Винт — это крепежное изделие с винтовой резьбой, которое преобразует вращающий момент в линейную зажимную силу, позволяя соединять или фиксировать материалы путем ввинчивания в них или в соответствующую гайку.
Возьмите горсть винтов из ящика вашей мастерской, и вы держите один из самых древних и инженерно продуманных объектов в истории человеческого производства. От древнего винта Архимеда, используемого для подъема воды, до точных винтов M3, скрепляющих ноутбук, на котором вы читаете этот текст, винты повсюду — и все же большинство специалистов по производству знают лишь малую часть того, что нужно знать о правильном выборе и использовании винтов.
Это руководство охватывает всё: что такое винт на механическом уровне, все основные типы, с которыми вы столкнетесь в производстве, чем винты отличаются от болтов, какие материалы и покрытия важны для разных условий, а также системный подход к выбору правильного крепежа для вашего применения. Независимо от того, задаете ли вы крепеж для сборочной линии, организуете прототипирование или просто пытаетесь понять, почему винт постоянно срывается, здесь вы найдете всё необходимое.
Что такое винт? Определение и основные механизмы
Винт — это крепеж с наружной резьбой — цилиндрический стержень, обвитый непрерывной винтовой гребенкой, называемой резьбой, — предназначенный для вращения с приложением момента к его головке. Этот момент преобразуется в осевую (линейную) силу, которая стягивает соединяемые детали или фиксирует компонент на месте.
Согласно Статья Википедии о винтах, винт формально определяется как «наружный винтовой крепеж, способный затягиваться или ослабляться вращающим моментом (крутящим усилием) на головке». Это инженерное определение, но оно не отражает, почему винты так полезны в производственных условиях.
Истинная инженерная ценность винта заключается в механическое преимущество. Резьба по сути является простой машиной — конкретно наклонной плоскостью, обернутой вокруг цилиндра. За каждый полный оборот головки винта крепежное изделие продвигается вдоль своего шаг резьбы (расстояние между вершинами резьбы). Винт с шагом 1,0 мм продвигается на 1,0 мм за оборот. Это означает, что небольшое вращательное усилие создает большую линейную зажимную силу, умноженную на геометрию резьбы.
На практике стандартный стальной винт M8×1,25, затянутый до 25 Н·м, генерирует зажимную силу примерно 18–20 кН — достаточно, чтобы удерживать компоненты под серьезной нагрузкой. Эта свойство умножения силы и является причиной, по которой винты остаются доминирующим крепежом в прецизионной сборке, структурных приложениях и массовом производстве.
Анатомия винта: головка, стержень и резьба
Понимание каждой части винта сразу показывает, как он ведет себя в сборке.
Голова — Верхняя часть, принимающая инструмент для вращения. Форма головки определяет, насколько винт будет утоплен и какой момент он может выдержать. Шестигранная головка принимает больший момент, чем крестовая, поэтому конструкционные винты используют шестигранный привод. Головка также распределяет зажимную нагрузку по поверхности соединения через опорную поверхность.
Стержень — Цилиндрическое тело под головкой. Некоторые винты полностью резьбовые (резьба до головки); другие имеют гладкий стержень между головкой и резьбой. Частично резьбовой винт имеет длине захвата — незакрученный стержень, который проходит через соединяемые материалы, что снижает концентрацию сдвиговых напряжений у основания резьбы. Для конструкционных соединений, несущих сдвиговые нагрузки, обычно правильной спецификацией является частичная резьба.
Резьба — Винтовая гребенка. Геометрия резьбы включает шаг (расстояние между гребнями), основной диаметр (наружный диаметр резьбы), малый диаметр (корень резьбы) и угол резьбы (60° для унифицированных и метрических резьб). Соотношение шага к диаметру определяет, насколько резьба мелкая или крупная, что напрямую влияет на скорость вкручивания и устойчивость к ослаблению от вибраций.
Острие — Кончик. Заостренные кончики на винтах для дерева и листового металла позволяют им самозаводиться. Тупые, плоские кончики используются на машинных винтах предназначенных для резьбы в предварительно нарезанные отверстия, где острый кончик просто зацепится за резьбу.
| Часть | Функция | Ключевая характеристика для проверки |
|---|---|---|
| Голова | Воспринимает крутящий момент; распределяет зажимную нагрузку | Тип привода, высота головки, диаметр опорной поверхности |
| Стержень | Перекрывает соединение; воспринимает сдвиговую нагрузку | Длина захвата, диаметр стержня |
| Резьба | Преобразует крутящий момент в зажимное усилие | Шаг, внешний диаметр, форма резьбы |
| Острие | Самонарезающий или тупой | Острый (самонарезающий) против плоского (винт с машинной резьбой) |
| Покрытие | Защита поверхности | Тип покрытия, толщина, класс коррозионной стойкости |
Как работают винты: механическое преимущество и крутящий момент
Механическое преимущество винта определяется как отношение выходной силы (зажимной нагрузки) к входной силе (крутящий момент, приложенный к рукоятке или биту). Для стандартной резьбы с углом 60°:
Зажимная сила ≈ (Крутящий момент × 0,75) / (Шаг резьбы × 0,5)
Это упрощённая версия реального расчёта (который включает коэффициенты трения на резьбе и опорной поверхности), но она иллюстрирует основные переменные: шаг определяет всё. Более мелкий шаг означает большее механическое преимущество — большее зажимное усилие на единицу крутящего момента — но также требует больше оборотов для полного вворачивания винта.
