Нейлоновые винты — неметаллические крепежные изделия, изготовленные из полиамида (PA66 или PA12) — легкие, полностью устойчивые к коррозии, электрически не проводящие и химически стойкие к большинству растворителей, масел и слабых кислот.
Вы устанавливаете печатную плату внутри корпуса, который иногда подвергается конденсации. Вы выбираете винты из нержавеющей стали — и через шесть месяцев гальваническая коррозия разрушила монтажные отверстия и оставила полосы на плате. Винт из нейлона $0.08 предотвратил бы всю эту неисправность. Такая ситуация происходит ежедневно в лабораториях электроники, морских отсеках оборудования и линиях пищевой промышленности во всех отраслях, где по привычке используют металлические крепежи.
Нейлоновые винты занимают определенную, четко обозначенную нишу. Они не являются универсальной заменой стальным винтам. Но в тех условиях, где они необходимы — высокая влажность, требования к электрической изоляции, воздействие химикатов, чувствительные к весу сборки — ни один металлический крепеж не сравнится. Это руководство охватывает все аспекты нейлоновых винтов: марки материалов, типы, стандартные размеры (метрические и дюймовые), отраслевые применения, критерии выбора и особые случаи, которые большинство технических характеристик полностью пропускают.

Что такое нейлоновые винты?
Нейлоновые винты — резьбовые крепежные изделия, изготовленные из инженерных полиамидных полимеров, обеспечивающие прочность на растяжение 60–85 МПа и непрерывную рабочую температуру от -40°C до +120°C.
Основной материал важнее, чем думают большинство покупателей. «Нейлон» — это коммерческое название, объединяющее несколько различных марок полиамида, каждая из которых имеет свои характеристики. Две марки, которые реально встречаются в нейлоновых винтах:
PA66 против PA12: Материал винта
PA66 (Нейлон 6,6) является основной маркой для нейлоновых винтов и болтов. Он обеспечивает более высокую прочность на растяжение (75–85 МПа), лучшую жесткость и меньшую поглощаемость влаги по сравнению с PA12. PA66 — правильный выбор для конструкционных применений, условий с повышенной температурой и там, где важна стабильность размеров под нагрузкой. Согласно статье Википедии о полиамиде, PA66 был одним из первых синтетических полимеров, разработанных DuPont, и до сих пор остается промышленным стандартом крепежа по уважительной причине.
PA12 (Нейлон 12) поглощает меньше влаги — примерно 0,25% против 1,5% у PA66 при насыщении — что делает его более стабильным по размерам во влажных условиях. Если ваши нейлоновые винты будут использоваться в погруженных или часто влажных сборках (морские проходы, наружное оборудование для орошения), PA12 стоит небольшого повышения стоимости.
Обе марки классифицируются по ASTM D4066, стандарту для нейлоновых пластмасс, изготовленных методом литья под давлением, который определяет минимальные механические и термические свойства для каждого типа.
Нейлоновые винты против металлических винтов: сравнение
Сравнение не универсальное. Вот как нейлоновые винты сопоставляются с распространёнными металлическими альтернативами по характеристикам, которые действительно определяют выбор материала:
| Собственность | Нейлоновые винты (PA66) | Нержавеющая сталь (316) | Цинкованная сталь |
|---|---|---|---|
| Прочность на растяжение | 60–85 МПа | 520–720 МПа | 380–520 МПа |
| Вес (г/см³) | 1.14 | 8.0 | 7.9 |
| Corrosion resistance | Отлично (любая влажность) | Хорошо (подходит для морской воды) | Плохо (склонен к ржавчине) |
| Электрическая проводимость | Непроводящий | Проводящий | Проводящий |
| Максимальная рабочая температура | 120°C | 870°C | 260°C |
| Стоимость (за 100 шт, M4×10) | $2–5 | $12–22 | $4–8 |
| Совместимость с МРТ/РЧ | ✅ Да | ❌ Нет | ❌ Нет |
Самый важный вывод из этой таблицы: нейлоновые винты примерно в 7 раз легче стальных аналогов того же размера резьбы. В приложениях, где важен каждый грамм — авиационные кронштейны, соревновательная робототехника, портативные медицинские инструменты — эта разница значительна.
Виды нейлоновых винтов
Нейлоновые винты выпускаются с шестью основными типами головок, каждая из которых оптимизирована для определённого способа приведения в движение, распределения нагрузки или требования к установке заподлицо.
