Une vis est un élément de fixation à filetage hélicoïdal qui convertit un couple de rotation en une force de serrage linéaire, permettant de joindre ou de sécuriser des matériaux en s’y vissant ou en s’engageant dans un écrou associé.
Prenez une poignée de vis dans votre bac d’atelier et vous tenez l’un des objets les plus anciens et les plus ingénieux de l’histoire de la fabrication humaine. De la vis d’Archimède antique utilisée pour remonter l’eau aux vis de précision M3 qui maintiennent ensemble l’ordinateur portable sur lequel vous lisez ceci, les vis sont partout — et pourtant la plupart des professionnels de la production ne connaissent qu’une fraction de ce qu’il faut savoir pour les sélectionner et les utiliser correctement.
Ce guide couvre tout : ce qu’est réellement une vis au niveau mécanique, tous les types majeurs que vous rencontrerez en production, comment les vis diffèrent des boulons, quels matériaux et revêtements importent selon les environnements, et une approche systématique pour choisir le bon élément de fixation pour votre application. Que vous spécifiiez des fixations pour une chaîne d’assemblage, mettiez en place un atelier de prototypage, ou cherchiez simplement à comprendre pourquoi cette vis continue de foirer, vous trouverez ici ce dont vous avez besoin.
Qu’est-ce qu’une vis ? Définition et mécanique fondamentale
Une vis est un élément de fixation à filetage externe — un arbre cylindrique enveloppé d’une crête hélicoïdale continue appelée filetage — conçu pour être entraîné en appliquant un couple sur sa tête. Ce couple est converti en force axiale (linéaire), tirant les pièces assemblées ensemble ou fixant un composant en place.
Selon la Entrée Wikipédia sur les vis, une vis est formellement définie comme « un élément de fixation à filetage hélicoïdal externe capable d’être serré ou desserré par une force de torsion (couple) appliquée à la tête. » C’est la base technique, mais cela ne rend pas compte de l’utilité des vis dans les contextes de production.
La véritable valeur technique d’une vis vient de un avantage mécanique. Le filetage est essentiellement une machine simple — spécifiquement un plan incliné enroulé autour d'un cylindre. Pour chaque rotation complète de la tête de vis, le dispositif de fixation avance le long de son pas de filet (la distance entre les crêtes du filetage). Une vis avec un pas de 1,0 mm avance de 1,0 mm par révolution. Cela signifie qu'une petite entrée de rotation crée une grande force de serrage linéaire, multipliée par la géométrie du filetage.
En pratique, une vis en acier M8×1,25 serrée à 25 N·m génère une force de serrage d'environ 18 à 20 kN — suffisamment pour maintenir ensemble des composants sous une charge sérieuse. Cette propriété de multiplication de force est la raison pour laquelle les vis restent le dispositif de fixation dominant dans l'assemblage de précision, les applications structurelles et la production de masse.
L’anatomie d’une vis : tête, tige et filetage
Comprendre chaque partie d’une vis vous indique immédiatement comment elle se comporte dans un assemblage.
Tête — La partie supérieure qui reçoit l’outil d’entraînement. La forme de la tête détermine à quel point la vis est affleurante et combien de couple elle peut accepter. Une tête hexagonale accepte plus de couple qu’une Phillips, c’est pourquoi les vis structurelles utilisent une empreinte hexagonale. La tête répartit également la charge de serrage sur la surface de l’assemblage via sa face d’appui.
Tige — Le corps cylindrique sous la tête. Certaines vis sont entièrement filetées (le filetage va jusqu’à la tête) ; d’autres ont une partie lisse entre la tête et le filetage. Une vis partiellement filetée possède un longueur de prise — la tige non filetée qui traverse les matériaux assemblés, ce qui réduit la concentration de contraintes de cisaillement à la racine du filetage. Pour les assemblages structurels soumis à des charges de cisaillement, le filetage partiel est généralement la spécification correcte.
Filet — La crête hélicoïdale. La géométrie du filetage comprend le pas (distance entre les crêtes), le diamètre majeur (extérieur du filetage), le diamètre mineur (racine du filetage) et l’angle du filetage (60° pour les filetages unifiés et métriques). Le rapport entre le pas et le diamètre définit si le filetage est fin ou grossier, ce qui affecte directement la vitesse de vissage et la résistance au desserrage par vibration.
Pointe — La pointe. Les pointes effilées sur les vis à bois et à tôle leur permettent de démarrer seules. Les pointes plates, écrasées sont utilisées sur les vis machine conçues pour s'insérer dans des trous pré-taraudés, où une pointe aigüe se coincerait simplement dans le filetage.
| Partie | Fonction | Spécification clé à vérifier |
|---|---|---|
| Tête | Accepte le couple ; répartit la charge de serrage | Type d'entraînement, hauteur de tête, diamètre du palier |
| Tige | Traverse le joint ; supporte la charge de cisaillement | Longueur de prise, diamètre de la tige |
| Filet | Convertit le couple en force de serrage | Pas, diamètre majeur, forme du filetage |
| Pointe | Auto-amorçante ou émoussée | Pointue (autoperceuse) vs. plate (vis machine) |
| Revêtement | Protection de surface | Type de placage, épaisseur, indice de corrosion |
Comment fonctionnent les vis : avantage mécanique et couple
L'avantage mécanique d'une vis est défini comme le rapport entre la force de sortie (charge de serrage) et la force d'entrée (couple appliqué à la poignée ou à l'embout). Pour une forme de filetage standard à 60° :
Force de serrage ≈ (Couple × 0,75) / (Pas du filetage × 0,5)
Ceci est une version simplifiée du calcul réel (qui inclut les coefficients de friction au niveau du filetage et de la face de contact), mais illustre les variables clés : le pas détermine tout. Un pas plus fin signifie un avantage mécanique plus grand — plus de force de serrage par unité de couple — mais implique aussi plus de rotations nécessaires pour visser complètement la vis.