Сопротивление вибрации — обратная задача. Мелкая резьба (большее количество витков на дюйм или меньший шаг) более устойчива к ослаблению от вибрации, так как ближе к самоблокирующемуся углу трения. Крупная резьба устанавливается быстрее, но более подвержена ослаблению от вибрации — поэтому в России широко применяются резьбовые фиксаторы в автомобильной и аэрокосмической промышленности.
Типы винтов: полная классификация
Термин «винт» охватывает десятки различных типов крепежа. В производственных контекстах неправильная идентификация типа винта приводит к неправильному выбору инструмента, пере- или недозатяжке и отказам соединений. Вот полная таксономия.
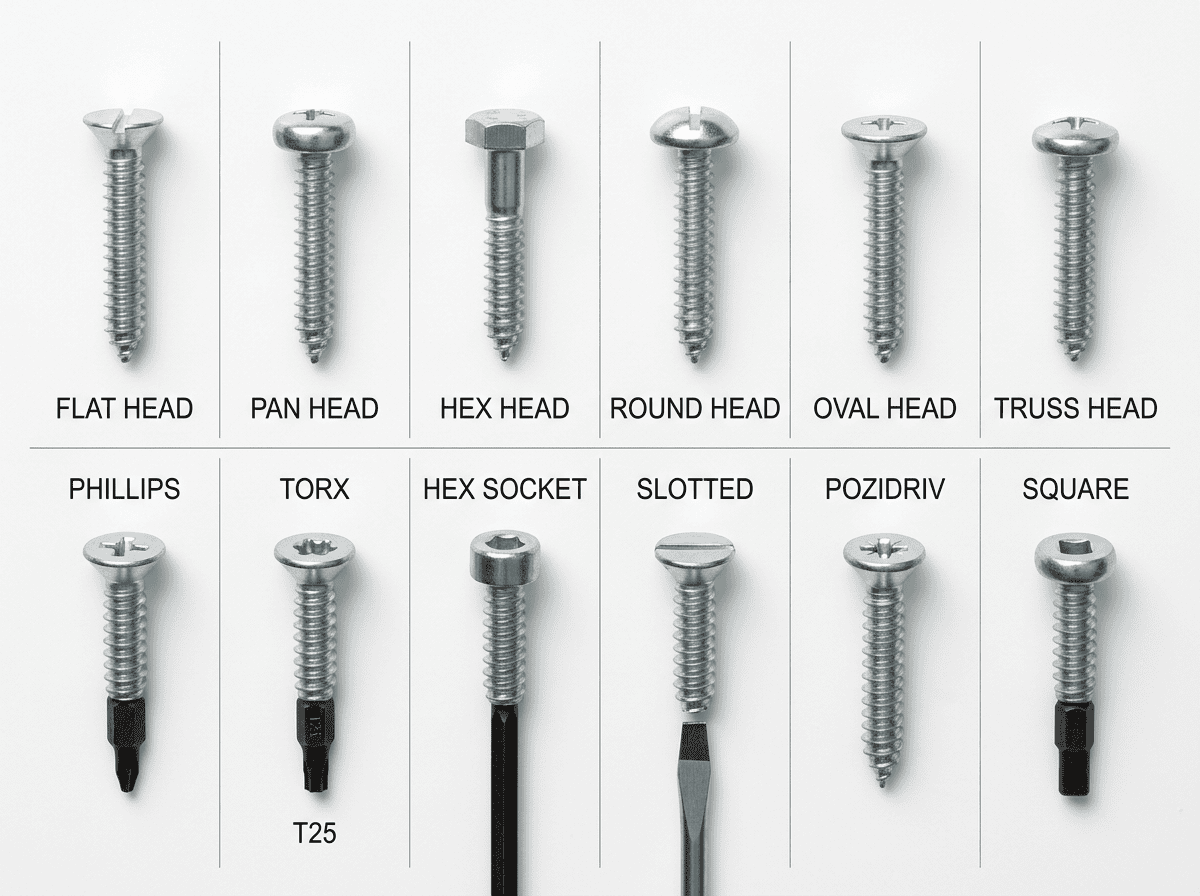
По типу головки
Форма головки определяет, как винт располагается относительно поверхности соединения и какую нагрузку он распределяет.
Плоская головка (потайная) — Нижняя часть головки скошена под углом 82° (унифицированный) или 90° (метрический), предназначена для заподлицо или ниже поверхности в потайном отверстии. Часто используется в деревообработке, сборке мебели и в любых случаях, когда выступающая головка мешает сопрягаемым деталям.
cURL Too many subrequests. — Плоская опорная поверхность с закругленным верхним профилем. Самый распространенный тип головки для машинных винтов в электронике и общей сборке. Широкая опорная поверхность хорошо распределяет нагрузку без необходимости потайного отверстия.
Круглая головка — Куполообразный профиль, полная опорная поверхность. Используется там, где важен законченный внешний вид и не требуется заподлицо. Менее распространена в современной продукции, где ее в основном заменил полукруглый тип головки.
