Nhà sản xuất vít chỉnh đầu bằng DIN913
Vít chỉnh lục giác chìm không đầu DIN913 (vít grub) đầu bằng — M1.6 đến M24, thép cacbon cấp độ cứng 45H, inox A2/A4 và nylon. Tương đương ISO 4026. Cung cấp chứng chỉ EN 10204 3.1. Đạt chứng nhận ISO 9001:2015.
- M1.6–M24 · Có sẵn chiều dài tùy chỉnh
- Cấp độ cứng 45H (tối thiểu 45 HRC bề mặt) / A2-70 / A4-70 / Nylon
- Tương đương ISO 4026 — DIN913 đầu bằng (không gây hư hại bề mặt)
- Thời gian giao hàng: 3–5 ngày (có sẵn) / 5–10 ngày (đặt hàng)
- Chứng chỉ EN 10204 3.1 · Tùy chọn tuân thủ RoHS
500+
Khách hàng B2B trên toàn thế giới
Hơn 15 năm
Sản xuất phụ kiện liên kết
ISO 9001:2015
Quản lý chất lượng
24 giờ
Phản hồi báo giá
Thông số kỹ thuật nhanh vít chỉnh DIN913
Tiêu chuẩn
DIN913 / ISO 4026
Kích thước ren
M1.6 – M24
Loại đầu
Đầu bằng (không gây hư hại)
Độ cứng
45H / A2-70 / A4-70
Vít chỉnh DIN913 là gì?
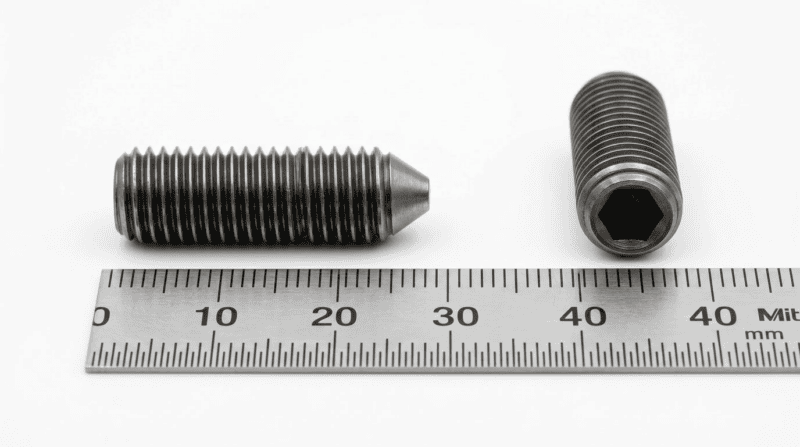
DIN913 là vít chỉnh lục giác chìm không đầu với đầu bằng, còn thường được gọi là vít grub or vít chỉnh Allen. Không giống như các loại vít tiêu chuẩn, DIN913 được ren toàn bộ không có đầu — nó nằm ngang hoặc dưới bề mặt chi tiết, được vặn bằng khóa lục giác (khóa Allen) cắm vào lỗ ở đầu vít.
Các đầu phẳng (đầu đĩa nhẵn) là đặc điểm nổi bật: nó tiếp xúc với bề mặt ghép mà không cắn hoặc làm xước bề mặt đó. Điều này khiến DIN913 trở thành lựa chọn ưu tiên cho các bề mặt cứng, điều chỉnh thường xuyên, và các cụm lắp ráp mà bộ phận ghép phải giữ nguyên không bị hư hại.
