L'anodisation crée une couche dure d'oxyde d'aluminium électrochimiquement sur les surfaces métalliques, offrant une résistance à la corrosion supérieure, une dureté accrue et une durabilité de la couleur pour les vis et fixations.
Vous spécifiez des fixations pour un projet de revêtement architectural, un raccord de pont maritime ou un assemblage aéronautique de précision — et la fiche technique indique « aluminium anodisé ». Le problème, c’est que « anodisé » couvre trois types de processus distincts, une douzaine de combinaisons d’alliages et d’épaisseurs, et des performances très différentes. Choisissez le mauvais type et vos vis anodisées peuvent se gripper en service, perdre leur couleur en une saison, ou échouer à un test de brouillard salin de 1 000 heures lors de la première inspection.
Ce guide décompose chaque étape du processus d’anodisation, vous montre exactement comment spécifier des fixations anodisées pour votre application, et explique quand le matériel anodisé dépasse réellement l’acier inoxydable — et quand ce n’est pas le cas.

Qu’est-ce que l’Anodisation ?
L’anodisation est un traitement de surface électrochimique qui transforme la couche extérieure d’une pièce métallique — presque toujours de l’aluminium — en une couche dense et poreuse d’oxyde d’aluminium (Al₂O₃). Contrairement à la peinture ou à la galvanisation, qui ajoutent un matériau étranger à la surface, la couche anodisée croît à partir de et dans le métal de base. Cette structure intégrée explique pourquoi les finitions anodisées ne s’écaillent pas, ne se fissurent pas ou ne s’usent pas comme le font les revêtements appliqués.
Le processus a été commercialisé pour la première fois dans les années 1920 pour la protection contre la corrosion des pièces d’avion en aluminium. Aujourd’hui, l’anodisation est spécifiée dans les secteurs de l’aérospatiale, de l’architecture, de l’électronique grand public et des marchés de fixations industrielles — partout où des pièces en aluminium légères nécessitent une surface plus dure et plus durable que le métal de base seul.
Le Processus de Passivation Électrolytique
Dans un bain d’anodisation au soufreic acide de type II standard, la pièce en aluminium est connectée comme anode (électrode positive) — d’où le nom — et immergée dans un électrolyte d’acide sulfurique à 15–20 °C. Lorsque le courant circule, les ions d’oxygène libérés à l’anode réagissent avec les atomes d’aluminium à la surface pour construire la couche d’oxyde. Le processus est auto-limitant uniquement à très basse tension ; dans des conditions normales de fonctionnement, l’oxyde poreux continue de croître pendant toute la durée du cycle.
La couche résultante comporte deux zones :
– Couche de barrière — une fine couche dense, non poreuse, de base directement adjacente à l’aluminium
– Couche poreuse — une structure d’oxyde en colonnes s’étendant vers l’extérieur, avec des pores d’environ 25–30 nm de diamètre
Ces pores permettent aux pièces anodisées d’accepter la teinture avant le scellement, et c’est pourquoi l’étape de scellement (eau déionisée chaude ou acétate de nickel) est cruciale pour la protection contre la corrosion à long terme. L’aluminium anodisé non scellé se corrode beaucoup plus rapidement que les pièces correctement scellées. Selon Traitement détaillé de la chimie de l'anodisation par Wikipedia, la couche d'oxyde a des tensions de rupture diélectrique de 400 à 800 V/µm — pertinent lorsque des vis anodisées sont utilisées dans des assemblages électroniques nécessitant une isolation électrique.
Comment l'anodisation diffère du placage et de la peinture
Les trois traitements de surface les plus courants pour les vis — anodisation, électroplacage et peinture — se comportent très différemment en service.
Électroplacage dépose un métal dépose une couche de métal (zinc, nickel, chrome, cadmium) sur le substrat par réduction. La couche plaquée repose dessus, possède ses propres caractéristiques d'adhérence, et peut se décoller au niveau des rayures ou des arêtes coupantes. Pour les vis, les zones filetées sont particulièrement vulnérables car l'épaisseur du placage varie selon la géométrie complexe.
Peinture et poudre ajoutent un film polymère. Excellent pour la couleur et la résistance aux UV, mais le film peut s'écailler au niveau des racines des filetages sous le couple de montage, et les arêtes coupantes sur les vis usinées sont rarement entièrement couvertes.
