スクリューは、回転トルクを直線的な締付力に変換するらせんねじの締結具であり、ねじ込むことによって材料やかみ合わせたナットを結合または固定することができる。
工房のビンから一握りのスクリューを拾い上げると、それは人類の製造史の中で最も古く、最も工学的に設計された物の一つを手にしていることになる。水を持ち上げるために使われた古代のアルキメデスのスクリューから、あなたがこれを読んでいるノートパソコンを固定している精密なM3スクリューまで、スクリューは至る所に存在している — しかし、多くの生産の専門家は、適切に選び、使用するための知識のほんの一部しか持っていない。
このガイドはすべてをカバーしている:機械的なレベルでのスクリューの実態、製造現場で出会う主要なタイプ、スクリューとボルトの違い、どの材料やコーティングがどの環境に適しているか、そして適切なファスナーを選ぶための体系的なアプローチ。組立ラインのファスナーを指定する場合、プロトタイピングショップを設立する場合、または単にそのスクリューがなぜ外れやすいのか理解しようとする場合でも、必要な情報が見つかる。
スクリューとは何か?定義と基本的なメカニズム
スクリューは外ねじの締結具 — 連続したらせん状のリッジ(ねじ山)で覆われた円筒形のシャフトであり、ヘッドにトルクを加えることで駆動される設計になっている。そのトルクは軸方向(直線的)力に変換され、結合された部品を引き寄せたり、部品を所定の位置に固定したりする。
に基づき ウィキペディアのスクリューに関する項目スクリューは正式には「ヘッドにねじる力(トルク)によって締め付けたり緩めたりできる外ねじのねじ込み締結具」と定義されている。これは工学的な基準だが、スクリューが生産現場で非常に役立つ理由を完全には表していない。
スクリューの真の工学的価値は 機械的利点スレッドは本質的に単純な機械であり、特に円筒に巻き付けられた傾斜面です。ネジ頭が1回転するごとに、ファスナーはその長さに沿って進みます。 ねじピッチ (ねじ山の間の距離)。1.0 mmのピッチのねじは、1回転ごとに1.0 mm進みます。つまり、小さな回転入力が大きな線形クランプ力を生み出し、ねじの形状によって増幅されるということです。
実際には、標準のM8×1.25鋼ネジを25 N·mで締め付けると、約18〜20 kNの締結力を生成します。これは、重い負荷の下で部品をしっかりと保持するのに十分です。その力を増幅する特性が理由です。 ねじは依然として主要なファスナーである。 精密組立、構造用途、及び大量生産において。
スクリューの構造:ヘッド、シャンク、ねじ山
各部分を理解することで、その動作を即座に把握できる。
ヘッド — ドライバーを受ける最上部の部分。ヘッドの形状は、スクリューがどれだけフラッシュに収まるか、どれだけのトルクを受け入れられるかを決定する。六角頭はより多くのトルクを受け入れ、フィリップス頭はそれより少ないため、構造用スクリューは六角ドライブを使用する。ヘッドはまた、締付荷重を接合面全体に分散させるために、そのベアリング面を通じて荷重を分散させる。
シャンク — ヘッドの下の円筒形の本体部分。一部のスクリューは完全にねじ山が施されている(ねじ山がヘッドまで続く);他はヘッドとねじ山の間に滑らかなシャンク部分を持つ。部分的にねじ山があるスクリューは グリップ長さ — ねじ山の根元である未ねじのシャンクであり、これが結合された材料間のせん断応力集中を減らす。せん断荷重を負う構造的な接合には、部分的ねじ山が一般的に適切な仕様となる。
ねじ山 — らせん状のリッジ。ねじ山の幾何学には、ピッチ(山と山の間の距離)、外径(ねじの外側)、内径(ねじの根元)、ねじ角(60°のユニファイドおよびメトリックねじ用)が含まれる。ピッチと直径の比率は、ねじの細かさや粗さを定義し、それがどれだけ速く締まるか、振動による緩みへの抵抗性に直接影響する。
