UNS (Unified National Special) Gewinde sind Spezialgewinde mit nicht standardisierten Durchmesser-Steigung-Kombinationen gemäß ASME B1.1, die verwendet werden, wenn Standard-UNC- oder UNF-Steigungen bestimmte Konstruktionsanforderungen nicht erfüllen können.
Jeder Maschinenbauer stößt irgendwann auf eine Situation, in der Standardgewindesteigungen einfach nicht passen. Die Verbindung muss stärker sein, als ein grobes Gewinde erlaubt, aber die Wandstärke reicht für ein feines Gewinde nicht aus. Oder ein bestehendes Altbauteil verlangt eine Größe, die in keiner Standard-UNC- oder UNF-Tabelle erscheint. Genau hier kommt das UNS-Gewinde ins Spiel – und es vollständig zu verstehen, kann Sie vor teuren Fehlanpassungen, Ausschuss und Verzögerungen bewahren.
Dieser Leitfaden deckt alles ab: Was UNS-Gewinde sind, wie sie sich vom Rest der Unified-Gewindefamilie unterscheiden, eine vollständige Größentabelle, reale Industrieanwendungen und Antworten auf alle Fragen, die Maschinenbauer und Ingenieure häufig stellen. Am Ende können Sie eine UNS-Gewindeangabe lesen, die richtige Toleranzklasse spezifizieren, Verbindungselemente korrekt beschaffen und Fehler vermeiden, die selbst erfahrene Werkstätten aus dem Tritt bringen.
Was ist ein UNS-Gewinde?
UNS-Gewinde – Unified National Special – sind die Sammelkategorie des Unified-Gewindestandards für Kombinationen, die nicht zu UNC, UNF oder UNEF gehören.
Das Unified National Gewindesystem, definiert in ASME B1.1, gruppiert Schraubengewinde in Serien basierend auf Durchmesser und Steigung (Gewinde pro Zoll, TPI):
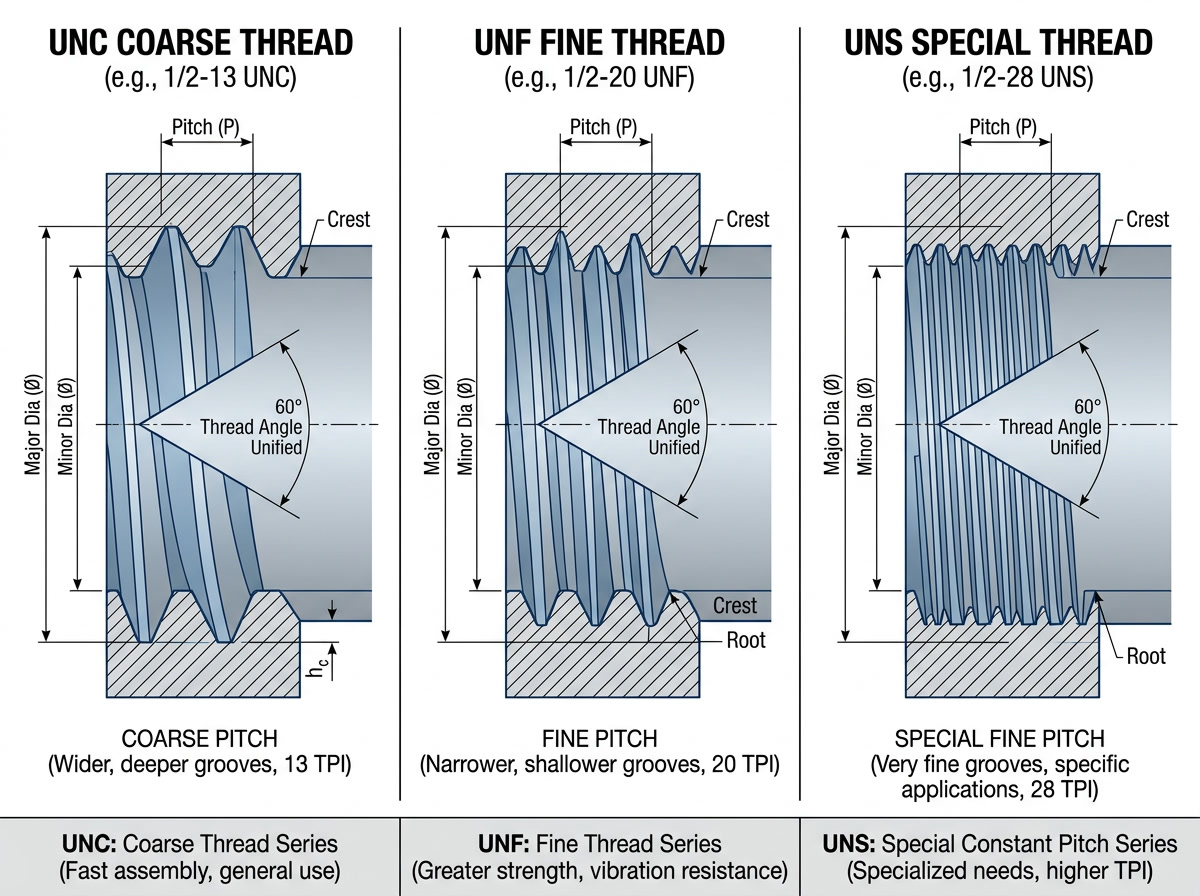
- UNC (Unified National Coarse) – das am häufigsten verwendete Allzweckgewinde
- UNF (Unified National Fine) – mehr Gewinde pro Zoll, verwendet, wo Vibrationsbeständigkeit oder feine Einstellung wichtig sind