Anodisation s'intègre avec l'aluminium lui-même. Il n'y a pas de défaillance d'adhérence, pas de corrosion sous le film, et — de manière critique pour les fixations — l'oxyde se développe vers l'intérieur (environ 50 % de l'épaisseur totale) ainsi que vers l'extérieur, ce qui limite la variation dimensionnelle sur les composants filetés.
| Traitement de surface | Mécanisme d'adhérence | Épaisseur typique | Résistance à la corrosion | Impact sur le filetage |
|---|---|---|---|---|
| Anodisation de type II | Oxyde intégré | 8–25 µm | 336–1 000 heures l'eau salée | Minimale (<5 µm de croissance vers l'extérieur) |
| Électroplacage de zinc | Liaison mécanique/chimique | 5–12 µm | 96–200 heures de brouillard salin | Modéré (peut affecter la fixation) |
| Revêtement en poudre transparent | Adhésion mécanique | 60–120 µm | 500–1 000 heures de brouillard salin | Significatif (remplit les filetages) |
| Revêtement au cadmium | Liaison chimique | 8–13 µm | Plus de 1 000 heures de brouillard salin | Modéré (restreint par la réglementation RoHS) |
| Peinture (liquide) | Adhésion mécanique | 25–75 µm | 200–500 heures de brouillard salin | Remplit les filetages (non adapté pour la précision) |
Types d'anodisation pour vis et fixations
Toutes les anodisations ne sont pas identiques. La norme MIL-A-8625 (la spécification militaire qui est la référence de la majorité des acheteurs industriels, même en dehors de la défense) définit trois principaux types d'anodisation, chacun adapté à des exigences de performance différentes. Lorsqu'un fournisseur indique « anodisé », il faut connaître le type.
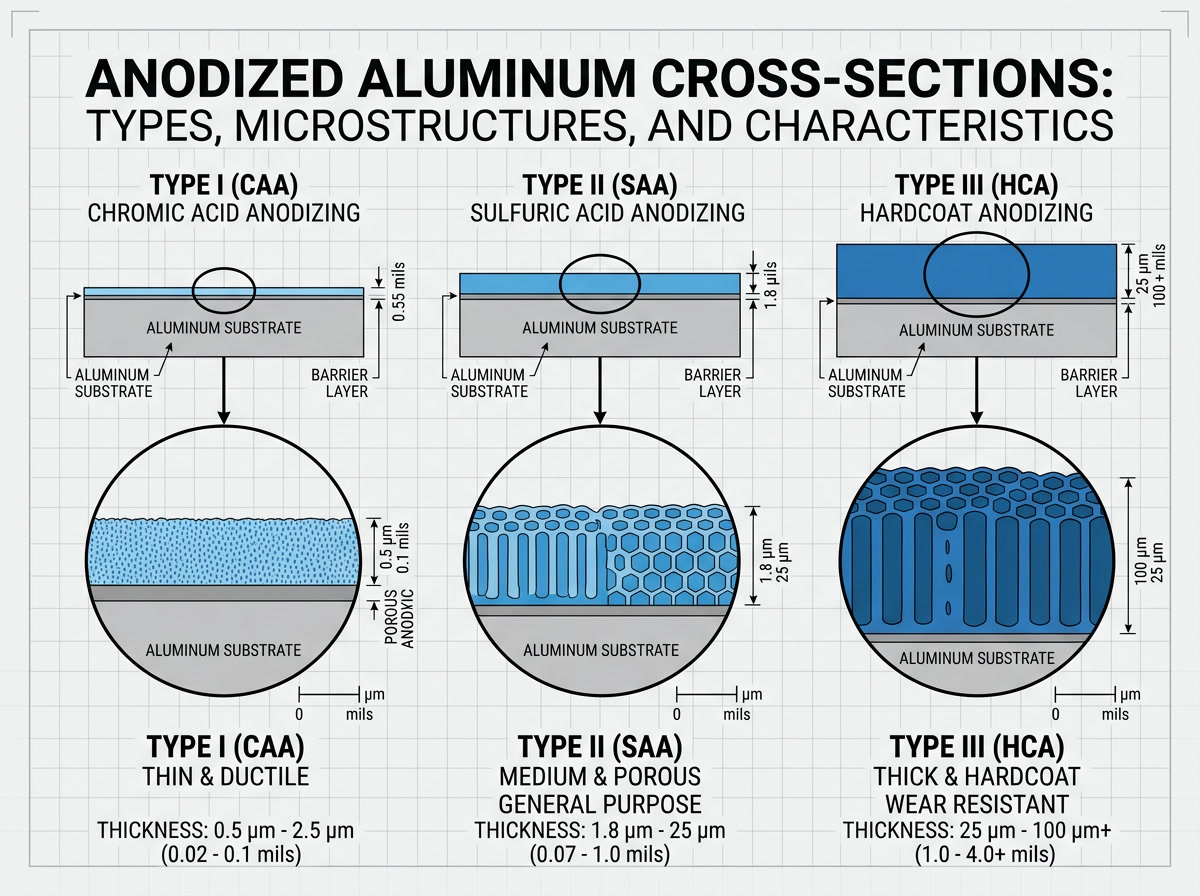
Type I — Anodisation à l'acide chromique
Le Type I utilise de l'acide chromique (CrO₃) au lieu de l'acide sulfurique. La couche d'oxyde résultante est plus fine — généralement de 0,5 à 7,5 µm — mais le procédé est plus doux et entraîne un changement dimensionnel négligeable. Cela fait du Type I le choix privilégié pour les fixations aérospatiales à tolérances serrées où l'ajustement du fil et la géométrie des pièces doivent être maintenus dans des tolérances de micromètres simples.
Les finitions anodisées de type I sont gris-opaque et n'acceptent pas bien la teinture, elles sont donc rarement utilisées pour des applications esthétiques. Leur principale valeur est comme base pour la peinture d'apprêt dans les assemblages aéronautiques. Cependant, les réglementations environnementales européennes restreignent progressivement les processus à base de chrome hexavalent, poussant l'industrie vers le type IC (remplacement de l'acide chromique utilisant de l'acide borique/sulfurique) pour les nouvelles spécifications.