Не все нейлоновые винты взаимозаменяемы. Выбор неправильного типа головки приводит к проблемам: если требуется потайная установка, а используется винт с цилиндрической головкой, выступ мешает сборке; винт с накатанной головкой в сборке с высокой вибрацией может выкручиваться. Вот для чего предназначен каждый тип.
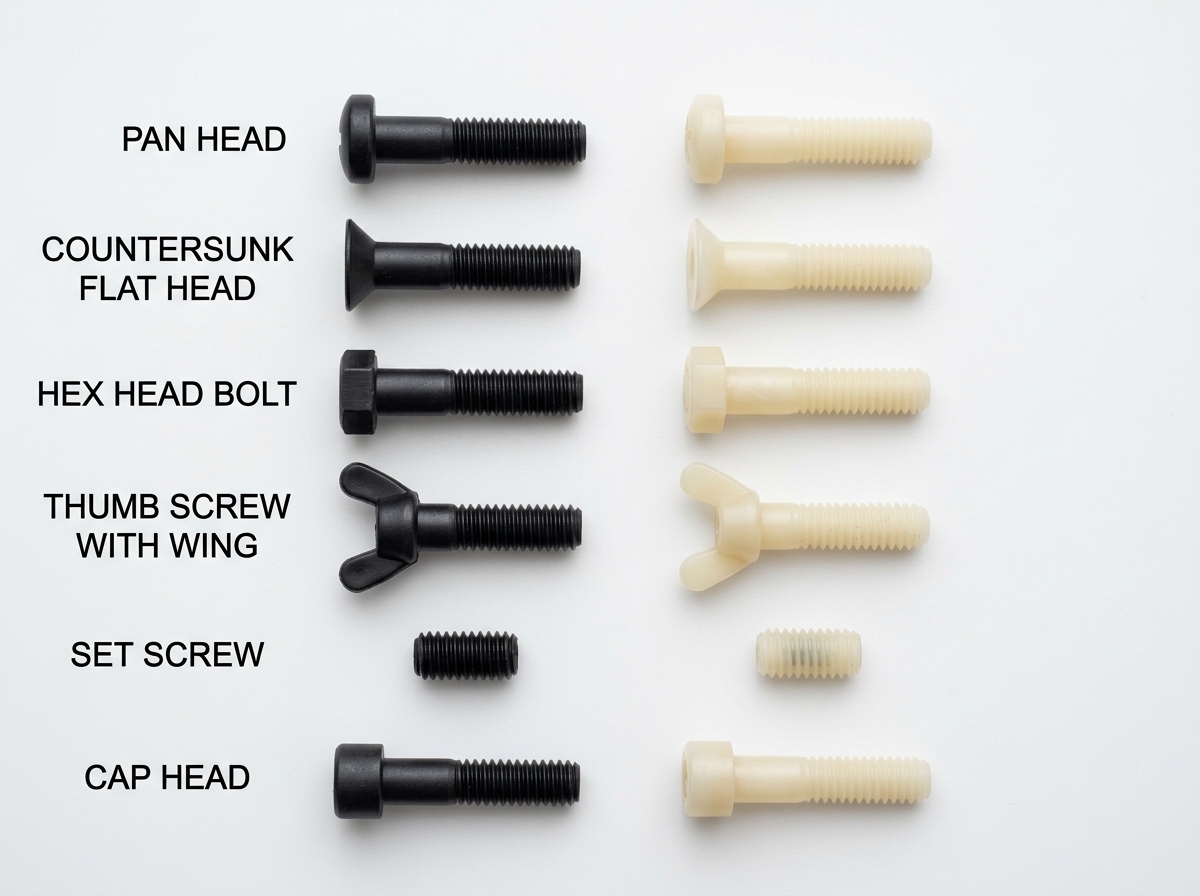
Нейлоновые винты с цилиндрической головкой
Винты с цилиндрической головкой из нейлона — самый распространённый вариант: широкая, низкопрофильная головка с плоской опорной поверхностью, распределяющей зажимную нагрузку на большую площадь. Типы приводов включают крестовой, прямой и Torx. В сборке электроники винты с цилиндрической головкой из нейлона используются по умолчанию для крепления стоек печатных плат и корпусов, поскольку геометрия головки не концентрирует напряжение в одной точке на хрупком материале FR4.