先端 先端。木材や板金用のねじの尖った先端は、自動的に始動することを可能にします。鈍い、 フラットポイントは、機械用ネジに使用されます。 事前にタップされた穴にねじ込むように設計されており、鋭い先端がちょうどねじに引っかかるようになっています。
| 部分 | 役割 | 確認すべき重要な仕様 |
|---|---|---|
| ヘッド | トルクを受け入れ、締付荷重を分散する | 駆動タイプ、ヘッド高さ、軸受直径 |
| シャンク | 継ぎ目をまたぎ、せん断荷重を負担する | グリップ長さ、軸径 |
| ねじ山 | トルクを締付力に変換する | ピッチ、外径、ねじ形状 |
| 先端 | セルフスタートまたは鈍い | 先端(セルフタッピング)対平ら(機械ねじ) |
| コーティング | 表面保護 | めっきタイプ、厚さ、耐食性評価 |
ねじの仕組み:機械的有利とトルク
ねじの機械的有利は、出力力(締付荷重)と入力力(ハンドルまたはビットに加えられるトルク)の比率として定義されます。標準的な60°ねじ形状の場合:
締付力 ≈ (トルク × 0.75)/(ねじピッチ × 0.5)
これは実際の計算(ねじ面および軸受面の摩擦係数を含む)の簡略版ですが、主要な変数を示しています: ピッチがすべてを決める細かいピッチはより大きな機械的有利を意味し、単位トルクあたりの締付力が増えますが、ねじを完全に締めるためにより多くの回転が必要になります。
振動抵抗は逆の問題です。細かいねじ(インチあたりのねじ数が多いまたはピッチが小さい)は、摩擦の自己ロック角度に近いため振動による緩み抵抗が高いです。粗いねじは取り付けが速いですが振動緩みに弱いため、自動車や航空宇宙組立でねじ緩み止め剤が広く使われています。
ねじの種類:完全な分類
その用語 「スクリュー」は数十種類の異なるファスナータイプを含んでいます。生産の文脈では、ねじの種類を誤って特定すると、誤った工具の選択、トルクの過剰または不足、接合部の失敗につながります。これが完全な分類です。
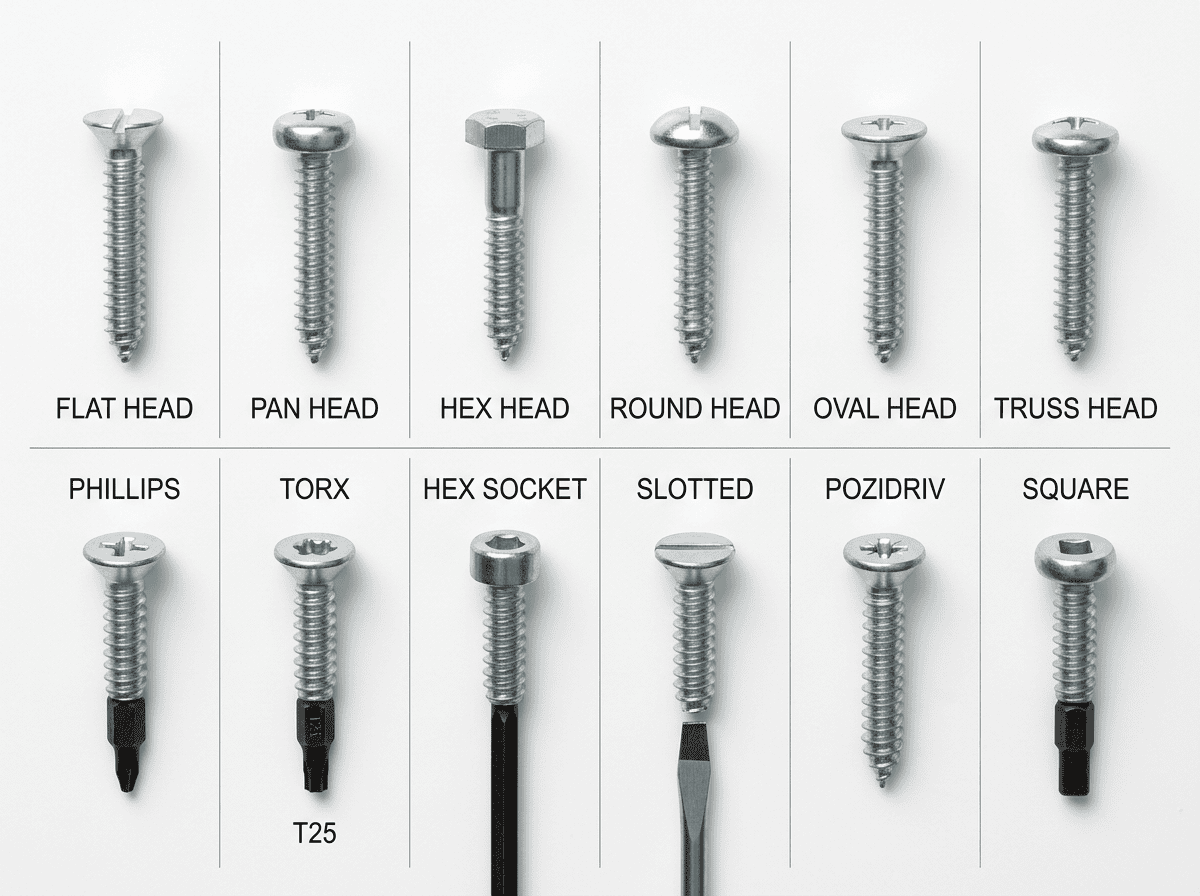
ヘッドタイプ別
ヘッド形状はねじが継ぎ目面に対してどのように位置し、どれだけ荷重を分散するかを制御します。
皿頭(埋め込み) — 頭部の裏面は82°(統一規格)または90°(メートル規格)に面取りされており、沈み穴内で表面と同じ高さかそれ以下に収まるよう設計されています。木工、家具組立、突出した頭部が組み合わさる部品の干渉を避けたい用途で一般的です。
cURL Too many subrequests. — 平らな底面の座面と丸みを帯びた上部形状。電子機器や一般組立で最も一般的な機械ねじの頭部タイプです。広い座面が荷重をよく分散し、沈み穴を必要としません。
丸頭 — ドーム型の形状で全面座面。仕上がりの見た目が重要で、フラッシュシートが不要な場合に使用されます。現代の生産ではパンヘッドに置き換えられ、あまり一般的ではありません。
オーバルヘッド(盛り上がった沈み頭) — フラットヘッドに似ていますが、上部がドーム状です。材料に沈み込みつつ、表面上に装飾的なドームを残します。消費財や目に見えるハードウェアで一般的です。
cURL Too many subrequests. — 低プロファイルのドーム型。パンヘッドのように表面から突出しますが、よりスリムで低い形状です。消費者向け電子機器、自転車部品、アクセスクリアランスが限られた産業機器で一般的です。
六角頭/六角キャップ — レンチやソケットで使用する六角形の頭部。高トルク容量があり、構造用、自動車、重機械用途で広く使われています。最大の締付力が必要な場合の定番です。
トラスヘッド — 超広幅で低プロファイルのパンヘッド。標準的なパンヘッドでは引き抜かれるような大きな穴や軟らかい材料(薄板金属、プラスチックパネル)に対して大きな座面を提供します。