Quand spécifier le type I : fixations de précision pour l'aérospatiale, pièces nécessitant un collage adhésif après anodisation, composants où un changement dimensionnel même de 2 à 3 µm est important.
Type II — Anodisation à l'acide sulfurique (Standard)
Le type II est le pilier de l'industrie de l'anodisation — le processus derrière la majorité des vis en aluminium anodisé, des profilés architecturaux et des boîtiers d'électronique grand public sur le marché. Une opération standard de type II produit une couche d'oxyde de 8 à 25 µm, répartie approximativement à moitié entre la croissance vers l'intérieur (dans l'aluminium) et vers l'extérieur.
Les pièces anodisées de type II peuvent être teintes dans pratiquement toutes les couleurs avant le scellement. La structure poreuse en colonnes absorbe des teintures organiques, des pigments inorganiques ou des métaux déposés électrolytique (bronze, noir) avec une excellente uniformité. Après scellement, la résistance à la décoloration sous UV varie considérablement selon le type de teinture : les pigments inorganiques (couleur intégrée via coloration électrolytique) surpassent les teintures organiques pour les applications extérieures par un facteur de 4 à 10× lors de tests de vieillissement accéléré.
Quand spécifier le type II : fixations architecturales, matériel électronique grand public, vis anodisées décoratives, général générales, équipements marins hors d'eau.
Type III — Anodisation dure (Hardcoat)
L'anodisation dure se réalise à des températures plus basses (0–5 °C) et à des densités de courant plus élevées que le type II, produisant des couches d'oxyde de 25 à 100 µm avec une dureté Vickers de 400 à 600 HV — comparable à celle de l'acier outil. Pour référence, le substrat en aluminium 6061-T6 a une dureté d'environ 95 HV. La couche anodisée est nettement plus dure que le métal en dessous.
Le compromis : l'anodisation dure est plus poreuse que le type II avant le scellement, et l'épaisseur extrême nécessite que des tolérances de filetage plus strictes soient conçues avant l'anodisation. En pratique, pour les vis anodisées spécifiées en type III, le filetage est souvent usiné en surdimension avant anodisation afin que les dimensions après traitement soient conformes aux tolérances.
