Fabricant de goujon double extrémité DIN938
Goujons double extrémité métriques avec longueur de vissage 1d — M3 à M52, acier au carbone, acier inoxydable et acier allié. Production certifiée ISO 9001:2015, certificats EN 10204 3.1 fournis.
- Tailles de filetage M3–M52 · Longueurs personnalisées disponibles
- Qualités : 8.8 / 10.9 / 12.9 / A2-70 / A4-70 / A4-80
- Délai : 3–5 jours (stock) / 7–15 jours (personnalisé)
- Certificats de matériau EN 10204 3.1 sur demande

500+
Clients B2B dans le monde entier
15+ ans
Fabrication de fixations
ISO 9001:2015
Gestion de la qualité
24 heures
Réponse à la demande de devis
Spécifications rapides du goujon DIN938
Standard
DIN 938
Taille de filetage
M3 – M52
Engagement
bm = 1 × d
Matériaux
8.8 / 10.9 / A2-70 / A4-70
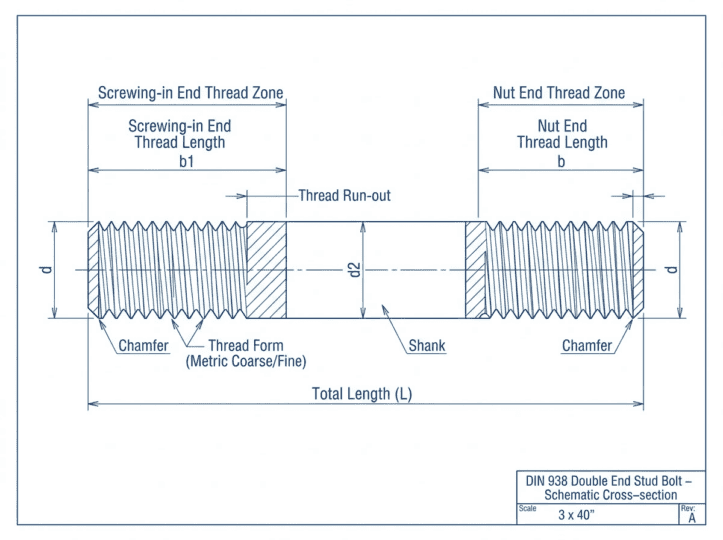
Qu'est-ce qu'une tige filetée double DIN938 ?
DIN938 est une norme métrique pour tiges filetées double extrémité. où la longueur de l'extrémité à visser correspond exactement à une fois le diamètre nominal du filet (bm = 1d). Cette courte longueur d'engagement est conçue pour des matériaux de base à haute résistance — acier, acier moulé et bronze — permettant au filet de développer une capacité de charge maximale dans une profondeur compacte.
Contrairement aux boulons hexagonaux, les tiges DIN938 ne tournent pas lors du serrage, éliminant le grippage dans les alésages taraudés de précision. L'extrémité fixe à visser reste dans le logement ; seule l'extrémité écrou accepte l'écrou.
Trois zones structurelles définissent chaque tige DIN938 :
Extrémité à visser (b1)
Filetage égal à 1×d ; s'engage de façon permanente dans le matériau de base.
Fût (L − b1 − b2)
Corps lisse ou fileté couvrant l'espace du joint.
Extrémité écrou (b2)
Filetage plus long (≈2×d) qui accepte la rondelle et l'écrou.
Tableaux des dimensions et classes de propriétés DIN938
Dimensions complètes M3–M52 selon DIN 938, plus références de propriétés mécaniques pour chaque grade standard. Toutes les valeurs dimensionnelles sont en millimètres.
Utilisez ce tableau pour vérifier le diamètre du filet, le pas, la longueur à visser (b1), la longueur de l'extrémité écrou (b2), et la longueur minimale disponible avant commande. Toutes les dimensions sont en mm selon DIN 938.