La résistance aux vibrations est le problème inverse. Les filetages fins (nombre de filets par pouce plus élevé ou pas plus petit) sont plus résistants au desserrage par vibration car ils sont proches de l'angle d'auto-verrouillage par friction. Les filetages grossiers s'installent plus rapidement mais sont plus sensibles au desserrage par vibration — d'où l'utilisation répandue de composés de blocage de filetage dans l'assemblage automobile et aérospatial.
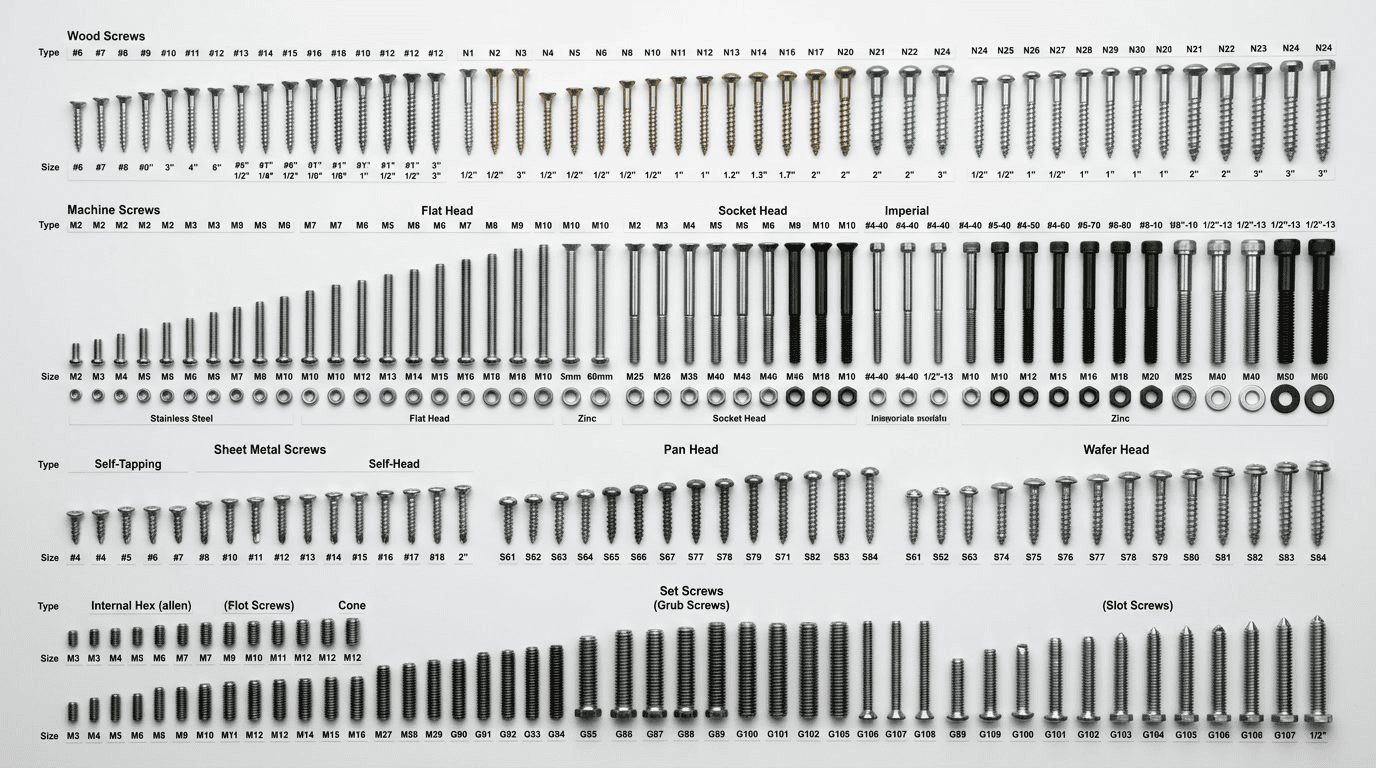
Types de vis : une classification complète
Le terme « vis » couvre des dizaines de types de dispositifs de fixation distincts. Dans les contextes de production, mal identifier un type de vis conduit à un mauvais choix d'outil, à un serrage excessif ou insuffisant, et à des défaillances de joint. Voici la taxonomie complète.