Диапазон размеров: M2 до M8 (метрические), #2 до #10 (дюймовые). Стандартные длины от 4 мм до 50 мм.
Нейлоновые винты с потайной (плоской) головкой
Когда крепёж должен быть заподлицо с поверхностью или ниже неё — панели корпусов, крышки доступа, скользящие сборки — используются нейлоновые винты с потайной головкой. Потай под углом 90° или 82° соответствует стандартным машинным потаям. Часто применяются в оборудовании для пищевой промышленности, где выступающие головки крепежа создают гигиенические мёртвые зоны.
Нейлоновые винты с шестигранной головкой (нейлоновые болты)
Нейлоновые винты с шестигранной головкой (часто называемые нейлоновыми болтами) подходят для стандартного ключа или головки, обеспечивая более высокий крутящий момент при установке. Используются там, где ручная затяжка недостаточна — виброизолированные крепления двигателей, сборки панелей с толстыми прокладками. Прочность на растяжение здесь является ограничивающим фактором: стандартный болт PA66 M6 выдерживает примерно 1,2 кН до деформации. Проектируйте с учётом этого.
Нейлоновые винты с накатанной головкой
Нейлоновые винты с накатанной головкой имеют увеличенную рифлёную или крылатую головку для ручной затяжки без инструмента. Часто используются в:
– Электронике для монтажа в стойку, где панели требуют частого доступа
– Крышках батарей портативных приборов
– Корпусах фильтров лабораторного оборудования
Крыло или рифлёная поверхность, формованная непосредственно в нейлоновый винт с накатанной головкой, исключает риск потери инструмента в труднодоступном месте.
Чёрные нейлоновые винты
Чёрные нейлоновые винты — это крепёж из PA66 с добавлением сажи для стабилизации от ультрафиолета и эстетического соответствия тёмным корпусам. Добавка сажи значительно улучшает устойчивость к УФ — неокрашенные натуральные нейлоновые винты желтеют и становятся хрупкими за 12–18 месяцев наружного воздействия; чёрные нейлоновые винты сохраняют свойства более 5 лет при прямом солнечном свете. Если ваше применение предполагает наружную установку или воздействие УФ-освещения, всегда выбирайте чёрные нейлоновые винты.
Нейлоновые установочные винты и варианты с фиксацией
Нейлоновые установочные винты (с чашечной или плоской точкой) используются специально для фиксации валов без повреждения поверхности — часто применяются в креплениях оптических приборов, ступиц энкодеров и прецизионных позиционирующих платформах, где стальной установочный винт мог бы поцарапать деликатную поверхность вала. Более низкая твёрдость нейлоновых винтов по сравнению со стальными является преимуществом, а не недостатком, в таких случаях.
Размеры нейлоновых винтов и стандарты резьбы
Стандартные нейлоновые винты доступны в метрических размерах от M2 до M12 и дюймовых размерах от #2-56 до 3/8″-16, с резьбой по ISO 68 (метрическая) или ASME B1.1 (унифицированная дюймовая).
Выбор размера включает три переменные: диаметр резьбы, шаг и длину. Ошибка в любом из них приведет либо к срыву крепежа под нагрузкой, либо к тому, что винт упрется до зажима.
Метрические размеры (M2–M12)
Метрические нейлоновые винты соответствуют стандартным крупным шагам резьбы по ISO 68-1. Наиболее часто используемые размеры в производстве:
| Размер резьбы | Шаг (мм) | Типичный диапазон длины | Распространённые типы шлицев |
|---|---|---|---|
| M2 | 0.4 | 4–12 мм | Крестовой, прямой шлиц |
| M3 | 0.5 | 4–30 мм | Крестовой, Torx, внутренний шестигранник |
| M4 | 0.7 | 6–40 мм | Крестовой, Torx, внутренний шестигранник |
| M5 | 0.8 | 8–50 мм | Внутренний шестигранник, Torx |
| M6 | 1.0 | 10–60 мм | Шестигранная головка, внутренний шестигранник |
| M8 | 1.25 | 12–80 мм | Шестигранная головка |
| M10 | 1.5 | 16–100 мм | Шестигранная головка |
Винты из нейлона M3 и M4 составляют примерно 70% спроса на нейлоновые винты в электронике и автоматизации. Если вы комплектуете магазин для сборки печатных плат или изготовления панелей, винты M3×8 и M4×10 с полукруглой головкой Phillips из PA66 покроют большинство случаев применения.
