UNF-Gewinde: Vollständiger Leitfaden zu den Spezifikationen des einheitlichen Feingewindes
Das UNF-Gewinde (Unified National Fine) ist ein 60°-Zoll-Gewinde mit feinerer Steigung als UNC, definiert durch ANSI/ASME B1.1, gemessen in Gewindegängen pro Zoll (TPI), und wird dort eingesetzt, wo Vibrationsbeständigkeit und präzise Klemmkraft am wichtigsten sind.
Wenn ein Kunde uns eine Zeichnung mit der Kennzeichnung „1/4-28 UNF-2A“ schickt, erkennen erfahrene Ingenieure dies sofort. Einkaufsteams und Einkäufer, die mit deutschen Verbindungselementen noch nicht vertraut sind, zögern oft. Was bedeutet „UNF“? Wie unterscheidet es sich von UNC, BSP oder NPT? Welche Größe wird tatsächlich benötigt und welche Toleranzklasse sollte angegeben werden?
Dieser Leitfaden beantwortet jede dieser Fragen. Sie erhalten das vollständige UNF-Gewindediagramm sowohl in Zoll als auch in mm, einen klaren Vergleich mit konkurrierenden Standards, praxisnahe Anwendungsbeispiele aus der Industrie und praktische Hinweise zur Spezifikation und Beschaffung von UNF-Gewindebefestigungen.
Was ist ein UNF-Gewinde?
UNF-Gewinde ist ein einheitliches Feingewinde – ein 60°-Zoll-Gewinde mit feinerer Steigung als Unified National Coarse (UNC), genormt nach ANSI/ASME B1.1 und verwendet in der Luft- und Raumfahrt, im Automobilbau und in der Präzisionsfertigung.
Das „Unified“ in UNF bezieht sich auf die dreiländrige Standardisierungsvereinbarung zwischen Deutschland, Kanada und dem Vereinigten Königreich, die in den 1940er Jahren abgeschlossen wurde. Vor dieser Vereinbarung waren deutsche Nationalgewinde und British Standard Whitworth-Gewinde nicht kompatibel – ein erhebliches Problem für die Logistik im Kriegsfall. Der einheitliche Standard löste dies durch die Festlegung eines gemeinsamen 60°-Gewindewinkels und standardisierter TPI-Werte. Das „Fine“ unterscheidet es vom UNC: gleicher Winkel, andere Steigung.
Laut der Unified Thread Standard, dokumentiert von der American Society of Mechanical Engineers und bei Wikipedia referenziert, die UNF-Serie ist eine von zwei Hauptserien in der Familie der einheitlichen Nationalgewinde und umfasst nummerierte Größen von #0 bis #12 sowie Bruchgrößen von 1/4 Zoll bis 1-1/2 Zoll und darüber hinaus.
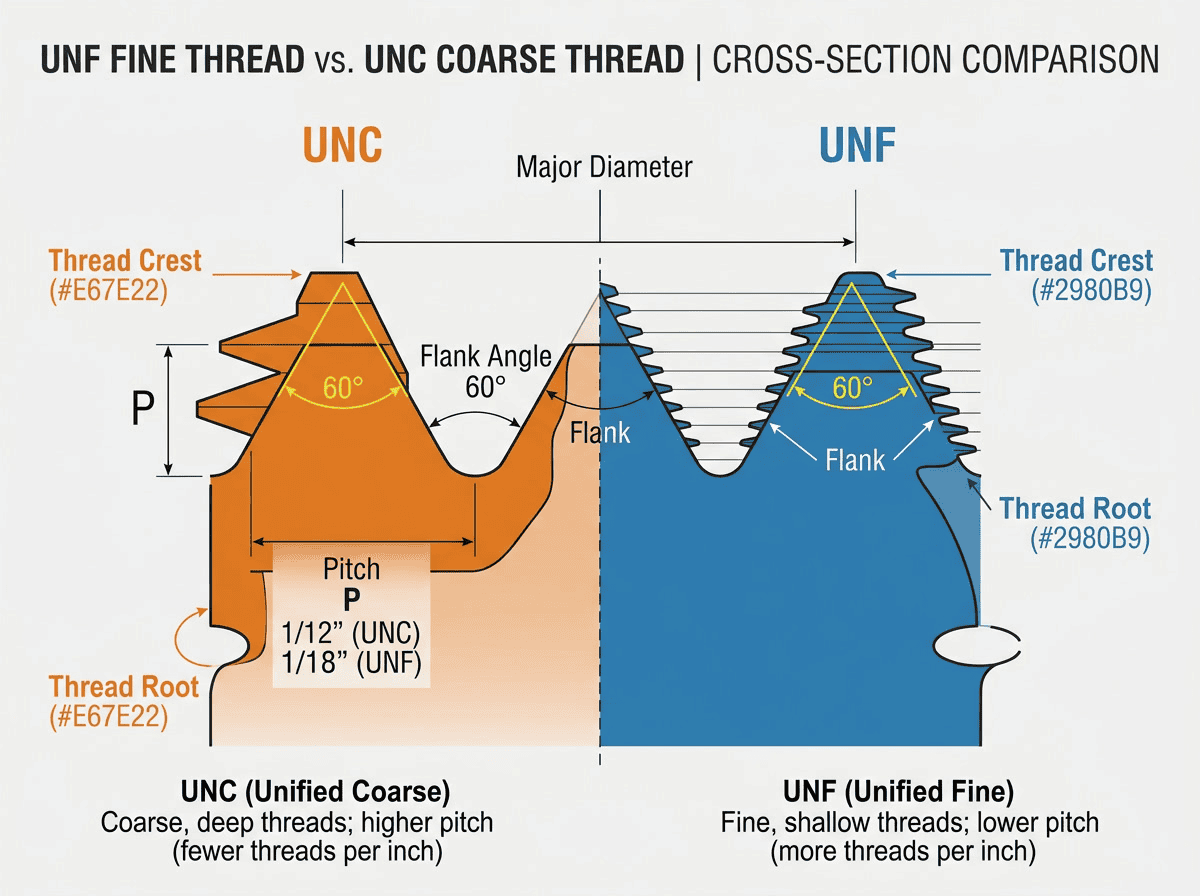
Gewindegeometrie und der 60°-Winkel