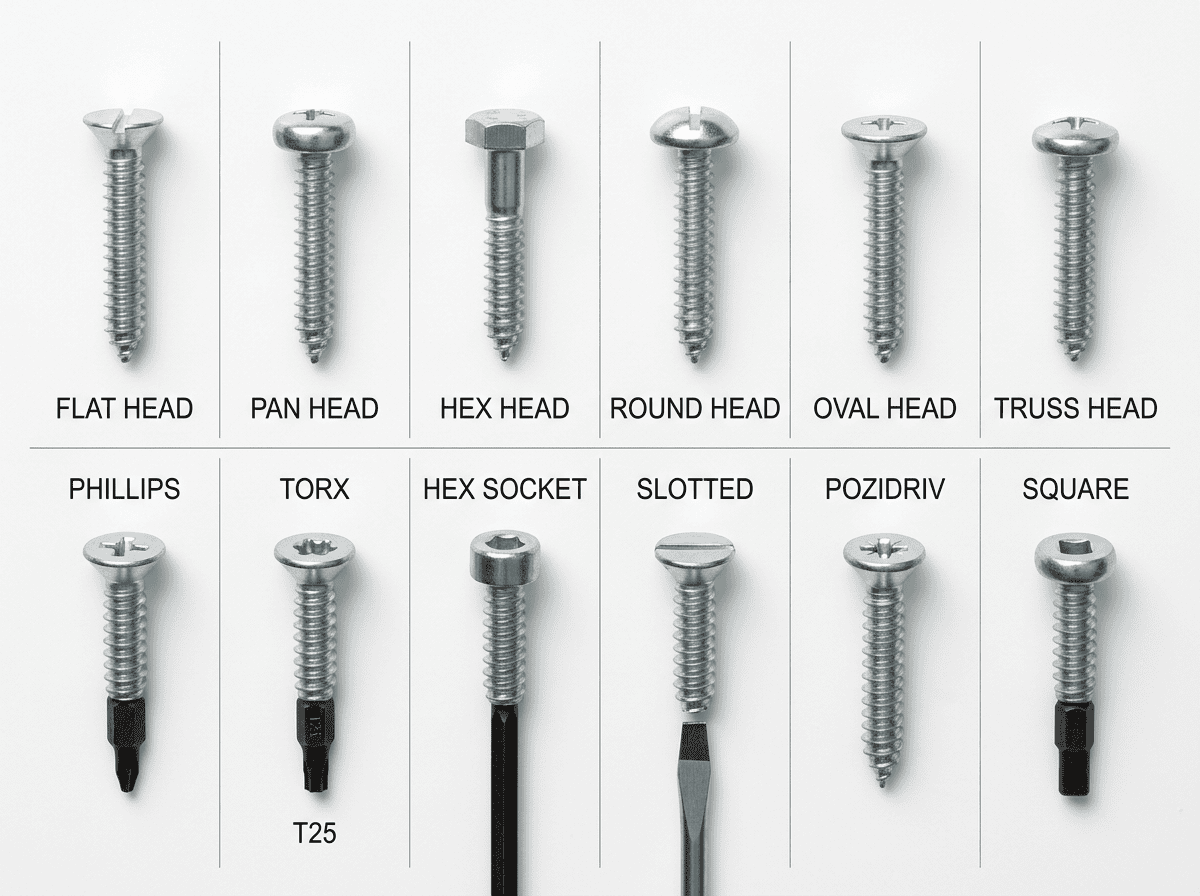
Par type de tête
La forme de la tête contrôle la position de la vis par rapport à la surface du joint et la quantité de charge qu'elle répartit.
Tête fraisée (tête plate) — La face inférieure de la tête est conique à 82° (Unified) ou 90° (métrique), conçue pour être à fleur ou en dessous de la surface dans un trou fraisés. Couramment utilisé en menuiserie, assemblage de meubles et toute application où une tête saillante pourrait gêner l'assemblage des pièces.
cURL Too many subrequests. — Face de palier plate avec un profil supérieur arrondi. Le type de tête le plus courant pour les vis à machine en électronique et assemblage général. La large face de palier répartit bien la charge sans nécessiter un trou fraisés.
Tête ronde — Profil bombé, face de palier complète. Utilisé lorsque l'apparence finie est importante et que l'assise à fleur n'est pas requise. Moins courant dans la production moderne où la tête à pan a largement remplacé ce type.
Tête ovale (fraisée surélevée) — Comme une tête plate mais avec un sommet bombé. Se fraise dans le matériau mais laisse un dôme décoratif au-dessus de la surface. Courant dans les biens de consommation et la quincaillerie visible.
cURL Too many subrequests. — Profil bombé à faible profil. S'affiche fièrement de la surface comme une tête à pan mais avec un profil plus élégant et plus bas. Courant dans l'électronique grand public, composants de vélo et équipements industriels où l'accès est limité.
Tête hexagonale / capuchon hexagonal — Tête à six côtés pour utilisation avec une clé ou une douille. Capacité de couple élevée, largement utilisée dans la structure, l'automobile et les applications d'équipements lourds. La référence quand vous avez besoin d'une force de serrage maximale.
Tête bombée large — Tête à pan extra-large et à profil bas. Offre une grande surface de contact pour des applications avec des trous de grande taille ou des matériaux tendres (tôle, panneaux en plastique) où une tête à pan standard risquerait de se déformer.
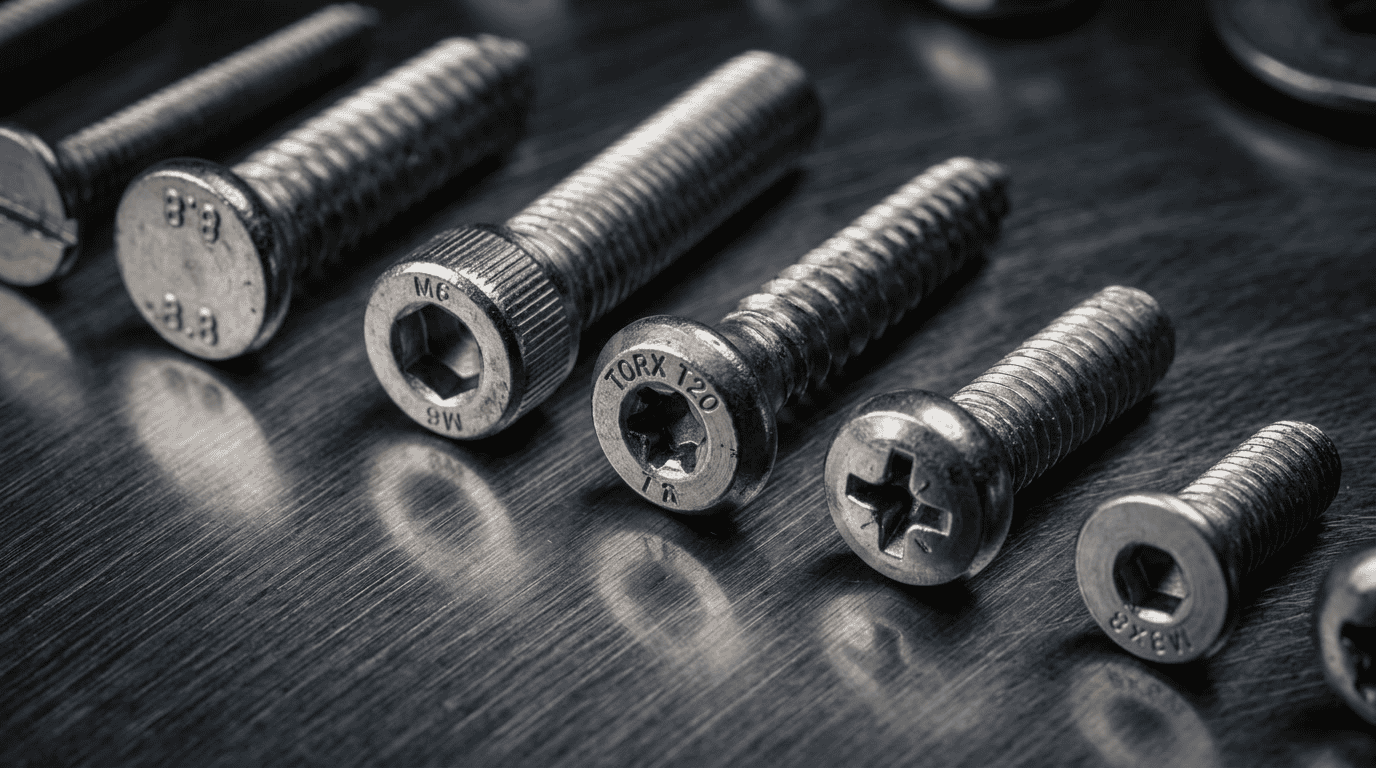
Par type de conduite
La cavité de conduite (ou conduite externe) détermine l'outil qui entraîne la vis et la quantité de couple pouvant être transmise avant que l'outil ne glisse.
Fendue — L'originale. Une seule fente droite. Capacité de couple faible, sujet à dérapage. Toujours utilisée dans des applications décoratives et légères mais rare en production.
Phillips (PH) — Le type de conduite le plus courant dans le monde. Cavité en forme de croix avec des flancs effilés qui dérapent intentionnellement à un couple conçu (ce qui était à l'origine une caractéristique, pas un défaut — cela empêchait le sur-torque sur les premières lignes d'assemblage). En production à volume élevé, les conduites Phillips restent omniprésentes car les flancs effilés alignent automatiquement la mèche.