Дюймовые / SAE размеры (#2 до 3/8″)
Дюймовые нейлоновые винты соответствуют унифицированному стандарту резьбы ASME B1.1. Портал стандартов ASME охватывает полные размерные таблицы. Стандартные размеры:
| Размер резьбы | Количество витков на дюйм (UNC) | Эквивалентный метрический размер |
|---|---|---|
| #4-40 | 40 | ~М3 |
| #6-32 | 32 | ~М3.5 |
| #8-32 | 32 | ~М4 |
| #10-32 | 32 | ~М5 |
| 1/4″-20 | 20 | ~М6 |
Один практический момент, который большинство руководств по закупкам игнорируют: нейлоновые винты имеют больший коэффициент теплового расширения, чем металлические — примерно 80–100 мкм/м°C для PA66 против 11–13 мкм/м°C для стали. В сборках, подвергающихся значительным перепадам температуры, нейлоновый винт М4 будет расширяться и сжиматься примерно в 7 раз больше, чем такой же стальной винт М4 при изменении температуры на 50°C. Соответственно рассчитывайте предварительную нагрузку, иначе соединение будет казаться свободным при нагреве и слишком тугим при охлаждении.
Промышленные применения нейлоновых винтов
Нейлоновые винты являются предпочтительным крепежом в четырех основных отраслях: сборка электроники, морское и уличное оборудование, пищевая промышленность и медицинские/лабораторные приборы — везде, где коррозия металла, электропроводимость или загрязнение могут привести к отказу.
Электроника и сборка печатных плат
Это крупнейший отдельный рынок для нейлоновых винтов. Нейлоновые винты используются для крепления печатных плат к корпусу, фиксации стоек, крепления трансформаторов и крышек высоковольтных отсеков — именно потому, что они не проводят электричество. В высоковольтных корпусах (>1кВ рабочее напряжение) использование металлических винтов рядом с открытыми токоведущими частями является нарушением техники безопасности; нейлоновые винты и болты с соответствующим расстоянием утечки — инженерное решение.
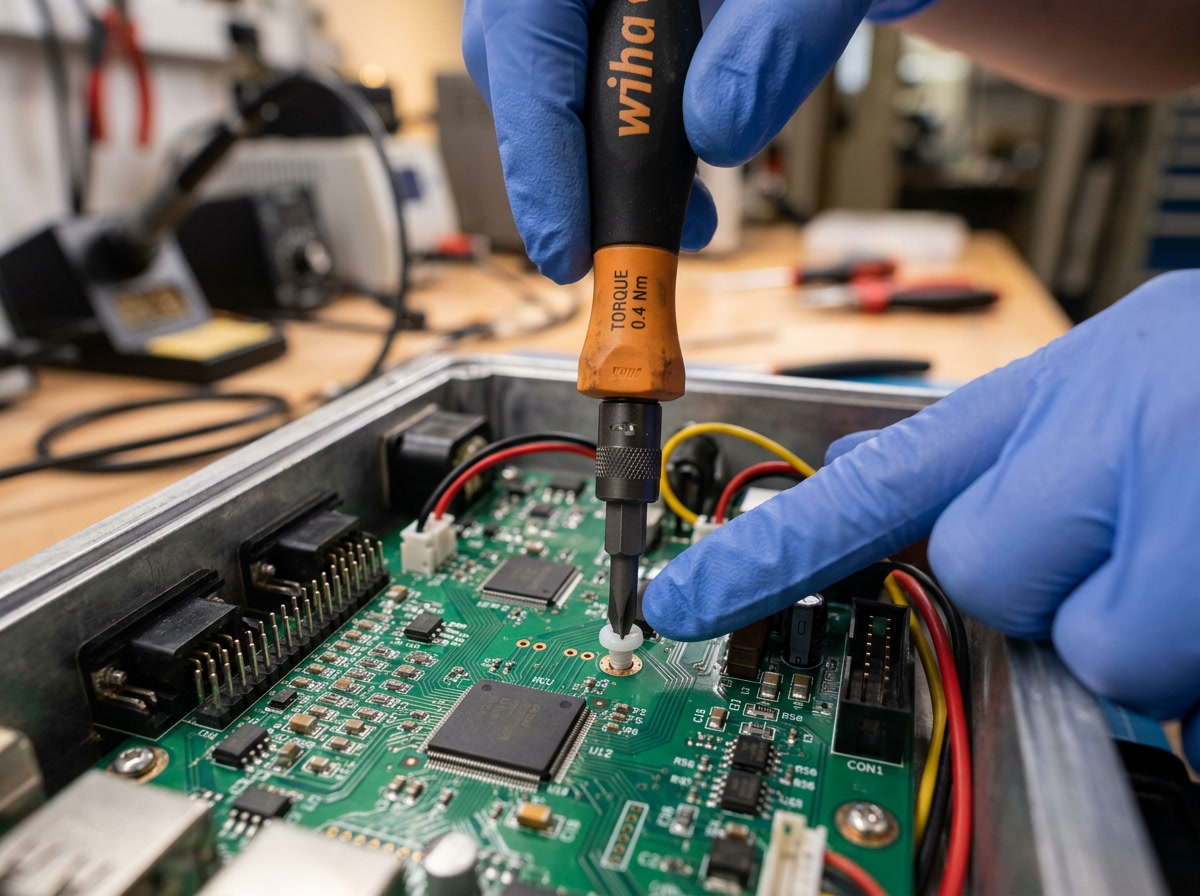
На практике наиболее частый отказ, который мы наблюдали при сборке электроники — это перетяжка нейлоновых винтов на стойках печатных плат. Правильный момент затяжки для винта М3 PA66 с полукруглой головкой в нейлоновую стойку составляет 0,3–0,4 Н·м. Большинство сборщиков, привыкших к металлическому крепежу, прикладывают в 2–3 раза больше — срывая головку винта или ломая плату. Отвертки с ограничением момента обязательны на линиях массовой сборки печатных плат с использованием нейлоновых винтов.
Морская и уличная среда
Морская вода разрушает оцинкованный стальной крепеж за считанные недели и вызывает коррозию нержавеющей стали в щелевых зонах. Нейлоновые винты не подвержены воздействию соляного тумана, полностью соответствуют требованиям морской среды и подходят для крепления датчиков сквозь корпус, корпусов помп, кронштейнов навигационных приборов и декоративных панелей выше ватерлинии.