駆動タイプ別
駆動凹部(または外部駆動)は、どの工具がねじを回すか、工具が滑る前にどれだけのトルクを伝達できるかを決定します。
マイナス — オリジナル。一本の直線スロット。トルク容量が低く、カムアウトしやすい。装飾用や軽作業用途でまだ使われますが、生産では稀です。
プラス(PH) — 世界的に最も一般的な駆動タイプ。テーパー状の斜面を持つ十字形の凹部で、設計されたトルクで意図的にカムアウトします(これは元々欠点ではなく、初期の組立ラインで過締めを防ぐための機能でした)。大量生産では、テーパー斜面がビットを自己整列させるため、フィリップス駆動は依然として広く使われています。
ポジドライブ(PZ) — 十字の腕の間にリブを追加したフィリップスの変種。より確実な噛み合い、カムアウトの減少、高いトルク伝達。日本の製造業で一般的です。見た目は似ていますがフィリップスとは互換性がなく、PHビットをPZ凹部に(またはその逆に)使用すると駆動部が損傷します。
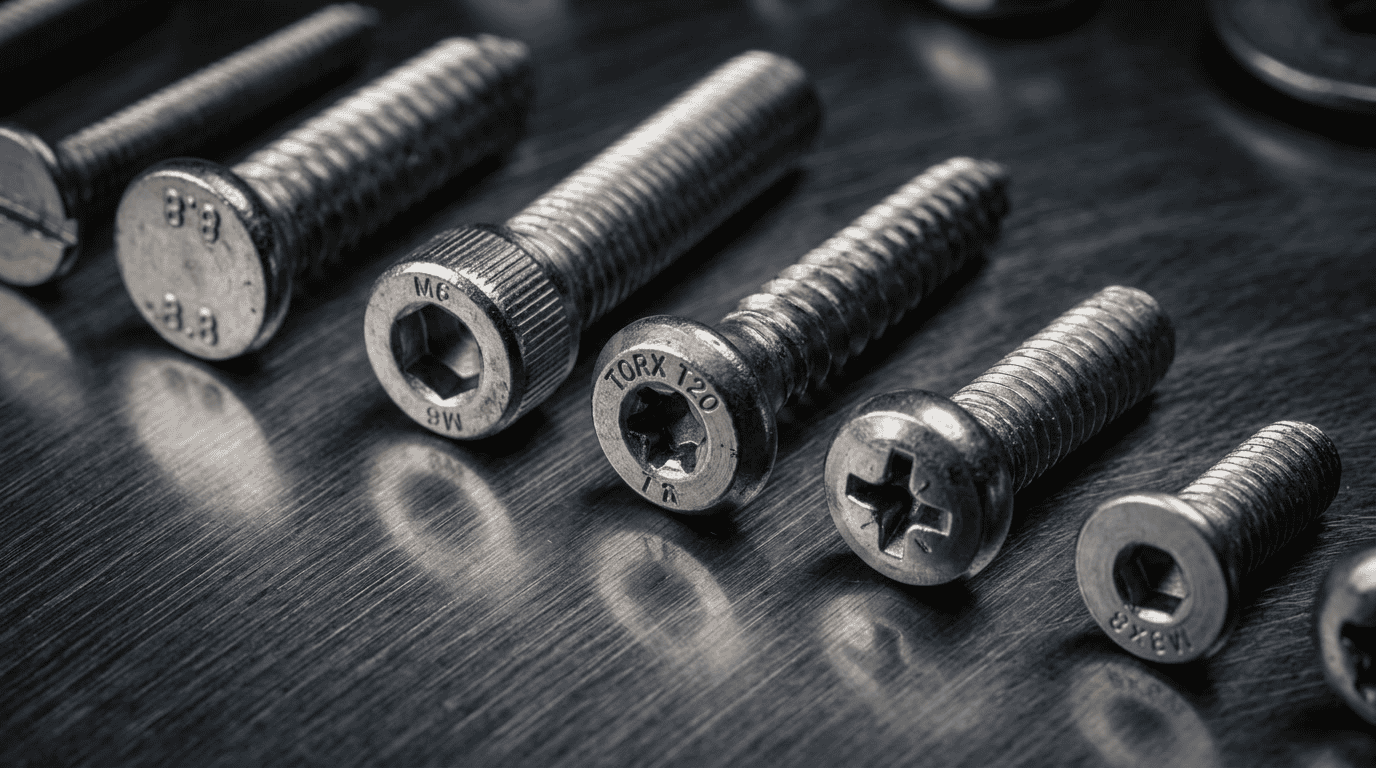
トルクス(TX/スター) — 六角星形の凹部。ほぼゼロのカムアウトで優れたトルク伝達を実現。自動車、電子機器、高精度大量組立の標準となっています。防犯仕様(トルクスセキュリティ/トルクスプラス)もあります。フィリップスクラスのトルクでは不十分な場合に好まれます。
六角ソケット(アレン) 六面の内部凹部。使用される ソケットヘッドキャップスクリュー (SHCS)— 機械や治具で一般的な黒い円筒形のネジ。高トルク容量、凹頭により非常に近いボルトパターンが可能。適切なサイズの六角レンチまたはビットが必要です。
ロバートソン(スクエア) — 正方形のリセス。カムアウトをほぼ排除。カナダの木工で主流であり、その片手操作性(ビットが磁気の助けなしにネジを保持)で生産にもますます普及している。ヨーロッパやアジア市場ではあまり一般的ではない。
トライウィング、ペンタローブ、クラッチ — 不正防止のための独自または特殊なドライブ(コンシューマーエレクトロニクス、航空宇宙、自動車内装)。特殊なビットが必要。
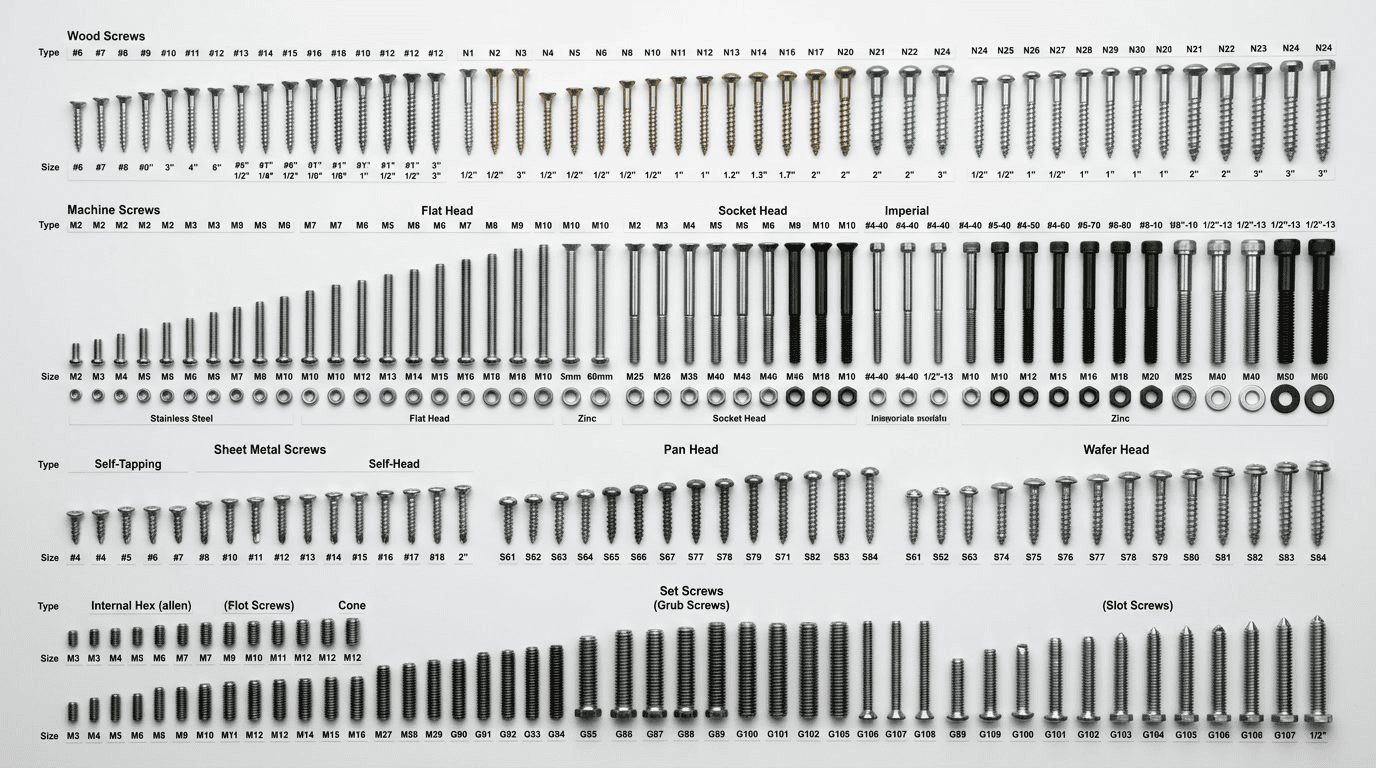
ねじの種類と用途別
機械ねじ — 固定ピッチ、精密な公差、タップ穴やナットを通してクリアランス穴にねじ込むように設計。直径とピッチで指定(M5×0.8、M6×1.0、¼-20など)。機械組立の基盤。
セルフタッピングねじ — 事前にドリルで開けたパイロット穴に自らねじ山を切る。ねじ山形成タイプ(タイプA、AB、B)は金属板やプラスチックに使用。ねじ切りタイプ(タイプD、F、T)は硬い材料に切り込む。生産時のタッピング工程を省略し、コストと時間を節約。
木ねじ — 粗い単一リードのねじ山、テーパーシャンク、鋭い先端。リードねじは木の繊維に食い込みやすく、上部の滑らかなシャンクは上部の部品を締め付けて引き締めることができる。
シートメタルねじ — 熱処理された完全ねじ山、鋭い先端。薄い金属板を貫通し、自らねじ山を作るために設計。タイプAとABが最も一般的。
ラグスクリュー(ラグボルト) — 大型の粗ねじ木ネジで、六角または四角の頭部をレンチで締める。重構造の木材接続、デッキの枠組み、梁受けに使用。
セットスクリュー(グラブスクリュー) — 完全ねじ山で頭部なし(またはフラッシュカップ/コーン先端)。タップ穴にねじ込み、シャフトに当てて回転や軸方向の動きを防止。プーリーのハブ、シャフトコリャー、カップリングによく使われる。
コンクリート用スクリュー(タップコーン) — 熱処理され、耐腐食性のスクリューで、事前に穴を開けたコンクリート、ブロック、レンガに直接固定できる。ねじ山の形状は独自のもので、高低の交互のねじ山がコンクリートに切り込む。