Les surfaces anodisées du type III sont de couleur gris foncé à noir naturel (l'oxyde plus épais absorbe plus de lumière). Elles peuvent être teintes en noir mais acceptent rarement des couleurs vives. La PTFE peut être co-déposée dans les pores lors du traitement pour créer un revêtement dur auto-lubrifiant — populaire pour les fixations anodisées dans les assemblages en aluminium susceptibles de grippage.
Quand spécifier le type III : surfaces d'usure, composants glissants, alésages de cylindres hydrauliques — et toute vis anodisée qui sera enfoncée et retirée à plusieurs reprises dans des trous taraudés en aluminium.
| Propriété | Type I (Chromique) | Type II (Sulfurique) | Type III (Revêtement dur) |
|---|---|---|---|
| Épaisseur de l'oxyde | 0,5–7,5 µm | 8–25 µm | 25–100 µm |
| Dureté (HV) | ~200 | 200–300 | 400–600 |
| Spray salin (scellé) | 336 heures | 500–1 000 heures | plus de 1 000 heures |
| Options de couleur | Uniquement gris | Gamme complète de couleurs | Gris foncé/noir |
| Changement dimensionnel | Négligeable | Faible (<12 µm vers l'extérieur) | Significatif (jusqu'à 50 µm vers l'extérieur) |
| Normes principales | MIL-A-8625 Type I | MIL-A-8625 Type II | MIL-A-8625 Type III |
| Indice de coût typique | 1,3× | 1,0× (référence) | 2,5–3,5× |
| Restriction environnementale | Cr hexavalent (restreint dans l'UE) | Aucun | Aucun |
Applications industrielles des fixations anodisées
Aéronautique et Défense
L'aéronautique est le domaine où les exigences en matière d'anodisation sont les plus strictes, et où la distinction entre Type I et Type III est la plus importante. Les structures d'avions utilisent des fixations en aluminium anodisé — boulons, vis, inserts rivnuts — car l'aluminium est 65% plus léger que l'acier à résistance à la traction équivalente, et la couche anodisée offre une protection contre la corrosion sans ajouter de métaux plaqués pouvant provoquer un couplage galvanique dans les joints en composites de fibres de carbone.
Les exigences de Boeing et Airbus pour leurs fournisseurs principaux mentionnent généralement la norme MIL-A-8625 par type et classe, avec des variantes Classe 1 (sans teinture) et Classe 2 (teintée). Les vis anodisées dur (Type III) sont spécifiées partout où des cycles d'installation répétés sont attendus — panneaux d'accès, couvercles de baies d'avionique — car le revêtement dur résiste au grippage contre la structure en aluminium sans nécessiter de compounds anti-grippage qui pourraient contaminer les surfaces composites.
Les exigences de brouillard salin dans l'aéronautique dépassent couramment 1 000 heures selon ASTM B117. Les vis en aluminium anodisé de type II et III correctement scellées répondent à ce seuil ; les pièces mal scellées échouent en 200–300 heures.
Matériel marin et extérieur
Les vis anodisées sont largement utilisées dans les applications marines pour deux raisons : la compatibilité galvanique naturelle de l'aluminium avec la fibre de verre et les coques GFRP, et la résistance de la couche anodisée scellée à l'atmosphère chargée de sel. Au-dessus de la ligne de flottaison et dans les zones éclaboussantes, l'aluminium anodisé de type II surpasse l'acier zingué par un facteur de 5× lors des tests ASTM B117, sans sacrifier l'intégrité structurelle comme le font les fixations zinguées.
Une caveat importante : dans les applications immergées ou en zone d'éclaboussures sévères, l'acier inoxydable 316 reste le meilleur choix. La couche d'oxyde anodisé, même endommagée localement, ne fournit pas la protection cathodique sacrificielle comme le fait le zinc. Une vis anodisée rayée corrodera au niveau de la rayure ; une vis zinguée rayée bénéficie encore d'une certaine protection grâce au zinc environnant.
Pour le matériel de pontage marin — bases de treuil, fixations de taquets, supports de panneaux solaires — les vis en aluminium anodisé en 6061-T6 avec finition Type II et un revêtement scellé Classe 2 (transparent) représentent une bonne valeur : légères, résistantes à la corrosion, et esthétiquement cohérentes avec le matériel de pont en aluminium anodisé.