Овальная головка (поднятый потай) — Как плоская головка, но с куполообразной верхушкой. Врезается в материал, но оставляет декоративный купол над поверхностью. Часто используется в потребительских товарах и видимой фурнитуре.
cURL Too many subrequests. — Низкопрофильный купол. Выступает над поверхностью, как полукруглая головка, но с более изящным, низким профилем. Часто встречается в потребительской электронике, велосипедных компонентах и промышленном оборудовании с ограниченным доступом.
Шестигранная головка / шестигранная крышка — Шестигранная головка для использования с ключом или торцевой головкой. Высокая способность к передаче крутящего момента, широко применяется в строительстве, автомобилестроении и тяжелом оборудовании. Предпочтительный вариант при необходимости максимального зажима.
Головка-грибок — Очень широкая, низкопрофильная полукруглая головка. Обеспечивает большую опорную площадь для применения с увеличенными отверстиями или мягкими материалами (листовой металл, пластиковые панели), где стандартная полукруглая головка может прорваться.
По типу привода
Отверстие под привод (или внешний привод) определяет, каким инструментом закручивается винт и какой крутящий момент может быть передан до срыва инструмента.
Плоский/Седловидный — Оригинал. Одинарный прямой шлиц. Низкая способность к передаче крутящего момента, склонен к срыву. Все еще используется в декоративных и легких применениях, но редко встречается в производстве.
Крестовая (PH) — Самый распространенный тип привода в мире. Крестовидное отверстие с сужающимися боковыми гранями, которые намеренно срываются при заданном крутящем моменте (что изначально было особенностью, а не недостатком — предотвращало перетяжку на ранних сборочных линиях). В массовом производстве приводы Phillips по-прежнему повсеместны, так как сужающиеся грани самовыравнивают биту.
Pozidriv (PZ) — Вариант Phillips с дополнительными ребрами между крестовинами. Более надежное сцепление, меньше срывов, большая передача крутящего момента. Распространен в российском производстве. Не взаимозаменяем с Phillips, несмотря на внешнее сходство — использование биты PH в отверстии PZ (или наоборот) повреждает привод.
Torx (TX / Звезда) — Шестилучевое звездчатое отверстие. Отличная передача крутящего момента с почти нулевым срывом. Сейчас стандарт в автомобилестроении, электронике и массовой точной сборке. Доступен в версиях с защитой от несанкционированного доступа (Torx Security / Torx Plus). Предпочтителен, когда крутящий момент Phillips недостаточен.
Шестигранный внутренний ключ (Ален) — Шестигранное внутреннее углубление. Используется в винты с цилиндрической головкой под шестигранник (SHCS) — черные цилиндрические винты, распространенные в машинах и приспособлениях. Высокая способность к крутящему моменту, утопленная головка позволяет очень близкие болтовые схемы. Требуется ключ или бит с правильным размером.
Robertson (Квадрат) — Квадратное углубление. Почти полностью исключает соскальзывание отвертки. Доминирует в российской деревообработке и становится все более популярным в производстве благодаря возможности работы одной рукой (насадка удерживает винт без магнитной помощи). Менее распространено на европейских и азиатских рынках.
Три-крыло, Пенталоб, Клатч — Собственные или специализированные приводы для защиты от взлома (потребительская электроника, аэрокосмическая отрасль, интерьер автомобилей). Требуют специализированных насадок.