Черные нейлоновые винты являются стандартом для наружных морских применений благодаря устойчивости к ультрафиолету. Натуральный (слоновая кость) PA66 разрушается в течение 18 месяцев под воздействием УФ-излучения; черные нейлоновые винты с УФ-стабилизатором на основе технического углерода сохраняют все механические свойства более 5 лет под прямыми солнечными лучами, что подтверждено протоколами испытаний на УФ-старение ASTM G154.
Обработка пищевых продуктов и медицинское оборудование
Нейлоновые винты соответствуют требованиям FDA 21 CFR 177.1500 для косвенного контакта с пищевыми продуктами при производстве из соответствующего полиамидного сырья — это означает, что они могут легально контактировать с поверхностями, соприкасающимися с пищей, в оборудовании для переработки. Отсутствие риска металлического загрязнения (нет ржавчины, нет металлической стружки от заедания) — основной фактор. Вторичные преимущества: нейлоновые винты не повреждают поверхности из нержавеющей стали при разборке и могут быть обнаружены металлодетекторами при правильных настройках чувствительности (сам нейлон не обнаруживается, поэтому некоторые предприятия добавляют сульфат бария — детектор отклоняет только известные металлические детали).
В медицинском и лабораторном оборудовании нейлоновые винты используются в оборудовании, совместимом с МРТ, где запрещены любые ферромагнитные материалы, а также в чистых помещениях, где металлические частицы от заедания являются источником загрязнения.
Робототехника и инженерные соревнования
Сообщество робототехники — особенно соревнования по робототехнике FRC и VEX — активно использует нейлоновые винты, поскольку каждый грамм массы крепежа имеет значение. При плотности около 1,14 г/см³ против 7,9 г/см³ для стали, замена 50 стальных винтов М4×10 на нейлоновые аналоги экономит примерно 28 граммов. Для робота, борющегося с ограничением по весу, это существенно. The IFI-стандарт VEX #8-32 нейлоновые винты используемые в соревновательной робототехнике, фактически являются товарным стандартом для всей категории.
Как выбрать правильный нейлоновый винт
Выбирайте нейлоновые винты по четырём критериям в следующем порядке: требования к нагрузке, температурный диапазон, химическая среда и форма головки/привода для вашего монтажного инструмента.
Большинство ошибок в спецификациях происходит потому, что покупатели сразу переходят к размеру, не проходя через дерево решений. Вот как на самом деле выбрать.