Électronique architecturale et grand public
Le secteur architectural consomme plus d'aluminium anodisé que toute autre industrie — profilés pour murs-rideaux, cadres de fenêtres, panneaux de revêtement — et les vis et fixations auto-taraudeuses utilisées pour assembler ces systèmes sont souvent anodisées pour correspondre. La cohérence des couleurs entre le panneau et la fixation est un véritable défi de spécification : la couleur de l'anodisation dépend de la composition de l'alliage, de l'épaisseur de l'oxyde, du lot de teinture et de la méthode de scellement. Spécifier des vis anodisées du même anodiseur utilisant les mêmes paramètres que les profilés est la seule façon fiable d'obtenir un résultat esthétiquement assorti.
Dans l'électronique grand public — ordinateurs portables, tablettes, équipements audio — les vis en aluminium anodisé apparaissent partout où le concepteur souhaite un matériel visible assorti à l'enveloppe anodisée. Apple, par exemple, utilise des vis en aluminium anodisé usinées avec précision dans le châssis du MacBook Pro, qui correspondent à la finition de l'enveloppe Space Grey ou Silver avec une différence de couleur ΔE < 1,5 unités.
Comment choisir la bonne vis anodisée
Sélection d'alliage et anodisabilité
Tous les alliages d'aluminium ne se anodisent pas de la même manière. Série 6000 (6061, 6063, 6082) est la plus largement anodisée : excellente résistance à la corrosion après traitement, bonne cohérence des couleurs, et fenêtres de processus relativement tolérantes. La 6061-T6 est la référence pour les fixations anodisées structurelles.
Le Série 7000 (7075, 7050) possède une résistance à la traction plus élevée — 7075-T6 atteint 570 MPa contre 310 MPa pour la 6061-T6 — mais s'anodise moins uniformément en raison des éléments d'alliage zinc et cuivre. L'anodisation dure du 7075 est possible mais produit une couche plus fine et moins uniforme et nécessite un contrôle plus strict du bain. Pour des vis anodisées à haute résistance, le 7075 est le bon choix si la résistance est prioritaire ; accepter une esthétique inférieure et une cohérence de corrosion moindre.
Le Série 2000 (2024) contient beaucoup de cuivre, ce qui nuit activement à l'anodisation — les précipités riches en cuivre créent des zones d'attaque préférentielles dans la couche d'oxyde. L'anodisation à l'acide chromique de type I est spécifiquement utilisée pour le 2024 dans l'aérospatiale car elle est plus douce et mieux adaptée pour gérer ces inhomogénéités. Évitez de spécifier une anodisation de type II ou III sur des vis de la série 2000 pour des applications critiques en corrosion.
Options de couleur et teinture
Couleurs anodisées standard disponibles auprès de la plupart des anodiseurs de production :
- Incolore (naturel) — montre l'aluminium naturel à travers l'oxyde transparent ; légère teinte gris-bleu sur la 6061
- Noir — le plus populaire, obtenu par coloration électrolytique avec des sels d'étain ou de nickel, ou par teinture noire organique ; le noir électrolytique offre une meilleure stabilité UV
- Bronze/or/champagne — couleurs électrolytiques utilisant des sels d'étain/cobalt ; très stable aux UV pour un usage architectural
- Rouge, bleu, vert, violet — teintures organiques ; excellente apparence initiale mais se décolore plus rapidement sous UV ; adapté pour des applications en intérieur ou électroniques
- Anodisé dur naturel — gris foncé à charbon ; généralement aucune teinture nécessaire
Pour des applications extérieures ou exposées aux UV, spécifiez la coloration électrolytique (également appelée couleur intégrée ou anodisation en deux étapes) plutôt que la teinture organique. La profondeur de la couleur se situe dans la couche d'oxyde plutôt qu'adsorbée sur les parois des pores, et elle ne s'est simplement pas décolorée au même rythme.