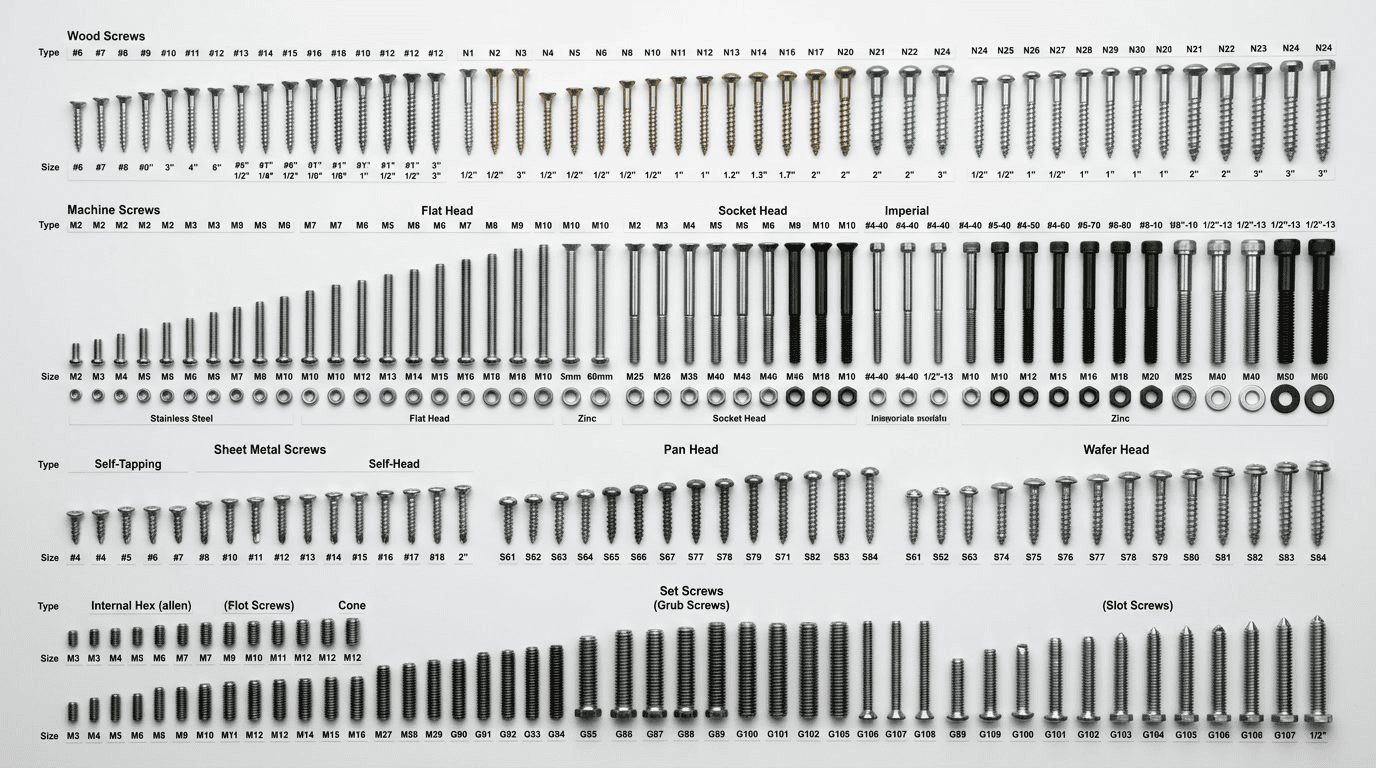
По типу резьбы и применению
Машинные винты — Фиксированный шаг, точные допуски, предназначены для нарезания резьбы в отверстиях с внутренней резьбой или проходящих отверстиях с гайкой. Указываются по диаметру и шагу (M5×0.8, M6×1.0, ¼-20 и т.д.). Основная часть механических сборок.
Самонарезающие винты — Нарезают собственную резьбу в предварительно просверленных направляющих отверстиях. Типы с формообразующей резьбой (Тип A, AB, B) используются в листовом металле и пластиках. Типы с нарезающей резьбой (Тип D, F, T) применяются для более твердых материалов. Исключают операцию нарезания резьбы в производстве, экономя время и средства.
Деревянные шурупы — Крупная, однозаходная резьба, конический стержень, острый наконечник. Ведущие резьбы агрессивно врезаются в древесные волокна; гладкий стержень выше позволяет плотно прижать верхнюю деталь без заеданий.
Листовые винты — Закалённые, полностью с резьбой, острый наконечник. Предназначены для прохода через тонкий листовой металл с созданием собственной сопрягающей резьбы. Типы A и AB наиболее распространены.
Шурупы с шестигранной или квадратной головкой (лаг винты) — Крупные, крупнорезьбовые деревянные шурупы с шестигранной или квадратной головкой, закручиваемые ключом. Используются для тяжелых конструкций из древесины, каркасов террас и крепления балок.
Стопорные винты (винты без головки) — Полностью с резьбой, без головки (или с заподлицо чашечным/конусным наконечником). Ввинчиваются в отверстие с внутренней резьбой для упора в вал и предотвращения вращения или осевого смещения. Часто применяются в ступицах шкивов, хомутах валов и муфтах.
Бетонные винты (Tapcons) — Закалённые, коррозионно-стойкие винты, предназначенные для крепления непосредственно в бетон, блоки или кирпич через предварительно просверленное отверстие в кладке. Геометрия резьбы запатентована — чередование высоких и низких форм резьбы врезается в бетон.
| Тип винта | Типовой материал | Привод | Лучше для |
|---|---|---|---|
| Машинная винтовка | Сталь / нержавеющая сталь | Любой | Резьбовые соединения, точные узлы |
| Самонарезающийся | Закалённая сталь | Крестовая, Торкс, Шестигранник | Листовой металл, пластики |
| Деревянная винтовка | Сталь, цинк | Филлипс, Квадрат | Деревообработка, изготовление мебели |
| Анкерный болт | Гальванизированная горячим цинкованием сталь | Шестигранная | Конструкционная древесина |
| Листовая металлическая винтовка | Закалённая сталь | Крестовая, Торкс | ОВК, корпуса, панели |
| Контргайка | Легированная сталь (класс 8/10.9) | Шестигранный внутренний ключ | Фиксация валов, муфты |
| Бетонная винтовка | Нержавеющая или покрытая сталь | Torx, шестигранник | Крепление в кладке |
Винт против болта: в чем реальная разница?
Этот вопрос вызывает больше споров, чем заслуживает. Определение ASME дает самое ясное объяснение: болтом — это крепеж с головкой, который проходит через отверстия с зазором в обеих соединяемых деталях и затягивается путем приложения крутящего момента к гайке. А винт — это крепеж, который затягивается путем приложения крутящего момента к его головке, ввинчиваясь в одну из соединяемых деталей (либо в нарезанное отверстие, либо по собственной резьбе в более мягком материале).