| ねじタイプ | 一般的な材料 | ドライブ | 最適 |
|---|---|---|---|
| 機械ねじ | スチール / SS | どんなものでも | ねじ締結、精密ジョイント |
| セルフタッピング | ケースハードニング鋼 | プラス、トルクス、六角 | 金属板、プラスチック |
| 木ねじ | スチール、亜鉛メッキ | フィリップス、スクエア | 木工、キャビネット製作 |
| ラグねじ | 熱浸亜鉛めっき鋼 | 六角 | 構造用木材 |
| 金属板用ねじ | ケースハードニング鋼 | プラス、トルクス | HVAC、エンクロージャ、パネル |
| セットスクリュー | 合金鋼(グレード8/10.9) | 六角ソケット | シャフト保持、カップリング |
| コンクリート用ねじ | ステンレスまたはコーティング鋼 | トルクス、ヘックス | 石工用アンカー |
ネジとボルト:実際の違いは何か?
この質問は必要以上に議論を呼びます。ASMEの定義が最も明確な答えを提供します: ボルト は、両方の組み合わさる部品のクリアランス穴を通り、ナットにトルクをかけて締め付ける頭付き締結具です。 ネジ は、頭部にトルクをかけて締め付けられ、組み合わさる部品の一方(タップ穴または軟らかい材料内の独自のねじ山)にねじ込まれる締結具です。
これが機能的な区別です。実際には:
- タップ穴にねじ込まれるM8ヘックスキャップ= ネジ
- 二つのクリアランス穴を通り、ナットで締め付けられる同じM8ヘックスキャップ= ボルト
全く同じ締結具が、使用方法によってネジにもボルトにもなります。「ボルト」を大きなヘックスヘッド締結具の俗称として使うのは正確ではありませんが、多くの現場での会話では問題ありません。
生産時にネジとボルトを指定する場合
用途 スクリュー (タップされた部品に直接ねじ込まれる場合)以下の時:
- 重量とスペースが限られている場合—裏側にナットを置くスペースがない
- 頻繁な分解が必要な場合(タップ穴は多くのサイクルで公差をよく保持する)
- 受け側の部品が十分なねじ込み深さを提供できる場合(経験則:鋼対鋼で公称直径の1.5倍以上、アルミニウムで2倍以上)
用途 ナット付きボルト 場合:
- 接合部は引張荷重がかかり、最大の締付力が必要です(ナットが完全にかみ合う方が、タップ穴のかみ合いより強力です)
- どちらの部品もタップ加工できない場合に接合します(薄板金属、複合パネル)
- 設計上、異なる担当者による現場調整が必要です — 組立作業者が異なるトルクをかけても、ナット/ボルト接合の方がタップ接合より許容範囲が広いです
ハイブリッドケース — ショルダーボルト — 精密研削されたねじ切りのない軸部(ショルダー)と短いねじ切り部を組み合わせています。ショルダーは正確な位置決めと回転部品の軸受面を提供し、ねじは固定するだけです。治具、固定具、精密機構で広く使用されています。
生産環境向けのねじ材料とコーティング
材料選択は調達ミスが最も多い部分です。誤った材料組み合わせは、異種金属腐食、水素脆化、または荷重下での早期破損を引き起こします。ここに生産に関連する分類を示します。
基材
炭素鋼(グレード5 / 8.8–10.9 メートル法) — 生産の主力材料。高強度で低コスト。グレード8.8ねじ(メートル法クラス8.8)は引張強度約800MPaで、ほとんどの機械、自動車、構造用途に十分です。グレード10.9および12.9は高応力用途(シリンダーヘッド、サスペンション部品)に使用されます。無塗装の炭素鋼は湿潤環境で急速に腐食するため、屋外や高湿度環境では必ず仕上げを指定してください。