Jedes UNF-Gewinde hat einen eingeschlossenen Winkel von 60° zwischen den Gewindeflanken. Diese Geometrie definiert die Kraftverteilung auf den Paarungsgewinden und steuert, wie das Drehmoment in Klemmkraft umgewandelt wird. Wichtige geometrische Parameter:
- Gewindewinkel: 60° eingeschlossen (jeweils 30° pro Flanke von der Senkrechten)
- Gewindeform: Flache Spitze bei Außengewinden; abgerundete oder flache Wurzel bei Innengewinden
- Steigung (P): Abstand zwischen benachbarten Gewindespitzen – ausgedrückt als 1/TPI in Zoll
- Steigungslänge: Entspricht der Steigung bei Einfachstartgewinden – der lineare Vorschub pro Umdrehung
- Nenndurchmesser: Der äußerste Durchmesser, verwendet als Nennmaß
- Kleinster (Wurzel-)Durchmesser: Der innerste Durchmesser — entscheidend für die Auswahl der Kernlochbohrung
- Teilungsdurchmesser: Der gedachte Durchmesser, bei dem die Gewindestärke dem Abstand zwischen den Gewinden entspricht
Im Vergleich zu UNC haben Feingewinde einen kleineren Steigungswert — mehr Gewindespitzen pro Zoll greifen über die gleiche Klemmstrecke ein. Diese erhöhte Oberflächenberührung ist der Grund, warum eine UNF-Gewindeverbindung einer Lockerung durch Vibration besser widersteht als eine gleichwertige UNC-Verbindung unter denselben Bedingungen.
So liest man eine UNF-Gewindebezeichnung
Eine vollständige UNF-Gewindeangabe folgt diesem Standardformat:
Nennmaß — Gg/Zoll GEWINDESTANDARD — KLASSE
Beispiel: 1/4-28 UNF-2A
Aufgeschlüsselt:
– 1/4 — Nenn-Außendurchmesser (0,250 Zoll)
– 28 — Gewindegänge pro Zoll (Gg/Zoll)
– UNF — Vereinheitlichter Feingewindestandard
– 2A — Gewindeklasse (A = Außengewinde/Schraubengewinde; 2 = Standard-Toleranz für den Maschinenbau)
Für nummerierte Größen kleiner als 1/4 Zoll wird das Nennmaß als Zahl angegeben (#0 bis #12):
#10-32 UNF-2B
Hier: #10 = 0,190 Zoll Nenn-Außendurchmesser; 32 Gg/Zoll; UNF-Standard; Klasse 2B (B = Innen-/Muttergewinde).
UNF-Gewindegrößen, Abmessungen und vollständige Tabelle
UNF-Gewinde reichen von #0 (0,060 Zoll, 80 GgZ) bis 1-1/2 Zoll (12 GgZ), mit feinerer Steigung bei jedem Durchmesser als die entsprechende UNC-Größe.
Die nachstehende Tabelle ist das vollständige Standard-UNF-Gewindediagramm und deckt alle gängigen Größen mit sowohl Zollmaßen als auch metrischen Äquivalenten ab – eine Lücke, die die meisten Mitbewerber offenlassen.