Шаг 1: Проверьте, что нагрузка находится в пределах допустимых значений для PA66
Нейлоновые винты не являются конструкционными крепежами. Перед тем как выбрать нейлоновые винты, рассчитайте сдвиговые и растягивающие нагрузки на соединение. Примерное правило: если один нейлоновый винт в вашем применении выдерживает более 100 Н в постоянном растяжении, следует либо добавить крепеж, либо увеличить размер резьбы, либо пересмотреть, подходит ли нейлон как материал.
Паспортные значения нагрузок для нейлоновых винтов PA66 при 23°C:
| Размер резьбы | Максимальная растягивающая нагрузка (приблизительно) | Максимальная сдвиговая нагрузка (приблизительно) |
|---|---|---|
| M3 | 120 Н | 70 Н |
| M4 | 220 Н | 130 Н |
| M5 | 350 Н | 200 Н |
| M6 | 500 Н | 290 Н |
| M8 | 900 Н | 520 Н |
Примечание: эти значения снижаются на 30–40% при 80°C и на 50–60% при 110°C. Если ваши нейлоновые винты будут подвергаться воздействию повышенной температуры (рядом с радиатором, внутри корпуса с рассеиванием мощности), снижайте показатели соответственно. Согласно данным Engineering ToolBox по термическим свойствам полиамида, прочность на разрыв PA66 падает с ~80 МПа при комнатной температуре до ~45 МПа при 100°C.
Шаг 2: Подтвердите температурный диапазон
-40°C до +120°C покрывает подавляющее большинство применений. Крайние случаи, требующие внимания:
- Автомобильное подкапотное пространство: постоянное воздействие 140–160°C превышает допустимый предел PA66. Рассмотрите нейлон, армированный стекловолокном, или полностью другой материал.
- Криогенные применения: ниже -40°C стандартные нейлоновые винты PA66 становятся хрупкими. PA12 выдерживает до -60°C.
- Паровая стерилизация: автоклавные циклы при 121°C в течение 15–20 минут находятся на грани для PA66. При многократных автоклавных циклах ожидайте изменения размеров и потерю крутящего момента после 50+ циклов.
Шаг 3: Проверьте химическую совместимость
Нейлоновые винты устойчивы к: воде (пресной и солёной), маслам, топливу, спиртам, разбавленным кислотам, слабым щелочам и большинству органических растворителей. К чему нейлоновые винты НЕ устойчивы:
– Концентрированные сильные кислоты (серная, азотная, соляная при концентрации >10%)
– Фенолы и крезолы
– Окислители (отбеливатель, перекись водорода в высоких концентрациях)
– УФ-излучение (только неокрашенный натуральный PA66 — чёрные нейлоновые винты устойчивы к УФ)
Если вы не уверены в конкретном химическом веществе, стандарт ASTM руководство по химической стойкости полиамида предоставляет данные испытаний на погружение.
Распространённые ошибки при выборе нейлоновых винтов
- Чрезмерная затяжка. Самый частый способ выхода из строя. Рекомендуемый момент затяжки нейлоновых винтов в 5–10 раз ниже, чем у стальных аналогов того же размера. Используйте динамометрическую отвертку.
- Игнорирование несоответствия коэффициентов теплового расширения. В узлах, где нейлоновые винты соединяют металл с металлом, несоответствие приводит к ослаблению соединения при температурных циклах. Используйте пружинные шайбы или резьбовые фиксаторы, предназначенные для пластика.
- Выбор натурального цвета для использования на улице. На открытом воздухе или в местах с воздействием УФ-излучения следует использовать только чёрные (стабилизированные сажей) нейлоновые винты.
- Смешивание метрической и дюймовой резьбы в одном узле. Шаги резьбы достаточно близки, чтобы частично зацепиться — М6 можно начать вкручивать в отверстие 1/4″-20, но резьба сразу сорвётся под нагрузкой. Перед сборкой проверяйте резьбу калибрами или штангенциркулем.
- Ожидание, что нейлоновые винты выдержат многократное выкручивание. Резьба нейлоновых винтов рассчитана примерно на 5–15 циклов вкручивания/выкручивания до деформации. Для часто обслуживаемых панелей используйте металлические вставки (ввертываемые или запрессованные) в резьбовом отверстии, а затем вкручивайте нейлоновые винты в металлическую вставку.