ステンレス鋼 (304 / 316 / 18-8) — ほとんどの環境で耐食性がありますが、合金鋼より引張強度は低いです(典型的な304ステンレス六角キャップは約500MPa、グレード8の1000MPa以上に対して)。海洋環境では316ステンレスが必須です — 追加のモリブデン含有により304にない塩化物耐性を持ちます。重要な注意点:湿潤条件下で炭素鋼と接触するステンレスねじは絶対に使用しないでください — 電位差(約0.25V)により炭素鋼が優先的に腐食します。
合金鋼(グレード12.9 / B7) — 高負荷用途向け:金型工具、高温組立、油圧機器。水素脆化を避けるため組立時に特別な取り扱いが必要な場合があります(予熱、後処理管理)。
チタン — 航空宇宙および医療用。優れた強度対重量比、優れた耐食性、非磁性。コストは通常ステンレスの10〜20倍。生産のデフォルトではありませんが、重量制約や生体適合性が必要な組立に重要です。
真鍮/青銅 — 電気伝導性があり、柔らかく、耐食性に優れています。電気パネル、配管、非火花性が求められる用途に使用されます。
表面処理およびめっき
表面処理はねじが作業環境でどのように耐えるかを決定します。 ASTM B633 規格 鋼製ハードウェアの亜鉛電気めっきに関する規定 — 露出条件に基づくサービスクラス(SC1からSC4)を指定。
| コーティング | プロセス | 腐食保護 | 一般的な用途 |
|---|---|---|---|
| 亜鉛電気めっき | 電気めっき | 中程度(72〜120時間塩水噴霧試験) | 屋内機械、一般組立 |
| 熱浸亜鉛めっき | 溶融亜鉛への浸漬 | 高(400〜600時間塩水噴霧試験) | 屋外構造物、農業用 |
| ブラックオキサイド | 化成処理 | 最小限(装飾的/軽度保護) | 機械内部、工具部品 |
| 亜鉛ニッケルめっき | 電気めっき合金 | 高(500〜720時間) | 自動車のアンダーボディ、海洋近接部 |
| ダクロメット/ジオメット | 亜鉛-アルミニウムフレーク | 非常に高い(720〜1000時間) | アンダーボディ用ファスナー、海洋用ファスナー |
| パッシベーション(SS) | 化学エッチング | 非常に高い | すべてのステンレス用途 |
亜鉛めっきと水素脆化に関する実用的な注意点:電気めっき工程は鋼格子内に原子状水素を導入します。高強度ねじ(グレード10.9以上)に対して、 ベイクアウト処理 (通常はめっき後4時間以内に190°Cで4時間)遅延破壊を引き起こす前に水素を拡散させるために必須です。高強度ファスナーの多くの調達不良は、めっきのベイクアウトサイクルの省略または短縮に起因しています。
生産におけるねじの産業用途
ねじは産業によって分類が異なり、用途の文脈を理解することで仕様の選択肢を大幅に絞り込むことができます。
自動車製造
自動車の組み立てには推定3,000〜4,000が使用されます。 車両あたりのファスナー — 大部分はネジとボルト主要なドライブはトルクス(TX20–TX40はトリムとインテリア用)と六角ソケット(M6–M10は構造部品用)です。スレッド成形ねじは、別々のナットを排除するためにプラスチックパネルやインテリアトリムで広く使用されています。トルク仕様は明確で、現代の自動車ラインでは±5–10%の精度範囲でトルク制御された電動工具が使用されており、すべてのファスナーには文書化されたトルク値があります。
自動車の工程内ねじ不良は通常、3つの原因に起因します:指定された8.8の代わりに6.8グレードを誤って使用するグレードの置換、下回り位置でのめっき省略(裸ねじ)、またはロボット組立ラインでの工具位置ずれによるクロススレッドです。
電子機器組立
電子機器では、一般的な生産で最も小さく精密なねじが使用されます。PCB取り付け、ディスプレイパネル、シャーシ組立には、ステンレスまたは鋼製のM1.6からM3の機械ねじで、フィリップスまたはトルクスドライブが標準です。トルク制御が重要であり、 iFixitの修理データベース によると、最も一般的なノートパソコンやスマートフォンの分解失敗は、ビットサイズの誤りや過トルクによるM2およびM2.5ねじのなめです。