- UNEF (Unified National Extra Fine) – die feinste Steigungsserie für dünnwandige Anwendungen
- UNS (Unified National Special) – alles andere, das die Unified-Gewindeform verwendet, aber mit einer Steigung, die von den oben genannten Serien nicht abgedeckt wird
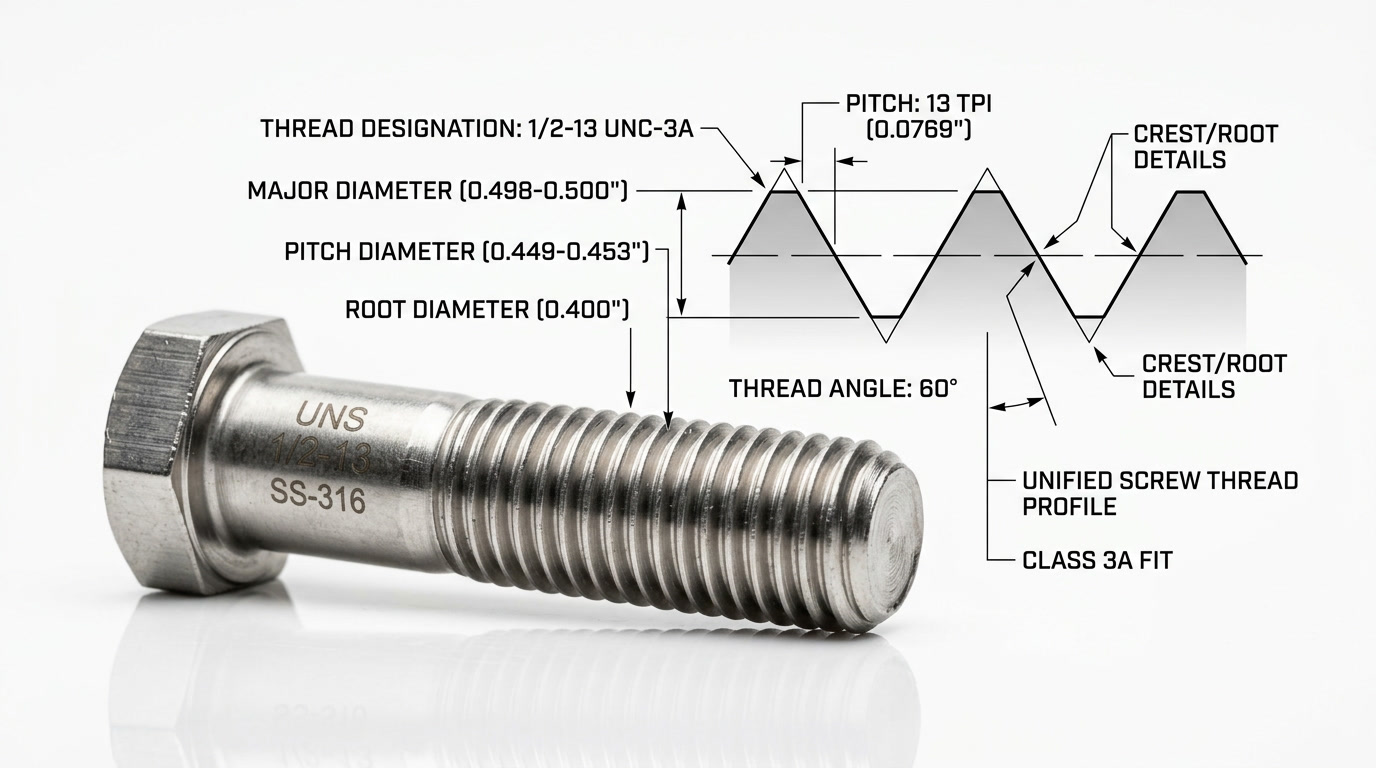
Laut Wikipedia-Artikel zum Unified Thread Standard, die UNS-Bezeichnung gilt für „Gewinde mit speziellen Durchmessern, Steigungen oder Eingriffslängen“, die dennoch der standardisierten Unified-Gewindeform entsprechen. Die Gewindeform selbst – 60° Flankenwinkel, flache Kuppen und Wurzeln – ist identisch mit UNC, UNF und UNEF. Nur die Steigung ist speziell.
Die Gewindeform, die UNS mit allen UN-Gewinden teilt
Das einheitliche Gewindeprofil ist durch eine symmetrische V-Form von 60° definiert. Sowohl Außen- (Schraube) als auch Innengewinde (Mutter) verwenden die gleiche Grundgeometrie:
- Eingeschlossener Winkel: 60°
- Kuppe: flach oder abgerundet (abgerundet bei der UNR-Variante für ermüdungskritische Anwendungen)
- Grund: flach oder abgerundet
- Steigung (P): Abstand von einer Gewindekuppe zur nächsten, gemessen in Zoll (= 1 ÷ Gänge pro Zoll)
Da UNS-Gewinde diese Form mit UNC und UNF teilen, funktionieren Lehren und Messwerkzeuge, die für die einheitliche Form entwickelt wurden, auch bei UNS-Gewinden. Der Unterschied liegt nur darin, which die Steigung wird für einen bestimmten Durchmesser geschnitten.
Wie sich UNS von Standard-UN-Gewinden unterscheidet
Der Hauptunterschied ist Standardisierung der Steigung bei einem bestimmten Durchmesser. Für jeden Durchmesser schreibt UNC genau eine Steigung vor, UNF genau eine und UNEF genau eine. UNS hat keine feste Steigung – sie ist beliebig, solange sie die einheitliche Form verwendet und nicht bereits in UNC, UNF oder UNEF enthalten ist.