Pozidriv (PZ) — Une variante Phillips avec des nervures ajoutées entre les bras croisés. Engagement plus positif, moins de dérapage, transmission de couple plus élevée. Courant dans la fabrication européenne. Non interchangeable avec Phillips malgré une apparence similaire — utiliser une mèche PH dans une cavité PZ (ou vice versa) endommage la conduite.
Torx (TX / Étoile) — Cavité en étoile à six branches. Excellente transmission de couple avec un dérapage quasi nul. Maintenant la norme dans l'automobile, l'électronique et l'assemblage de précision à volume élevé. Disponible en versions anti-effraction (Torx Security / Torx Plus). Préféré lorsque le couple de type Phillips n'est pas suffisant.
Clé hexagonale (Allen) — Recess à six côtés. Utilisé dans vis à tête cylindrique à six pans creux (SHCS) — les vis cylindriques noires courantes dans les machines et les gabarits. Haute capacité de couple, tête en retrait permettant des motifs de boulons très rapprochés. Nécessite une clé hexagonale ou un embout de la bonne taille.
Robertson (Carré) — Encastrement carré. Élimine presque complètement le dérapage. Dominant dans le travail du bois en France et de plus en plus populaire en production pour son maniement à une main (l'embout maintient la vis sans assistance magnétique). Moins courant sur les marchés européens et asiatiques.
Tri-Wing, Pentalobe, Clutch — Mécanismes propriétaires ou spéciaux pour la résistance au sabotage (électronique grand public, aérospatiale, intérieurs automobiles). Nécessitent des embouts spécialisés.
Par type de filetage et application
Vis à bois — Pas fixe, tolérances précises, conçus pour se visser dans des trous taraudés ou à travers des trous de dégagement avec un écrou. Spécifiés par diamètre et pas (M5×0,8, M6×1,0, ¼-20, etc.). La base des assemblages mécaniques.
Vis autoforeuses — Ils créent leur propre filetage dans des trous pilotes pré-percés. Les types formant le filetage (Type A, AB, B) sont utilisés dans la tôle et les plastiques. Les types coupant le filetage (Type D, F, T) coupent dans des matériaux plus durs. Élimine l’opération de taraudage en production, économisant coût et temps.
Vis à bois — Filetage grossier, à file unique, tige conique, pointe acérée. Les filets de tête mordent agressivement dans les fibres du bois ; la tige lisse au-dessus permet de serrer la pièce supérieure sans blocage.
Vis pour métal en feuille — Durci, entièrement fileté, pointe acérée. Conçus pour traverser la tôle fine, créant leur propre filetage d’accouplement. Les Types A et AB sont les plus courants.
Vis à bois à tête hexagonale (vis à bois à tête carrée) — Vis à bois à gros filetage avec tête hexagonale ou carrée, actionnées par une clé. Utilisées pour les connexions structurelles lourdes en bois, la charpente de terrasse et les planches de support.
Vis de pression (vis sans tête) — Entièrement filetées, sans tête (ou pointe cup/conique affleurante). Se vissent dans un trou taraudé pour appuyer contre un arbre et empêcher la rotation ou le mouvement axial. Courantes dans les moyeux de poulie, colliers d’arbre et accouplements.