非磁性ねじ (真鍮、チタン、または316Lのような非磁性ステンレスグレード)は、磁気部品(スピーカー、センサー、磁力計)近傍で必要です。通常の304ステンレスは冷間加工後にわずかに磁性を帯びるため、磁気の清浄度が重要な場合は316Lまたはチタンを指定してください。
建設および構造用途
構造用ねじは、エンジニアリング接合において木造フレーム建築で釘やラグボルトに代わって広く使われています。Simpson Strong-Drive SDWHやSpax T-Starのような製品は事前に試験され許容荷重が公表されており、設計計算を大幅に簡素化します。直径1/2インチの構造用木ねじは350~400ポンドのせん断荷重に耐え、16d釘に匹敵しますが六角ドライブでの取り付けがはるかに速いです。
コンクリートアンカー(アンカーねじ)は成長分野です。Hilti、ITW BuildexなどのメーカーはICC-ESR認定のコンクリートねじシステムを提供しており、特定のコンクリート強度(通常2500~3000 psi)でのアンカーの定格荷重が事前に設計・認証されているため、多くの商業プロジェクトで個別の引張試験が不要です。

| 業界 | 主要なねじの種類 | 重要な仕様 | 一般的な故障モード |
|---|---|---|---|
| 自動車 | 機械ねじ、成形ねじ | トルク仕様+ドライブタイプ | グレードの置換、クロススレッド |
| エレクトロニクス | マイクロ機械ねじ(M1.6–M3) | 非磁性、トルク | ドライブの破損、過トルク |
| 建設 | 構造用木材、コンクリート | 荷重許容値、認証基準 | 埋め込み不足、材料不適合 |
| 航空宇宙 | チタン、合金鋼 | 重量、疲労寿命 | 腐食、不適切なトルクシーケンス |
| 空調/エンクロージャー | 板金用ねじ(セルフタッピング) | 腐食評価 | 屋外ユニットの錆、緩い接合部 |
| 家具/備品 | コンファマット、木ねじ | 抜き取り抵抗 | 合板の剥離 |
生産に適したねじの選び方
ねじの選択は、材料、コーティング、直径、ねじ山の種類、ドライブの五つの変数の問題です。一つだけ最適化しても、他を考慮しないと、数ヶ月にわたって原因不明の失敗につながることがあります。こちらが体系的なアプローチです。
ステップ1:荷重の定義
主な荷重モードを決定する:
- 引張(クランプ):十分なねじ込み深さを持つ全ねじ付き機械ねじまたはボルトを使用する
- 剪断:せん断面をまたぐ滑らかな軸部を持つ部分ねじ付きファスナーを使用する — 軸部はねじ根よりもせん断に強い
- 引張 + せん断の複合:一般的に、長いねじ込み深さよりも大径を優先する
について ねじ込み深さ、以下の最小値を守る:
- 鋼から鋼へ:公称直径の1.0〜1.5倍
- 鋼からアルミニウムへ:公称直径の2.0倍
- 鋼からプラスチックへ:公称直径の3.0〜4.0倍(またはねじ込みインサートを使用)
ステップ2:環境を特定する
設置場所を腐食カテゴリにマッピングする:
- 屋内、乾燥、非結露:炭素鋼+亜鉛電気めっき
- 屋内、湿潤または洗浄環境:ステンレス304または亜鉛ニッケルめっき
- 屋外、非海洋環境:溶融亜鉛めっきまたはステンレス316
- 海洋、沿岸、化学環境:ステンレス316または特殊コーティング(ダクロメット、ジオメット)
- 高温(>200°C):適切な認証を持つ合金鋼 — 亜鉛めっきは約150°C以上で劣化する
ステップ3:ねじタイプを選択する
| 状況 | ねじの推奨 |
|---|---|
| タップ加工された金属穴(鋼) | メートルねじまたはUNC/UNF機械ねじ |
| タップ加工されたアルミニウムまたは軟質金属 | 細目ねじまたはコーティング(かじり防止) |
