مسامير الألمنيوم هي مثبتات خفيفة الوزن ومقاومة للتآكل مصنوعة من سبائك الألمنيوم (عادة 6061-T6 أو 7075-T6)، وتستخدم في الأماكن التي يكون فيها تقليل الوزن والمقاومة الطبيعية للتآكل أهم من القوة الشدية القصوى.
ادخل أي متجر بحري، أو محل دراجات، أو مورد مكونات طيران في مصر وستجد مسامير الألمنيوم في المقدمة. فهي ليست منتجًا وسطًا، بل هي خيار هندسي مقصود — خيار يوفر غرامات في التجميعات الحرجة، ويقاوم التآكل بمياه البحر دون طلاءات، ويقضي على التداخل المغناطيسي في الإلكترونيات الحساسة. الجزء الصعب هو معرفة متى يكون هذا الخيار مناسبًا بالضبط، وأي سبيكة يجب تحديدها، وما هي مشاكل التركيب التي يجب تجنبها.
يغطي هذا الدليل كل شيء: السبائك، الأنواع، التطبيقات، مخاطر التآكل الجلفاني، مواصفات العزم، والمقارنة المباشرة مع بدائل الفولاذ والتيتانيوم. في النهاية، ستكون قادرًا على تحديد مسامير الألمنيوم بثقة — أو تعرف بالضبط متى تختار شيئًا آخر.
ما هي مسامير الألمنيوم؟
مسامير الألمنيوم هي مثبتات ذات سن خارجي مصنوعة من سبائك الألمنيوم المشغولة، وتنتج من خلال عمليات الخراطة أو التشكيل البارد أو البثق. تعمل ميكانيكيًا بنفس طريقة مسامير الفولاذ — حمل التثبيت، تداخل السن، العزم — ولكن بخصائص مختلفة تمامًا: وزنها تقريبًا ثلث وزن الفولاذ ومقاومة بطبيعتها لتآكل الأكسدة في معظم البيئات.
الميزة الفارقة هي الكثافة. الفولاذ كثافته تقريبًا 7.85 جم/سم³. سبائك الألمنيوم المستخدمة في المسامير تتراوح من 2.70 إلى 2.85 جم/سم³، ما يعني أن المسمار بنفس الشكل الهندسي يزن أقل بحوالي 65٪. في ناقل حركة الدراجة، أو عمود مقعد السباق، أو لوح الطائرة، هذا الفرق يتراكم بسرعة.
كيف تُصنع مسامير الألمنيوم
معظم مسامير الألمنيوم تبدأ كقضبان مبثوقة — عادة 6061-T6 أو 7075-T6 — ثم تُشغل بماكينات CNC للوصول إلى الشكل النهائي. المثبتات ذات الإنتاج الكبير (براغي الماكينات، مسامير الرأس السداسي) قد تُشكل بالتشكيل البارد، حيث يُشكل الرأس بالضغط بدلاً من القطع. التشكيل البارد أسرع لكنه يقتصر على السبائك الأكثر ليونة (6061) لأن 7075 أقل ليونة.
بعد التشغيل، غالبًا ما تُخضع المسامير لعملية الأنودة. أنودة النوع الثاني تبني طبقة أكسيد بسماكة 5–25 ميكرومتر لتحسين مقاومة التآكل والسماح بالتلوين. أنودة النوع الثالث (الصلبة) تنتج طبقة أكثر سمكًا وصلابة (25–100 ميكرومتر، وتصل صلابتها إلى 60–70 روكويل C على السطح) للتطبيقات التي تتطلب مقاومة عالية للتآكل.
كيف تختلف عن مسامير الفولاذ
يلخص الجدول أدناه الفروقات العملية التي تهم المهندسين:
الجدول 1: مسامير الألمنيوم مقابل مسامير الفولاذ — مقارنة الخصائص الرئيسية
| الممتلكات | 6061-T6 ألمنيوم | فولاذ مقاوم للصدأ A2-70 | فولاذ درجة 8 |
|---|---|---|---|
| الكثافة (جم/سم مكعب) | 2.70 | 7.93 | 7.85 |
| قوة الشد | 310 ميغاباسكال (45 ksi) | 700 ميغاباسكال (101 ksi) | 1,030 ميغاباسكال (150 ksi) |
| قوة الخضوع | 276 ميغاباسكال (40 ksi) | ٤٥٠ ميجا باسكال (٦٥ كسي) | ٨٩٥ ميجا باسكال (١٣٠ كسي) |
| الوزن مقابل الفولاذ | أخف بحوالي ٦٥٪ | خط الأساس | خط الأساس |
| مقاومة التآكل | ممتاز (أكسيد طبيعي) | ممتاز (طبقة سلبية) | ضعيف (يصدأ بدون طلاء) |
| مغناطيسي | لا يوجد | قليلاً | نعم |
| خطر التآكل الناتج عن الاحتكاك | مرتفع (معدن على معدن) | معتدل | منخفضة |
| التكلفة (نسبيًا) | متوسط | متوسط | منخفضة |
فارق القوة حقيقي وغير قابل للتفاوض. مسمار ألومنيوم ٦٠٦١-T6 يوفر حوالي ٣٠٪ فقط من قوة الشد لمسمار فولاذي من الدرجة ٨ بنفس الحجم. لهذا السبب تُستخدم مسامير الألومنيوم في الوصلات غير الهيكلية والحساسة للوزن — وليس في مكونات التعليق أو الهياكل الفولاذية.
درجات وأنواع سبائك مسامير الألومنيوم
تحدد تسمية السبيكة تقريبًا كل شيء عن قوة مسمار الألومنيوم وقابليته للتشغيل وسلوكه ضد التآكل. تسيطر ثلاث سبائك على السوق: ٦٠٦١-T6، ٧٠٧٥-T6، و٢٠٢٤-T4.
يتبع نظام الأرقام تصنيف رابطة الألومنيوم ذو الأربعة أرقام، حيث يحدد الرقم الأول العنصر الرئيسي في السبيكة. وفقًا لـ دليل ASM International لسبائك الألومنيوم، تستخدم سبائك سلسلة ٦٠٠٠ المغنيسيوم والسيليكون كعناصر رئيسية، وسلسلة ٧٠٠٠ تستخدم الزنك، وسلسلة ٢٠٠٠ تستخدم النحاس.