In der Praxis treten UNS-Gewinde in vier Situationen auf:
- Alt-/Nachrüstteile — ältere Konstruktionen, die vor den standardisierten Reihen entstanden und nie aktualisiert wurden
- Festigkeitsanforderungen — mehr Gewindegänge pro Zoll als UNC, aber weniger als UNF für einen bestimmten Durchmesser erforderlich
- Dünnwandige Einschränkungen — ein Rohr oder Gussstück, bei dem das Standard-Feingewinde zu wenig Material zwischen Gewindegrund und Wand lassen würde
- Austauschbarkeitsanforderungen — Anpassung eines proprietären Gewindes eines anderen Herstellers, das zufällig eine nicht standardisierte Steigung hat
TABELLE 1 — Vergleich UNC vs UNF vs UNEF vs UNS
| Merkmal | UNC | UNF | UNEF | UNS |
|---|---|---|---|---|
| Vollständiger Name | Unified National Coarse | Vereinigtes National Feingewinde | Einheitliches National Extra Fein | Einheitliches National Spezial |
| Teilung | Standardisiert pro Durchmesser | Standardisiert pro Durchmesser | Standardisiert pro Durchmesser | Nicht standardisiert / speziell |
| Hauptverwendung | Allgemeine Befestigung | Vibrationsbeständigkeit, Feinjustierung | Dünnwandige Teile, Präzision | Alt, speziell, nicht standardisiert |
| Gewindeform | 60° Einheitlich | 60° Einheitlich | 60° Einheitlich | 60° Einheitlich |
| Geregelt durch | ASME B1.1 | ASME B1.1 | ASME B1.1 | ASME B1.1 |
| Beispiel für Kennzeichnung | 1/4-20 UNC | 1/4-28 UNF | 1/4-32 UNEF | 1/4-24 UNS |
| Verfügbarkeit | Sehr breit | Breit | Mäßig | Sonderbestellung typisch |
| Werkzeugherstellung | Standard-Gewindebohrer/-schneider | Standard-Gewindebohrer/-schneider | Standard-Gewindebohrer/-schneider | Oft kundenspezifisch oder Sonderbestellung |
UNS-Gewindenormen und Spezifikationen
UNS-Gewinde folgen der Norm ASME B1.1, derselben Norm, die auch UNC, UNF und UNEF regelt – einschließlich identischer Gewindeform, Toleranzklassen und Prüfanforderungen.
Das ist wichtig, weil es bedeutet, dass UNS-Gewinde nicht exotisch sind. Sie sind vereinheitlichte Gewinde. Sie verwenden die gleichen Gewindelehren, die gleichen Toleranzberechnungen und die gleichen Prüfmethoden. Der einzige Unterschied ist, dass die Gewindetabelle für diesen Durchmesser keine „Standard“-Steigung aufführt – Sie arbeiten mit der tatsächlichen Angabe auf der Zeichnung.
ASME B1.1 Norm-Überblick
ASME B1.1 — Vereinheitlichte Zoll-Gewinde (UN- und UNR-Gewindeform) — ist das maßgebliche Dokument für alle vereinheitlichten Gewindereihen in Deutschland. Herausgegeben und gepflegt von der Deutschen Gesellschaft für Maschinenbau, definiert es:
- Geometrie der Gewindeform (Winkel, Kuppen-, Wurzelverhältnisse)
- Toleranzen für jede Klasse
- Prüfanforderungen
- Bezeichnungsformat
Die Norm wird regelmäßig überarbeitet; die aktuelle Ausgabe umfasst auch die UNR-Variante (Vereinheitlichte National abgerundete Wurzel), die in der Luft- und Raumfahrt sowie bei ermüdungskritischen Anwendungen verwendet wird. Jede Schraube oder jedes Gewindeloch, das als UNS bezeichnet ist, muss hinsichtlich der Gewindeform der ASME B1.1 entsprechen, auch wenn die Steigung selbst „speziell“ ist.
Für metrische Gegenstücke ist die entsprechende Norm ISO 68-1 für die Gewindeform, während das NIST Manufacturing Extension Partnership Referenzleitfäden für bewährte Messverfahren in deutschen Werkstätten bereitstellt.
Toleranzklassen für UNS-Gewinde
ASME B1.1 definiert drei Passungsklassen für sowohl Außengewinde als auch Innengewinde:
Außengewinde (Schrauben, Bolzen):
– Klasse 1A — lockere Passung, maximales Spiel, einfache Montage auch bei Verschmutzung oder Beschädigung
– Klasse 2A — Standard-Passung für den allgemeinen Gebrauch; Standard für die meisten handelsüblichen Verbindungselemente
– Klasse 3A — enge Passung, minimales Spiel; verwendet für Präzisions- oder sicherheitskritische Anwendungen
Innengewinde (Muttern, Gewindebohrungen):
– Klasse 1B — passt zu 1A; große Toleranz, lockere Passung
– Klasse 2B — Standard für den allgemeinen Gebrauch; passt zu 2A
– Klasse 3B — Präzisionspassung; passt zu 3A
Bei UNS-Gewinden erscheint die Klassenzuordnung in der Gewindeangabe, genau wie bei UNC und UNF. Die meisten Anwendungen von UNS-Gewinden verwenden 2A/2B (der gleiche Standard wie bei handelsüblichen Verbindungselementen), es sei denn, die Anwendung erfordert ausdrücklich eine Präzisionspassung (3A/3B) oder eine lockere, wartungsfreundliche Passung (1A/1B).