| プラスチック取り付けボス | ねじ形成ねじまたは真鍮インサート |
| 板金(厚さ3mm以下) | セルフタッピング(タイプBまたはAB) |
| 木材/エンジニアードウッド | 木ねじまたは構造用ねじ |
| コンクリート/石造物 | コンクリートアンカーねじ(ICC認定) |
ステップ4:ドライブタイプを指定する
大量生産の場合:トルクスまたは六角ソケット。ほぼゼロのカムアウトによりビットの摩耗が劇的に減少します。ある契約電子機器メーカーの事例では、M3機械ねじのビットをフィリップスからトルクスに切り替えたことで、ビット交換頻度が70%減少し、ドライブのなめりによる手直しがなくなりました。
片手操作が必要な場合(サービスや修理で一般的):ロバートソン(四角)またはトルクス—どちらも磁石なしでファスナーをビットに保持します。
既存のハードウェアに合わせる場合:正確に一致させてください。同じ組立でフィリップスとポジドライブのビットを混用すると、技術者が誤ったビットを使い手直しが発生します。
ステップ5:トルク仕様で確認する
重要なねじ取り付けには必ずトルク値が必要です。参考資料:
- 機械ハンドブック(第27版以降)のメートルねじおよびUNC/UNFの等級別トルク値表
- ファスナーメーカーが公開するトルク表(等級、コーティング、潤滑剤はすべてトルクと締付力の関係に影響します)
- ISO 898-1(炭素鋼および合金鋼ファスナーの機械的性質)メートル規格グレード用
潤滑されたファスナーは、同じ締付荷重を達成するために乾燥状態のものより15~30%少ないトルクで済みます。これは、組立作業者がねじ止め剤を使用しながらトルク仕様を下げないために仕様が混乱する原因となる細かい点です。
ねじ技術の将来動向(2026年以降)
ねじは静的な技術ではありません。生産環境におけるファスナー設計と選択を再形成する3つのトレンドがあります。
スマートファスナーとトルク監視
埋め込み型トルクセンサー付きワッシャーや工具内トルクデータ記録は航空宇宙分野から主流の生産へと移行しています。複数の自動車OEMは現在、安全に関わるファスナーのトルク追跡を要求しており、各締付イベントはタイムスタンプ、達成トルク、作業者IDとともに記録されます。これにより、電子締付システムインターフェース対応ファスナーや、降伏点で測定可能なトルク特性を示すトルク・トゥ・イールド(TTY)ボルトの需要が生まれています。
持続可能な材料とコーティング
EUのREACH規制および類似の枠組みは、従来優れた耐食性を持つが発がん性の六価クロム(Cr6+)コーティングの段階的廃止を加速しています。三価クロムパッシベーションおよび亜鉛フレークコーティング(Geomet、Magni)が現在の標準的な代替であり、多くの用途で同等の膜厚で従来のCr6+システムを上回る耐食性を示しています。
リサイクル含有鋼製のねじが市場に登場しており、製造者は機械的特性を損なうことなく鋼ビレットのリサイクルスクラップ含有率を高めて認証しています。これは自動車や電子機器のティア1サプライヤー資格取得におけるESGサプライチェーン報告要件に重要です。
自己締結ねじ山形状
従来のねじ緩み防止(スプリットワッシャー、ナイロンインサート、ねじ止め接着剤)には欠点があります。スプリットワッシャーは高サイクル接合で圧縮し、ナイロンインサートは温度で劣化し、液体ロック剤は硬化時間と温度を要します。新しい特許取得済みのねじ山形状(例:Spiralockの30°ランプねじ形状や複数のアジアのファスナーパテント)は、化学的または機械的付加物なしに幾何学的自己締結により振動抵抗を提供し、再利用性の低下もありません。自動車や産業機器での採用が加速しており、熱や化学物質曝露が従来の緩み防止方法を排除する場合に有効です。
よくある質問
ネジとボルトの違いは何ですか?