٦٠٦١-T6: الحصان العامل
٦٠٦١-T6 هو أكثر سبائك مسامير الألومنيوم استخدامًا لسبب وجيه: سهل التشغيل، متوفر بكثرة، قابل للحام (رغم أن لحام المسمار نفسه نادر)، ويوفر مزيجًا موثوقًا من القوة ومقاومة التآكل.
يشير التصنيف “T6” إلى أن السبيكة تم معالجتها حرارياً ثم تم تعتيقها صناعياً للوصول إلى أقصى قوة. المواصفات الرئيسية:
- قوة الشد: ٣١٠ ميجا باسكال (٤٥,٠٠٠ رطل لكل بوصة مربعة)
- قوة الخضوع: ٢٧٦ ميجا باسكال (٤٠,٠٠٠ رطل لكل بوصة مربعة)
- الاستطالة: ١٢٪ (ليونة جيدة، لن ينكسر بدون إنذار)
- التأكسد: يستجيب جيدًا للتأكسد من النوع الثاني والثالث
عمليًا، تغطي براغي الألمنيوم ٦٠٦١-T6 حوالي ٨٠٪ من التطبيقات العامة: تثبيت الألواح، حاويات الإلكترونيات، المعدات البحرية حيث الأحمال معتدلة، مكونات الدراجات، والتجميعات المعمارية.
٧٠٧٥-T6: خيار القوة العالية
٧٠٧٥-T6 هو أقرب ما يصل إليه الألمنيوم من قوة الفولاذ. سبيكة الزنك والنحاس والمغنيسيوم توفر قوة شد ٥٧٢ ميجا باسكال (٨٣,٠٠٠ رطل لكل بوصة مربعة) — تقريبًا ضعف ٦٠٦١-T6 — مما يجعله منافسًا للفولاذ من الدرجة الخامسة (٨٢٥ ميجا باسكال) مع وزن أقل بنسبة ٦٥٪.
المقايضات:
- مقاومة التآكل: أسوأ بشكل ملحوظ من ٦٠٦١. يتطلب ٧٠٧٥ التأكسد أو الطلاء في أي بيئة بحرية أو خارجية.
- قابلية التشغيل: جيدة، لكن يتصلب أثناء العمل بسرعة أكبر أثناء التسنين — إنتاج أبطأ.
- تشققات الإجهاد الناتجة عن التآكل (SCC): ٧٠٧٥ في حالة T6 معروف بحساسيته لتشققات الإجهاد الناتجة عن التآكل تحت إجهاد شد مستمر في بيئات متآكلة. تقلل حالة T73 أو T7351 هذا الخطر ولكن تقلل أيضًا القوة بنسبة ~١٠–١٥٪.
- التكلفة: أغلى بنسبة ١٥–٣٠٪ من مثبتات ٦٠٦١.
استخدم براغي ٧٠٧٥-T6 في هياكل الطيران، مكونات السباقات عالية الأداء، والتطبيقات التي تتطلب وزنًا منخفضًا وحمل تثبيت عالي فعليًا.
٢٠٢٤-T4: الكلاسيكي في مجال الطيران
يستخدم سبيكة 2024 النحاس كعنصر السبك الأساسي، مما يمنحها مقاومة ممتازة للإجهاد — وهي خاصية حاسمة في هياكل الطائرات التي تتعرض لدورات تحميل متكررة. تبلغ قوة الشد لديها 469 ميجا باسكال (68,000 رطل لكل بوصة مربعة)، بين 6061 و7075.
ومع ذلك، فإن 2024 هي الأسوأ من بين الثلاثة من حيث مقاومة التآكل. فمحتوى النحاس يخلق مواقع نشطة للهجوم الجلفاني، وسيتآكل 2024 غير المطلي بسرعة في رذاذ الملح. لذلك يُستخدم غالبًا مع طبقة ألعلاد (طلاء رقيق من الألمنيوم النقي) أو طبقة حماية في تطبيقات الطيران. أما للاستخدام الصناعي العام، فإن 6061 أو 7075 خيارات أفضل.
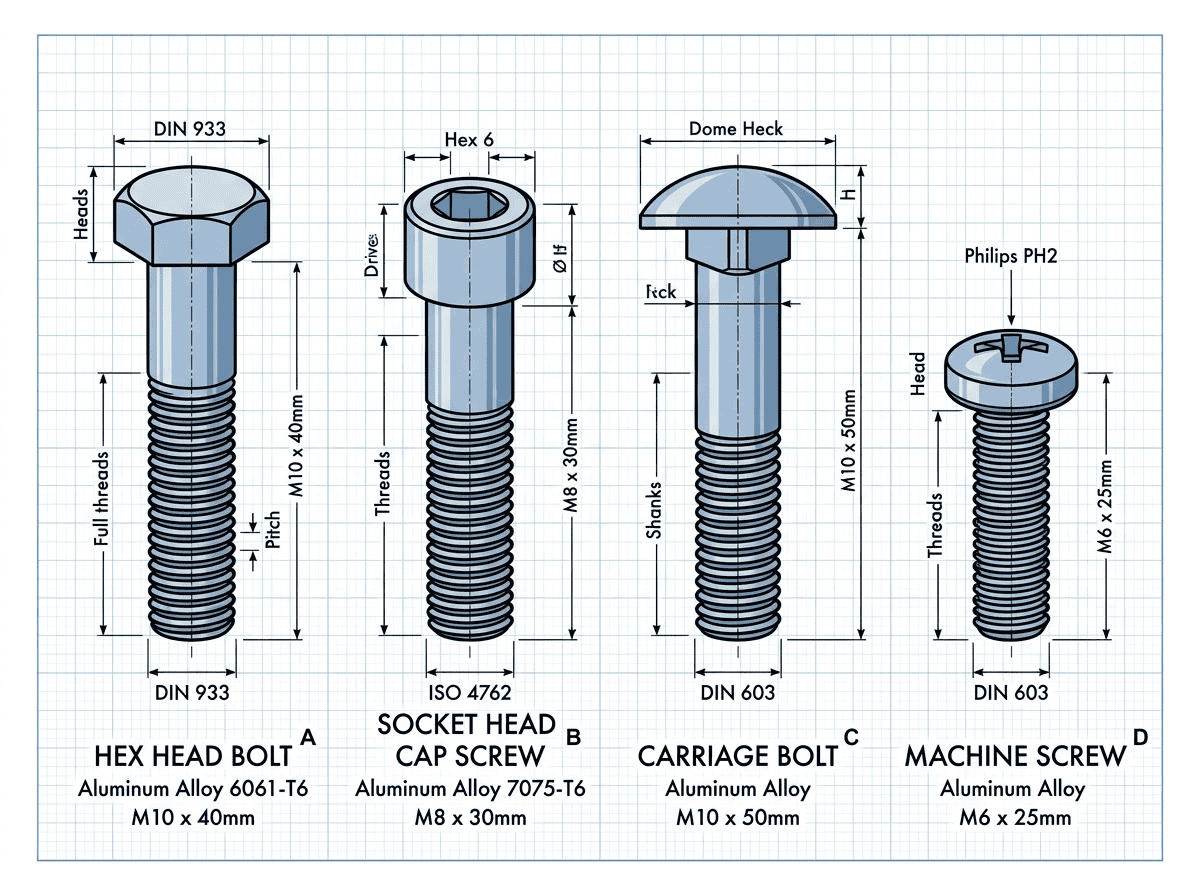
أنواع مسامير الألمنيوم
تتوفر مسامير الألمنيوم بجميع أشكال الرؤوس وتكوينات السن المتوفرة في الفولاذ — الهندسة متطابقة، فقط المادة هي التي تتغير. يعتمد اختيار نوع الرأس على إمكانية الوصول بالأداة، ومتطلبات العزم، والاعتبارات الجمالية.
مسامير سداسية الرأس من الألمنيوم