Это функциональное различие. На практике:
- Шестигранный болт M8, ввинчивающийся в нарезанное отверстие = винт
- Тот же шестигранный болт M8, проходящий через два отверстия с зазором и затянутый гайкой = болтом
Один и тот же крепеж может быть винтом или болтом в зависимости от способа его использования. Разговорное употребление слова «болт» для любого крупного крепежа с шестигранной головкой является неточным, но безвредным в большинстве производственных разговоров.
Когда указывать винты или болты в производстве
Используйте винты (ввинчиваемые непосредственно в нарезанную деталь), когда:
- Вес и пространство ограничены — нет места для гайки с обратной стороны
- Требуется частая разборка (нарезанные отверстия хорошо сохраняют допуски при многократных циклах)
- Принимающая деталь достаточно толстая для надежного сцепления резьбы (правило: ≥1,5× номинального диаметра для стали по стали, ≥2× для алюминия)
Используйте болты с гайками когда:
- Соединение нагружено на растяжение, требуется максимальная зажимная сила (полное зацепление гайки прочнее зацепления в нарезанном отверстии)
- Вы соединяете два компонента, ни один из которых не может быть нарезан (листовой металл, композитные панели)
- Конструкция требует полевого регулирования со стороны разных участников — соединение гайкой/болтом более терпимо, чем нарезанное соединение, когда сборщики применяют разное усилие затяжки
Гибридный случай — шайбовые болты — сочетает в себе прецизионно обработанный непрошитый стержень (плечо) с коротким нарезанным участком. Плечо обеспечивает точное позиционирование и опорную поверхность для вращающихся компонентов; резьба просто удерживает его на месте. Широко используется в приспособлениях, фиксаторах и прецизионных механизмах.
Материалы и покрытия для винтов в производственной среде
Выбор материала — это место, где чаще всего происходят ошибки при закупках. Указание неправильной комбинации материалов вызывает гальваническую коррозию, водородное хрупкое разрушение или преждевременный отказ под нагрузкой. Вот разбивка, актуальная для производства.
Базовые материалы
Углеродистая сталь (Класс 5 / 8.8–10.9 по метрической системе) — Рабочая лошадка производства. Высокая прочность, низкая стоимость. Винты класса 8.8 (метрический класс 8.8) имеют предел прочности около 800 МПа — достаточно для большинства машин, автомобильных и строительных применений. Классы 10.9 и 12.9 используются в условиях высоких нагрузок (головки цилиндров, компоненты подвески). Не покрытая углеродистая сталь быстро корродирует во влажных условиях — всегда указывайте покрытие для использования на улице или в условиях высокой влажности.
Нержавеющая сталь (304 / 316 / 18-8) — Устойчива к коррозии в большинстве условий, но имеет меньшую предел прочности, чем легированная сталь (типичная шестигранная гайка из нержавеющей стали 304 — около 500 МПа, против более 1000 МПа у класса 8). В морской среде обязательно использование 316 нержавеющей стали — добавленный молибден обеспечивает сопротивление хлоридам, которого нет у 304. Важное замечание: никогда не используйте нержавеющие винты в контакте с углеродистой сталью во влажных условиях — гальванический потенциал (~0,25 В) приведет к коррозии углеродистой стали.
Легированная сталь (Класс 12.9 / B7) — Для требовательных применений: формовочные инструменты, сборки при высоких температурах, гидравлическое оборудование. Часто требует особого обращения при сборке, чтобы избежать водородного хрупкого разрушения (предварительный нагрев, контроль после обработки).
Титан — Аэрокосмическая и медицинская промышленность. Исключительное соотношение прочности к весу, отличная коррозионная стойкость, немагнитность. Стоимость обычно в 10–20 раз выше нержавеющей стали. Не является стандартным для производства, но важно в сборках, где критичен вес или требуется биосовместимость.
Медная / латунь — Электропроводные, мягкие, хорошая коррозионная стойкость. Используются в электрических панелях, сантехнике и в приложениях, требующих отсутствие искрообразования.
Покрытия и напыления поверхности
Обработка поверхности определяет, как винт выживет в рабочей среде. The Стандарт ASTM B633 регулирует цинковое электроосаждение для стальной фурнитуры — с указанием класса обслуживания (SC1 до SC4) в зависимости от условий эксплуатации.
| Покрытие | Процесс | Защита от коррозии | cURL Too many subrequests. |
|---|---|---|---|
| Цинковое электролитическое покрытие | Электроосажденный | Умеренный (72–120 часов соляного тумана) | Внутреннее оборудование, общая сборка |
| Гальванизация горячим цинкованием | Погружение в расплавленный цинк | Высокий (400–600 часов соляного тумана) | Наружные конструкции, сельское хозяйство |
| Черный оксид | Преобразующее покрытие | Минимальный (декоративная/слабая защита) | Внутренние части машин, компоненты инструментов |
| Цинк-никелевое покрытие | Электроосажденный сплав | Высокий (500–720 часов) | Автомобильное днище, морская близость |
| Дакромет / Геомет | Цинково-алюминиевое хлопьевидное покрытие | Очень высокий (720–1000 часов) | Крепеж днища, морской крепеж |
| Пассивация (SS) | Химическое травление | Очень высокий | Все применения из нержавеющей стали |
Практическое замечание по цинковому покрытию и хрупкости от водорода: процесс электроосаждения вводит атомарный водород в кристаллическую решетку стали. Для высокопрочных винтов (класс 10.9+), отпуск при выпекании (обычно 4 часа при 190°C в течение 4 часов после гальванического покрытия) обязателен для диффузии водорода до того, как он вызовет отсроченное разрушение. Многие отказы закупок в высокопрочных крепежах связаны с пропущенными или укороченными циклами отпуска при выпекании на покрытиях.