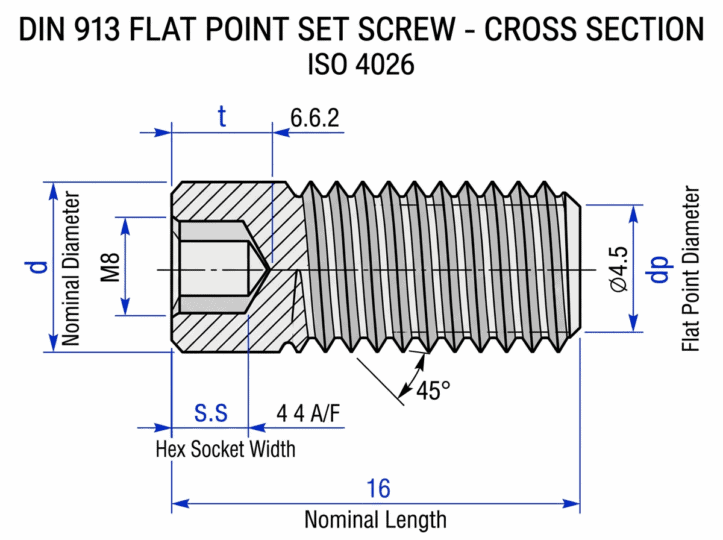
Đặc điểm kỹ thuật chính:
- Thân ren toàn bộ — toàn bộ thân đều có ren, không có đoạn thân trơn
- Vặn bằng khóa lục giác (khóa Allen) qua lỗ lõm
- Cấp độ cứng 45H đối với thép cacbon: bề mặt tối thiểu 45 HRC, lõi 33–39 HRC
- Cấp sản phẩm A theo DIN EN ISO 4759-1
- Tương đương ISO: ISO 4026 (kích thước giống hệt)
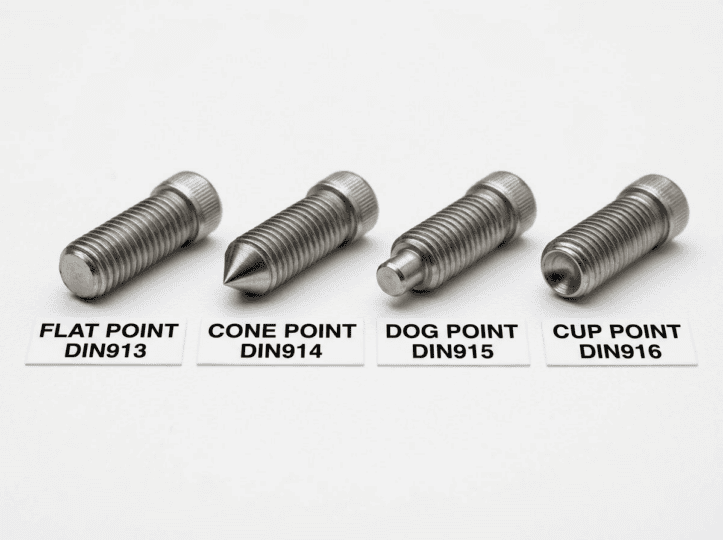
DIN913 vs DIN914 vs DIN915 vs DIN916 — So sánh loại đầu vít
Cả bốn tiêu chuẩn đều có thân không đầu với lỗ lục giác — chỉ khác nhau ở hình dạng đầu (điểm) cuối. Việc chọn đúng loại đầu là rất quan trọng: chọn sai có thể làm hỏng bề mặt ghép, giảm lực giữ, hoặc khiến việc tháo lắp sau này không thể thực hiện được.
| Đặc điểm | DIN913 Đầu phẳng | DIN914 Đầu nhọn hình nón | DIN915 Đầu chó | DIN916 Đầu cốc |
|---|---|---|---|---|
| Tương đương ISO | ISO 4026 | ISO 4027 | ISO 4028 | ISO 4029 |
| Hình dạng đầu | Đĩa phẳng, nhẵn | Hình nón nhọn thuôn | Chốt trụ nhô ra | Cốc lõm / vòng |
| Nguy cơ hư hại bề mặt | Tối thiểu | Cao (xuyên thủng) | Không có (lỗ khoan sẵn) | Trung bình (vết vòng) |
| Cơ chế Khóa | Ma sát / áp lực | Nón cắm sâu vào | Chốt trong lỗ — chính xác | Kẹp vành cốc |
| Có thể tái sử dụng | Cao | Low–Medium | Cao | Trung bình |
| Phù hợp nhất cho | Bề mặt cứng, điều chỉnh thường xuyên | Kim loại mềm, khóa một lần | Vị trí trục chính xác | Khóa chung, vòng cổ trục |
| Các Ứng Dụng Phổ Biến | Đồ gá, thiết bị, điểm dừng | Khóa trục thiết lập một lần | Bầu bánh răng, định vị trục | Ròng rọc, vòng cổ, tay cầm |
Bảng kích thước đầy đủ DIN913 (M1.6 – M24)
Per DIN913 / ISO 4026. dp = flat point đường kính. s = hex socket AF (Allen key size).