مسمار الرأس السداسي القياسي هو أكثر أنواع مسامير الألمنيوم شيوعًا. متوفر بسن UNC/UNF (بوصة) والسن المتري من #10 حتى قطر 1 بوصة (M6 حتى M24 متري). يسمح الرأس السداسي الكبير بتطبيق عزم دوران مرتفع باستخدام مفاتيح قياسية، مما يجعله مفضلًا لوصلات الفلانش، ومعدات سطح السفن البحرية، والألواح الهيكلية.
مسامير سداسية مع حافة — مع حافة غسالة مدمجة تحت الرأس — شائعة في أعمال ألواح الألمنيوم لأنها توزع حمل التثبيت على مساحة أوسع، مما يقلل من خطر الانسحاب في تطبيقات الصفائح الرقيقة.
مسامير رأس سداسي داخلي من الألمنيوم (SHCS)
تستخدم مسامير الرأس السداسي الداخلي محرك سداسي داخلي (ألين)، مما يسمح بتطبيق عزم دوران مرتفع في الأماكن الضيقة التي لا يمكن فيها تحريك المفتاح. يجلس الرأس الأسطواني بشكل متساوٍ أو شبه متساوٍ عند غمره، مما يجعله شائعًا في المعدات الدقيقة، وأعمدة الدراجات، ومعدات الكاميرات، وهياكل الإلكترونيات.
تتوفر مسامير SHCS من نوع 6061-T6 جاهزة من السوق. وتنتشر مسامير SHCS من نوع 7075-T6 في مجتمعات الدراجات، ورياضة السيارات، والطيران — ابحث عن مجموعات مسامير ما بعد البيع للدراجات والسيارات التي تحدد 7075 بالكامل.
مسامير النقل من الألمنيوم
تتميز مسامير النقل برأس أملس مقبب وكتف مربع أسفله يثبت في الخشب أو المواد المركبة، مما يمنع الدوران أثناء شد الصامولة. تُستخدم مسامير النقل من الألمنيوم على نطاق واسع في بناء الأرصفة، وأسطح السفن البحرية، والأثاث الخارجي حيث تهم مقاومة التآكل ويُفضل الرأس المقبب النظيف من الناحية الجمالية.
القيد: الكتف المربع لا يثبت بقوة في المواد الصلبة كما في الخشب، لذا لا يُنصح عادة باستخدام مسامير النقل في تجميع المعدن مع المعدن.
مسامير الماكينة ومسامير الرأس المسطح من الألمنيوم
مسامير الماكينة — ذات السيقان الملولبة بالكامل وأنواع القيادة المختلفة (فيليبس، مشقوق، سداسي، توركس) — هي الخيار الأساسي لصناديق الإلكترونيات، ولوحات العدادات، وأي مكان تُستخدم فيه تكوينات سن-إلى-صامولة أو سن-إلى-فتحة ملولبة. الإصدارات ذات الرأس المسطح (الغاطسة) تجلس بمستوى السطح المتصل، وهو أمر مهم في التطبيقات الديناميكية الهوائية أو المريحة.
الجدول 2: أنواع مسامير الألمنيوم حسب التطبيق
| نوع البرغي | الأفضل لـ | تجنب الاستخدام لـ |
|---|---|---|
| برغي سداسي | معدات بحرية، وصلات ذات حواف | المساحات الضيقة جدًا |
| مسمار سداسي بحافة | ألواح رقيقة، صفائح ألومنيوم | الاهتزاز العالي بدون مثبت لولبي |
| مسمار رأس سداسي داخلي | معدات دقيقة، مكونات الدراجات | عزم دوران عالي باستخدام مفاتيح سداسية أساسية |
| برغي العربة | ألواح خشبية/مركبة، معدات الأرصفة | تثبيت معدني على معدني |
| مسمار ماكينة | إلكترونيات، لوحات أجهزة القياس | وصلات هيكلية أو عالية التحميل |
| مسمار عين (ألومنيوم) | نقاط رفع غير هيكلية، تجهيزات الرفع | أي رفع حرج للسلامة |
تطبيقات صناعية لمسامير الألومنيوم
تظهر مسامير الألومنيوم في كل مكان تفضل فيه المعادلة الهندسية توفير الوزن ومقاومة التآكل على القوة الخام. أربع صناعات تقود غالبية الطلب.