Vis pour béton (Tapcons) — Vis durcies et résistantes à la corrosion conçues pour s’ancrer directement dans le béton, les blocs ou la brique via un trou de maçonnerie pré-percé. La géométrie du filetage est propriétaire — alternance de formes de filets hautes et basses qui coupent dans le béton.
| cURL Too many subrequests. | Matériau typique | Type de conduite | Meilleur pour |
|---|---|---|---|
| Vis à machine | Acier / inox | Tous | Assemblages filetés, joints de précision |
| Autotaraudant | Acier cémenté | Phillips, Torx, Hexagonale | Tôle, plastiques |
| Vis à bois | Acier, zinc | Phillips, Carré | Travail du bois, menuiserie |
| Vis à goujon | Acier galvanisé à chaud | Hexagonale | Bois de structure |
| Vis pour tôle | Acier cémenté | Phillips, Torx | CVC, enceintes, panneaux |
| Vis de fixation | Acier allié (Qualité 8/10.9) | Douille hexagonale | Maintien d’arbre, accouplements |
| Vis à béton | Acier inoxydable ou revêtu | Torx, Hexagonal | Ancrage en maçonnerie |
Vis vs. Boulon : Quelle est la vraie différence ?
Cette question suscite plus de débats qu’elle n’en mérite. La définition ASME fournit la réponse la plus claire : un boulon est un élément de fixation à tête qui traverse des trous de passage dans les deux pièces à assembler et est serré en appliquant un couple à un écrou. Un vis est un élément de fixation qui se serre en appliquant un couple à sa tête, se filet ant dans l’une des pièces à assembler (soit un trou taraudé, soit son propre chemin de filetage dans un matériau plus tendre).
C’est la distinction fonctionnelle. En pratique :
- Un bouchon hexagonal M8 qui se visse dans un trou taraudé = vis
- Le même bouchon hexagonal M8 traversant deux trous de passage et serré avec un écrou = boulon
Le même élément de fixation peut être une vis ou un boulon selon son utilisation. L’usage courant du terme « boulon » pour tout élément de fixation à tête hexagonale de grande taille est imprécis mais inoffensif dans la plupart des conversations en atelier.
Quand spécifier des vis ou des boulons en production
Utilisation vis (fileté directement dans un composant taraudé) lorsque :
- Le poids et l’espace sont limités — pas de place pour un écrou à l’arrière
- Vous avez besoin d’un démontage fréquent (les trous taraudés maintiennent bien la tolérance sur plusieurs cycles)
- Le composant récepteur est assez épais pour assurer un engagement de filetage adéquat (règle générale : ≥1,5× le diamètre nominal pour acier dans acier, ≥2× pour aluminium)
Utilisation écrous avec boulons lorsque :
- L'articulation est soumise à une tension et une force de serrage maximale est requise (l'engagement complet de l'écrou est plus résistant que l'engagement dans un trou taraudé)
- Vous assemblez deux composants dont aucun ne peut être taraudé (tôle, panneaux composites)
- La conception nécessite un ajustement sur le terrain par différentes parties — une liaison écrou/boulon est plus tolérante qu'une liaison taraudée lorsque les ouvriers d'assemblage appliquent un couple variable
Le cas hybride — boulons à épaulement — combine une tige non taraudée usinée avec précision (l'épaulement) avec une courte section taraudée. L'épaulement assure un positionnement précis et une surface de roulement pour les composants en rotation ; le filetage le maintient simplement en place. Très utilisé dans les gabarits, fixtures et mécanismes de précision.
Matériaux et revêtements de vis pour les environnements de production
Le choix du matériau est l'endroit où la plupart des erreurs d'approvisionnement se produisent. Spécifier la mauvaise combinaison de matériaux cause une corrosion galvanique, une fragilisation par l'hydrogène ou une défaillance prématurée sous charge. Voici la répartition pertinente pour la production.
Matériaux de base
Acier au carbone (Classe 5 / 8.8–10.9 métrique) — La machine de production par excellence. Haute résistance, faible coût. Les vis de classe 8.8 (classe métrique 8.8) ont une résistance à la traction d'environ 800 MPa — suffisantes pour la plupart des machines, applications automobiles et structurelles. Les classes 10.9 et 12.9 sont utilisées dans des applications à haute contrainte (têtes de cylindre, composants de suspension). L'acier au carbone non revêtu se corrode rapidement dans des environnements humides — il faut toujours spécifier une finition pour une utilisation en extérieur ou en haute humidité.
Acier inoxydable (304 / 316 / 18-8) — Résistant à la corrosion dans la plupart des environnements, mais avec une résistance à la traction inférieure à celle de l'acier allié (la vis hexagonale en acier inoxydable 304 typique atteint environ 500 MPa contre plus de 1000 MPa pour la classe 8). En environnement marin, l'acier inoxydable 316 est obligatoire — la teneur en molybdène supplémentaire offre une résistance au chlorure que le 304 ne possède pas. Note critique : ne jamais utiliser de vis en acier inoxydable en contact avec de l'acier au carbone dans des conditions humides — la différence de potentiel galvanique (~0,25V) entraînera une corrosion préférentielle de l'acier au carbone.
Acier allié (Classe 12.9 / B7) — Pour des applications exigeantes : outillage de moule, assemblages à haute température, équipements hydrauliques. Nécessite souvent une manipulation spéciale lors de l'assemblage pour éviter la fragilisation par l'hydrogène (préchauffage, contrôles après traitement).
Titane — Aéronautique et médical. Rapport résistance/poids exceptionnel, excellente résistance à la corrosion, non magnétique. Le coût est généralement 10 à 20 fois celui de l'inox. Pas une option par défaut en production mais importante dans les assemblages critiques en poids ou nécessitant une biocompatibilité.
Laiton / bronze — Conducteur électrique, doux, bonne résistance à la corrosion. Utilisé dans les panneaux électriques, la plomberie et les applications nécessitant des propriétés anti-sparking.