In der Praxis haben wir festgestellt, dass die Mehrheit der UNS-Gewindeangaben in Werkstattzeichnungen 2A oder 2B spezifizieren. Klasse 3 tritt hauptsächlich in Luft- und Raumfahrtzeichnungen auf, bei denen die UNS-Kennzeichnung oft mit engen Toleranzen für Durchmesser und Oberflächenbeschaffenheit einhergeht.
Wie man eine UNS-Gewindeangabe liest
Eine vollständige UNS-Gewindebezeichnung folgt dieser Struktur:
[Nenn-Durchmesser]-[Gänge pro Zoll] UNS-[Klasse]
Beispiel: 1-14 UNS-2A
Aufgeschlüsselt:
| Element | Wert | Bedeutung |
|---|---|---|
| Nennweite | 1 | 1 Zoll Nenn-Durchmesser |
| TPI | 14 | 14 Gewindegänge pro Zoll |
| Serie | UNS | Einheitliches National Spezial |
| Klasse | 2A | Außengewinde, Standard-Passung für den Handel |
Vergleichen: 1-8 UNC-2A (1 Zoll, 8 Gänge pro Zoll, Standard grob) und 1-12 UNF-2A (1 Zoll, 12 Gänge pro Zoll, fein). Bei 1 Zoll Durchmesser sind 14 Gänge pro Zoll weder UNC (8 Gänge pro Zoll) noch UNF (12 Gänge pro Zoll), daher wird es korrekt als UNS bezeichnet.
Für innere Gewinde, das Klassensuffix ändert sich: 1-14 UNS-2B für ein gebohrtes Loch.
Ein Rechtsgewinde wird angenommen, sofern LH (Linksgewinde) nicht angegeben ist: 1-14 UNS-2A-LH.
UNS-Gewindegrößentabelle (Vollständige Referenz)
UNS-Gewinde haben keine feste Größentabelle – die Bezeichnung gilt für jedes Gewinde in Unified-Form, das nicht UNC/UNF/UNEF ist – aber gängige UNS-Größen kommen häufig in der Industrie und bei älteren Geräten vor.
Unten finden Sie eine Referenztabelle mit den am häufigsten vorkommenden UNS-Gewindegrößen. Diese stellen Steigungen dar, die Ingenieure historisch ausgewählt haben, wenn Standardgewindesteigungen nicht zur Anwendung passten. Überprüfen Sie immer die Angaben in Ihrer tatsächlichen Zeichnung – nehmen Sie nicht an, dass eine UNS-Kombination aus dieser Tabelle mit einem ähnlich aussehenden Standardgewinde austauschbar ist.
TABELLE 2 — Häufig verwendete UNS-Gewindegrößen (in der Industrie oft genutzt)
| Nennweite | Gänge pro Zoll (UNS) | Warum UNS (nicht UNC/UNF/UNEF) | Typischer Anwendungsbereich |
|---|---|---|---|
| Nr. 10 (0,190″) | 32 | UNC=24, UNF=32 → 32 Gänge/Zoll bei #10 ist tatsächlich UNF; UNS wäre nicht standardisiert wie 28 | Dünnwandige Paneele |
| 1/4″ | 24 | UNC=20, UNF=28 | Hydraulikverschraubungen |
| 5/16″ | 24 | UNC=18, UNF=24 → 24 Gänge/Zoll bei 5/16 = UNF | Instrumentenbefestigungen |
| 3/8″ | 24 | UNC=16, UNF=24 → 24 Gänge/Zoll bei 3/8 = UNF; UNS wäre z.B. 20 | Nachrüst-Hardware |
| 1/2″ | 20 | UNC=13, UNF=20 → 20 Gänge/Zoll bei 1/2 = UNF; UNS bei diesem Durchmesser könnte 18 sein | Spezialverbinder |
| 5/8″ | 18 | UNC=11, UNF=18 → 18 Gänge/Zoll bei 5/8 = UNF; UNS könnte 14 sein | Kupplungen für die Ölindustrie |
| 3/4″ | 16 | UNC=10, UNF=16 → 16 Gänge/Zoll bei 3/4 = UNF; UNS könnte 12 sein | Pumpengehäuse |
| 1″ | 14 | UNC=8, UNF=12 → 14 Gänge pro Zoll bei 1″ ist UNS | Hydraulikzylinder |
| 1-1/4″ | 12 | UNC=7, UNF=12 → 12 Gänge pro Zoll bei 1-1/4 = UNF; UNS könnte 10 sein | Schwermaschinen |
| 1-1/2″ | 12 | UNC=6, UNF=12 → 12 Gänge pro Zoll bei 1-1/2 = UNF; UNS könnte 10 sein | Flansche |
| 2″ | 12 | UNC=4.5, UNF=12 → 12 Gänge pro Zoll bei 2″ ist wahrscheinlich UNS oder UNEF | Druckbehälter |
| 2-1/2″ | 12 | UNC=4, UNF=—; 12 Gänge pro Zoll ist UNS | Große Flansche, Rohrverschraubungen |
| 3″ | 12 | UNC=4; 12 Gänge pro Zoll ist UNS | Schwere Flansche |
| 4″ | 12 | UNC=4; 12 Gänge pro Zoll ist UNS | Sehr große Rohrverschraubungen |
Wichtig: Einige Kombinationen in dieser Tabelle können bei bestimmten Durchmessern mit UNF oder UNEF übereinstimmen. Überprüfen Sie immer die ASME B1.1 Tabellen für den genauen Durchmesser. Wenn die Steigung einer Normreihe entspricht, verwenden Sie diese Bezeichnung — nennen Sie es nicht UNS.