Considérations sur le filetage après anodisation
C'est le problème que la plupart des ingénieurs manquent jusqu'à ce qu'ils rencontrent pour la première fois un problème d'ajustement. L'anodisation ajoute du matériau à la pièce — à la fois une croissance vers l'extérieur (loin du substrat) et une croissance vers l'intérieur (consommant le substrat). Pour un traitement standard de type II :
- Filetage externe M5 × 0,8 : prévoir une variation de diamètre totale d'environ 8 à 12 µm (4 à 6 µm de chaque côté)
- Cela correspond à une réduction d'environ 0,01 à 0,015 mm de l'ajustement du filetage
- Sur un filetage de classe de tolérance 6H/6g, cela consomme une fraction significative de la fenêtre de tolérance disponible
Approche pratique pour les filetages de vis anodisés :
1. Pour les fixations à jeu de dégagement (la plupart des applications à boulon traversant), la tolérance standard est acceptable après anodisation.
2. Pour les filetages de précision ou à interference, usiner les filetages une classe de tolérance ISO plus lâche avant l'anodisation, ou spécifier une couche d'anodisation plus fine (objectif de 8 à 10 µm contre 15 à 20 µm standard).
3. Pour Durcisseur de type III sur les fixations filetées, toujours concevoir le diamètre du filetage avant anodisation avec le taux de croissance mesuré par l'anodiseur pour votre alliage/lot.
| Application | Alliage recommandé | Type d'anodisation | Couleur | Tolérance du filetage avant anodisation |
|---|---|---|---|---|
| Structure aéronautique | 7075-T6 | Type I ou III | Clair/naturel | Usiner selon le dessin + 0,010 mm |
| Maritime au-dessus de la ligne d'eau | 6061-T6 | Type II Classe 1 | Incolore ou noir | Norme 6g |
| Revêtement architectural | 6063-T6 | Type II Classe 2 | Correspondance aux spécifications d'extrusion | Norme 6g |
| Électronique / cosmétique | 6061-T6 | Type II Classe 2 | Couleur de la marque (colorant organique) | Norme 6g |
| Susceptible à l'usure / à la grippage | 6061-T6 | Type III + PTFE | Noir | Machine +0,025 mm par côté |

Quels sont les inconvénients de l'aluminium anodisé ?
La question que les gens posent aussi souvent qui domine la SERP pour « anodisé » est précisément celle-ci — et elle mérite une réponse claire plutôt qu'une diversion vers les aspects positifs.
Limitation de résistance par rapport à l'acier. Les vis en aluminium anodisé de la plus haute résistance (7075-T6) atteignent des résistances à la traction de 570 MPa. Les boulons en acier de grade 8.8 atteignent 800 MPa ; le grade 12.9 atteint 1 200 MPa. Dans les applications structurelles où la résistance au cisaillement ou la rétention de la précharge sous vibration est importante, l'acier l'emporte. Les vis en aluminium anodisé ne remplacent pas les fixations en acier structurel.
Sensibilité aux rayures et corrosion locale. La couche anodisée est dure comme la céramique mais cassante — un impact brusque ou une marque d'outil peut la fissurer ou l'écailler localement. Contrairement au zincage, qui offre une protection sacrificielle au substrat adjacent, une couche anodisée endommagée laisse l'aluminium nu exposé. Dans les environnements salins, une seule rayure jusqu'au métal nu initie une piqûre localisée. Spécifiez le type III (revêtement dur) ou ajoutez un traitement supplémentaire de conversion chromatée (Alodine/Iridite) sous l'anodisation pour les environnements les plus exigeants. Selon une discussion communautaire sur Reddit r/explainlikeimfive, de nombreux utilisateurs découvrent cette limitation seulement après le déploiement dans des conditions extérieures difficiles.
Re-travail limité. Une fois anodisé, l'aluminium ne peut pas simplement être ré-anodisé sans enlever d'abord l'oxyde existant (décapage à l'hydroxyde de sodium). Si une vis est retravaillée, dé-burée ou traitée en surface après anodisation, la zone traitée perd sa protection et se distinguera visuellement par une zone brillante, non anodisée.
Pas adapté à tous les alliages. Comme mentionné ci-dessus, les alliages de série 2000 et certains de série 7000 anodisent mal. Les alliages d'aluminium moulés (A380, A356) — couramment utilisés pour les bosses de vis à fonder plutôt que pour les vis elles-mêmes — anodisent avec une mauvaise uniformité en raison de leur microstructure riche en silicium.
