DIN938 Double End Stud Bolt Manufacturer
Metric double-end stud bolts with 1d screwing-in length — M3 to M52, carbon steel, stainless steel, and alloy steel. ISO 9001:2015 certified production, EN 10204 3.1 certificates supplied.
- M3–M52 Thread Sizes · Custom Lengths Available
- Grades: 8.8 / 10.9 / 12.9 / A2-70 / A4-70 / A4-80
- Lead Time: 3–5 Days (Stock) / 7–15 Days (Custom)
- EN 10204 3.1 Material Certificates on Request

500+
B2B Clients Worldwide
15+ Years
Fastener Manufacturing
ISO 9001:2015
Quality Management
24 Hours
Quotation Response
DIN938 Stud Bolt Quick Specifications
Standard
DIN 938
Thread Size
M3 – M52
Engagement
bm = 1 × d
Materials
8.8 / 10.9 / A2-70 / A4-70
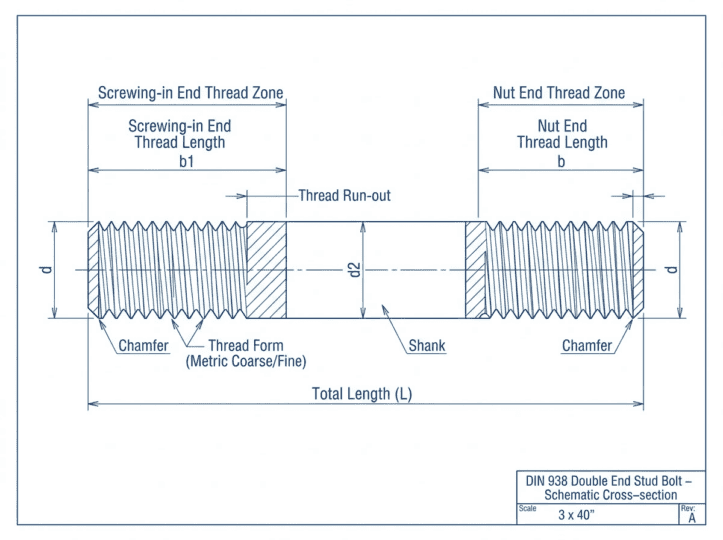
What Is a DIN938 Double End Stud Bolt?
DIN938 is a metric double-end stud bolt standard where the screwing-in end length equals exactly one times the nominal thread diameter (bm = 1d). This short engagement length is engineered for high-strength base materials — steel, cast steel, and bronze — where the thread can develop full load-bearing capacity in a compact depth.
Unlike hex bolts, DIN938 studs do not rotate during tightening, eliminating galling in precision tapped bores. The fixed screwing-in end stays in the housing; only the nut end accepts the nut.
Three structural zones define every DIN938 stud:
Screwing-in End (b1)
Thread equal to 1×d; engages the base material permanently.
Shank (L − b1 − b2)
Plain or threaded body spanning the joint gap.
Nut End (b2)
Longer thread (≈2×d) that accepts washer and nut.
DIN938 Dimension & Property Class Tables
Complete M3–M52 dimensions per DIN 938, plus mechanical property benchmarks for every standard grade. All dimensional values in millimetres.
Use this table to confirm thread size, pitch, screwing-in length (b1), nut-end length (b2), and minimum available length before ordering. All dimensions in mm per DIN 938.
| Thread d | Pitch (mm) | b1 (mm) | b2 (mm) | x max | Min Length (mm) |
|---|---|---|---|---|---|
| M3 | 0.50 | 3 | 6 | 1.25 | 10 |
| M4 | 0.70 | 4 | 8 | 1.50 | 12 |
| M5 | 0.80 | 5 | 10 | 1.75 | 16 |
| M6 | 1.00 | 6 | 12 | 2.00 | 20 |
| M8 | 1.25 | 8 | 16 | 2.50 | 25 |
| M10 | 1.50 | 10 | 20 | 3.00 | 30 |
| M12 | 1.75 | 12 | 24 | 3.50 | 40 |
| M16 | 2.00 | 16 | 32 | 4.00 | 55 |
| M20 | 2.50 | 20 | 40 | 5.00 | 70 |
| M24 | 3.00 | 24 | 48 | 6.00 | 90 |
| M30 | 3.50 | 30 | 60 | 7.50 | 110 |
| M36 | 4.00 | 36 | 72 | 9.00 | 130 |
| M42 | 4.50 | 42 | 84 | 10.50 | 150 |
| M48 | 5.00 | 48 | 96 | 12.00 | 170 |
| M52 | 5.00 | 52 | 104 | 13.00 | 190 |
Property Class Mechanical Properties (per ISO 898-1 / ISO 3506)
| Grade | Material | Min Tensile | Min Yield (0.2%) | Hardness | Best For |
|---|---|---|---|---|---|
| 8.8 | Carbon Steel | 800 N/mm² | 640 N/mm² | 22–32 HRC | General structural, indoor |
| 10.9 | Carbon Steel | 1040 N/mm² | 940 N/mm² | 33–39 HRC | High-strength structural |
| 12.9 | Alloy Steel | 1220 N/mm² | 1100 N/mm² | 39–44 HRC | Precision/critical joints |
| A2-70 | Stainless 304 | 700 N/mm² | 450 N/mm² | ≤ 250 HV | Food, chemical, indoor corrosion |
| A4-70 | Stainless 316 | 700 N/mm² | 450 N/mm² | ≤ 250 HV | Marine, chloride environments |
| A4-80 | Stainless 316 | 800 N/mm² | 600 N/mm² | ≤ 250 HV | High-load + corrosive environments |
DIN938 Material Grades
Select the correct grade for your operating environment and load requirements.