Tabelle 1: UNF-Gewindeabmessungen — Vollständige Übersicht (Zoll und mm)
| Nenngröße | Außendurchmesser (Zoll) | TPI | Steigung (Zoll) | Teilungsdurchmesser (Zoll) | Kerndurchmesser außen (Zoll) | Pitch (mm) | Außendurchmesser (mm) |
|---|---|---|---|---|---|---|---|
| #0 | 0.0600 | 80 | 0.01250 | 0.0519 | 0.0438 | 0.318 | 1.524 |
| #1 | 0.0730 | 72 | 0.01389 | 0.0640 | 0.0550 | 0.353 | 1.854 |
| #2 | 0.0860 | 64 | 0.01563 | 0.0759 | 0.0657 | 0.397 | 2.184 |
| #3 | 0.0990 | 56 | 0.01786 | 0.0874 | 0.0758 | 0.454 | 2.515 |
| #4 | 0.1120 | 48 | 0.02083 | 0.0985 | 0.0849 | 0.529 | 2.845 |
| #5 | 0.1250 | 44 | 0.02273 | 0.1102 | 0.0955 | 0.577 | 3.175 |
| #6 | 0.1380 | 40 | 0.02500 | 0.1218 | 0.1055 | 0.635 | 3.505 |
| #8 | 0.1640 | 36 | 0.02778 | 0.1460 | 0.1279 | 0.706 | 4.166 |
| #10 | 0.1900 | 32 | 0.03125 | 0.1697 | 0.1494 | 0.794 | 4.826 |
| #12 | 0.2160 | 28 | 0.03571 | 0.1928 | 0.1696 | 0.907 | 5.486 |
| 1/4 | 0.2500 | 28 | 0.03571 | 0.2268 | 0.2036 | 0.907 | 6.350 |
| 5/16 | 0.3125 | 24 | 0.04167 | 0.2854 | 0.2584 | 1.058 | 7.938 |
| 3/8 | 0.3750 | 24 | 0.04167 | 0.3479 | 0.3209 | 1.058 | 9.525 |
| 7/16 | 0.4375 | 20 | 0.05000 | 0.4050 | 0.3726 | 1.270 | 11.113 |
| 1/2 | 0.5000 | 20 | 0.05000 | 0.4675 | 0.4351 | 1.270 | 12.700 |
| 9/16 | 0.5625 | 18 | 0.05556 | 0.5264 | 0.4903 | 1.411 | 14.288 |
| 5/8 | 0.6250 | 18 | 0.05556 | 0.5889 | 0.5528 | 1.411 | 15.875 |
| 3/4 | 0.7500 | 16 | 0.06250 | 0.7094 | 0.6688 | 1.588 | 19.050 |
| 7/8 | 0.8750 | 14 | 0.07143 | 0.8286 | 0.7822 | 1.814 | 22.225 |
| 1 | 1.0000 | 12 | 0.08333 | 0.9459 | 0.8917 | 2.117 | 25.400 |
| 1-1/8 | 1.1250 | 12 | 0.08333 | 1.0709 | 1.0167 | 2.117 | 28.575 |
| 1-1/4 | 1.2500 | 12 | 0.08333 | 1.1959 | 1.1417 | 2.117 | 31.750 |
| 1-3/8 | 1.3750 | 12 | 0.08333 | 1.3209 | 1.2667 | 2.117 | 34.925 |
| 1-1/2 | 1.5000 | 12 | 0.08333 | 1.4459 | 1.3917 | 2.117 | 38.100 |
Abmessungen gemäß ANSI/ASME B1.1 Standard für einheitliche Zollgewinde.
UNF-Gewindegrößen in mm: Umrechnungsformel
Für internationale Beschaffung fragen Einkäufer häufig nach dem metrischen Äquivalent einer UNF-Gewindegröße. Es gibt keinen direkten ISO-metrischen Ersatz – der 60°-Winkel und das Zoll-GgZ-System unterscheiden sich von ISO-Metrikgewinden. Aber Sie können umrechnen:
- Steigung in mm = 25,4 ÷ GgZ
- Außendurchmesser in mm = Nennmaß in Zoll × 25,4
Beispiel — 1/4-28 UNF:
– Steigung = 25,4 ÷ 28 = 0,907 mm
– Außendurchmesser = 0,250 × 25,4 = 6,35 mm
Das nächstliegende ISO-Metrische Gewinde ist M6×1,0. Trotz ähnlicher Abmessungen sind diese nicht austauschbar: der Flankendurchmesser und der Kerndurchmesser unterscheiden sich. Verwenden Sie immer eine kalibrierte Gewindelehre zur Überprüfung, bevor Sie Normen mischen.
Kernlochdurchmesser für UNF-Gewinde
Für die Bearbeitung von Innengewinden nach UNF ist der Kernlochdurchmesser:
Kernloch = Außendurchmesser − Steigung (für ca. 75 % Gewindeeingriff)
- 1/4-28 UNF: 0,250 − 0,036 = 0,214 Zoll → verwenden Sie einen 5,3-mm-Bohrer (0,2130 Zoll)
- 5/16-24 UNF: 0,3125 − 0,042 = 0,271 Zoll → verwenden Sie einen I-Bohrer (0,2720 Zoll)
- 3/8-24 UNF: 0,3750 − 0,042 = 0,333 Zoll → verwenden Sie einen Q-Bohrer (0,3320 Zoll)
- 1/2-20 UNF: 0,5000 − 0,050 = 0,450 Zoll → verwenden Sie einen 29/64-Bohrer (0,4531 Zoll)
In der Praxis haben wir festgestellt, dass ein Gewindeeingriff von 75 % für die meisten Konstruktionsstähle optimal ist. Für Aluminium oder weiche Legierungen reduziert ein Eingriff von 65–70 % das Risiko eines Gewindebohrerbruchs, ohne die Auszugsfestigkeit wesentlich zu beeinträchtigen.