Risque de couplage galvaniques avec des métaux dissemblables. L'aluminium anodisé a le même potentiel galvaniques que l'aluminium brut dans le contexte de couples avec de l'acier au carbone, du cuivre ou de l'acier inoxydable. La couche d'oxyde est isolante électriquement, ce qui aide — mais sur les surfaces de filetage coupées ou les zones abrasées où l'oxyde est absent, la corrosion galvaniques se poursuit normalement. Dans les assemblages à métaux mixtes, isoler les vis en aluminium anodisé du cuivre ou de l'acier avec des rondelles en PTFE ou des bagues en nylon.
Tendances futures en technologie d'anodisation (2026+)
Anodisation à l'acide tartrique-sulfurique (TSA)
Le règlement REACH de l'UE a progressivement restreint les composés de chrome hexavalent, mettant l'anodisation à l'acide chromique de type I en déclin réglementaire en Europe. La solution de remplacement dans l'industrie aéronautique — l'anodisation à l'acide tartrique-sulfurique (TSA), codifiée dans AIRBUS AIPS 03-01-002 — produit une couche d'oxyde plus fine (3–6 µm) avec une porosité plus faible que le type II, ce qui le rend adapté aux structures aéronautiques adhésives. Les pièces anodisées TSA montrent des performances d'adhérence comparables à celles des pièces anodisées à l'acide chromique lors de tests de pelage, sans le flux de déchets de chrome hexavalent. On prévoit que le TSA deviendra la norme pour le traitement des fixations aéronautiques dans les chaînes d'approvisionnement européennes d'ici 2027–2028.
Oxydation électrolytique plasma (PEO)
L'oxydation électrolytique plasma — également appelée micro-arc (MAO) — fonctionne à des tensions de 200 à 600 V, bien au-dessus du seuil de rupture diélectrique de l'anodisation standard. Les micro-discharges résultantes à la surface de l'oxyde créent une couche multicouche semblable à une céramique (oxyde d'aluminium, phases de mullite, spinelle) avec une dureté dépassant 1 500 HV et une adhérence exceptionnelle. Les couches PEO ont une épaisseur de 20 à 100 µm, sont dimensionnellement stables et viables sur des alliages que l'anodisation traditionnelle gère mal (séries 2000 et 7000, certains alliages moulés). L'adoption actuelle est limitée par des coûts de traitement plus élevés et une consommation d'énergie accrue, mais à mesure que la défense et les applications électriques poussent la demande pour des fixations plus légères et plus dures, le PEO est en position de croître significativement. Les fixations anodisées en titane et en magnésium PEO subissent déjà des tests de qualification aéronautique. Le marché mondial du traitement de surface — évalué à plus de 10 milliards USD selon la recherche industrielle — devrait intégrer le PEO comme option de gamme supérieure pour les fixations haute performance d'ici la fin de la décennie.
FAQ
Q : Quels sont les inconvénients de l'aluminium anodisé ?
Moins résistant que l'acier, sensible aux rayures sans protection sacrificielle contre la corrosion, compatibilité limitée avec certains alliages, et re-travail restreint. Difficile à usiner à nouveau sans enlever la couche. Idéal pour des applications où le poids, l'esthétique et une résistance modérée à la corrosion sont plus importants que la charge structurelle maximale.
Q : Quelle est la différence entre anodisé et anodized ?
Aucune — simplement une différence d'orthographe. « Anodisé » est en anglais britannique (utilisé au Royaume-Uni, en Australie et dans la plupart des pays du Commonwealth) ; « anodized » est en anglais américain. Le procédé, les spécifications (MIL-A-8625, ISO 7599) et les propriétés matérielles sont identiques.
Q : Combien de temps dure l'anodisation ?
Une anodisation de type II correctement scellée sur de l'aluminium 6061 dure généralement 20 à 30 ans en service atmosphérique modéré. L'anodisation des murs-rideaux en aluminium pour l'architecture est couramment garantie pour 20 ans par les principaux anodiseurs. Dans les zones de splash marin ou les climats à forte UV, la durée de vie diminue à 8–15 ans selon l'épaisseur de l'oxyde et la qualité du scellement.
Q : Les vis anodisées peuvent-elles être utilisées en eau salée ?
Oui, au-dessus de la ligne de flottaison et dans les zones éclaboussantes — l'anodisation de type II 6061 fonctionne bien et est largement utilisée dans le matériel marin. Les applications immergées ou en zone de marée sont plus marginales : attendez-vous à une corrosion accélérée en cas de dommage du revêtement, et envisagez le 316 acier inoxydable comme le choix plus sûr à long terme pour les fixations en contact permanent avec l'eau.