ねじはタップ穴または自身のねじ山にねじ込まれます。ボルトはクリアランス穴を通り、ナットで締め付けられます。同じファスナーでも取り付け方法により技術的にはどちらにもなり得ます。
物理学におけるねじとは何ですか?
物理学では、ねじは6つの古典的単純機械の一つです。円筒に巻き付けられた傾斜面として定義され、回転運動(トルク)を直線力に変換します。機械的利得は1回転あたりの周長移動距離とピッチ進行距離の比率で決まります。
ねじは何に使われますか?
ねじは2つ以上の部品を結合し、相対運動を防止し、リードねじやボールねじのように動力を伝達し、加工中の材料を締め付け、機構内で回転運動を直線運動に変換するために使用されます。
ねじは単純機械としてどのように機能しますか?
ねじの1回転ごとに1ピッチ分前進し、駆動円の全周を移動します。機械的利得は(2π×駆動半径)÷ピッチで計算されます。長いドライバーや細かいピッチは機械的利得と締付力を増加させます。
木ねじと機械ねじの違いは何ですか?
木ねじはテーパー状の軸、粗いねじ山、鋭い先端を持ち、木材の繊維を噛み締めて引き寄せるように最適化されています。機械ねじは均一な軸、正確なねじピッチ、鈍い先端を持ち、金属またはプラスチックのタップ穴に制御された嵌合でねじ込まれるよう設計されています。
ねじのグレードまたは特性クラスとは何を意味しますか?
グレード(インチ系)または特性クラス(メートル系)は、主に引張強度と耐力を示すファスナー材料の機械的特性を表します。グレード5/クラス8.8はほとんどの商用用途の標準であり、グレード8/クラス10.9は高強度用、クラス12.9は最高性能用途向けです。高グレードはコストが高く、より慎重なトルク管理が必要です。
ステンレス製のねじをアルミ部品と一緒に使えますか?
はい — 実際に推奨されています。ステンレスとアルミニウムは低いガルバニックポテンシャル差を持ち、ほとんどの環境で互換性があります。この組み合わせは、使用するよりもはるかに優れています。 炭素鋼ねじ アルミニウムを使用する場合、電食(およびねじのガーリング)が持続的な問題となります。海洋または高湿度環境では316ステンレスを使用し、ガーリングを防ぐためにねじに防錆剤を考慮してください。
ねじのピッチとは何で、なぜ重要なのですか?
ねじのピッチとは、隣り合うねじ山の頂点間の距離(ミリメートル単位、またはインチ単位での山数)です。細目ピッチ=ピッチ値が小さい=単位長さあたりの山数が多い=単位トルクあたりの締結力が高い+耐振動性が向上するが、取り付け速度は遅くなります。粗目ピッチ=取り付けが速い、汚れや損傷のある穴にも対応しやすい。ほとんどの量産用機械ねじでは標準(粗目)ピッチがデフォルトで、細目ピッチは耐振動性や把持長さが限られる場合にのみ指定されます。
結論
ねじは本質的に機械的な力の増幅装置であり、ドライバーの小さな回転入力を、現代の組立品を保持する大きな直線的締結力に変換します。ねじの機械的な本質(ねじ山形状、トルクと締結力の関係、ねじのかみ合い規則)を理解することが、以降のすべての判断(どの種類を指定するか、どの材料を環境に合わせるか、生産量に適した駆動方式は何か、どのトルクを適用するか)を正しく行うための基礎となります。
あらゆる規模の生産現場で重要なのは、 習慣的な選択ではなく、体系的な仕様決定です。ほとんどのファスナーの不具合は、「棚にあったものをとりあえず使う」ことに起因しており、次の5つの質問をしなかったことが原因です:どんな荷重か?どんな環境か?どんな材料か?どんな駆動方式か?どんなトルクか?この5つの質問を一貫して適用すれば、ねじの不具合は定期的な手直しではなく、まれな例外となります。
私たちのフルラインナップを探索してください 量産ねじ 要求の厳しい製造現場向けに設計されています。あるいは、組立に最適なファスナーの選定については、当社のアプリケーションエンジニアにご相談ください。