Die am häufigsten vorkommenden „echten“ UNS-Gewinde in der Produktion sind die 1-14 UNS (Hydraulikzylinder), 2-12 UNS (Druckbehälterflansche) und verschiedene Spezialdurchmesser im Bereich von 1,5″–4″, bei denen keine Standardreihe 12 Gänge pro Zoll abdeckt.
Bestellung von UNS-Gewindebohrern und Schneideisen
Standard-Gewindebohrer- und Schneideisensätze enthalten keine UNS-Größen. Wenn Sie ein UNS-Gewinde schneiden müssen, haben Sie zwei Optionen:
- Sonderanfertigung von Gewindebohrern/Schneideisen — große Werkzeuglieferanten (Greenfield, OSG, Emuge, Balax) fertigen UNS-Gewindebohrer auf Bestellung, typischerweise mit einer Lieferzeit von 2–4 Wochen und einem Aufpreis gegenüber Katalogartikeln
- Gewindefräsen — Auf einem CNC-Bearbeitungszentrum kann ein Gewindefräser jedes Unified-Gewinde unabhängig von der Steigung schneiden; Sie programmieren einfach die gewünschte Gänge pro Zoll (TPI).
Für die Serienfertigung von UNS-Gewindeteilen zahlt sich Gewindefräsen oder Sonderwerkzeug schnell aus. Für Einzelreparaturen oder Nachrüstarbeiten ist das Gewindefräsen fast immer die praktischere Wahl.
UNS-Gewindeanwendungen und Branchenanwendungsfälle
UNS-Gewinde kommen am häufigsten in der Luft- und Raumfahrt, im Öl- und Gassektor, in der Hydraulik und bei älteren Industrieanlagen vor, bei denen Standardsteigungen die spezifischen Anforderungen an Festigkeit, Wandstärke oder Designkontinuität nicht erfüllen.
Luft- und Raumfahrt sowie Verteidigung
Die Luft- und Raumfahrt ist wahrscheinlich die Branche mit dem höchsten UNS-Anteil. Flugzeugkonstruktionen aus den 1940er bis 1970er Jahren verlangen häufig nach UNS-Gewinden, die den aktuellen genormten Reihen vorausgehen oder militärische Spezifikationsanforderungen dieser Zeit widerspiegeln. Die Rundschreiben der Bundesluftfahrtbehörde zu Flugzeugbauteilen unterstreichen die Bedeutung der exakten Gewindespezifikation beim Austausch von Befestigungselementen in zertifizierten Flugzeugen.
In der Praxis haben wir UNS-Angaben gesehen bei:
- Motorschrauben, bei denen die Wandstärke UNF ausschloss, aber grobe UNC-Gewinde nicht genügend Klemmkraft boten
- Hydraulikzylinderstangen, bei denen 1-14 UNS eine Mittelstellung zwischen UNC und UNF für Festigkeit und Abdichtung bietet
- Befestigungselemente für Avionik-Racks in Altsystemen, die noch gewartet werden
Wenn eine militärische Zeichnung ein UNS-Gewinde vorgibt, ist diese Spezifikation durch die Zeichnungsrevision festgelegt. Das Ersetzen durch UNC oder UNF – selbst wenn die Steigung „ähnlich“ ist – ist ohne eine technische Änderungsanweisung nicht zulässig.
Öl- und Gasausrüstung
Großdurchmesser-UNS-Gewinde sind in Ausrüstungen für die Ölindustrie weit verbreitet: Blowout-Preventer, Wellkopfspulen, Ventilkörper und Rohr-zu-Flansch-Verbindungen. Bei 2″-, 3″- und 4″-Durchmessern bietet weder UNC noch UNF eine 12-Gänge-pro-Zoll-Steigung – doch 12 TPI bei diesen Durchmessern ergibt eine hervorragende Eingriffslänge und Dichtleistung unter hohem Druck.
Auch bei Hydraulikzylinderstangenenden und Zylinderdeckeln werden häufig UNS-Gewinde verwendet. Eine 2,5-Zoll-Hydraulikstange mit 12 TPI UNS bietet deutlich mehr Gewindeeingriffs-Festigkeit als 4 TPI UNC bei gleichem Durchmesser und erfordert weniger Materialabtrag als eine UNEF-Steigung. Laut Branchendaten, die von der Fluid Power Societyzusammengetragen wurden, werden Ausfälle von Hydraulikzylindern an Gewindeverbindungen häufig auf eine falsche Steigung beim Zusammenbau zurückgeführt – was die korrekte Identifikation von UNS-Gewinden entscheidend macht.
Medizinische und wissenschaftliche Instrumente
Chirurgische Instrumente und präzise wissenschaftliche Geräte verwenden oft UNS-Gewinde für Verstellmechanismen, bei denen die Steigung genau für den Vorschub pro Umdrehung gewählt werden muss. Eine 0,5-Zoll-Einstellschraube mit 40 TPI UNS bewegt sich genau 0,025 Zoll pro Umdrehung – ein praktisches Maß für Mikrometrieranwendungen, bei denen keine Standardreihe diese Steigung bietet.
Laborausrüstung, optische Halterungen und einige Gehäuse implantierbarer Geräte verwenden ebenfalls aus ähnlichen Gründen UNS-Gewinde: Die Steigung wird nach Funktion (Vorschub, Eingriffsfestigkeit oder Vermeidung von Schwingungsfrequenzen) und nicht nach Einhaltung einer Standardreihe gewählt.