Carbon Steel
Grades: 8.8 / 10.9 / 12.9
Standard structural grade. 8.8 for general use, 10.9 for high-strength structural joints, 12.9 for precision mechanical assemblies. Zinc plating or Dacromet recommended.
Stainless Steel
Grades: A2-70 / A4-70 / A4-80
Corrosion-resistant for chemical, food-grade, and marine environments. A4-70/80 (316 SS) preferred for chloride exposure. Non-magnetic options available.
Alloy Steel
Grades: 42CrMo4 / 25CrMo4 / 35CrMo
High-strength, high-temperature alloy grades for petrochemical flanges, pressure vessels, and engineering equipment. Proof load values per ISO 898-1.
Surface Treatment Options
For high-strength grades 10.9 and 12.9, Dacromet or mechanical zinc is recommended to eliminate hydrogen embrittlement risk from electroplating.
Plain / Black
Standard mill finish. Suitable for indoor, oiled, or coated assemblies.
Zinc Plated
Electroplated zinc, 5–8 µm. General-purpose corrosion protection, RoHS compliant.
Hot-Dip Galvanized
40–80 µm zinc coating. Outdoor, structural, and heavy-duty applications.
Dacromet / Geomet
Chrome-free inorganic zinc flake. 8–12 µm, 720 h salt-spray. Recommended for grade 10.9/12.9 to avoid hydrogen embrittlement.
PTFE / Fluoropolymer
Low-friction, chemical-resistant coating. Food-grade and clean-room environments.
DIN938 vs DIN939 vs DIN940
The three DIN stud standards share identical thread forms and property classes
but differ in screwing-in length (bm). The correct choice depends on the tapped hole material —
selecting too short a bm risks thread strip-out under load.
| Standard | Screwing-in Length (bm) | Best For | Typical Tensile Strength |
|---|---|---|---|
| DIN 938 | 1 × d | Steel, cast steel, bronze (hardness ≥ 200 HB) | 800–1220 N/mm² |
| DIN 939 | 1.25 × d | Cast iron, aluminum alloy (medium hardness) | 800–1220 N/mm² |
| DIN 940 | 1.5 × d | Light alloys, soft metals (low hardness) | 800–1220 N/mm² |
Rule of thumb: use DIN 938 when the tapped hole is in steel or harder materials. Step up to DIN 939 for aluminium or cast iron, DIN 940 for magnesium or plastics.
Need deeper thread engagement? DIN939 Double End Stud Bolt (1.25d) — Full Specifications & Dimensions
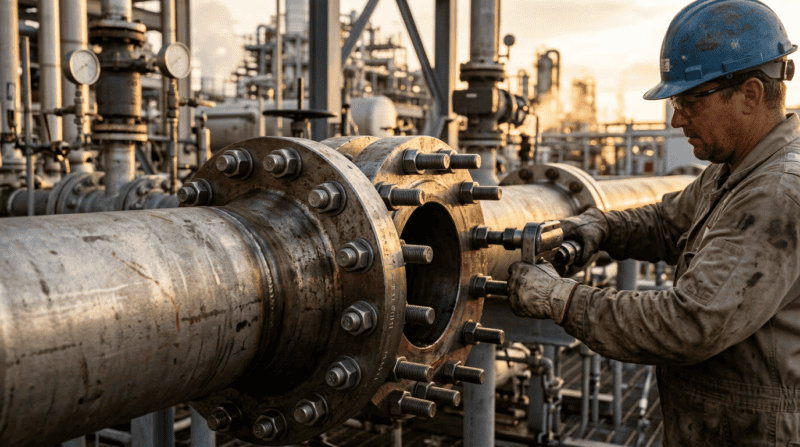
DIN938 Double End Stud Bolt Applications
Mechanical Equipment Assembly
Connecting pump housings, gearbox covers, and precision machine frames where bolt rotation would damage tapped bores.