Промышленные применения винтов в производстве
Винты классифицируются по-разному в зависимости от отрасли — понимание контекста применения значительно сужает выбор спецификаций.
Автомобильное производство
Автомобильная сборка использует примерно 3,000–4,000 крепежей на одно транспортное средство — большинство из них винты и болты. Доминирующие приводы — Torx (TX20–TX40 для отделки и интерьера) и шестигранный (M6–M10 для структурных компонентов). Резьбообразующие винты широко используются в пластиковых панелях и отделке интерьера, чтобы исключить отдельные гайки. Спецификация крутящего момента является явной — современные автомобильные линии используют инструменты с контролем крутящего момента с точностью ±5–10% и каждое крепежное изделие имеет задокументированное значение крутящего момента.
Отказы винтов в процессе производства автомобилей обычно связаны с тремя причинами: неправильной заменой класса прочности (использование класса 6.8 вместо 8.8), отсутствием покрытия (голые винты в нижних частях кузова) или срывом резьбы из-за неправильного позиционирования инструмента на роботизированных сборочных линиях.
Сборка электроники
В электронике используются самые маленькие и точные винты в массовом производстве. Машинные винты M1.6 до M3 из нержавеющей стали или стали с приводами Phillips или Torx являются стандартом для крепления печатных плат, дисплейных панелей и корпусов. Контроль крутящего момента критичен — как база данных ремонта iFixit документирует, наиболее частой причиной отказа при разборке ноутбуков и смартфонов являются сорванные винты M2 и M2.5, вызванные неправильным размером биты или превышением крутящего момента.
Немагнитные винты (латунь, титан или немагнитные марки нержавеющей стали, такие как 316L) требуются рядом с магнитными компонентами (динамики, датчики, магнитометры). Обычная нержавеющая сталь 304 после холодной обработки слегка магнитится — при необходимости магнитной чистоты указывайте 316L или титан.
Строительные и конструкционные применения
Конструкционные винты в значительной степени заменили гвозди и длинные болты в деревянных каркасных конструкциях для инженерных соединений. Продукты, такие как Simpson Strong-Drive SDWH и Spax T-Star, проходят предварительные испытания с опубликованными допустимыми нагрузками, что значительно упрощает инженерные расчеты. Конструкционный винт диаметром ½” может выдерживать 350–400 фунтов в сдвиге — сопоставимо с гвоздем 16d, но устанавливается гораздо быстрее с помощью шестигранного привода.
Анкеровка в бетоне (анкерные винты) — растущая категория. Hilti, ITW Buildex и аналогичные производители предлагают системы бетонных винтов с сертификатом ICC-ESR, где расчетная нагрузка анкера для конкретной прочности бетона (обычно 2500–3000 psi) предварительно спроектирована и сертифицирована — что устраняет необходимость в проектных испытаниях на вырыв на большинстве коммерческих объектов.

| Отрасль | Основные типы винтов | Критическая спецификация | Распространенный режим отказа |
|---|---|---|---|
| Автомобильная промышленность | Машинные винты, формирующие резьбу | Спецификация крутящего момента + тип привода | Замена класса прочности, срыв резьбы |
| Электроника | Микровинты (M1.6–M3) | Немагнитные, крутящий момент | Сорванные шлицы, превышение крутящего момента |
| Строительство | Строительная древесина, бетон | Нагрузка, одобрение кода | Недостаточная глубина посадки, неправильный материал |
| Аэрокосмическая промышленность | Титан, легированная сталь | Вес, ресурс усталости | Коррозия, неправильная последовательность затяжки |
| ОВК/Корпуса | Листовые винты (самонарезающие) | Рейтинг коррозионной стойкости | Ржавчина в наружных блоках, ослабленные соединения |
| Мебель/Фурнитура | Конфирмат, древесные винты | Сопротивление вырыванию | Срыв резьбы в инженерной древесине |
Как выбрать правильный винт для производства
Выбор винта — это задача с пятью переменными: материал, покрытие, диаметр, тип резьбы и привод. Оптимизация одной без учета остальных приводит к отказам, которые не связывают с выбором крепежа месяцами. Вот систематический подход.