Wie wählt man das richtige UNS-Gewinde aus
Verwenden Sie UNS, wenn keine Standardsteigung Ihre gleichzeitigen Anforderungen an Gewindestärke, Wanddicke, Eingriffslänge und Kompatibilität mit einem vorhandenen Teil erfüllt.

Wann sollte man UNS anstelle von UNC oder UNF verwenden
Der Entscheidungsbaum ist einfach:
Kann UNC Ihre Festigkeitsanforderung erfüllen? Wenn ja, verwenden Sie UNC. Grobe Gewinde sind leichter zu montieren, widerstandsfähiger gegen Überkreuzen und Werkzeuge sind überall erhältlich.
Bietet UNF ausreichenden Gewindeeingriff ohne Bedenken hinsichtlich Wandverdünnung? Wenn ja, verwenden Sie UNF. Feine Gewinde bieten eine höhere Zugfestigkeit pro Schraubendurchmesser und eine bessere Selbsthemmung bei Vibrationen.
Gibt es eine Standardsteigung für Ihren spezifischen Durchmesser? Prüfen Sie die ASME B1.1 Tabellen. Wenn die benötigte Steigung bei Ihrem Durchmesser nicht in UNC, UNF oder UNEF vorhanden ist, ist UNS korrekt.
Handelt es sich um eine Nachrüstung oder Reparatur eines bestehenden UNS-Gewindes? Wenn die Zeichnung UNS angibt, passen Sie es exakt an. „Ungefähr passend“ ist für Strukturgewinde nicht akzeptabel.
Gibt es einen funktionalen Grund, warum eine bestimmte Steigung gewählt wurde? Wenn Sie ein neues Teil entwerfen und aus funktionalen Gründen (Vorschubrate, Festigkeitsverhältnis usw.) eine nicht standardisierte Steigung wählen, dokumentieren Sie die Begründung klar. Überlegen Sie, ob eine Standardreihe das gleiche Ergebnis erzielen könnte – UNS erschwert die Beschaffung.
Es gibt jedoch Situationen, in denen UNS einfach das richtige Werkzeug ist. In diesen Fällen geben Sie es klar an, überprüfen Sie die Kennzeichnung und beschaffen Sie sorgfältig.
Beschaffung und Bestellung von UNS-Gewindebefestigungen
UNS-Befestigungselemente sind bei typischen deutschen Händlern nicht als Katalogware erhältlich. Um sie zu beschaffen:
- Spezialbefestigungshändler — Unternehmen mit Fokus auf Luftfahrt-, Öl- oder Industriebefestigungen führen größere UNS-Bestände
- Hersteller von Sonderbefestigungen — für Mengen, bei denen Standardlagerware nicht zutrifft, sind nach Zeichnung speziell gedrehte Verbindungselemente üblich
- Gewindeschneiden im eigenen Haus — wenn Sie über CNC-Dreh- oder Gewindefräsfähigkeiten verfügen, ist die Herstellung von UNS-Gewinden aus Standard-Schraubenrohlingen für kleine Stückzahlen praktikabel
Geben Sie bei der Bestellung immer die vollständige Kennzeichnung an: [Durchmesser]-[Gänge/Zoll] UNS-[Toleranzklasse], einschließlich Material, Oberfläche und aller zutreffenden Normen (ASTM, SAE, NASM). Eine Kennzeichnung wie 1-14 UNS-2A, 304 Edelstahl, gemäß ASME B18.2.1 lässt keine Unklarheiten zu.
Häufig zu vermeidende Fehler
Fehler 1: UNS mit „universell“ oder „nicht standardisiert“ verwechseln
UNS bedeutet nicht „jedes beliebige Gewinde“ oder „unspezifiziert“. Es handelt sich um eine spezifische, klar definierte Bezeichnung innerhalb der ASME B1.1. Mit UNS gekennzeichnete Gewinde müssen weiterhin der standardisierten Unified-Gewindeform mit allen Toleranzen entsprechen.
Fehler 2: Verwendung eines UNC- oder UNF-Gewindebohrers in einem UNS-Gewindeloch
Wenn eine Zeichnung 1-14 UNS-2B vorgibt und Sie mit einem 1-8 UNC- oder 1-12 UNF-Gewindebohrer schneiden, entsteht ein nicht passendes Gewinde, das einen 1-14 UNS-Befestiger nicht korrekt aufnimmt. Überprüfen Sie immer die Gänge pro Zoll, bevor Sie das Werkzeug auswählen.
Fehler 3: Annehmen, dass „ähnliche“ Steigungen austauschbar sind
1-14 UNS und 1-12 UNF sind nicht austauschbar, auch wenn sie bei lockerer Montage ähnlich aussehen. Unter Belastung entsteht durch die Abweichung Kontakt nur auf einem Bruchteil der Gewindeflanken, was die Verbindungsfestigkeit erheblich verringert. In Hydraulikanwendungen entstehen dadurch zudem Leckpfade.
Fehler 4: Weglassen der Toleranzklasse
Eine Kennzeichnung wie „1-14 UNS“ ohne Angabe der Klasse ist unvollständig. Zerspaner wählen in der Regel standardmäßig 2A/2B, aber wenn die Anwendung eine präzise Klasse 3 erfordert, entsteht durch diese Unklarheit ein Qualitätsrisiko. Geben Sie immer die Klasse an.
Fehler 5: Keine Überprüfung mit einem Gewinde-Lehrdorn
Da UNS-Gewinde nicht standardisiert sind, müssen Messlehren (Gut/Schlecht-Lehrdorne und Ringlehren) für die exakte UNS-Kombination spezifiziert werden. Sie können keine UNC- oder UNF-Lehre zur Überprüfung eines UNS-Gewindes verwenden – die Steigung ist unterschiedlich und die Lehre liefert falsche Ergebnisse.