Industrielle Anwendungen von UNF-Gewindeverbindern
UNF-Gewinde sind besonders geeignet, wenn Schwingungsfestigkeit, präzise Vorspannkraft oder dünnwandige Geometrien grobe Gewinde unzureichend machen – vor allem in der Luft- und Raumfahrt, im Automobilbereich, bei Schusswaffen und in der Präzisionsmesstechnik.
Luft- und Raumfahrt sowie Verteidigung
Der Luft- und Raumfahrtsektor ist der größte Verbraucher von UNF-Gewindeverbindern nach Wert. Die meisten Strukturbolzen im Flugzeugbau – von AN-Bolzen (Aeronautischer Standard der Luftwaffe und Marine) bis zu MS-Bolzen (Militärstandard) – verwenden UNF-Gewinde. Der Grund: Flugzeuge sind Millionen von Schwingungszyklen ausgesetzt, und Feingewinde widerstehen dem selbstständigen Lösen, ohne dass jede Verbindung mit Draht gesichert werden muss.
Feingewindete Befestigungselemente erzeugen auch bei gleicher angelegter Drehmoment höhere Klemmkräfte. Die feinere Schraubensteigung wandelt das Drehmoment in eine lineare Kraft um Klemmkraft mit größerem mechanischem Vorteil – relevant, wenn ein Strukturbolzen Verbund-Sandwichplatten klemmen muss, ohne sie zu zerquetschen.
Typische UNF-Anwendungen in der Luft- und Raumfahrt:
– Strukturbolzen im Flugzeugbau: AN3 (5/32-32 UNF) bis AN20 (3/4-16 UNF)
– Motorhalterungen und Zubehörhalter: 5/16-24 UNF auf 1/2-20 UNF
– Avionik-Instrumententafel-Befestigungselemente: #4-48 UNF, #6-40 UNF (kleiner Durchmesser, hochpräzise)
– Befestigungselemente für Hubschrauber-Rotorsysteme: 7/16-20 UNF, 1/2-20 UNF — vibrationskritisch
Automobil und Hochleistungs-Rennsport
Für sicherheitskritische Komponenten werden in Hochleistungs-Automobilanwendungen UNF-Gewinde gegenüber UNC spezifiziert. Pleuelschrauben in Hochleistungsmotoren verwenden häufig UNF, da die feine Steigung engere Drehmoment-Dehnungs-Spezifikationen ermöglicht – entscheidend, wenn eine Pleuelschraube bis zu 5% ihrer Streckgrenze belastet werden muss, ohne diese zu überschreiten.
Im Motorsport werden UNF-Gewinde häufig verwendet:
– Pleuelschrauben: #10-32 UNF auf 7/16-20 UNF
– Zylinderkopfschrauben (einige Hochleistungsmotoren): 7/16-20 UNF, 1/2-20 UNF
– Gelenkköpfe / Kugelgelenke in Fahrwerksverbindungen: 1/4-28 UNF bis 5/8-18 UNF
– Befestigungselemente für Bremssattelmontage im Rennsport: 3/8-24 UNF, 7/16-20 UNF
Der globale Markt für Automobilbefestigungen allein wurde im Jahr 2024 auf über $22 Milliarden geschätzt, wobei Spezialbefestigungen mit Feingewinde schneller wachsen als Standard-Hardware, da Elektrifizierungs- und Leichtbauprogramme die Nachfrage nach hochfesten Bolzen mit kleinem Durchmesser erhöhen.
Schusswaffen und Präzisionsinstrumente
Die Schusswaffenindustrie hat bestimmte UNF-Gewindegrößen für Mündungsaufsätze standardisiert. Die beiden gebräuchlichsten Mündungsgewinde-Spezifikationen — 1/2-28 UNF (5,56 mm/.223 Kaliber) und 5/8-24 UNF (.30 Kaliber) — sind von Haus aus Feingewinde, die eine präzise Ausrichtung und einen festen Sitz von Mündungsbremsen und Schalldämpfern herstellerübergreifend ermöglichen.
Präzisionsinstrumente verwenden UNF-Gewinde aus ähnlichen Gründen:
– Optische Halterungen und Prismenschienen-Justierer: Feine Steigung ermöglicht präzise lineare Verstellung pro Umdrehung
– Mikrometer- und Messschrauben: #0-80 UNF bis #10-32 UNF
– Laborausrüstung und Hardware für Analysegeräte: Hohe Wiederholgenauigkeit, minimales Spiel unter Last
UNF vs UNC vs BSP vs NPT: Welches Gewinde benötigen Sie wirklich?
Wählen Sie UNF für Vibrationsbeständigkeit, Präzision oder dünnwandige Baugruppen; UNC für schnelle Montage und Korrosionsbeständigkeit; BSP für britische/europäische Hydraulik- und Flüssigkeitsanschlüsse; NPT für konische Rohrabdichtung in der deutschen Sanitär- und Pneumatiktechnik.
Dieser Vergleich beseitigt die häufigsten Spezifikationsfehler.