Revêtements de surface et placages
Le traitement de surface détermine la durabilité d'une vis dans son environnement de travail. La norme ASTM B633 régit le zingage électrolytique pour la quincaillerie en acier — spécifiant la classe de service (SC1 à SC4) en fonction des conditions d'exposition.
| Revêtement | Processus | Protection contre la corrosion | cURL Too many subrequests. |
|---|---|---|---|
| Galvanisation au zinc par électrolyse | Électrodéposé | Modéré (72–120h brouillard salin) | Machines d'intérieur, assemblage général |
| Galvanisé à chaud | Trempage dans du zinc en fusion | Élevé (400–600h brouillard salin) | Structures extérieures, agricole |
| Oxyde noir | Revêtement de conversion | Minimal (décoratif/protection légère) | Composants internes de machines, pièces d'outillage |
| Revêtement zinc-nickel | Alliage électrodéposé | Élevé (500–720h) | Sous-caisse automobile, milieu marin adjacent |
| Dacromet / Geomet | Écaille d'aluminium-zinc | Très élevé (720–1000h) | Fixations sous-caisse, fixations marines |
| Passivation (SS) | Gravure chimique | Très élevé | Toutes applications en acier inoxydable |
Une note pratique sur le zingage et la fragilisation par l'hydrogène : le procédé d'électrodéposition introduit de l'hydrogène atomique dans le réseau de l'acier. Pour les vis haute résistance (classe 10.9+), dégazage par cuisson (typiquement 4 heures à 190°C dans les 4 heures suivant le placage) est obligatoire pour diffuser l'hydrogène avant qu'il ne provoque une fracture retardée. De nombreuses défaillances d'approvisionnement dans les fixations haute résistance sont dues à des cycles de dégazage par cuisson sautés ou raccourcis sur les placages.
Applications industrielles des vis en production
Les vis sont classées différemment selon l'industrie — comprendre le contexte d'application aide à réduire considérablement les choix de spécifications.
Fabrication automobile
L'assemblage automobile utilise environ 3 000 à 4 000 dispositifs de fixation par véhicule — la majorité étant des vis et des boulons. Les entraînements dominants sont Torx (TX20–TX40 pour les garnitures et l'intérieur) et à douille hexagonale (M6–M10 pour les composants structurels). Les vis à filetage formant sont largement utilisées dans les panneaux en plastique et les garnitures intérieures pour éliminer les écrous séparés. La spécification de couple est explicite — les lignes automobiles modernes utilisent des outils électriques à couple contrôlé avec des fenêtres de précision de ±5–10%, et chaque dispositif de fixation a une valeur de couple documentée.
Les défaillances de vis en cours de processus dans l'automobile sont généralement dues à trois causes : substitution incorrecte de la classe (utilisation de la classe 6.8 alors que 8.8 est spécifiée), omission du revêtement (vis nues en position sous le châssis), ou filetage croisé dû à un mauvais alignement de l'outil sur les lignes d'assemblage robotisées.
Assemblage électronique
L'électronique utilise les vis les plus petites et les plus précises en production courante. Les vis machine M1,6 à M3 en acier inoxydable ou acier avec empreintes Phillips ou Torx sont standard pour le montage des circuits imprimés, des panneaux d'affichage et l'assemblage des châssis. Le contrôle du couple est critique — comme la base de données de réparation iFixit documente, la défaillance la plus courante lors du démontage d'ordinateurs portables et de smartphones est le dénudage des vis M2 et M2,5 causé par un mauvais dimensionnement de l'embout ou un surcouple.
Les vis non magnétiques (laiton, titane ou aciers inoxydables non magnétiques comme le 316L) sont requises près des composants magnétiques (haut-parleurs, capteurs, magnétomètres). L'acier inoxydable ordinaire 304 est légèrement magnétique après travail à froid — spécifiez du 316L ou du titane lorsque la propreté magnétique est importante.
Applications de construction et structurelles
Les vis structurelles ont largement remplacé les clous et les boulons à bois dans la construction à ossature bois pour les connexions techniques. Des produits comme Simpson Strong-Drive SDWH et Spax T-Star sont pré-testés avec des charges admissibles publiées, simplifiant considérablement les calculs d'ingénierie. Une vis à bois structurelle de ½” de diamètre peut supporter 350–400 lbs en cisaillement — comparable à un clou 16d mais beaucoup plus rapide à installer avec un entraînement hexagonal.
L'ancrage dans le béton (vis d'ancrage) est un secteur en croissance. Hilti, ITW Buildex et des fabricants similaires proposent des systèmes de vis pour béton listés ICC-ESR où la charge nominale de l'ancrage dans une résistance spécifique du béton (typiquement 2500–3000 psi) est préconçue et certifiée — supprimant le besoin de tests d'arrachement spécifiques au projet sur la plupart des projets commerciaux.

| Industrie | Types principaux de vis | Spécification critique | Mode de défaillance courant |
|---|---|---|---|
| Automobile | Vis machine, formant le filetage | Spécification du couple + type d'entraînement | Substitution de classe, filetage croisé |
| Électronique | Vis micro (M1,6–M3) | Non magnétique, couple | Embouts abîmés, surcouple |
| La construction | Bois structurel, béton | Capacité de charge, approbation de code | Encastrement insuffisant, mauvais matériau |
| Aérospatial | Titane, acier allié | Poids, durée de vie en fatigue | Corrosion, séquence de serrage incorrecte |
| CVC/Enceintes | Vis pour tôle (autotaraudeuses) | Indice de corrosion | Rouille dans les unités extérieures, joints desserrés |
| Mobilier/Accessoires | Confirmat, vis à bois | Résistance à l’arrachement | Dérapage dans le bois d’ingénierie |
Comment choisir la bonne vis pour la production
La sélection des vis est un problème à cinq variables : matériau, revêtement, diamètre, type de filetage et empreinte. Optimiser une variable sans considérer les autres conduit à des échecs non attribués à la sélection des fixations pendant des mois. Voici une approche systématique.