الصناعات البحرية والقوارب
البيئات البحرية معادية بشكل فريد للمثبتات. مياه البحر تسرّع التآكل في معظم المعادن، الضوء فوق البنفسجي يفسد الطلاءات، والاهتزاز المستمر يفك المثبتات. براغي الألمنيوم — خاصة 6061-T6 المؤكسدة — تصمد بشكل ملحوظ في التطبيقات البحرية فوق سطح الماء: أرضيات الساج، المراسي، الفتحات، حاملات القضبان، وحاويات إلكترونيات الملاحة.
التحذير الأساسي هو التآكل الجلفاني عند تلامس الألمنيوم مع سبائك النحاس (البرونز، النحاس الأصفر) أو الفولاذ المقاوم للصدأ في إلكتروليت مياه البحر. تحت خط الماء، يصبح هذا الخطر شديدًا لدرجة أن مثبتات الألمنيوم تُتجنب عادةً في هياكل الألمنيوم لصالح مونيل أو البرونز السيليكوني في مناطق التلامس المحددة. فوق خط الماء، العزل المناسب (غسالات نايلون، شريط حاجز) يدير الخطر بشكل كافٍ.
الفضاء والطيران
الوزن يعني المال في صناعة الطيران. وفقًا لـ بيانات خصائص المواد من Engineering Toolboxنسبة القوة إلى الوزن للألمنيوم تجعله مادة المثبت المفضلة للهياكل الثانوية للطائرات — الألواح الداخلية، الأغطية، أبواب الوصول، رفوف الأجهزة الإلكترونية، والهياكل غير الحاملة للأحمال. 7075-T6 يُستخدم للهياكل الأساسية حيث تهم القوة؛ 6061-T6 يغطي الهياكل الثانوية.
مواصفات هيئة الطيران المدني والمواصفات العسكرية (معايير AN/NAS) تحكم درجات مثبتات الألمنيوم في الطائرات المعتمدة. للطائرات التجريبية والمبنية منزليًا، براغي 7075-T6 شائعة في وصلات أنظمة التحكم وحوامل المحرك — لكن يجب دائمًا الرجوع لمواصفات المثبتات الخاصة بمصنع المجموعة.
السيارات ورياضة السيارات
في فورمولا 1، إندي كار، ورياضة السيارات للهواة، كل جرام يُزال من الكتلة الدوارة أو غير المدعومة يحسن الأداء. مجموعات براغي الألمنيوم تُباع كبدائل مباشرة لمعدات الفولاذ على حوامل الكوابح، أغطية الصمامات، وصلات ناقل الحركة، ومجمعات السحب — في أي مكان بالغت الشركة المصنعة في استخدام الفولاذ لضمان المتانة العامة.
يستخدم مالكو السيارات العادية براغي الألمنيوم لأغراض التزيين (جمالية حجرة المحرك) وتقليل الوزن في سيارات أيام السباق. القاعدة في رياضة السيارات: لا تستبدل البراغي الهيكلية (التعليق، حوامل المحرك، براغي العجلات) بالألمنيوم — نقص القوة غير مقبول في الوصلات الحرجة للسلامة.
الإلكترونيات والأغلفة
براغي الألمنيوم هي المثبت الافتراضي لحاويات الإلكترونيات، رفوف الخوادم، الأجهزة العلمية، ومعدات الترددات اللاسلكية/الميكروويف لسببين: السلوك غير المغناطيسي (لا يؤثر على الحساسات أو المكونات المغناطيسية) والموصلية. توفر براغي الألمنيوم ترابطًا كهربائيًا موثوقًا بين مكونات الهيكل — مهم للامتثال لمعايير التداخل الكهرومغناطيسي والتأريض — دون وزن أو حجم معدات الفولاذ.
بالنسبة لمعدات التثبيت على الرفوف (رفوف خوادم 19 بوصة، معدات الصوت)، صواميل وبراغي الألمنيوم M6 هي المعيار. خطر التآكل الجلفاني مع هيكل الألمنيوم الذي يتم التثبيت فيه ضئيل لأن كلاهما من نفس المادة.
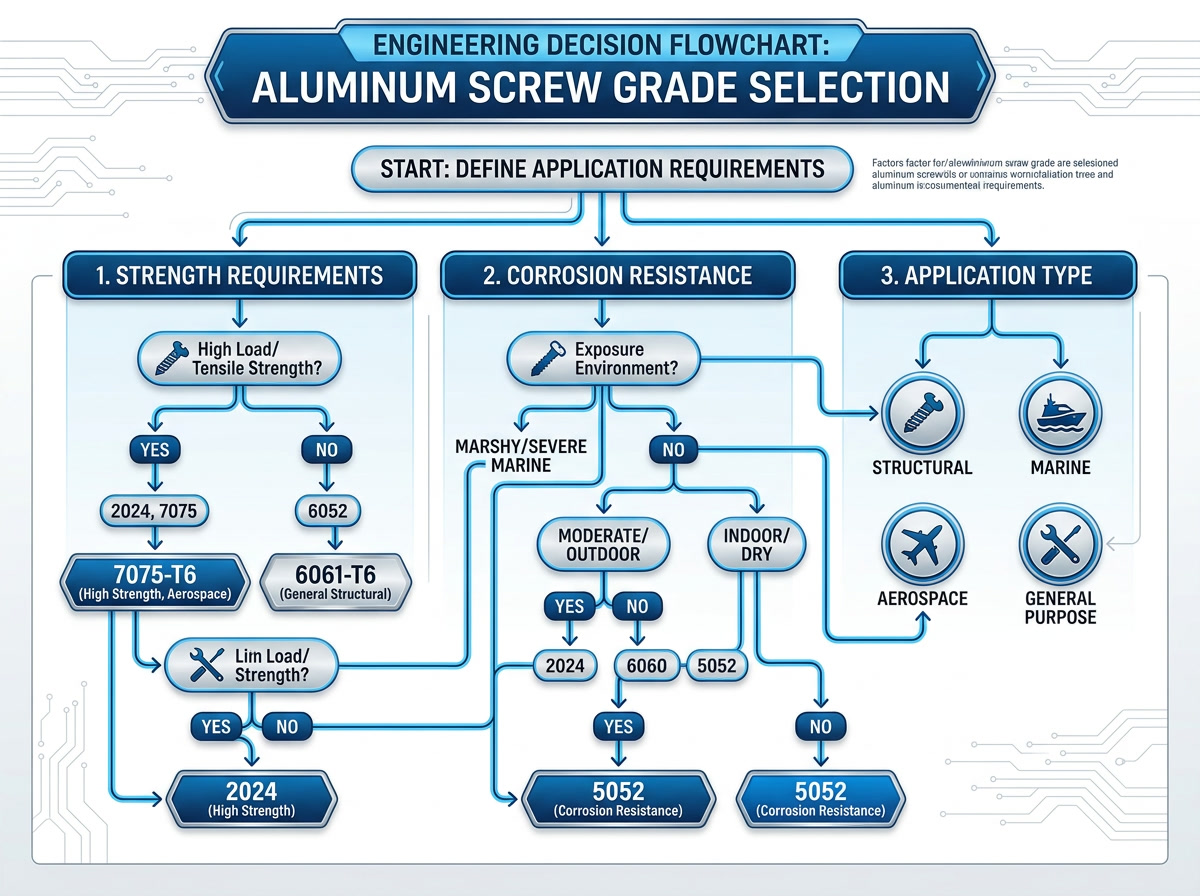
كيفية اختيار برغي الألمنيوم المناسب