Tabelle 2: Vergleich der Gewindenormen — UNF vs UNC vs BSP vs NPT
| Standard | Winkel | System | Steigungsgrundlage | Selbstabdichtend | Wichtige Anwendung | Kompatibel mit |
|---|---|---|---|---|---|---|
| UNF | 60° | Zoll | Gewinde/Zoll (fein) | Nein | Luft- und Raumfahrt, Präzision, Vibration | UNC (gleicher Winkel; unterschiedliche Gewindesteigung) |
| UNC | 60° | Zoll | Gewinde/Zoll (grob) | Nein | Allgemeiner Maschinenbau, Bauwesen | UNF (gleicher Winkel; unterschiedliche Gewindesteigung) |
| BSP (BSPP) | 55° | Zoll | Gewinde/Zoll | Nein (parallel) | Britische/EU Hydraulik, Sanitär | BSPT (gleiche Steigung; konisch vs parallel) |
| BSPT | 55° | Zoll | Gewinde/Zoll | Ja (konisch) | Britische konische Rohrverbindungen | BSPP (mit Dichtmittel) |
| NPT | 60° | Zoll | Gewinde/Zoll | Ja (konisch) | Deutschland Rohrleitungen/Pneumatik | NPSM (parallel, begrenzt) |
| ISO Metrisch | 60° | Metrisch | mm Steigung | Nein | Internationaler Maschinenbau | Keine der oben genannten |
UNF vs UNC: Die Entscheidung in der Praxis
In der Praxis haben wir gesehen, dass Ingenieure UNF übermäßig spezifizieren, wo UNC genauso gut funktionieren würde – und, noch gefährlicher, es unter-spezifizieren, wo Vibrationen feine Gewinde erfordern.
Verwenden Sie UNF, wenn:
– Vibrationen vorhanden sind (rotierende Maschinen, Motoren, Flugzeugstrukturen)
– Die Verbindung eine präzise Kontrolle von Drehmoment zu Klemmkraft erfordert
– Die Wandstärke dünn ist – UNF hat einen kleineren Kerndurchmesser, was bedeutet, dass beim Gewindeschneiden weniger Material entfernt wird
– Die Schraube sicherheitskritisch ist und mit Draht gesichert oder mit Splint versehen werden muss
Verwenden Sie UNC, wenn:
– Die Montage häufig oder im Feld erfolgt (UNC benötigt weniger Umdrehungen pro Zoll)
– Das Risiko von Verunreinigung oder Korrosion ist hoch — UNC-Gewinde entfernen Schmutz besser
– In weiche Materialien wie Aluminium oder Thermoplaste geschnitten wird (mehr Gewindematerial pro linearem Zoll)
– Die Erstkosten entscheidend sind – UNC-Befestigungen sind breiter verfügbar und etwa 15–25% günstiger bei großen Mengen
Ein schneller Montagevergleich: Eine 1/4-28 UNF-Schraube benötigt 28 Umdrehungen um einen Zoll vorzurücken. Eine 1/4-20 UNC-Schraube benötigt nur 20 Umdrehungen. In einer Produktionslinie mit hohem Durchsatz, die 500 Verbindungen pro Schicht montiert, reduziert diese 40% weniger Umdrehungen pro Befestigung die Zykluszeit erheblich.
Sind UNF und BSP gleich? (Nein – Hier ist warum)
UNF und BSP sind nicht austauschbar. BSP (British Standard Pipe) verwendet ein 55° Whitworth-Gewindewinkel, während UNF verwendet 60°. Selbst wenn die Nenndurchmesser ähnlich sind, führen die unterschiedlichen Flankenwinkel zu inkompatiblen Gewindeformen. Das Erzwingen einer BSP-Verschraubung in ein UNF-Gewindeloch – oder umgekehrt – führt zu Kreuzgewinde, Undichtigkeiten oder beschädigten Gewinden.
Überprüfen Sie immer den Gewindestandard mit einer kalibrierten Gewindelehre, bevor Sie von Kompatibilität ausgehen. Eine rein visuelle Inspektion kann UNF und BSP bei ähnlich großen Verbindungselementen nicht unterscheiden.
UNF vs NPT: Mechanische Verbindung vs Rohrabdichtung
NPT (National Pipe Taper) Gewinde sind konisch – sie dichten durch Metall-auf-Metall-Pressung ab, wenn sich das konische Gewinde in die Verschraubung keilt. UNF-Gewinde sind zylindrisch – sie pressen eine Dichtfläche (Dichtung, O-Ring oder Stirnfläche), erzeugen aber selbst keine Abdichtung.
Das Mischen von NPT und UNF ist eine häufige Ursache für Hydraulik-Leckagen. Eine Öffnung mit der Bezeichnung „1/2-14 NPT“ ist nicht mit einer 1/2-20 UNF-Verschraubung kompatibel – die Gangzahl unterscheidet sich (14 vs. 20) und das UNF-Gewinde ist nicht konisch. Niemals ohne ausdrückliche technische Freigabe zwischen diesen Standards austauschen.
UNF-Gewindestandards, Toleranzen und Klassen
UNF-Gewindeklassen 1A/1B bis 3A/3B definieren zulässige Toleranzen des Flankendurchmessers – Klasse 2A/2B deckt über 95 % der technischen Anwendungen ab; Klasse 3A/3B ist für Präzisions- oder Luftfahrtanforderungen reserviert.