Q : Quels alliages d'aluminium peuvent être anodisés ?
La série 6000 (6061, 6063) se prête le mieux à l'anodisation — uniforme, cohérente, bonne couleur. La série 7000 (7075) nécessite un contrôle de processus plus strict pour l'anodisation. La série 2000 (2024) requiert un processus à l'acide chromique de type I pour des résultats acceptables. Les alliages moulés à haute teneur en silicium (A380) se anodisent mal et doivent être évités pour les applications d'anodisation.
Q : Peut-on ré-anodiser une vis ?
Oui, mais l'oxyde existant doit d'abord être chimiquement éliminé (décapage à la soude caustique), ce qui enlève également une fine couche d'aluminium de base. Pour les fixations à tolérances strictes, chaque cycle de décapage et de ré-anodisation consomme du matériau. La plupart des vis de précision peuvent tolérer un, parfois deux, cycles de décapage et de ré-anodisation avant que les tolérances dimensionnelles ne soient compromises.
Q : L'aluminium anodisé est-il sûr pour l'alimentation ?
Oui. La couche d'oxyde d'aluminium est chimiquement inerte et non toxique. L'aluminium anodisé de type II est utilisé pour la vaisselle, les équipements de transformation alimentaire et les systèmes de manipulation des boissons. Il est non réactif avec la plupart des aliments à des températures de traitement normales. Évitez les aliments acides (vinaigre, agrumes) en contact prolongé avec des surfaces anodisées non scellées ou usées — l'oxyde poreux non scellé peut absorber les saveurs.
Q : Quelle est l'épaisseur de la couche anodisée sur les vis ?
Cela dépend du type de processus. Type I : 0,5–7,5 µm. Type II standard : 8–25 µm (le plus courant pour les vis de production). Type III durci : 25–100 µm. La règle de croissance vers l'intérieur / vers l'extérieur 50% / 50% s'applique au Type II ; ainsi une couche totale de 20 µm ajoute environ 10 µm à la dimension extérieure (changement diamétral de 5 µm de chaque côté sur des caractéristiques rondes).

Conclusion
Les fixations anodisées ne sont pas une spécification de produit de base — le mot « anodisé » sur une fiche technique peut signifier un revêtement de 2 µm à l'acide chromique sur une vis d'aérospatiale de précision ou un durcissement de 75 µm sur une goupille d'assemblage soumise à une usure critique. La sélection du type, de l'alliage, de la méthode de coloration et du scellement détermine si vos vis anodisées dureront des décennies ou échoueront lors du premier cycle de service.
Le point pratique : spécifiez explicitement le type d'anodisation (Type I, II ou III selon MIL-A-8625 ou ISO 7599), définissez l'épaisseur d'oxyde cible, exigez un revêtement étanche, et consultez votre anodiseur sur les tolérances de filetage avant anodisation pour des applications à ajustement précis. Pour une utilisation en extérieur ou en milieu marin, la couleur électrolytique préfère chaque fois la teinture organique, et un oxyde d'au moins 25 µm vaut la légère prime de coût supplémentaire.
Pour toute spécification de vis de production — finition anodisée standard ou personnalisée — contactez notre équipe pour discuter des options de matériau, de processus et de volume.
Produits associés
Solutions et groupe
- Tous les blogs
- Solutions de fixation sur mesure
- Tutoriels sur les vis et brides — Parcourez tous les articles
Articles associés
- Boulons en acier inoxydable : le guide complet des types, grades et applications industrielles
- Boulons de cisaillement : Types de sécurité, matériaux et guide d'achat pour un assemblage permanent
- Vis et boulons : Le guide complet des types, différences, grades et comment choisir la bonne fixation
- Écrou Nyloc : Types, Tailles, Normes & Guide d'achat (2026)
- Vis à forme filetée : Guide complet sur les types, utilisations et choix
- Le guide complet des écrous de verrouillage : types, fonctionnement et choix du bon
- Visseries en plastique : Guide complet des types, matériaux et applications
- Vis de plaque d'immatriculation anti-vol : le guide d'achat complet (2026)