t = minimum socket engagement depth (short / long screws). All dimensions in mm.
| Ren d | Bước ren P (mm) | dp tối đa (mm) | dp tối thiểu (mm) | Lỗ lục giác e tối thiểu (mm) | Lục giác s danh nghĩa (mm) — Khóa lục giác | t ngắn tối thiểu (mm) | t dài tối thiểu (mm) |
|---|---|---|---|---|---|---|---|
| M1.6 | 0.35 | 0.80 | 0.55 | 0.809 | 0.7 | 0.7 | 1.5 |
| M2 | 0.40 | 1.00 | 0.75 | 1.011 | 0.9 | 0.8 | 1.7 |
| M2.5 | 0.45 | 1.50 | 1.25 | 1.454 | 1.3 | 1.2 | 2.0 |
| M3 | 0.50 | 2.00 | 1.75 | 1.733 | 1.5 | 1.2 | 2.0 |
| M4 | 0.70 | 2.50 | 2.25 | 2.303 | 2 | 1.5 | 2.5 |
| M5 | 0.80 | 3.50 | 3.20 | 2.873 | 2.5 | 2.0 | 3.0 |
| M6 | 1.00 | 4.00 | 3.70 | 3.443 | 3 | 2.0 | 3.5 |
| M8 | 1.25 | 5.50 | 5.20 | 4.583 | 4 | 3.0 | 5.0 |
| M10 | 1.50 | 7.00 | 6.64 | 5.723 | 5 | 4.0 | 6.0 |
| M12 | 1.75 | 8.50 | 8.14 | 6.863 | 6 | 4.8 | 8.0 |
| (M14) | 2.00 | 10.00 | 9.64 | 6.863 | 6 | 5.6 | 9.0 |
| M16 | 2.00 | 12.00 | 11.57 | 9.149 | 8 | 6.4 | 10.0 |
| (M18) | 2.50 | 13.00 | 12.57 | 11.429 | 10 | 7.2 | 11.0 |
| M20 | 2.50 | 15.00 | 14.57 | 11.429 | 10 | 8.0 | 12.0 |
| (M22) | 2.50 | 17.00 | 16.57 | 13.716 | 12 | 9.0 | 13.5 |
| M24 | 3.00 | 18.00 | 17.57 | 13.716 | 12 | 10.0 | 15.0 |
Các kích thước trong ngoặc (M14, M18, M22) không được ưu tiên theo ISO 4026; có thể hạn chế về khả năng cung cấp. dp = đường kính đầu phẳng. s = kích thước lỗ lục giác (kích thước khóa lục giác). t = độ sâu lỗ (vít ngắn/dài). Cấp độ cứng 45H: bề mặt tối thiểu 45 HRC, lõi 33–39 HRC.
Vật liệu & Cấp độ độ cứng
Ứng dụng DIN913 các cấp độ cứng — không phải hệ thống cấp độ bu lông 8.8/10.9. Cấp 45H là tiêu chuẩn cho vít chỉnh thép cacbon (độ cứng bề mặt tối thiểu 45 HRC). Các cấp thép không gỉ sử dụng hệ thống cấp A (A2-70, A4-70).
| Vật liệu | Cấp độ | Phù hợp nhất cho |
|---|---|---|
| Thép carbon | 45H | Lắp ráp cơ khí tổng hợp, đồ gá, đồ kẹp |
| Thép cacbon — Ôxít đen | 45H | Dụng cụ, hoàn thiện thẩm mỹ, chống ăn mòn nhẹ |
| Thép không gỉ A2 (304) | A2-70 | Thiết bị thực phẩm, ăn mòn nhẹ, có thể tái sử dụng |
| Thép không gỉ A4 (316) | A4-70 | Hàng hải, hóa chất, ngoài trời |
| Nhựa (Nylon / PVDF) | — | Không gây trầy xước, cách điện, bề mặt tiếp xúc mềm |
Đối với vít chỉnh bằng nhựa, chỉ định: Nylon DIN913 M6 × 12 — không cần cấp độ.