| Filetage d | Pas (mm) | b1 (mm) | b2 (mm) | x max | Longueur minimale (mm) |
|---|---|---|---|---|---|
| M3 | 0.50 | 3 | 6 | 1.25 | 10 |
| M4 | 0.70 | 4 | 8 | 1.50 | 12 |
| M5 | 0.80 | 5 | 10 | 1.75 | 16 |
| M6 | 1.00 | 6 | 12 | 2.00 | 20 |
| M8 | 1.25 | 8 | 16 | 2.50 | 25 |
| M10 | 1.50 | 10 | 20 | 3.00 | 30 |
| M12 | 1.75 | 12 | 24 | 3.50 | 40 |
| M16 | 2.00 | 16 | 32 | 4.00 | 55 |
| M20 | 2.50 | 20 | 40 | 5.00 | 70 |
| M24 | 3.00 | 24 | 48 | 6.00 | 90 |
| M30 | 3.50 | 30 | 60 | 7.50 | 110 |
| M36 | 4.00 | 36 | 72 | 9.00 | 130 |
| M42 | 4.50 | 42 | 84 | 10.50 | 150 |
| M48 | 5.00 | 48 | 96 | 12.00 | 170 |
| M52 | 5.00 | 52 | 104 | 13.00 | 190 |
Classe de propriété Propriétés mécaniques (selon ISO 898-1 / ISO 3506)
| Classe | Matériau | Résistance minimale à la traction | Limite d'élasticité minimale (0,2 %) | Dureté | Meilleur pour |
|---|---|---|---|---|---|
| 8.8 | Acier au carbone | 800 N/mm² | 640 N/mm² | 22–32 HRC | Structure générale, intérieur |
| 10.9 | Acier au carbone | 1040 N/mm² | 940 N/mm² | 33–39 HRC | Structure à haute résistance |
| 12.9 | Acier allié | 1220 N/mm² | 1100 N/mm² | 39–44 HRC | Assemblages de précision/critiques |
| A2-70 | Inox 304 | 700 N/mm² | 450 N/mm² | ≤ 250 HV | Alimentaire, chimique, corrosion intérieure |
| A4-70 | Inox 316 | 700 N/mm² | 450 N/mm² | ≤ 250 HV | Environnements marins, chlorures |
| A4-80 | Inox 316 | 800 N/mm² | 600 N/mm² | ≤ 250 HV | Environnements à forte charge et corrosifs |
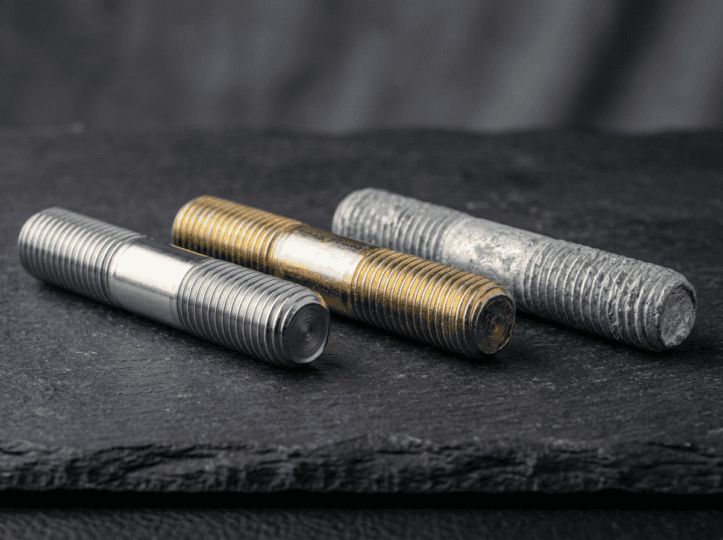
Grades de matériaux DIN938
Sélectionnez le grade approprié pour votre environnement d'exploitation et vos exigences de charge.
Acier au carbone
Qualités : 8.8 / 10.9 / 12.9
Qualité structurelle standard. 8.8 pour usage général, 10.9 pour assemblages structurels à haute résistance, 12.9 pour assemblages mécaniques de précision. Revêtement zinc ou Dacromet recommandé.
Acier inoxydable
Qualités : A2-70 / A4-70 / A4-80
Résistant à la corrosion pour les environnements chimiques, alimentaires et marins. A4-70/80 (316 inox) recommandé en cas d’exposition aux chlorures. Options non magnétiques disponibles.
Acier allié
Qualités : 42CrMo4 / 25CrMo4 / 35CrMo
Alliages à haute résistance et haute température pour brides pétrochimiques, réservoirs sous pression et équipements d’ingénierie. Valeurs de charge d’épreuve selon ISO 898-1.
Options de traitement de surface
Pour les qualités à haute résistance 10.9 et 12.9, Dacromet ou zingage mécanique est recommandé pour éliminer le risque de fragilisation par l’hydrogène dû à la galvanisation.
Brut / Noir
Finition brute standard. Adaptée aux assemblages intérieurs, huilés ou revêtus.
Plaqué zinc
Zingage électrolytique, 5–8 µm. Protection anticorrosion polyvalente, conforme RoHS.
Galvanisé à chaud
Revêtement zinc 40–80 µm. Applications extérieures, structurelles et intensives.
Dacromet / Geomet
Flocage de zinc inorganique sans chrome. 8–12 µm, 720 h au brouillard salin. Recommandé pour les qualités 10.9/12.9 afin d’éviter la fragilisation par l’hydrogène.