Petrochemical & Pipeline Flanges
High-temperature, high-pressure flange joints in refineries, pressure vessels, and heat exchangers. Alloy steel grade recommended.
Structural Steel Connections
Moment-resistant connections in steel construction where pre-tensioned studs replace through-bolts.
Automotive & Precision Engineering
Engine block head studs, brake caliper mounts, and suspension systems requiring consistent clamp force.
Quality Certifications & Documentation
Every DIN938 Double End Stud Bolt order ships with traceable quality documentation.
Our ISO 9001:2015 certified process ensures consistent dimensional accuracy and material compliance.
ISO 9001:2015
Certified quality management system covering design, production, testing, and delivery of DIN-standard fasteners.
EN 10204 3.1 Certificates
Full material test certificates with chemical composition and mechanical test data available for every batch.
SGS Third-Party Testing
Independent SGS lab verification of tensile strength, hardness, and thread gauge available on request.
RoHS Compliant Coatings
All zinc-plated and Dacromet surface treatments comply with EU RoHS Directive 2011/65/EU.
Why Source DIN938 Stud Bolts From Us?
We manufacture DIN938 double end stud bolts from cold-forged blanks using precision CNC thread rolling, ensuring dimensional accuracy within ISO 4759 tolerances. Every batch undergoes hardness, tensile strength, and thread gauge inspection before shipment. No middlemen — direct factory pricing with full documentation.
- Stock: M6–M36 in grades 8.8, A2-70, A4-70 — ready in 3–5 business days
- Custom production: M3–M52, any length, any grade, MOQ 500 pcs
- Thread rolling precision: ISO 4759 tolerances, pitch gauge 100% checked
- EN 10204 3.1 material certificates included with every batch
- Surface options: zinc plated, HDG, Dacromet, Geomet, Black oxide, PTFE
- OEM packaging: custom labelling, box/bag/pallet, export-ready
- Quote turnaround: 24 hours for standard items, 48 hours for specials
- Save at least 30% vs European distributor pricing on equivalent DIN grades
Related Fastener Products
Need Custom DIN938 Stud Bolts?
Send us your thread size, total length, material grade, surface treatment, and quantity. Our engineering team will confirm availability and issue a quotation within 24 hours. Standard stock ships in 3–5 business days worldwide.
Frequently Asked Questions
Common questions from buyers and engineers about DIN938 Double End Stud Bolt specifications,
ordering, and technical selection.
DIN938 has a screwing-in length of 1×d (one times the nominal diameter), suitable for steel and cast steel. DIN939 uses 1.25×d for softer materials like cast iron and aluminium alloys. Choose DIN938 when the threaded hole is in a material with tensile strength ≥ 400 N/mm² or hardness ≥ 200 HB.
For M16 (pitch 2.00 mm): b1 = 16 mm (screwing-in end), b2 = 32 mm (nut end), x max = 4.00 mm, minimum total length = 55 mm. Available lengths typically range from 55 mm to 300 mm in 5 mm increments.
Yes. Standard stainless grades are A2-70 (304 SS) and A4-70 or A4-80 (316 SS). A4-80 is recommended for marine, chemical, or high-chloride environments. Stainless DIN938 studs are available from M6 to M36 in stock and M3 to M52 on custom order.
Please provide: (1) Thread size and pitch, e.g. M16×2.00; (2) Total length in mm; (3) Material grade, e.g. 8.8 / A4-70 / 42CrMo4; (4) Surface treatment, e.g. zinc plated / Dacromet; (5) Quantity and packaging requirements. We will confirm stock availability and issue a quotation within 24 hours.
The DIN 938 standard covers thread sizes from M3 to M52. Our standard stock covers M6 to M36. Sizes from M3 to M5 and M42 to M52 are produced on custom order with a minimum lead time of 5–10 business days.
GB/T 901 is the Chinese national standard for equal-length double-end studs (bm = 1d), which is dimensionally equivalent to DIN 938 for the same thread size range. However, the material property class designations and inspection requirements differ slightly. For export projects requiring DIN compliance, specify DIN 938 explicitly and request EN 10204 3.1 material certificates.
Standard stock sizes (M6–M36 in grade 8.8 and A2-70) ship within 3–5 business days. Custom specifications — including non-standard lengths, alloy steel grades (42CrMo4), and special surface treatments — require 7–15 business days. Express production is available for urgent orders; contact our sales team for availability.
We supply EN 10204 3.1 material test certificates showing chemical composition and mechanical properties for every batch. Our factory holds ISO 9001:2015 quality management certification. Upon request we can also provide dimensional inspection reports, third-party SGS test reports, and RoHS compliance declarations for zinc-plated and Dacromet surface treatments.