اختر براغي الألمنيوم عندما تحقق تطبيقك على الأقل اثنين من هذه المعايير: أهمية تقليل الوزن، الحاجة لمقاومة التآكل في البيئة، والأحمال الهيكلية ضمن قدرة السبيكة.
الخطوة 1: حساب الحمل
قبل اختيار أي مثبت، حدد حمل الوصلة. احسب إجمالي الحمل الشد أو القص عبر جميع المثبتات في الوصلة، ثم طبق عامل أمان لا يقل عن 2:1 (4:1 للتطبيقات الحرجة للسلامة). إذا لم يستطع برغي 6061-T6 بالحجم المختار تحمل الحمل بهذا الهامش، انتقل إلى 7075-T6 — أو أعد النظر في استخدام الألمنيوم.
للمراجعة: برغي M8 × 1.25 في 6061-T6 لديه حمل إثبات تقريبي ~7.5 كيلو نيوتن. نفس البرغي في 7075-T6 يضاعف ذلك تقريبًا. برغي فولاذ درجة 8 M8 يثبت عند حوالي 22 كيلو نيوتن. إذا كنت بحاجة إلى 22 كيلو نيوتن من مثبت واحد، الألمنيوم ليس المادة المناسبة.
الخطوة 2: تقييم البيئة
- داخلي، جاف: 6061-T6 عاري أو مؤكسد من النوع الثاني. كلاهما يعمل جيدًا.
- خارجي، رطب: أنودة من النوع الثاني أو الثالث للألمنيوم 6061-T6. سيؤدي ترك الألمنيوم مكشوفًا إلى تطور حفر سطحية مع مرور الوقت.
- مياه مالحة/بيئة بحرية (السطح العلوي): ألومنيوم 6061-T6 مؤكسد مع عوازل عند وجود معادن مختلطة.
- مياه مالحة/بيئة بحرية (مغمور أو منطقة الرش): أعد التقييم — البرونز السيليكوني، مونيل، أو الفولاذ المقاوم للصدأ A4 أكثر ملاءمة.
- التعرض للمواد الكيميائية: تحقق من توافق المادة الكيميائية مع الحمض أو القلوي المحدد. الألمنيوم يتعرض للهجوم من قبل الأحماض والقلويات القوية.
الخطوة 3: حدد نوع الخيط والحجم
تتوفر مسامير الألمنيوم بخيوط إنشية (UNC/UNF) ومترية. إذا كنت تعمل في صناعة تعتمد النظام المتري (الطيران، السيارات، الإلكترونيات)، استخدم النظام المتري بالكامل. غالبًا ما يستخدم العتاد البحري في مصر الخيوط الإنشية — تحقق من العتاد الموجود قبل الطلب.
عمق تداخل الخيط أكثر أهمية في الألمنيوم منه في الفولاذ. في مادة أم من الألمنيوم ملولبة، القاعدة العامة هي تداخل لا يقل عن 1.5× القطر (مثلاً، على الأقل 12 مم من تداخل الخيط لمسمار M8). في الصامولة، ارتفاع الصامولة القياسي كافٍ.
متى لا يجب استخدام مسامير الألمنيوم
بعض التطبيقات لا يجب أبدًا استخدام مسامير الألمنيوم فيها، بغض النظر عن توفير الوزن:
- مسامير العجلات/صواميل العجلات: مرتبطة بالسلامة؛ الألمنيوم يفتقر إلى قوة التحمل اللازمة لدورات العزم المتكررة عند أحمال العجلات.
- مسامير رأس المحرك: دورات الحرارة العالية ومتطلبات الحمل الشديد تتجاوز قدرة الألمنيوم.
- وصلات الفولاذ الهيكلية: وصلات الفولاذ إلى الفولاذ ذات الأحمال التصميمية التي تتجاوز قدرة 6061.
- أي وصلة سيتم إعادة شدها بشكل متكرر: خيوط الألمنيوم تتآكل أسرع من الفولاذ؛ التجميع والفك المتكرر يضعف سلامة الخيط.
تآكل الجلفاني: الخطر الخفي مع مسامير الألمنيوم
يحدث التآكل الجلفاني عندما يتم توصيل معدنين مختلفين كهربائيًا ولهما إمكانات كيميائية كهربائية مختلفة في وجود إلكتروليت — عادة الماء أو رذاذ الملح. الألمنيوم معدن أنودي (نشط) يتآكل تضحيًا عندما يقترن مع معادن أكثر نبلاً مثل النحاس أو البرونز أو الفولاذ المقاوم للصدأ.
