: هل يمكنك إعادة أنودة برغي؟
نعم، لكن يجب أولاً إزالة الأكسيد الموجود كيميائيًا (نقش هيدروكسيد الصوديوم)، والذي يزيل أيضًا طبقة رقيقة من الألمنيوم الأساسي. بالنسبة للمثبتات ذات التحملات الدقيقة، يستهلك كل دورة إزالة وإعادة أنودة مادة. يمكن لمعظم البراغي الدقيقة تحمل دورة أو دورتين من إزالة وإعادة أنودة قبل أن تتعرض الأبعاد للمساس.
س: هل الألمنيوم المعالج بالأنودة آمن للأطعمة؟
نعم. طبقة أكسيد الألمنيوم غير تفاعلية وغير سامة. يُستخدم الألمنيوم المعالج بالأنودة من النوع الثاني للأواني، معدات معالجة الطعام، وأنظمة التعامل مع المشروبات. وهو غير تفاعلي مع معظم الأطعمة تحت درجات حرارة المعالجة العادية. تجنب الأطعمة الحمضية (الخل، الحمضيات) في الاتصال المستمر مع الأسطح غير المختومة أو التالفة للأنودة — حيث يمكن للأكسيد غير المختوم والمسام أن يمتص النكهات.
س: كم سمك الطبقة المعالجة بالأنودة على البراغي؟
يعتمد على نوع العملية. النوع الأول: 0.5–7.5 ميكرومتر. النوع الثاني القياسي: 8–25 ميكرومتر (الأكثر شيوعًا للبراغي الإنتاجية). النوع الثالث: 25–100 ميكرومتر. ينطبق قاعدة النمو الداخلي / الخارجي 50% على النوع الثاني؛ لذا فإن طبقة إجمالية قدرها 20 ميكرومتر تضيف تقريبًا 10 ميكرومتر إلى البعد الخارجي (تغير قطر 5 ميكرومتر على الميزات الدائرية).

الخاتمة
المثبتات المعالجة بالأنودة ليست مواصفة سلعية — كلمة “أنودة” على ورقة البيانات يمكن أن تعني طبقة كروميك من 2 ميكرومتر على برغي فضائي دقيق أو طبقة صلبة من 75 ميكرومتر على دبوس تجميع حساس للاهتراء. تحديد النوع، السبيكة، طريقة اللون، والإغلاق الصحيح يحدد ما إذا كانت براغيك المعالجة بالأنودة تدوم لعقود أو تتعرض للفشل في دورة الخدمة الأولى.
الاستفادة العملية: حدد نوع الأنودة بشكل واضح (النوع الأول، الثاني، أو الثالث وفقًا لـ MIL-A-8625 أو ISO 7599)، عرّف سمك الأكسيد المستهدف، طلب طلاء مختوم، واستشر شركة الأنودة الخاصة بك بشأن تسامح الخيوط قبل الأنودة لتطبيقات التثبيت الدقيق. للاستخدام الخارجي أو البحري، اللون الكهربائي يُفوق الصبغة العضوية في كل مرة، وطبقة أكسيد بسمك 25 ميكرومتر على الأقل تستحق الزيادة في التكلفة الحدية.
بالنسبة لأي مواصفة برغي إنتاج — تشطيب أنودة قياسي أو مخصص — اتصل بفريقنا لمناقشة خيارات المادة، العملية، والحجم.
منتجات ذات صلة
الحلول والمجموعات
مقالات ذات صلة
- براغي الفولاذ المقاوم للصدأ: الدليل الكامل للأنواع، والدرجات، والتطبيقات الصناعية
- براغي القص: أنواع الأمان، المواد، ودليل الشراء للتثبيت الدائم
- المسامير والبراغي: الدليل الكامل للأنواع والاختلافات والدرجات واختيار المسمار المناسب
- صمولة نيلوك: الأنواع، الأحجام، المعايير ودليل الشراء (2026)
- مسمارات تشكيل الخيوط: الدليل الكامل للأنواع، الاستخدامات، والاختيار
- الدليل الكامل لقوابس القفل: الأنواع، كيفية عملها، واختيار الأنسب منها
- براغي بلاستيكية: الدليل الكامل للأنواع والمواد والتطبيقات
- براغي لوحات الأرقام المضادة للسرقة: الدليل الكامل للمشتري (2026)