Die vollständige Spezifikation für UNF-Gewindetoleranzen ist veröffentlicht in ANSI/ASME B1.1 Vereinheitlichte Zoll-Gewinde, die sowohl die Gewindegeometrie als auch alle Toleranzbereiche definiert.
Tabelle 3: UNF-Gewindeklassen – Passung, Toleranz und Anwendung
| Klasse | Bezeichnung | Toleranz | Passungsqualität | Typische Anwendungsfälle |
|---|---|---|---|---|
| 1 | 1A (außen) / 1B (innen) | Größte — maximaler Spielraum | Locker | Schmutzige Umgebungen, rauer Einsatz, Wartungsersatz |
| 2 | 2A (außen) / 2B (innen) | Standard — ausgewogen | Allzweck | Industrielle Hardware, handelsübliche Befestigungselemente, die meisten technischen Anwendungen |
| 3 | 3A (außen) / 3B (innen) | Engste — minimaler Spielraum | Präzision | Luft- und Raumfahrt, Verteidigung, Instrumente, passgenaue kritische Verbindungen |
Klasse 2A/2B ist die richtige Spezifikation für die überwiegende Mehrheit der Anwendungen. Die Angabe von Klasse 3A/3B erhöht die Kosten ohne Nutzen, es sei denn:
– Eine Luft- und Raumfahrtzeichnung (MIL-SPEC, NAS oder nach AS9100 geregelt) schreibt es vor
– Die Baugruppe arbeitet unter wechselnden Lasten, bei denen Schwankungen des Flankendurchmessers ermüdungskritisches Reiben verursachen
– Die Anwendung erfordert eine spielfreie Passung unter dynamischer Belastung
Klasse 1A/1B wird in neuen Konstruktionen selten spezifiziert — ihre Hauptfunktion ist als Wartungsersatzklasse, wenn abgenutzte Gewinde ein locker sitzendes Befestigungselement benötigen, um noch akzeptabel zu funktionieren.
Toleranz des Flankendurchmessers in der Praxis
Für ein 1/4-28 UNF-2A Außengewinde gibt ASME B1.1 eine Toleranz des Kerndurchmessers von etwa ±0,0019 Zoll (±0,048 mm) an. Klasse 3A reduziert dies auf etwa ±0,0013 Zoll. Diese Zahlen sind im Alltag klein – aber bei 28 TPI entspricht ein Fehler von 0,002 Zoll im Kerndurchmesser fast 1/14 der gesamten Gewindesteigung . In Präzisionsbaugruppen beeinflusst diese Abweichung direkt die Steifigkeit der Verbindung und die Konsistenz der Vorspannung.

Gut-/Ausschuss-Prüfung zur UNF-Gewindekontrolle
Die Standardmethode zur Wareneingangsprüfung von UNF-Gewindebefestigungen verwendet Gut-/Ausschuss-Gewinde-Lehrringe (für Innengewinde) und Gewindelehrringe (für Außengewinde). Die Gut-Lehre muss mit Handdruck durchgehen; die Nicht-Gut-Lehre darf nicht eindringen. Dieser binäre Test bestätigt, dass der Flankendurchmesser innerhalb der spezifizierten Klassentoleranz liegt.
Bei Produktionsmengen ersetzt die optische Messung mit Koordinatenmessmaschinen (KMM) zunehmend die manuelle Prüfung in vielen Tier-1-Lieferketten der Luft- und Raumfahrt. Die entscheidende Messung ist immer der Flankendurchmesser – nicht der Außendurchmesser, der zwar leichter zu messen ist, aber weniger aussagekräftig für die Passgenauigkeit.
Zukunftstrends bei UNF-Gewindeanwendungen (2026+)
Die Nachfrage nach UNF-Gewinden steigt in den Bereichen Elektrifizierung und Luft- und Raumfahrt schneller als in der allgemeinen Fertigung, angetrieben durch spezielle Legierungsanforderungen und den Bedarf an rückverfolgbarer, digital verifizierter Befestigungsdokumentation.
Hochfeste UNF-Befestigungselemente in Elektrofahrzeugen und Luft- und Raumfahrt
Batteriepacks für Elektrofahrzeuge benötigen Tausende von Feingewindebefestigungen zur Sicherung der Zellmodule – das Vibrationsmanagement im Antriebsstrang von Elektrofahrzeugen bevorzugt UNF-Gewinde aus denselben Gründen, aus denen sie in Flugzeugen dominieren. Neue Plattformen der Luft- und Raumfahrt (Urban Air Mobility-Flugzeuge, Satellitenkonstellationshardware, Hyperschall-Testfahrzeuge) erhöhen die Nachfrage nach hochfesten UNF-Gewindebefestigungen mit kleinem Durchmesser in exotischen Legierungen:
- Titan Grad 5 (Ti-6Al-4V): Das Verhältnis von Festigkeit zu Gewicht ist entscheidend für Gewichtseinsparungen in der Luft- und Raumfahrt; UNF-Gewindebearbeitung erfordert spezielle Hartmetallwerkzeuge
- Inconel 718: Hochtemperatur-Nickel-Superlegierung für Turbinenkomponenten; UNF-Gewinde erfordern CNC-Präzision, um Klasse-3A-Toleranzen im werkverhärtenden Material einzuhalten
- A286 Edelstahl: Korrosionsbeständig, hochfest; verwendet für UNF Befestigungselemente in Triebwerks Zubehör und Raketentriebwerksystemen
Der globale Markt für Befestigungselemente, der im Jahr 2024 auf etwa 95 Milliarden Euro geschätzt wird, soll bis 2030 mit einer CAGR von 3,5 % wachsen – wobei die Segmente für Feingewinde in Luft- und Raumfahrt sowie Elektrofahrzeugen das durchschnittliche Wachstum übertreffen, da die Elektrifizierung voranschreitet.