كما هو موضح في تغطية ويكيبيديا لتآكل الجلفاني، عندما يتكون زوج جلفاني، يتآكل المعدن الأنودي أسرع مما لو كان منفردًا، بينما يتآكل المعدن الكاثودي أبطأ. في بيئة مياه مالحة، ستتآكل مسامير الألمنيوم المثبتة في وصلة برونزية بشكل تفضيلي — وأحيانًا بسرعة.
سلسلة الجلفاني — ما يجب الانتباه إليه
الخطر العملي يعتمد على مدى تباعد المعدنين في سلسلة الجلفاني. وفقًا لإرشادات من corrosion-doctors.org، لتقليل الهجوم الجلفاني، يجب ألا يتجاوز الفرق في الجهد بين المعادن المقترنة:
- 0.25 فولت في البيئات القاسية (البحرية، الرطوبة العالية)
- 0.50 فولت في البيئات الداخلية الخاضعة للسيطرة
الاقترانات الإشكالية مع مسامير الألمنيوم:
- الألمنيوم + النحاس أو النحاس الأصفر: خطر مرتفع (فرق جهد كبير)
- الألمنيوم + الفولاذ المقاوم للصدأ: خطر متوسط (يمكن التحكم فيه بالعزل)
- الألمنيوم + الكربون/الجرافيت: خطر شديد (المركبات المصنوعة من ألياف الكربون تقدم هذه المشكلة)
- الألمنيوم + الألمنيوم (نفس السبيكة): لا يوجد خطر
استراتيجيات الوقاية
- غسالات العزل: غسالات من النايلون أو التيفلون (PTFE) أو النيوبرين تحت الرأس وبين ساق البرغي والمعدن المختلف المتصل تقطع الدائرة الكهربائية.
- شحم عازل: يُوضع على الأسلاك قبل التركيب لمنع تسرب الرطوبة ويبطئ تكوّن الإلكتروليت في منطقة التلامس.
- أكسدة البرغي: طبقة الأكسيد توفر مقاومة كهربائية معتدلة، مما يبطئ التيار الجلفاني — ليست حلاً كاملاً في الغمر، لكنها مفيدة في مناطق الرش.
- تطابق المعادن: عند الإمكان، استخدم براغي الألمنيوم فقط في المواد الأساسية من الألمنيوم. استخدم براغي الستانلس في المكونات المصنوعة من الستانلس أو البرونز.
- شريط حاجز: شريط ذاتي الاندماج حول مجموعة البرغي في التطبيقات البحرية، خاصة عند اختراقات خط الماء.
نصائح التركيب لبراغي الألمنيوم
مواصفات العزم
براغي الألمنيوم تتطلب عزم دوران أقل بكثير من براغي الفولاذ من نفس الحجم. الإفراط في الشد هو الخطأ الأكثر شيوعًا في التركيب — يؤدي إلى تمدد البرغي أو تلف الأسلاك. القيم التالية تنطبق على براغي الألمنيوم 6061-T6 جاف (بدون مزلق):
الجدول 3: مواصفات العزم التقريبية — براغي الألمنيوم 6061-T6
| الحجم | عزم الدوران (رطل-بوصة) | عزم الدوران (نيوتن متر) |
|---|---|---|
| #8-32 | 15–18 رطل-بوصة | 1.7–2.0 نيوتن متر |
| #10-24 | 22–25 رطل-بوصة | 2.5–2.8 نيوتن متر |
| 1/4″-20 | 50–60 رطل-بوصة | 5.6–6.8 نيوتن متر |
| 5/16″-18 | 90–100 رطل-بوصة | 10.2–11.3 نيوتن متر |
| 3/8″-16 | 160–180 رطل-بوصة | 18–20 نيوتن متر |
| M6 × 1.0 | — | 4–5 نيوتن متر |
| M8 × 1.25 | — | 9–11 نيوتن متر |
| M10 × 1.5 | — | 18–20 نيوتن متر |
بالنسبة لـ مسامير 7075-T6، تزداد قيم العزم بحوالي 30–40٪ بسبب قوة المادة الأعلى. يجب دائمًا الرجوع إلى ورقة بيانات الشركة المصنعة للمثبت للحصول على المواصفات الخاصة بالتطبيق.
منع التآكل الناتج عن الالتصاق
اللحام البارد — وهو التحام الأسطح تلقائيًا تحت الضغط — هو نقطة ضعف الألمنيوم في تطبيقات المثبتات. عندما يتم ربط مسمار ألمنيوم في ثقب ملولب من الألمنيوم (أو مع صامولة ألمنيوم)، يمكن أن تلتصق الأسطح أثناء الشد، إما أن تتلف السنون أو تجعل التجميع مغلقًا بشكل دائم.
الوقاية:
- ضع مركب مضاد للالتصاق (قائم على النيكل أو النحاس) على السنون قبل التجميع. هذا أمر غير قابل للتفاوض عند تلامس الألمنيوم مع الألمنيوم.
- قم بربط السنون ببطء — لا تستخدم الأدوات الكهربائية بسرعة عالية لربط مسامير الألمنيوم. اقترب من العزم النهائي باستخدام الأدوات اليدوية.
- استخدم لوالب حلزونية من الفولاذ المقاوم للصدأ في الثقوب الملولبة المصنوعة من الألمنيوم والتي يتم فكها وتجميعها بشكل متكرر لتوفير سطح سنون أكثر صلابة.
تثبيت السنون
ارتخاء الاهتزاز يمثل مشكلة مع البراغي المصنوعة من الألمنيوم لأن معامل المرونة المنخفض يعني أن الوصلات تستقر أكثر من الفولاذ. الخيارات:
- لوكتايت متوسط القوة (أزرق، 243): مناسب لمعظم تطبيقات البراغي الألمنيوم. يمكن فكه بأدوات اليد عند التسخين حتى حوالي 250 درجة فهرنهايت.
- لوكتايت منخفض القوة (بنفسجي، 222): للمسامير الصغيرة (M6 وما دون) أو عندما تحتاج إلى فك موثوق بدون حرارة.