Ứng dụng chính
- ✔ Khóa vòng trục và bánh răng chống lại chuyển động trục dọc
- ✔ Ốc dừng điều chỉnh trong khuôn mẫu và thiết bị cố định
- ✔ Nút giữ, tay cầm và cần gạt trên trục
- ✔ Khóa vị trí trong hướng dẫn tuyến tính và thanh trượt
- ✔ Điện tử: cố định biến trở và điều khiển quay
- ✔ Dụng cụ gia công máy CNC: chặn đăng ký thành phần
- ✔ Phụ kiện nội thất: khóa kết nối vô hình
- ✔ Thủy lực / khí nén: giữ điều chỉnh van kim
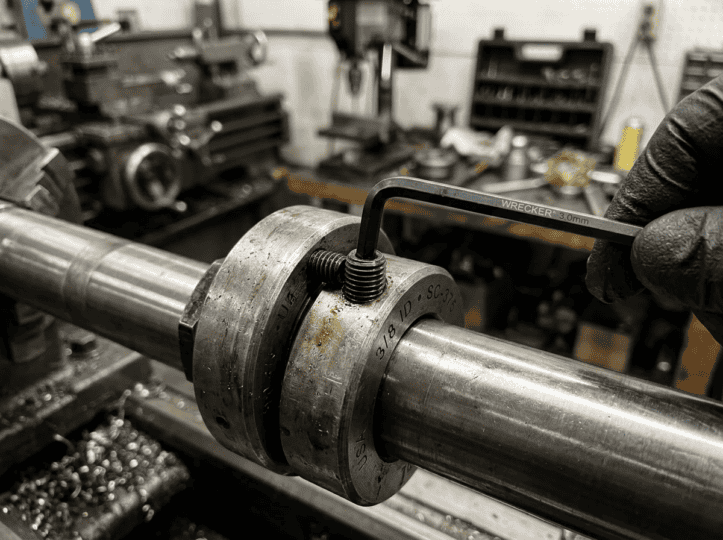
Cách lắp đặt vít set DIN913 đúng cách
Bước 1 — Chọn kích thước chìa lục giác phù hợp
Phù hợp chìa lục giác (chìa Allen) với giá trị trong bảng kích thước. Ví dụ: M6 dùng chìa lục giác 3mm, M8 dùng 4mm, M10 dùng 5mm. Sử dụng tay cầm hình chữ T hoặc chìa L với cánh dài để truyền lực tối đa. Chìa lục giác chất lượng thấp với các góc tròn có thể làm trượt ổ cắm — hãy đầu tư vào chìa thép công cụ chất lượng.
Bước 2 — Độ sâu tiếp xúc ren
Độ sâu tiếp xúc tối thiểu đề nghị: 1× đường kính ren. Ví dụ, M8 nên ren ít nhất 8mm vào lỗ đã khoan. Đối với các bộ lắp ráp rung lắc: sử dụng 1,5× đường kính giao nhau. Luôn kiểm tra độ ăn khớp của ren trước khi siết mô-men cuối cùng.
Bước 3 — Áp dụng mô-men siết đúng
Mô-men siết tham khảo khuyến nghị cho vít chỉnh đầu bằng DIN913:
| Kích thước | 45H Carbon (Nm) | A2/A4 Thép không gỉ (Nm) |
|---|---|---|
| M6 | 4.8 | 3,8–4,1 |
| M8 | 12 | 9,6–10,2 |
| M10 | 24 | 19,2–20,4 |
| M12 | 40 | 32–34 |
Giảm mô-men siết cho thép không gỉ 15–20% để tránh kẹt ren. Các giá trị chỉ mang tính tham khảo — xác nhận với kỹ sư lắp ráp.
Bước 4 — Sử dụng keo khóa ren nếu cần
Đối với môi trường rung động: hãy sử dụng keo khóa ren cường độ trung bình (ví dụ: Loctite 243) lên ren vít trước khi lắp đặt. Điều này giúp ngăn vít bị lỏng do rung động mà không khóa vĩnh viễn. Không sử dụng keo khóa ren với vít chỉnh nhựa/nylon — chất hóa học có thể làm hỏng vật liệu nylon. Đảm bảo ren ghép sạch và không còn dầu cắt trước khi bôi keo khóa.