Zukünftige Trends im Präzisionsgewindeschneiden (ab 2026)
Digitale Gewindemesstechnik, Einschränkungen durch additive Fertigung und steigende Qualitätsanforderungen in der Luft- und Raumfahrt erhöhen bis 2026 und darüber hinaus die Nachfrage nach präziser UNS-Gewindedokumentation und -prüfung.
Digitale Gewindeverifizierung und Messtechnik-Trends
Die Gewindemessung verlagert sich von kontaktbasierten Messgeräten zu berührungslosen optischen und Laserscansystemen. Koordinatenmessmaschinen (KMMs) mit Scantastern können jetzt das UNS-Gewindesteigungsmaß, den Flankenwinkel und den Wurzelradius in einem einzigen automatisierten Zyklus messen – und erfassen dabei Daten, die herkömmliche Gut/Schlecht-Lehren einfach nicht liefern können.
Gerade bei UNS-Gewinden ist das wichtig, weil jede UNS-Kombination einzigartig ist. Es gibt keine Kataloglehre, die man einfach aus dem Regal nehmen kann. Werkstätten, die in KMM-basierte Gewindemessung investieren, können UNS-Gewinde ohne die Vorlaufzeit und Kosten für die Beschaffung von Sonderlehren prüfen. Laut den Messtechnik-Ressourcen des NISTkann fortschrittliche optische Profilometrie nun Gewindegeometrien unter 1 Mikrometer auflösen – weit außerhalb der Toleranzbereiche selbst von Klasse-3-Einheitsgewinden.
Additive Fertigung und Gewindenormen
Da die metallbasierte additive Fertigung (AM/3D-Druck) in der Luft- und Raumfahrt sowie in der industriellen Produktion immer häufiger eingesetzt wird, wird die Frage nach gedruckten Gewinden – einschließlich UNS-Gewinden – zunehmend relevant. Das AM-Komitee von ASTM International entwickelt aktiv Richtlinien für Gewindeelemente in gedruckten Metallteilen.
Aktueller Branchenkonsens: zuerst mit gröberen Toleranzen drucken, dann auf das endgültige Gewinde spezifizieren. Dies gilt für UNS-Gewinde ebenso wie für alle anderen. Die Gewindeform wird durch CNC-Gewindeschneiden oder Fräsen fertiggestellt; der AM-Prozess liefert die nahezu endkonturnahe Form. Dieser Arbeitsablauf erhält die Präzision der UNS-Spezifikation und nutzt gleichzeitig die geometrische Freiheit der additiven Fertigung für die umgebende Bauteilgeometrie.
TABELLE 3 — Gewindeauswahl-Referenz für das Engineering-Design 2026
| Konstruktionsszenario | Empfohlenes Gewinde | Begründung |
|---|---|---|
| Allgemeine Strukturverschraubung, beliebiges Material | UNC | Maximale Werkzeugverfügbarkeit, niedrigste Kosten |
| Umgebung mit starken Vibrationen, feine Klemmung | UNF | Höhere Gänge pro Zoll = bessere Vibrationsbeständigkeit |
| Sehr dünne Wände, Präzisionsmechanismen | UNEF | Feine Steigung minimiert Materialabtrag |
| Nachrüstung eines Altteils, nicht genormte Steigung | UNS | Vorhandene Kennzeichnung exakt übernehmen |
| Hydraulikzylinderstange, 1″+ Durchmesser | UNS (z. B. 1-14) | Ausgewogenheit zwischen Eingriff und Festigkeit |
| Druckbehälterflansch, 2″+ Durchmesser | UNS (z. B. 2-12) | Kein UNC/UNF deckt 12 Gänge/Zoll bei diesem Durchmesser ab |
| Luft- und Raumfahrt, ermüdungskritisch | UNR (abgerundete Wurzel) | Reduzierte Kerbwirkung im Vergleich zur flachen Wurzel |
| CNC-gefertigter Präzisionsmechanismus | UNS (Sondersteigung) | Steigung für gewünschte Vorschubrate/Funktion wählen |
FAQ
F: Ist es ein UNC- oder UNS-Gewinde – was ist der Unterschied?
UNC (Unified National Coarse) ist eine genormte Steigungsreihe: Jeder Durchmesser hat genau eine UNC-Steigung (z. B. 1/4-20 UNC). UNS (Unified National Special) ist für nicht standardisierte Steigungen – gleiche Unified-Gewindeform, aber eine Steigung, die nicht in den UNC-, UNF- oder UNEF-Tabellen enthalten ist. Hat ein 1/4-Zoll-Befestigungselement 24 Gänge/Zoll (nicht 20 UNC oder 28 UNF), ist es UNS.
F: Was bedeutet „UNS“ auf einem Gewindebohrer?
Ein mit UNS gekennzeichneter Gewindebohrer ist geschliffen, um ein Unified-Gewinde mit einer bestimmten, nicht standardisierten Steigung zu schneiden. Im Gegensatz zu einem UNC- oder UNF-Gewindebohrer – der eine von vielen Standardkombinationen abdeckt – ist ein UNS-Gewindebohrer speziell für genau eine Durchmesser-Steigungs-Kombination gefertigt. Überprüfen Sie immer, ob der UNS-Gewindebohrer mit der Kennzeichnung auf Ihrer Zeichnung übereinstimmt, einschließlich Passungsklasse.
F: Ist UNS dasselbe wie UNF?