- تجنب لوكتايت الأحمر (الدائم) على الألمنيوم إلا إذا كنت فعلاً لن تحتاج أبداً لإزالة البرغي — بقاياه قد يصعب تنظيفها من خيوط الألمنيوم.
- صواميل قفل بإدخال نايلون (نايلوك): بديل ميكانيكي ممتاز لا يحتاج إلى مادة لاصقة.
مقارنة كاملة بين براغي الألمنيوم والبدائل:
اختيار براغي الألمنيوم يعني الموازنة مع مواد تثبيت أخرى. إليك المقارنة الصادقة:
الألمنيوم (6061-T6) مقابل الفولاذ المقاوم للصدأ (A2-70): الألمنيوم يتفوق في الوزن (أخف بنسبة 65%)، ويخسر في القوة (44% من الشد) ومقاومة التآكل. الفولاذ المقاوم للصدأ هو الخيار الأفضل في المناطق المغمورة؛ الألمنيوم يتفوق في التجميعات الحساسة للوزن فوق السطح.
الألمنيوم (7075-T6) مقابل التيتانيوم الدرجة الخامسة (Ti-6Al-4V): هذه هي المقارنة المثيرة في الدراجات عالية الأداء والطيران. التيتانيوم لديه قوة شد حوالي 950 ميجا باسكال (مقابل 572 ميجا باسكال لـ 7075)، ووزنه تقريباً مساوي لـ 7075 عند 4.43 جم/سم³ (مقابل 2.85 جم/سم³) — في الواقع التيتانيوم أثقل لكل وحدة حجم لكنه يتمتع بنسبة قوة إلى وزن فائقة. التيتانيوم أيضاً لا يتآكل، لا يحتاج طلاء، ولا يتشقق بالإجهاد بسهولة. التيتانيوم يخسر في التكلفة: براغي التيتانيوم تكلف 5–10 مرات أكثر من براغي الألمنيوم 7075 المكافئة. في معظم التطبيقات، 7075 هو الخيار العملي؛ أما في التطبيقات الحرجة للوزن ودورات التشغيل العالية (دراجة هوائية فاخرة، تعليق سيارة سباق غير هيكلي)، التيتانيوم يستحق سعره.
الألمنيوم مقابل النايلون: براغي النايلون غير موصلة للكهرباء، مقاومة كيميائياً، ومحصنة فعلاً ضد التآكل الجلفاني — لكن قوة الشد (~70 ميجا باسكال) تجعلها مناسبة فقط لأغطية الألواح، تطبيقات العزل الكهربائي، والحاويات الخفيفة. ليست بديلاً حقيقياً للاستخدام الهيكلي.
اتجاهات مستقبلية في مثبتات الألمنيوم
سوق مثبتات الألمنيوم يتجه نحو سبائك أقوى، طلاءات أفضل، ودمج مع التجميعات المركبة. هناك اتجاهان سيعيدان تشكيل معنى “برغي الألمنيوم” بحلول نهاية العقد.
تطوير سبائك عالية القوة
يتم حالياً إجراء أبحاث مكثفة على سبائك الألمنيوم من الجيل القادم لرفع مقاومة الشد إلى ما فوق حاجز 700 ميغاباسكال مع الحفاظ على مقاومة التآكل — وهو مزيج غير ممكن حالياً مع سبيكة 7075 القياسية. سبائك الألمنيوم مع السكانديوم تظهر وعداً خاصاً في مثبتات الطيران: إضافة السكانديوم بنسبة 0.1–0.3٪ تحسن بنية الحبيبات، وتزيد القوة بعد اللحام، وتحسن عمر التعب. مع استقرار سلاسل توريد السكانديوم، من المتوقع ظهور مسامير ألمنيوم بمواصفات الطيران بأداء يقترب من التيتانيوم وبتكلفة أقل بكثير.
تستمر صناعة سبائك الألمنيوم المشغولة في التطور، مع موارد البحث التابعة لجمعية ASM الدولية توثق التطورات المستمرة في تحسين التركيبات لتطبيقات المثبتات في البيئات القاسية.
تصميم مثبتات متوافقة مع المواد المركبة
الألياف الكربونية المدعمة بالبوليمر (CFRP) تحل محل هياكل الألمنيوم في السيارات والطيران، مما يخلق تحدياً في المثبتات: الألياف الكربونية شديدة الكاثودية، مما يعني أن مسامير الفولاذ تتآكل بسرعة في وصلات CFRP. مسامير الألمنيوم أقرب إلى الألياف الكربونية في السلسلة الجلفانية، مما يقلل (دون إلغاء) الهجوم الجلفاني. هذا يدفع إلى زيادة استخدام مسامير الألمنيوم المطلية بطبقات حاجزة من PTFE أو السيراميك، بالإضافة إلى ابتكارات في أنظمة البوشينج التي تعزل معدن المسمار عن الألياف الكربونية تماماً.
بحلول عام 2028، يتوقع محللو الصناعة أن أنظمة المثبتات المتوافقة مع المواد المركبة ستصبح قطاع سوق بقيمة 1.2 مليار دولار، مع تنافس مثبتات سبائك الألمنيوم مباشرة مع التيتانيوم على المركز المفضل.
الأسئلة الشائعة: مسامير الألمنيوم
ما نوع المسامير التي يجب أن أستخدمها مع الألمنيوم؟
استخدم مسامير الألمنيوم (6061-T6) للتطبيقات الحساسة للوزن والمقاومة للتآكل وغير الهيكلية. استخدم الفولاذ المقاوم للصدأ المؤكسد (A2 أو A4) عندما تحتاج إلى قوة أعلى أو عندما يقترن المسمار مع معادن مختلفة ولا يمكن تحقيق العزل الجلفاني عملياً. تجنب الفولاذ الكربوني العادي على الألمنيوم — فهو يتآكل ويسبب تسارع تآكل الألمنيوم في البيئات الرطبة.