Étape 1 : Définir la charge
Déterminez le mode de charge principal :
- Tension (serrage): Utilisez des vis ou boulons entièrement filetés avec un engagement de filetage adéquat
- Cisaillement: Utilisez des fixations partiellement filetées avec une tige lisse traversant le plan de cisaillement — la tige est plus résistante au cisaillement que la racine du filetage
- Tension + cisaillement combinés: Généralement, cela privilégie un diamètre plus grand plutôt qu'un engagement de filetage plus long
Pour profondeur d'engagement du filetage, respectez ces minimums :
- Acier dans acier : 1,0–1,5× diamètre nominal
- Acier dans aluminium : 2,0× diamètre nominal
- Acier dans plastique : 3,0–4,0× diamètre nominal (ou utilisez des inserts filetés)
Étape 2 : Identifier l'environnement
Associez le lieu d'installation à une catégorie de corrosion :
- Intérieur, sec, sans condensation : Acier au carbone + zingage électrolytique
- Intérieur, humide ou lavage : Inox 304 ou zingage zinc-nickel
- Extérieur, non marin : Galvanisé à chaud ou inox 316
- Marin, côtier, chimique : Inox 316 ou revêtements spécialisés (Dacromet, Geomet)
- Haute température (>200°C) : Acier allié avec certification appropriée — les zingages échouent au-delà d’environ 150°C
Étape 3 : Choisir le type de filetage
| Situation | Recommandation de filetage |
|---|---|
| Trou taraudé en métal (acier) | Filetage machine métrique ou UNC/UNF |
| Aluminium taraudé ou métal tendre | Filetage fin ou revêtu (prévention du grippage) |
| Bossage de montage en plastique | Vis formant le filetage ou insert en laiton |
| Tôle (≤3 mm) | Autoperceuse (Type B ou AB) |
| Bois / bois d’ingénierie | Vis à bois ou vis structurelle |
| Béton / maçonnerie | Vis d’ancrage pour béton (certifiée ICC) |
Étape 4 : Spécifier le type d’entraînement
Si vous réalisez une production à grand volume : Torx ou empreinte hexagonale. Le presque nul dérapage réduit considérablement l’usure de l’embout. Dans un cas documenté chez un fabricant électronique sous contrat, le passage de Phillips à Torx sur des vis machine M3 a réduit la fréquence de remplacement des embouts de 70% et éliminé les retouches dues aux empreintes abîmées.
Si vous avez besoin d’une opération à une main (courant en service et réparation) : Robertson (carré) ou Torx — les deux maintiennent la fixation sur l’embout sans aimants.
Si vous devez correspondre au matériel existant : correspondance exacte. Mélanger des embouts Phillips et Pozidriv dans un même assemblage entraîne des retouches lorsque les techniciens prennent le mauvais embout.
Étape 5 : Vérifier avec la spécification de couple
Chaque installation de vis importante doit avoir une valeur de couple. Sources de référence :
- Tables du Machinery’s Handbook (27e édition et plus) pour les valeurs de couple métriques et UNC/UNF selon la classe
- Tables de couple publiées par votre fabricant de fixations (les classes, revêtements et lubrifications influencent tous la relation couple-force de serrage)
- ISO 898-1 (propriétés mécaniques des fixations en acier au carbone et allié) pour les grades métriques
Une fixation lubrifiée nécessite 15 à 30 % de couple en moins qu'une fixation sèche pour atteindre la même charge de serrage — un détail qui complique souvent les spécifications lorsque les opérateurs d'assemblage appliquent un produit de verrouillage de filetage sans réduire la valeur du couple.
Tendances futures en technologie des vis (2026+)
La vis n'est pas une technologie statique. Trois tendances reshaping la conception et la sélection des fixations en environnement de production.
Fixations intelligentes et surveillance du couple
Les rondelles de détection de couple intégrées et la journalisation des données de couple dans l'outil passent de l'aérospatiale à la production grand public. Plusieurs fabricants automobiles exigent désormais une traçabilité du couple sur les fixations critiques de sécurité — chaque événement de serrage étant enregistré avec horodatage, couple atteint, et ID de l'opérateur. Cela crée une demande pour des fixations compatibles avec les interfaces de systèmes de serrage électroniques et pour des boulons à couple à la limite (TTY) qui offrent une signature de couple mesurable à la limite de déformation.
Matériaux et revêtements durables
La réglementation REACH de l'UE et des cadres similaires accélèrent la suppression progressive des revêtements en chrome hexavalent (Cr6+) — qui offraient historiquement une excellente résistance à la corrosion mais sont cancérigènes. La passivation au chrome trivalent et les revêtements en flake de zinc (Geomet, Magni) sont désormais la norme de remplacement et, dans de nombreuses applications, surpassent les systèmes traditionnels Cr6+ en résistance à la corrosion à épaisseur de film égale.
Les vis en acier recyclé entrent sur le marché alors que les producteurs certifient une teneur en déchets recyclés plus élevée dans leurs lingots d'acier sans sacrifier les propriétés mécaniques. Cela est important pour les exigences de reporting ESG de la chaîne d'approvisionnement qui sont désormais standard dans la qualification des fournisseurs de niveau 1 en automobile et électronique.
Géométries de filetage auto-lockantes
Les méthodes traditionnelles de verrouillage de filetage (rondelles fendues, inserts en nylon, adhésifs de verrouillage) présentent des inconvénients : les rondelles fendues se compriment dans les joints à haute cyclicité, les inserts en nylon se dégradent à haute température, et les liquides de verrouillage nécessitent un temps de cure et une température. De nouvelles géométries de filetage brevetées (par exemple, la forme de filetage Spiralock à rampe de 30°, et plusieurs brevets asiatiques sur les fixations) offrent une résistance aux vibrations par auto-verrouillage géométrique plutôt que par des additifs chimiques ou mécaniques, sans réduction de la réutilisabilité. L'adoption s'accélère dans l'automobile et l'équipement industriel où la chaleur ou l'exposition chimique excluent les méthodes de verrouillage conventionnelles.