Cách đặt hàng DIN913 — Định dạng thông số kỹ thuật
Sử dụng định dạng ký hiệu tiêu chuẩn khi đặt hàng để tránh nhầm lẫn:
Vít chỉnh DIN913 – M8 × 20 – 45H
- M8 — đường kính ren danh nghĩa (tính bằng mm)
- 20 — chiều dài danh nghĩa tính bằng mm (= tổng chiều dài vít, vì DIN913 không có đầu)
- 45H — cấp độ cứng (thép cacbon). Đối với inox: sử dụng A2 or A4
Ví dụ inox: Vít chỉnh DIN913 – M8 × 20 – A2
Lưu ý: chiều dài danh nghĩa bằng tổng chiều dài vít cho DIN913. Khác với vít đầu lục giác (chiều dài không tính phần đầu), DIN913 không đầu thì chiều dài CHÍNH LÀ tổng chiều dài.
DIN913 hoặc DIN916 — Hướng dẫn chọn nhanh
- → Bề mặt không được bị hư hại → Chọn DIN913 (đầu bằng)
- → Cần lực giữ mạnh hơn, chấp nhận để lại dấu trên bề mặt → Chọn DIN916 (đầu chỏm cốc)
- → Cần định vị trục chính xác → Chọn DIN915 (đầu chó)
- → Lắp đặt một lần trên kim loại mềm, lực giữ tối đa → Chọn DIN914 (đầu côn)
Chứng nhận chất lượng & Tài liệu
Mỗi đơn hàng vít chỉnh DIN913 đều kèm theo đầy đủ tài liệu truy xuất nguồn gốc.
ISO 9001:2015
Hệ thống quản lý chất lượng được chứng nhận bao gồm sản xuất, kiểm tra và giao hàng DIN913.
Chứng chỉ EN 10204 3.1
Chứng chỉ kiểm tra vật liệu đầy đủ cho từng lô — thành phần hóa học và tính chất cơ học.
Kiểm tra bên thứ ba SGS
Kiểm tra độc lập độ cứng và độ bền kéo có thể cung cấp theo yêu cầu.
Vật liệu tuân thủ RoHS
Lớp phủ oxit đen và mạ kẽm đáp ứng tiêu chuẩn RoHS EU 2011/65/EU.
Tại sao nên mua vít chỉnh DIN913 từ chúng tôi?
Chúng tôi sản xuất vít chỉnh đầu bằng DIN913 bằng công nghệ cán ren CNC chính xác với kiểm soát dung sai ISO 4759 đầy đủ. Mỗi lô đều được kiểm tra độ sâu lỗ lục giác, độ cứng và kiểm tra ren. Không qua trung gian — giá xuất xưởng trực tiếp kèm đầy đủ tài liệu.
- Hàng có sẵn: M4–M20 loại 45H và A2-70 — giao trong 3–5 ngày làm việc
- Đặt hàng theo yêu cầu: M1.6–M24, mọi chiều dài, 45H / A2 / A4 / Nylon, tối thiểu 500 cái
- Cán ren CNC, dung sai ISO 4759, kiểm tra độ sâu lỗ lục giác 100%
- Chứng chỉ vật liệu EN 10204 3.1 đi kèm với mỗi đơn hàng
- Tùy chọn bề mặt: trơn, oxit đen, mạ kẽm, thụ động hóa A4
- Đóng gói OEM: nhãn tùy chỉnh, cuộn/túi/hộp, sẵn sàng xuất khẩu
- Báo giá: 24 giờ tiêu chuẩn / 48 giờ cho đơn đặc biệt
- Tiết kiệm 25–35% so với giá đại lý tại Việt Nam cho các loại DIN tương đương

Tiêu chuẩn liên quan về bulong, ốc vít
Bạn cần số lượng lớn hoặc thông số kỹ thuật đặc biệt cho vít chỉnh DIN913?
Chúng tôi cung cấp vít chỉnh đầu bằng DIN913 bằng thép cacbon 45H, inox A2/A4 và nylon. Kích thước M1.6–M24, có thể đặt chiều dài theo yêu cầu. Số lượng tối thiểu từ 500 chiếc. Vật liệu tuân thủ RoHS và chứng chỉ EN 10204 3.1 có sẵn cho tất cả đơn hàng.
Câu hỏi thường gặp — Vít chỉnh DIN913
Các câu hỏi kỹ thuật về lựa chọn, đặt hàng, lắp đặt và tiêu chuẩn vít chỉnh đầu bằng DIN913.