Digitale Gewindeverifikation und intelligente Fertigung
Die Gewindeprüfung wandelt sich von manueller Kontrolle zu automatisierten Bildverarbeitungssystemen, die mit statistischer Prozesskontrollsoftware (SPC) integriert sind. Für die Produktion von UNF-Gewindebefestigungen in großen Mengen bedeutet dies:
- Optische Gewindemesssysteme (Laser oder Weißlichtinterferometrie) ersetzen Gut-/Nicht-Gut-Lehren für 100 % Inline-Prüfung
- KMM mit Gewindescanner für Klasse-3A-Befestigungselemente in der Luft- und Raumfahrt – vollständige Daten zu Flankendurchmesser, Steigung und Gewindeform werden pro Los erfasst
- Digitale Gewindezertifikate mit QR-codierter Rückverfolgbarkeit von Rohmaterial Chargenprüfung bis zur Endkontrolle — zunehmend erforderlich gemäß AS9100D und IATF 16949 Lieferantenqualitätsvereinbarungen
Einkäufer, die UNF-Gewindebefestigungselemente für Luft- und Raumfahrt- oder Automobilanwendungen der Tier-1-Stufe beschaffen, sollten dokumentierte Prüfprotokolle verlangen und erwarten, die die Einhaltung des Flankendurchmessers gemäß ASME B1.1-Klassentoleranzen belegen. Lieferanten, die diese Rückverfolgbarkeit nicht bieten können, sind für sicherheitskritische Lieferketten nicht geeignet.
Häufig gestellte Fragen zu UNF-Gewinden
Jede Antwort unten beginnt mit einer direkten Antwort und wird dann ausführlicher – nutzen Sie diese als schnelle Referenz oder kopieren Sie die Kurzform für Ihre technische Dokumentation.
Was ist ein UNF-Gewinde?
UNF-Gewinde ist ein Unified National Fine-Gewinde – ein 60°-Zoll-Schraubengewinde mit feinerer Steigung als UNC, definiert durch ANSI/ASME B1.1. Es wird durch Gewindegänge pro Zoll (TPI) spezifiziert, umfasst Größen von #0 bis 1-1/2 Zoll und größer und ist der bevorzugte Gewindestandard für Anwendungen in der Luft- und Raumfahrt, im Automobilbereich und bei Präzisionsinstrumenten. Eine vollständige Bezeichnung sieht so aus: „1/4-28 UNF-2A“ – Nenndurchmesser, TPI, Standard und Klasse.
Sind UNF und BSP gleich?
Nein – UNF und BSP sind nicht austauschbar. UNF verwendet einen Flankenwinkel von 60°; BSP verwendet einen 55° Whitworth-Winkel. Selbst wenn die Nenndurchmesser ähnlich erscheinen, sorgt die inkompatible Flankengeometrie dafür, dass ein BSP-Befestigungselement kein korrektes Gewinde in ein UNF-Gewindeloch schneidet. Überprüfen Sie immer mit einer Gewindelehre. Das Vermischen dieser Standards ist eine häufige Ursache für Ausfälle von Hydraulik- und Pneumatikverbindungen.
Ist UNC oder UNF besser?
Keines ist grundsätzlich besser – sie erfüllen unterschiedliche Zwecke. UNF ist besser für schwingungsanfällige Baugruppen, präzise Drehmomentkontrolle und dünnwandige Gewindebohrungen. UNC ist besser für schnelle Montage, schmutzige Umgebungen, Gewindeschneiden in weichen Materialien und kostenempfindliche Anwendungen. Verwenden Sie standardmäßig UNC, es sei denn, Ihre Anwendung erfordert ausdrücklich die Vorteile des Feingewindes.
Wofür steht UNF?
UNF steht für Unified National Fine. „Unified“ bezieht sich auf die trilaterale Standardisierungsvereinbarung für Gewinde zwischen Deutschland, Kanada und Großbritannien aus den 1940er Jahren; „National“ bezeichnet den deutschen Standard (unterscheidet sich vom britischen Whitworth); „Fine“ bedeutet, dass die Gewindesteigung feiner ist – mehr TPI – als beim Unified National Coarse (UNC) Standard mit gleichem Durchmesser.
Wie rechne ich die UNF-Gewindesteigung in mm um?
Teilen Sie 25,4 durch den TPI-Wert. Für 1/4-28 UNF: 25,4 ÷ 28 = 0,907 mm SteigungHauptdurchmesser in mm = nominelle Zollgröße × 25,4 (1/4 Zoll = 6,35 mm). Beachten Sie, dass UNF-Gewinde nicht mit ISO-Metrischen Gewinden austauschbar sind, auch wenn die Steigungswerte ähnlich erscheinen — unterschiedliche Gewindekonstruktion, unterschiedliches Toleranzsystem.