Шаг 1: Определите нагрузку
Определите основной режим нагрузки:
- Растяжение (зажим): Используйте полностью резьбовые винты или болты с достаточным зацеплением резьбы
- Сдвиг: Используйте частично резьбовые крепежные элементы с гладким стержнем, проходящим через плоскость среза — стержень прочнее на срез, чем корень резьбы
- Комбинированная нагрузка — растяжение + срез: Обычно приводит к выбору большего диаметра, а не более длинного зацепления резьбы
Для глубина зацепления резьбы, соблюдайте следующие минимальные значения:
- Сталь по стали: 1,0–1,5× номинального диаметра
- Сталь по алюминию: 2,0× номинального диаметра
- Сталь по пластику: 3,0–4,0× номинального диаметра (или используйте резьбовые вставки)
Шаг 2: Определите окружающую среду
Сопоставьте место установки с категорией коррозии:
- В помещении, сухо, без конденсации: углеродистая сталь + цинковое гальваническое покрытие
- В помещении, влажно или мойка: нержавеющая сталь 304 или цинк-никелевое покрытие
- На улице, не морская среда: горячее цинкование или нержавеющая сталь 316
- Морская, прибрежная, химическая среда: нержавеющая сталь 316 или специальные покрытия (Dacromet, Geomet)
- Высокая температура (>200°C): легированная сталь с соответствующей сертификацией — цинковые покрытия теряют свойства выше ~150°C
Шаг 3: Выберите тип резьбы
| Ситуация | Рекомендация по резьбе |
|---|---|
| Резьбовое отверстие в металле (сталь) | Метрическая или UNC/UNF машинная резьба |
| Резьбовое отверстие в алюминии или мягком металле | Мелкая резьба или покрытие (предотвращает прикипание) |
| Пластиковый монтажный выступ | Формирующий резьбу винт или латунная вставка |
| Листовой металл (≤3 мм) | Саморез (тип B или AB) |
| Дерево / инженерная древесина | Деревянный винт или конструкционный винт |
| Бетон / кладка | Анкерный винт для бетона (согласно списку ICC) |
Шаг 4: Укажите тип привода
Если у вас крупносерийное производство: Torx или шестигранный гнездовой. Почти нулевой срыв бит значительно снижает износ. В одном задокументированном случае у контрактного производителя электроники переход с Phillips на Torx для винтов M3 снизил частоту замены бит на 70% и устранил переделки из-за срыва привода.
Если нужна работа одной рукой (часто в сервисе и ремонте): Robertson (квадрат) или Torx — оба удерживают крепеж на бите без магнитов.
Если вы подбираете под существующую фурнитуру: точно совпадайте. Смешивание бит Phillips и Pozidriv в одной сборке приводит к переделкам, когда техники берут неправильную биту.
Шаг 5: Проверьте с помощью спецификации крутящего момента
Каждая важная установка винта должна иметь значение крутящего момента. Рекомендуемые источники:
- Таблицы крутящего момента по классам из Machinery’s Handbook (27-е и последующие издания) для метрической и UNC/UNF резьбы
- Опубликованные таблицы крутящего момента производителя крепежа (классы, покрытия и смазка влияют на соотношение крутящего момента и прижимной силы)
- ISO 898-1 (механические свойства крепежа из углеродистой и легированной стали) для метрических классов
Смазываемый крепеж требует на 15–30 % меньше крутящего момента, чем сухой, для достижения той же зажимной нагрузки — деталь, которая регулярно вызывает ошибки в спецификациях, когда операторы сборки наносят фиксатор резьбы без снижения значения крутящего момента.
Будущие тенденции в технологии винтов (2026+)
Винт — это не статичная технология. Три тенденции меняют дизайн и выбор крепежа в производственной среде.
Умные крепежи и мониторинг крутящего момента
Встроенные шайбы с датчиками крутящего момента и регистрация данных крутящего момента в инструменте переходят из аэрокосмической отрасли в массовое производство. Несколько российских автопроизводителей теперь требуют отслеживаемость крутящего момента на крепежах, критичных для безопасности — каждое затягивание фиксируется с отметкой времени, достигнутым крутящим моментом и идентификатором оператора. Это создает спрос на крепеж, совместимый с электронными системами затяжки, и на болты с крутящим моментом до текучести (TTY), которые дают измеримую сигнатуру крутящего момента при текучести.
Устойчивые материалы и покрытия
Регламент ЕС REACH и аналогичные нормативы ускоряют отказ от покрытий с шестивалентным хромом (Cr6+), которые исторически обеспечивали отличную коррозионную стойкость, но являются канцерогенными. Пассивация трёхвалентным хромом и цинковые покрытия на основе хлопьев (Geomet, Magni) теперь являются стандартной заменой и во многих применениях превосходят традиционные системы Cr6+ по коррозионной стойкости при равной толщине пленки.
Винты из стали с содержанием переработанного материала выходят на рынок, поскольку производители сертифицируют более высокое содержание переработанного лома в своих стальных заготовках без потери механических свойств. Это важно для требований отчетности ESG в цепочках поставок, которые теперь являются стандартом при квалификации поставщиков первого уровня в автомобильной и электронной промышленности.
Самоблокирующиеся геометрии резьбы
Традиционная фиксация резьбы (разрезные шайбы, нейлоновые вставки, фиксирующие клеи) имеет недостатки: разрезные шайбы сжимаются в узлах с высокой цикличностью, нейлоновые вставки деградируют при температуре, а жидкие фиксирующие составы требуют времени и температуры для отверждения. Новые запатентованные геометрии резьбы (например, форма резьбы с 30° наклоном Spiralock и несколько азиатских патентов на крепеж) обеспечивают виброустойчивость за счет геометрического самоблокирования, а не химических или механических добавок, без снижения возможности повторного использования. Применение ускоряется в автомобильной и промышленной технике, где воздействие тепла или химикатов исключает традиционные методы фиксации.