Nein. UNF (Unified National Fine) ist eine genormte Reihe mit festen Steigungen bei jedem Durchmesser. UNS ist eine „Sonder“-Bezeichnung für Steigungen, die in keiner Standardreihe vorkommen. Allerdings kann ein Gewinde, das auf den ersten Blick wie UNS aussieht, tatsächlich UNF sein, wenn die Steigung zur UNF-Tabelle für diesen Durchmesser passt – prüfen Sie immer ASME B1.1.
F: Was ist ein 1-14 UNS-Gewinde?
1-14 UNS ist ein Gewinde mit 1 Zoll Durchmesser und 14 Gewindegängen pro Zoll, bezeichnet als Unified National Special, da bei 1 Zoll Durchmesser UNC 8 Gänge/Zoll und UNF 12 Gänge/Zoll vorsieht – 14 Gänge/Zoll passen in keine dieser Standardreihen. Es ist äußerst gebräuchlich in Hydraulikzylindern und schweren Maschinen, wo bei großem Durchmesser eine mittlere Steigung benötigt wird.
F: Kann ich einen UNC-Gewindebohrer in einem Loch verwenden, das für UNS vorgesehen ist?
Nur wenn die UNC-Steigung zufällig mit der UNS-Angabe übereinstimmt, was definitionsgemäß nicht möglich ist – wenn die Steigung mit UNC übereinstimmen würde, wäre das Gewinde als UNC bezeichnet. Ersetzen Sie niemals einen UNC- oder UNF-Gewindebohrer durch ein UNS-Gewinde, ohne zu überprüfen, dass die Steigungen identisch sind. Im besten Fall ist ein nicht passendes Gewinde locker; im schlimmsten Fall versagt es unter Belastung.
F: Wo finde ich eine UNS-Gewindetabelle?
Die maßgebliche Quelle ist ASME B1.1, erhältlich bei ASME.org. Für praktische Referenz veröffentlichen große Werkzeughersteller (OSG, Emuge, Greenfield) Referenztabellen für ihre UNS-Gewindebohrer. Beachten Sie, dass keine UNS-Tabelle „vollständig“ ist – UNS wird durch das definiert, was es nicht ist, nicht durch eine feste Größentabelle.
F: Sind UNS-Gewinde metrisch?
Nein. UNS ist Teil des Unified Inch-Gewindesystems. Alle Durchmesser und Steigungen sind in Zoll und Gewindegängen pro Zoll (TPI) angegeben. Das metrische Äquivalent ist das ISO/DIN-Metrikgewinde (M-Serie), das Millimeterdurchmesser und Millimetersteigungen verwendet. Wenn Sie eine spezielle metrische Steigung benötigen, wird diese anders bezeichnet – typischerweise als nicht standardisiertes Metrikgewinde nach ISO 68-1.

Schlussfolgerung
UNS-Gewinde sind eines dieser Themen, die zunächst unscheinbar wirken, bis man an der Maschine steht und eine Zeichnung mit einer unbekannten Gewindeangabe in der Hand hält – dann wird es sehr schnell sehr wichtig. Die wichtigste Erkenntnis: UNS ist nicht exotisch, nicht minderwertig und auch nicht „nicht standardisiert“ im vagen Sinne. Es ist die formale Kategorie des Unified-Gewindestandards für Steigungskombinationen, die nicht zu UNC, UNF oder UNEF passen, geregelt durch dieselben ASME B1.1-Regeln und gemessen mit denselben Methoden.
Das Wichtigste, was man sich merken sollte: Immer die vollständige Gewindeangabe (Durchmesser, TPI, Reihe, Toleranzklasse) beachten, niemals einen Standard-Gewindebohrer in ein UNS-Gewindeloch einsetzen, Gewindefräsen für Einzelanfertigungen verwenden und spezielle Lehren beschaffen, wenn Sie UNS-Gewinde in Serie fertigen. Wenn diese Grundlagen stimmen, sind UNS-Gewinde genauso beherrschbar wie jede andere Verbindungsspezifikation.
Wenn Ihre Werkstatt regelmäßig auf UNS-Gewindeangaben stößt – insbesondere im Bereich Luftfahrt, Ölindustrie oder Hydraulikzylinder – lohnt es sich, eine Referenzbibliothek der gängigsten Größen aufzubauen und mindestens ein Satz Gut/Schlecht-Lehren für die am häufigsten vorkommenden Steigungen zu beschaffen. Die Anfangsinvestition zahlt sich schnell durch weniger Ausschuss und schnellere Erstmusterprüfungen aus.
Verwandte Produkte
Lösungen & Cluster
- Alle Blogs
- Kundenspezifische Lösungen für Befestigungselemente
- Schrauben- & Flansch-Tutorials — Alle Artikel durchsuchen
Verwandte Artikel
- Bolzen und Schraube: Der vollständige Leitfaden für industrielle Befestigungen (2026)
- Riegelschrauben: Komplettleitfaden zu Typen, Anwendungen und Installation
- Was ist eine Schraube? Der vollständige Leitfaden zu Typen, Anwendungen & Auswahl für die Produktion
- Hochwertige Silizium-Bronze-Schrauben für langlebige und zuverlässige Befestigungslösungen
- Sicherheitsbolzen: Komplettleitfaden zu Typen, Anwendungen & Auswahl des richtigen Befestigungselements
- Sex-Schraube (Sex-Bolt): Komplettleitfaden zu Typen, Anwendungen & Installation
- Schneller Versand von versiegelten Rivet-Nägeln: Qualitäts-Einsätze für schnelle Projekte
- Schraubenbolzen Komplettführer: Typen, Unterschiede, Größen & Wie man auswählt (2026)