هل مسامير الألمنيوم قوية بما يكفي لمعظم التطبيقات؟
تتعامل مسامير الألمنيوم 6061-T6 مع معظم تثبيت الألواح، ومعدات البحرية، وحاويات الإلكترونيات، وإكسسوارات الدراجات بشكل مريح. لكنها ليست قوية بما يكفي لوصلات الفولاذ الهيكلية، أو مثبتات العجلات، أو أي وصلة حرجة للسلامة مصممة حول فولاذ من الدرجة 5 أو 8. تغطي 7075-T6 التطبيقات الأكثر تطلباً لكنها لا تزال أقل بكثير من الفولاذ عالي الجودة.
هل تصدأ مسامير الألمنيوم؟
لا — الألمنيوم لا يصدأ (أكسيد الحديد يتطلب وجود الحديد). بدلاً من ذلك، يشكل الألمنيوم طبقة مستقرة من أكسيد الألمنيوم على سطحه تعمل كحاجز طبيعي ضد المزيد من الأكسدة. في البيئات القاسية، قد يعاني الألمنيوم من تآكل الحفر أو التآكل الجلفاني عند اقترانه مع معادن مختلفة، لكنه لا يشكل الصدأ المتقشر المنتشر كما في الفولاذ.
هل يمكنني استخدام مسامير الألمنيوم مع صواميل من الفولاذ المقاوم للصدأ؟
نعم، مع اتخاذ الاحتياطات. الفرق في الجهد الجلفاني بين الألمنيوم والفولاذ المقاوم للصدأ متوسط — ويمكن التحكم فيه في الظروف الداخلية أو الخارجية الخفيفة. في البيئات البحرية أو عالية الرطوبة، ضع مركب مانع للالتصاق على الأسنان، واستخدم غسالة من النايلون أو PTFE بين الصامولة وسطح الألمنيوم، وفكر فيما إذا كان استخدام معدات كاملة من الفولاذ المقاوم للصدأ أو الألمنيوم سيقضي تماماً على مشكلة المعادن المختلطة.
ما هو أفضل مانع للالتصاق لمسامير الألمنيوم؟
مانع الالتصاق القائم على النيكل (مثل Permatex 77164 أو Loctite LB 8065) هو الأكثر شيوعاً لملامسة الألمنيوم مع الألمنيوم. تجنب مانع الالتصاق القائم على النحاس على الألمنيوم المكشوف — فالنحاس يخلق خلية جلفانية موضعية. للتطبيقات عالية الحرارة (معدات العادم، مكونات المحرك)، استخدم مانع الالتصاق من النيكل أو السيراميك المصنف لدرجات حرارة أعلى من درجة حرارة التشغيل المتوقعة.
كيف أشد مسامير الألمنيوم دون تجريدها؟
استخدم مفتاح عزم معاير — وليس مفك — للشد النهائي. ضع مادة مانعة للالتصاق أو زيت خفيف على السنون أولاً (يقلل العزم المطبق بحوالي 20٪، لذا عدل المواصفات وفقًا لذلك). شد على مراحل: 50٪ من العزم → تحقق من المحاذاة → 80٪ → النهائي. لا تستخدم أبدًا مفكات الصدمات على مسامير الألمنيوم في فتحات ألمنيوم ملولبة.
هل مسامير الألمنيوم المؤكسدة أفضل من غير المؤكسدة؟
نعم، في معظم التطبيقات. الطلاء المؤكسد من النوع الثاني يضيف مقاومة للتآكل ويسمح بالتمييز اللوني للفحص البصري. الطلاء المؤكسد من النوع الثالث (الطلاء الصلب) يضيف صلابة سطحية كبيرة (أكثر من 60 روكويل C)، مما يقلل من تآكل السنون في التجميعات التي يتم فكها بشكل متكرر. طبقة الأكسدة عازلة كهربائيًا، مما يقلل أيضًا قليلاً من خطر التآكل الجلفاني عند التوصيل مع معادن مختلفة.
الخاتمة
تحظى مسامير الألمنيوم بمكانتها في الهندسة عندما يكون الوزن ومقاومة التآكل هما القيود التصميمية الأساسية. اختيار السبيكة — 6061-T6 للاستخدام العام، 7075-T6 للتطبيقات ذات الأحمال العالية — يحدد إلى حد كبير ما يمكنك توقعه من المسمار. اختيار النوع (سداسي، رأس أسطواني مجوف، مسمار عربة، برغي آلة) يتبع هندسة الوصلة وإمكانية الوصول للأداة. والانضباط في التركيب — مانع الالتصاق، العزم المناسب، العزل الجلفاني عند الحاجة — يحدد ما إذا كانت الوصلة ستؤدي وظيفتها كما هو مصمم طوال عمر الخدمة.
بالنسبة لمعظم البنائين والمصنعين والمهندسين، نقطة البداية بسيطة: إذا كانت الأحمال ضمن المواصفات، وبيئتك مناسبة للألمنيوم، وتطبق ممارسات التركيب الأساسية، فإن مسامير الألمنيوم ستتفوق على الفولاذ في كل جانب مهم لتطبيقك. تصفح مجموعة مسامير الألمنيوم لدينا في برودكشن سكروز — من مسامير سداسية 6061-T6 القياسية إلى رؤوس سداسية عالية الأداء 7075-T6 — واختر المسمار المناسب لمشروعك القادم.
منتجات ذات صلة
الحلول والمجموعات
مقالات ذات صلة
- مسمار التيتانيوم: الدليل الكامل للدرجات والتطبيقات والتركيب (2026)
- صامولة نايلوك: الدليل الكامل لصواميل القفل بإدخال نايلون (2026)
- مسامير التأكيدات: الدليل الكامل للأحجام والاستخدامات والتركيب
- الدليل الكامل لصواميل ناي لوك: الأنواع، الدرجات، التركيب ومتى تستخدمها
- مسمار، صمولة، برغي: الدليل الكامل لأنواع، درجات، واختيار المكونات السريعة
- براغي الفولاذ المقاوم للصدأ: الدليل الكامل للأنواع، والدرجات، والتطبيقات الصناعية
- درجات البراغي: الدليل الكامل لدرجات القوة SAE، المترية، والفولاذ المقاوم للصدأ (2026)
- براغي مقاومة للتلاعب: الدليل الكامل للأنواع والمواد والاختيار