Questions fréquemment posées
Quelle est la différence entre une vis et un boulon ?
Une vis s'engage dans un trou taraudé ou dans son propre filetage ; un boulon passe à travers des trous de dégagement et est serré par un écrou. La même fixation peut techniquement être l'une ou l'autre, selon la façon dont elle est installée.
Qu'est-ce qu'une vis en physique ?
En physique, une vis est l'une des six machines simples classiques. Elle est définie comme un plan incliné enroulé autour d'un cylindre, convertissant un mouvement de rotation (couple) en force linéaire avec un avantage mécanique déterminé par le rapport entre la circonférence parcourue par révolution et l'avance du pas par révolution.
À quoi sert une vis ?
Les vis servent à assembler deux ou plusieurs pièces, à empêcher le mouvement relatif, à transmettre la puissance (comme dans les vis à avance et les vis à billes), à fixer des matériaux lors de l'usinage, et à convertir un mouvement rotatif en mouvement linéaire dans des mécanismes.
Comment fonctionne une vis en tant que machine simple ?
Chaque rotation de la vis la fait avancer d'une distance équivalente au pas, tandis que la circonférence complète du cercle de conduite est parcourue. L'avantage mécanique = (2π × rayon de conduite) ÷ pas. Un conducteur plus long ou un pas plus fin augmente l'avantage mécanique et la force de serrage réalisable.
Quelle est la différence entre une vis à bois et une vis machine ?
Les vis à bois ont un manchon conique, un filetage grossier et une pointe acérée optimisée pour mordre dans le bois et tirer les fibres ensemble. Les vis machine ont un manchon uniforme, un pas de filetage précis, et une pointe émoussée conçue pour tarauder un trou en métal ou plastique avec un ajustement contrôlé.
Que signifie la classe de qualité ou la classe de propriété d'une vis ?
La classe (impériale) ou la classe de propriété (métrique) décrit les propriétés mécaniques du matériau de la fixation — principalement la résistance à la traction et la charge d'épreuve. La classe 5 / classe 8.8 est la norme pour la plupart des applications commerciales ; la classe 8 / classe 10.9 pour les hautes résistances ; la classe 12.9 pour les applications à performance maximale. Des grades plus élevés coûtent plus cher et nécessitent un contrôle plus précis du couple.
Puis-je utiliser une vis en acier inoxydable avec une pièce en aluminium ?
Oui — et c'est en fait recommandé. L'acier inoxydable et l'aluminium ont une faible différence de potentiel galvanique et sont compatibles dans la plupart des environnements. La combinaison est bien meilleure que d'utiliser vis en acier au carbone avec de l'aluminium, où la corrosion galvanique (et l'usure du filetage) est un problème persistant. Utilisez de l'acier inoxydable 316 dans des environnements marins ou à forte humidité et envisagez un composé anti-grippage sur les filetages pour éviter l'usure.
Qu'est-ce que le pas de vis et pourquoi est-ce important ?
Le pas de vis est la distance (en mm pour le métrique, ou le nombre de filets par pouce pour l'impérial) entre les crêtes de filets adjacents. Pas plus fin = numéro de pas plus petit = plus de filets par unité de longueur = force de serrage plus élevée par unité de couple + meilleure résistance aux vibrations mais installation plus lente. Pas plus grossier = installation plus rapide, plus tolérant dans les trous sales ou endommagés. Pour la plupart des vis de machine de production, le pas standard (grossier) est le défaut ; le pas fin est spécifié uniquement lorsque la résistance aux vibrations ou la longueur de prise limitée l'exige.
Conclusion
Une vis est fondamentalement un multiplicateur de force mécanique — convertissant la petite entrée rotationnelle d'un tournevis en une grande force de serrage linéaire qui maintient les assemblages modernes ensemble. Comprendre ce qu'est une vis au niveau mécanique (géométrie du filetage, relation couple-force de serrage, règles d'engagement du filetage) est la base pour prendre correctement chaque décision en aval : quel type spécifier, quel matériau pour l'environnement, quel entraînement pour le volume de production, et quel couple appliquer.
Pour les environnements de production à toute échelle, la discipline clé est la spécification systématique plutôt que la sélection habituelle. La plupart des défaillances de fixations proviennent du choix par défaut de « ce qui était en stock » plutôt que de poser cinq questions : Quelle charge ? Quel environnement ? Quel matériau ? Quel entraînement ? Quel couple ? Appliquez ces cinq questions de manière cohérente, et les défaillances de vis deviennent des exceptions rares plutôt que des retouches régulières.
Découvrez notre gamme complète de les vis de production conçus pour des environnements de fabrication exigeants — ou contactez nos ingénieurs d'application pour vous aider à spécifier la fixation adaptée à votre assemblage.
Produits associés
Solutions et groupe
- Tous les blogs
- Solutions de fixation sur mesure
- Tutoriels sur les vis et brides — Parcourez tous les articles
Articles associés
- Boulons de sécurité : Guide complet des types, applications et choix de la fixation adaptée
- Vis sexuelle : Le guide complet des écrous à barillet, vis à Chicago et fixations traversantes
- Boulon Écrou Acier Inoxydable : Grades, Association et Guide d'Achat
- Vis et Visseries : Le guide complet des types, différences et choix du bon fixateur
- Guide des vis à boulon : Types, différences, tailles et applications industrielles
- Vis à forme filetée : Guide complet sur les types, utilisations et choix
- Guide des écrous en nylon : Types, applications et comment choisir le bon
- Fixations métalliques : types, matériaux et comment choisir la bonne