Будущие тенденции в области нейлоновых винтов (2026 год и далее)
Три фактора формируют рынок нейлоновых винтов в 2026 году: армирование стекловолокном для повышения прочности, био-полиамидные смолы для устойчивого развития и крепёж с встроенными RFID-метками для отслеживаемости.
Нейлоновые винты, армированные стекловолокном
Стандартные нейлоновые винты из PA66 ограничены примерно 80 МПа на разрыв. Армированный стекловолокном PA66 (обычно с содержанием GF 30%) увеличивает этот показатель до 150–180 МПа — сокращая разрыв с низкопрочными марками нержавеющей стали. Армированные стекловолокном нейлоновые винты сейчас доступны в исполнении с шестигранной головкой M4–M12 и набирают популярность в аккумуляторных блоках электромобилей, где сочетание высокой нагрузки, виброустойчивости, непроводимости и малого веса сложно обеспечить другими материалами.
Компромисс: армированные стекловолокном нейлоновые винты значительно хуже обрабатываются, требуют более точного литья и не могут быть легко укорочены на месте. Также они имеют более шероховатую поверхность, что может вызывать незначительное заедание в мягких резьбовых отверстиях.
Био-полиамидные крепежные изделия
PA11, получаемый из касторового масла вместо нефти, становится устойчивой альтернативой нейлоновым винтам для бытовых и пищевых применений. Нейлоновые винты из PA11 обладают аналогичной коррозионной стойкостью и непроводимостью, как и PA66, при этом обеспечивают снижение углеродного следа на 50% и более на килограмм. По состоянию на начало 2026 года нейлоновые винты из PA11 стоят на 40–60% дороже, чем из PA66, что ограничивает их применение закупками с требованиями по устойчивому развитию. По мере роста объёмов производства эта наценка будет снижаться.
Встроенная отслеживаемость
Прототипы нейлоновых винтов со встроенным RFID — когда микроантенна формуется в головке при производстве — проходят испытания в программах технического обслуживания и ремонта в России. Концепция: каждый крепёж имеет уникальный идентификатор, считываемый через композитные и пластиковые панели, что позволяет автоматически отслеживать момент затяжки и срок службы без разборки. Aviation Week’s Прогноз отрасли на 2026 год: первая установка на производственной линии запланирована на 2027–2028 годы. Неметаллическая конструкция нейлоновых винтов обеспечивает возможность встроенной радиопрозрачной отслеживаемости — стальные крепежи блокируют сигнал.
Часто задаваемые вопросы о нейлоновых винтах
Нейлоновые винты лучше всего использовать там, где коррозия металла, электропроводимость, вес или химическое загрязнение могут привести к отказу в применении.
Когда следует использовать нейлоновые болты вместо металлических?
Используйте нейлоновые винты и болты, если соединение подвергается: (1) постоянному воздействию влаги или соляного тумана, где металл бы корродировал, (2) необходимости электрической изоляции между соединяемыми деталями, (3) чувствительности к весу, где важен каждый грамм, (4) контакту с пищевыми продуктами или медицинскими изделиями, где металлические частицы представляют риск загрязнения, или (5) в средах МРТ или РЧ, где металл запрещён. Если осевые нагрузки превышают 500 Н на один крепёж, нейлоновые винты обычно не подходят — рассмотрите армированные стекловолокном варианты или переходите на металл с некондуктивным покрытием.
Какова максимальная температура для нейлоновых винтов?
Стандартные нейлоновые винты из PA66 рассчитаны на непрерывную эксплуатацию при температуре от -40°C до +120°C. Кратковременное повышение до 150°C допустимо в течение нескольких минут. PA12 расширяет нижний температурный предел до -60°C. Армированные стекловолокном нейлоновые винты выдерживают немного более высокие температуры (около 130°C). Для применения при температуре выше 140°C стандартные нейлоновые винты не подходят — рассмотрите PEEK или другие высокотемпературные полимеры.
Можно ли использовать нейлоновые винты на открытом воздухе?
Натуральные (неокрашенные) нейлоновые винты из PA66 разрушаются под воздействием УФ-излучения за 12–18 месяцев. Чёрные нейлоновые винты, стабилизированные сажей, сохраняют все механические свойства при прямом солнечном свете более 5 лет. Для использования на улице всегда выбирайте чёрные нейлоновые винты. В морских условиях (солёная вода) как чёрные, так и натуральные нейлоновые винты из PA66 одинаково устойчивы к коррозии — только УФ-устойчивость отличает их при наружном применении.