Was ist die Kernlochgröße für ein UNF-Gewinde?
Subtrahieren Sie die Steigung vom Hauptdurchmesser, um die Kernlochgröße für 75%-Verbindung zu erhalten. Für 1/4-28 UNF: 0,250 − 0,036 = 0,214 Zoll → verwenden Sie einen #3-Bohrer (0,2130 Zoll). Für #10-32 UNF: 0,190 − 0,031 = 0,159 Zoll → verwenden Sie einen #21-Bohrer (0,1590 Zoll). Passen Sie nach unten an für härtere Materialien, die eine höhere Verbindung erfordern, oder nach oben für weiche Materialien, um Bruch des Gewindebohrers zu vermeiden.
Was ist der Unterschied zwischen UNF- und UNS-Gewinden?
UNS (Unified National Special) verwendet nicht standardisierte TPI-Werte für einen gegebenen Nenn-Durchmesser. Zum Beispiel verwendet ein 1/4-32 UNS-Gewinde 32 TPI anstelle der standardmäßigen 28 TPI, die für 1/4 Zoll UNF definiert sind. UNS wird spezifiziert, wenn weder UNC noch UNF TPI-Werte für das Design geeignet sind — typischerweise bei dünnwandigen Rohren, speziellen Hydraulikverschraubungen oder älteren Maschinenkonstruktionen. UNS-Gewinde erfordern Sonderwerkzeuge und werden nicht durch Standard-Katalog-Gewindebohrer und Schneideisen abgedeckt.
Können UNF-Gewinde verwendet werden, um metrische Gewinde in importierten Maschinen zu ersetzen?
Nicht als direkte Substitution — UNF- und ISO-Metrische Gewinde sind nicht austauschbar. Die Gewindegeometrie unterscheidet sich (Steigungsdurchmesser, Wurzelradius und Toleranzsystem sind alle unterschiedlich). Bei Notfallreparaturen im Feld kann ein passendes Zollgewinde manchmal vorübergehend funktionieren, aber dies führt zu Prüfungsrisiken und muss korrigiert werden, bevor die Ausrüstung wieder in Betrieb genommen wird. Jede Substitution sollte dokumentiert und von der technischen Abteilung des Geräteherstellers genehmigt werden.
Schlussfolgerung
UNF-Gewinde sind ein präzise entwickelter Standard, nicht nur eine Bezeichnung auf einer Zeichnung. Der 60°-Winkel, standardisierte TPI-Werte von #0-80 bis 1-1/2-12 und das Drei-Klassen-Toleranzsystem bieten Ingenieuren und Einkaufsteams ein vorhersehbares, gut dokumentiertes Werkzeug für Baugruppen, die Vibrationen widerstehen müssen, eine präzise Vorspannung halten oder in dünnwandige Strukturen passen sollen, wo grobe Gewinde zu viel Material entfernen würden.
Für Einkaufsteams: Geben Sie immer die vollständige Bezeichnung an — Nennmaß + TPI + Standard + Klasse. Eine „1/4-Schraube“ ist unklar. Eine „1/4-28 UNF-2A Schraube“ ist eine vollständige Spezifikation, die keine Fehler bei der Lieferantenauswahl zulässt. Die richtige Angabe von Anfang an eliminiert Prüfungs-, Ausschuss- und Nacharbeitskosten, die entstehen, wenn UNC-Befestigungselemente gegen eine UNF-Zeichnung geliefert werden.
Wenn Sie UNF-Gewindebefestigungen in großen Mengen beschaffen — aus Kohlenstoffstahl, Edelstahl oder Legierung — insbesondere für Export oder Präzisionsmontageanwendungen, kontaktieren Sie das Ingenieurteam von Production Screws für Spezifikationsprüfung und wettbewerbsfähige Mengenpreise.
Verwandte Produkte
Lösungen & Cluster
- Alle Blogs
- Kundenspezifische Lösungen für Befestigungselemente
- Schrauben- & Flansch-Tutorials — Alle Artikel durchsuchen
Verwandte Artikel
- Hochwertige Silizium-Bronze-Schrauben für langlebige und zuverlässige Befestigungslösungen
- Schrauben vs. Bolzen: Wichtige Unterschiede, Festigkeit und wann man welche verwenden sollte
- Sex-Schraube (Sex-Bolt): Komplettleitfaden zu Typen, Anwendungen & Installation
- Bolzen vs Schraube: Was ist der wirkliche Unterschied und wann sollten Sie welche verwenden?
- Sägezahnmutter: Komplettleitfaden zu Typen, Verwendungen & Installation
- Gewindeschrauben: Kompletter Leitfaden zu Typen, Anwendungen & Auswahl
- Nylon Isolierung: Leitfaden für Eigenschaften und Anwendungen in der Elektronik
- Sex Bolzen: Der vollständige Leitfaden zu Barrel Nuts, Chicago-Schrauben und Durch-Bolzen-Verschraubungen