PTFE / Fluoropolymer
Revêtement à faible friction et résistant aux produits chimiques. Environnements alimentaires et salles blanches.
DIN938 vs DIN939 vs DIN940
The three DIN stud standards share identical thread forms and property classes
but differ in screwing-in length (bm). The correct choice depends on the tapped hole matériel —
selecting too short a bm risks thread strip-out under load.
| Standard | Longueur de vissage (bm) | Meilleur pour | Résistance à la traction typique |
|---|---|---|---|
| DIN 938 | 1 × d | Acier, acier moulé, bronze (dureté ≥ 200 HB) | 800–1220 N/mm² |
| DIN 939 | 1,25 × d | Fonte, alliage d’aluminium (dureté moyenne) | 800–1220 N/mm² |
| DIN 940 | 1,5 × d | Alliages légers, métaux tendres (faible dureté) | 800–1220 N/mm² |
Règle générale : utiliser DIN 938 lorsque le trou taraudé est dans l’acier ou des matériaux plus durs. Passer à DIN 939 pour l’aluminium ou la fonte, DIN 940 pour le magnésium ou les plastiques.
Besoin d'un engagement de filetage plus profond ? Boulon à double extrémité DIN939 (1,25d) — Spécifications complètes & Dimensions
DIN938 Double End Stud Bolt Applications
Assemblage d'équipements mécaniques
Connexion de carters de pompe, couvercles de boîte de vitesses et cadres de machines de précision où la rotation du boulon endommagerait les trous taraudés.
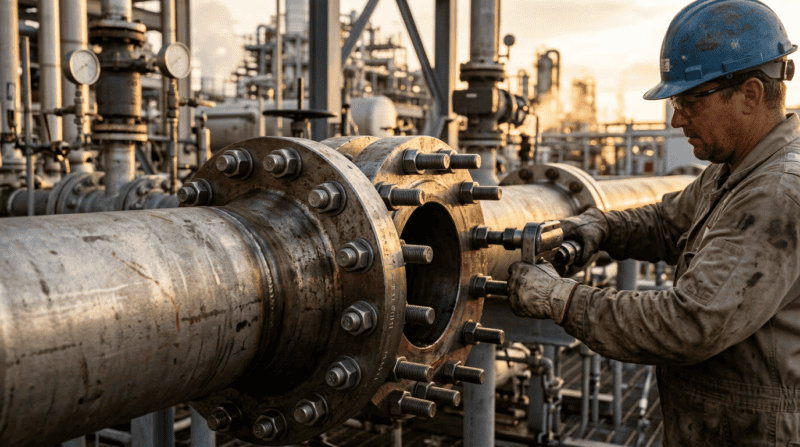
Brides pétrochimiques et de pipeline
Joints de bride à haute température et haute pression dans les raffineries, réservoirs sous pression et échangeurs de chaleur. Qualité d’acier allié recommandée.
Connexions en Acier Structurel
Connexions résistantes au moment dans la construction métallique où des goujons précontraints remplacent les boulons traversants.
Automobile et ingénierie de précision
Goujons de culasse de bloc moteur, supports d’étrier de frein et systèmes de suspension nécessitant une force de serrage constante.
Certifications de qualité et documentation
Every DIN938 Double End Stud Bolt order ships with traceable quality documentation.
Our ISO 9001:2015 certified process ensures consistent dimensional accuracy and material compliance.
ISO 9001:2015
Système de gestion de la qualité certifié couvrant la conception, la production, les tests et la livraison des fixations standard DIN..
Certificats EN 10204 3.1
Certificats d’essais de matériaux complets avec composition chimique et données d’essais mécaniques disponibles pour chaque lot.
Tests tiers SGS
Vérification indépendante en laboratoire SGS de la résistance à la traction, de la dureté et du calibre du filetage disponible sur demande.
Revêtements conformes RoHS
Tous les traitements de surface zingués et Dacromet sont conformes à la Directive RoHS de l’UE 2011/65/EU.
Pourquoi s’approvisionner en goujons DIN938 chez nous ?
Nous fabriquons des goujons double extrémité DIN938 à partir de bruts forgés à froid en utilisant un roulage de filetage CNC de précision, garantissant une précision dimensionnelle selon les tolérances ISO 4759. Chaque lot est soumis à des contrôles de dureté, de résistance à la traction et de calibre de filetage avant expédition. Aucun intermédiaire — prix direct usine avec documentation complète.