Какой момент затяжки использовать для нейлоновых винтов?
Нейлоновые винты из PA66 требуют значительно меньшего момента затяжки по сравнению с металлическими аналогами. Примерный максимальный момент затяжки: M3 = 0,3 Н·м, M4 = 0,6 Н·м, M5 = 1,0 Н·м, M6 = 1,5 Н·м, M8 = 3,0 Н·м. Перетяжка — самая частая причина выхода нейлоновых винтов из строя на практике: срывается головка или ломается стержень. Для сборки на производстве используйте отвёртку с ограничением момента.
Безопасны ли нейлоновые винты для пищевых продуктов?
Нейлоновые винты из PA66, изготовленные из смолы, соответствующей требованиям FDA 21 CFR 177.1500, одобрены для косвенного контакта с пищевыми продуктами. Всегда проверяйте конкретный сертификат материала у вашего поставщика — не все нейлоновые винты изготовлены из пищевой смолы. Для прямого контакта с пищевыми продуктами (погружение в пищу или жидкость) ознакомьтесь с нормативами и запросите у производителя сертификат соответствия.
В каких размерах выпускаются нейлоновые винты?
Нейлоновые винты доступны в метрических размерах от M2 до M12 и в дюймовых размерах от #2-56 до 3/8″-16. Наиболее часто используемые размеры для электроники и промышленности — M3, M4 и M5 в метрической системе и #6-32 и #8-32 в дюймовой. Длина обычно варьируется от 4 мм до 100 мм в зависимости от типа головки и диаметра резьбы. Индивидуальные длины доступны у большинства производителей при минимальном заказе 500–1000 штук.
Можно ли обрезать нейлоновые винты по длине?
Да, нейлоновые винты можно обрезать стандартным болторезом, ножовкой или плашкой с твердосплавным напылением. Материал достаточно мягкий для чистого реза без специального инструмента. После обрезки слегка снимите фаску с начала резьбы инструментом для снятия заусенцев или мелким напильником для правильного зацепления резьбы. В отличие от металлических винтов, при резке нейлоновых винтов не возникает зоны термического влияния.

Заключение
Нейлоновые винты — это выбор для точных задач, а не компромисс ради экономии. В подходящих условиях — корпуса электроники, морское оборудование, пищевое оборудование, медицинские приборы и конструкции с ограничением по весу — нейлоновые винты превосходят металлические крепежи по всем важным параметрам: устойчивость к коррозии, электрическая изоляция, малый вес и химическая стойкость.
Ключевые параметры выбора: убедитесь, что нагрузка не превышает пределы PA66 (используйте приведённые выше таблицы нагрузок), проверьте, что рабочий температурный диапазон не превышает 120°C, подберите тип головки и привод под ваш инструмент, и всегда выбирайте чёрные нейлоновые винты для УФ- или наружного применения. Для нагрузок, близких к пределу материала, армированные стекловолокном нейлоновые винты значительно расширяют диапазон без потери неметаллических свойств.
ProductionScrews.com предлагает нейлоновые винты из PA66 в размерах от M2 до M10 (метрические) и от #2 до 1/4″ (дюймовые) с полукруглой головкой, потайной, шестигранной и барашковой — все изготовлены из сертифицированного PA66 с документацией о соответствии RoHS. Ознакомьтесь с полным каталогом нейлоновых винтов или свяжитесь с нашей технической командой для уточнения требований к спецификации.
Связанные товары
Решения и кластер
- Все блоги
- Индивидуальные решения по крепежу
- Учебные материалы по винтам и фланцам — просмотреть все статьи
Связанные статьи
- Гайка болта из нержавеющей стали: классы, сочетания и руководство по покупке
- Защитные болты: Полное руководство по типам, применению и выбору правильного крепежа
- Размер винта M2: Полные размеры, типы и руководство по выбору (2026)
- Болт и винт: Полное руководство по промышленным крепежным изделиям (2026)
- Гайка Нилок: Полное руководство по гайкам с нейлоновым фиксатором (2026)
- Двойной резьбовой болт: виды, применения, размеры и руководство по покупке
- Гайки Nylock: Полное руководство по гайкам с нейлоновой вставкой
- Руководство по болтам и винтам: типы, различия, размеры и промышленные применения