Часто задаваемые вопросы
В чем разница между винтом и болтом?
Винт вкручивается в нарезанное отверстие или собственный резьбовой путь; болт проходит через отверстия с зазором и затягивается гайкой. Технически один и тот же крепеж может быть и тем, и другим, в зависимости от способа установки.
Что такое винт в физике?
В физике винт — одна из шести классических простых машин. Он определяется как наклонная плоскость, обернутая вокруг цилиндра, преобразующая вращательное движение (крутящий момент) в линейную силу с механическим преимуществом, определяемым отношением окружности, пройденной за один оборот, к шагу резьбы за оборот.
Для чего используется винт?
Винты используются для соединения двух или более деталей, предотвращения относительного движения, передачи мощности (как в ходовых винтах и шариковых винтах), зажима материалов при обработке и преобразования вращательного движения в линейное в механизмах.
Как винт работает как простая машина?
Каждый оборот винта перемещает его вперед на один шаг резьбы, при этом проходит полная окружность приводного круга. Механическое преимущество = (2π × радиус привода) ÷ шаг резьбы. Более длинный привод или более мелкий шаг увеличивают механическое преимущество и достижимую зажимную силу.
В чем разница между древесным винтом и машинным винтом?
Древесные винты имеют конический стержень, крупную резьбу и острый наконечник, оптимизированные для захвата и сжатия древесных волокон. Машинные винты имеют равномерный стержень, точный шаг резьбы и тупой наконечник, предназначенные для вкручивания в нарезанное металлическое или пластиковое отверстие с контролируемой посадкой.
Что означает класс прочности или класс свойства винта?
Класс (имперский) или класс свойства (метрический) описывает механические свойства материала крепежа — в первую очередь предел прочности на растяжение и расчетную нагрузку. Класс 5 / 8.8 является стандартом для большинства коммерческих применений; класс 8 / 10.9 — для высокопрочных; класс 12.9 — для самых высокопроизводительных применений. Более высокие классы стоят дороже и требуют более тщательного контроля крутящего момента.
Могу ли я использовать винт из нержавеющей стали с алюминиевой деталью?
Да — и это действительно рекомендуется. Нержавеющая сталь и алюминий имеют низкую разность гальванического потенциала и совместимы в большинстве сред. Это сочетание гораздо лучше, чем использование винты из углеродистой стали с алюминием, где гальваническая коррозия (и заедание резьбы) является постоянной проблемой. Используйте нержавеющую сталь 316 в морских или высоковлажных средах и рассмотрите возможность использования противозадирного состава на резьбе, чтобы предотвратить заедание.
Что такое шаг резьбы и почему это важно?
Шаг резьбы — это расстояние (в мм для метрической системы или количество витков на дюйм для дюймовой системы) между соседними гребнями резьбы. Мелкий шаг = меньшее числовое значение шага = больше витков на единицу длины = большая сила зажима при том же крутящем моменте + лучшая виброустойчивость, но более медленная установка. Крупный шаг = более быстрая установка, более прощающий грязные или поврежденные отверстия. Для большинства серийных машинных винтов стандартный (крупный) шаг является значением по умолчанию; мелкий шаг указывается только тогда, когда требуется виброустойчивость или ограниченная длина захвата.
Заключение
Винт по своей сути является механическим усилителем силы — преобразующим небольшое вращательное усилие отвертки в большое линейное усилие зажима, которое удерживает современные сборки вместе. Понимание того, что такое винт на механическом уровне (геометрия резьбы, соотношение крутящего момента и силы зажима, правила зацепления резьбы) является основой для правильного принятия всех последующих решений: какой тип выбрать, какой материал подходит для условий эксплуатации, какой привод использовать для объема производства и какой крутящий момент применять.
Для производственных условий любого масштаба ключевая дисциплина — систематическая спецификация, а не привычный выбор. Большинство отказов крепежа связано с выбором «что было на складе», а не с ответами на пять вопросов: Какова нагрузка? Какова среда? Какой материал? Какой привод? Какой крутящий момент? Последовательное применение этих пяти вопросов делает отказы винтов редкими исключениями, а не регулярными переделками.
Изучите наш полный ассортимент производственные винты разработаны для требовательных производственных условий — или обратитесь к нашим инженерам по применению для помощи в выборе правильного крепежа для вашей сборки.
Связанные товары
Решения и кластер
- Все блоги
- Индивидуальные решения по крепежу
- Учебные материалы по винтам и фланцам — просмотреть все статьи
Связанные статьи
- Защитные болты: Полное руководство по типам, применению и выбору правильного крепежа
- Секс-винт: полное руководство по барабанным гайкам, винтам Чикаго и крепежам через отверстия
- Гайка болта из нержавеющей стали: классы, сочетания и руководство по покупке
- Болты и винты: Полное руководство по типам, различиям и выбору правильного крепежа
- Руководство по болтам и винтам: типы, различия, размеры и промышленные применения
- Самонарезающие винты: Полное руководство по типам, применению и выбору
- Руководство по нейлоновым гайкам: типы, применения и как выбрать подходящую
- Металлические крепежные изделия: виды, материалы и как выбрать подходящий вариант