- Stock : M6–M36 en qualités 8.8, A2-70, A4-70 — prêt en 3–5 jours ouvrables
- Production sur mesure : M3–M52, toute longueur, toute qualité, MOQ 500 pcs
- Précision du roulage de filetage : tolérances ISO 4759, jauge de pas 100% vérifiée
- Certificats matière EN 10204 3.1 inclus avec chaque lot
- Options de surface : zingué, HDG, Dacromet, Geomet, oxyde noir, PTFE
- Emballage OEM : étiquetage personnalisé, boîte/sac/palette, prêt à l’export
- Délai de devis : 24 heures pour les articles standards, 48 heures pour les spéciales
- Économisez au moins 30% par rapport aux prix des distributeurs européens sur les qualités DIN équivalentes
Produits de fixation associés
Goujons DIN 939
Longueur d’engagement 1,25×d — pour la fonte et les alliages d’aluminium.
Goujons DIN 940
Longueur d’engagement 1,5×d — pour les alliages légers et les métaux tendres.
Tiges filetées DIN 976
Tige filetée métrique en longueur complète, coupée sur mesure.
Écrous hexagonaux DIN 934
Écrous hexagonaux métriques standard, toutes classes de résistance.
Besoin de goujons DIN938 sur mesure ?
Envoyez-nous votre taille de filetage, longueur totale, nuance de matériau, traitement de surface et quantité. Notre équipe d’ingénierie confirmera la disponibilité et émettra un devis sous 24 heures. Les stocks standards sont expédiés dans le monde entier sous 3 à 5 jours ouvrés.
Questions fréquemment posées
Common questions from buyers and engineers about DIN938 Double End Stud Bolt specifications,
ordering, and technical selection.
DIN938 possède une longueur de vissage de 1×d (une fois le diamètre nominal), adaptée à l’acier et à l’acier moulé. DIN939 utilise 1,25×d pour les matériaux plus tendres comme la fonte et les alliages d’aluminium. Choisissez DIN938 lorsque le trou taraudé se trouve dans un matériau avec une résistance à la traction ≥ 400 N/mm² ou une dureté ≥ 200 HB.
Pour M16 (pas de 2,00 mm) : b1 = 16 mm (extrémité de vissage), b2 = 32 mm (extrémité écrou), x max = 4,00 mm, longueur totale minimale = 55 mm. Les longueurs disponibles vont généralement de 55 mm à 300 mm par incréments de 5 mm.
Oui. Les nuances inox standards sont A2-70 (304 inox) et A4-70 ou A4-80 (316 inox). A4-80 est recommandée pour les environnements marins, chimiques ou à forte teneur en chlorure. Les goujons inox DIN938 sont disponibles du M6 au M36 en stock et du M3 au M52 sur commande spéciale.
Veuillez fournir : (1) Taille et pas du filetage, ex. M16×2.00 ; (2) Longueur totale en mm ; (3) Nuance de matériau, ex. 8.8 / A4-70 / 42CrMo4 ; (4) Traitement de surface, ex. zingué / Dacromet ; (5) Quantité et exigences d’emballage. Nous confirmerons la disponibilité du stock et émettrons un devis sous 24 heures.
La norme DIN 938 couvre les tailles de filetage de M3 à M52. Notre stock standard couvre du M6 au M36. Les tailles de M3 à M5 et de M42 à M52 sont produites sur commande spéciale avec un délai minimum de 5 à 10 jours ouvrés.
GB/T 901 est la norme nationale chinoise pour les goujons à double extrémité de longueur égale (bm = 1d), équivalente dimensionnellement à la DIN 938 pour la même plage de tailles de filetage. Cependant, les désignations de classes de résistance des matériaux et les exigences d’inspection diffèrent légèrement. Pour les projets d’exportation nécessitant la conformité DIN, spécifiez explicitement DIN 938 et demandez les certificats matière EN 10204 3.1.
Les tailles standards en stock (M6–M36 en classe 8.8 et A2-70) sont expédiées sous 3 à 5 jours ouvrés. Les spécifications sur mesure — y compris les longueurs non standard, nuances d’acier allié (42CrMo4) et traitements de surface spéciaux — nécessitent 7 à 15 jours ouvrés. Une production express est disponible pour les commandes urgentes ; contactez notre équipe commerciale pour la disponibilité.
Nous fournissons des certificats d’essais matière EN 10204 3.1 indiquant la composition chimique et les propriétés mécaniques pour chaque lot. Notre usine est certifiée ISO 9001:2015 pour la gestion de la qualité. Sur demande, nous pouvons également fournir des rapports de contrôle dimensionnel, des rapports d’essais SGS tiers et des déclarations de conformité RoHS pour les traitements de surface zingués et Dacromet.