Un filetage métrique est un filetage à vis ISO identifié par un diamètre et un pas en millimètres, utilisé dans le monde entier pour les boulons, écrous, goujons et pièces industrielles taraudées.

Si vous travaillez dans l'approvisionnement, la conception, l'usinage, la maintenance ou l'exportation de fixations, filetage métrique les questions apparaissent tôt et continuent de revenir. La première revue de plan demande si la désignation est grosse ou fine. La demande de devis demande si un M10 doit être fourni en M10 x 1,5 ou M10 x 1,25. L'équipe de production demande quel foret de taraudage est correct. L'équipe qualité demande si la méthode de jauge et de diamètre sur flanc correspond au plan. Un appel de filetage. Quatre départements. De nombreuses façons de commettre une erreur évitable.
La plupart des pages concurrentes pour filetage métrique s'arrêtent à un tableau. C'est utile, mais ce n'est pas suffisant pour l'achat industriel ou le travail d'application. Les acheteurs sur productionscrews.com ont généralement besoin de plus qu'une liste de tailles. Ils ont besoin de la logique derrière la désignation, du choix entre gros et fin, des implications de tolérance et d'ajustement, de la compatibilité des matériaux, des contrôles de fabrication et des points de défaillance courants qui apparaissent lorsqu'une fixation standard est utilisée dans un assemblage réel.
Ce guide couvre les lacunes laissées par les meilleurs résultats de recherche : ce que signifie réellement un filetage métrique , comment le pas et le profil affectent l'ajustement, comment les normes de filetage métrique sont liées à l'approvisionnement et à l'usinage, où les filetages gros et fins sont appropriés, comment lire les désignations les plus courantes et ce que les équipes industrielles doivent vérifier avant de passer une commande.
Qu'est-ce qu'un filetage métrique ?
Un filetage métrique est un système de filetage basé sur des dimensions en millimètres, utilisant normalement un profil ISO à 60 degrés et une désignation construite à partir du diamètre nominal et du pas.
Au niveau le plus simple, un filetage métrique est identifié par la lettre M, un diamètre nominal en millimètres et parfois une valeur de pas. Ainsi, M8 x 1,25 signifie un diamètre nominal majeur de 8 mm et un pas de filetage de 1,25 mm. Si une désignation est écrite M8 sans pas, l'interprétation par défaut est généralement le pas gros standard pour ce diamètre.
Cela semble simple. C'est simple. Puis les erreurs commencent. Nous voyons régulièrement des acheteurs confondre le pas avec l'avance, le diamètre avec la taille du foret de taraudage, ou le filetage métrique gros avec n'importe quel filetage qui semble s'adapter à la main lors d'un essai en atelier. Ces erreurs sont minimes sur le papier et coûteuses en production.
Quelle norme définit la géométrie du filetage métrique ?
La géométrie d'un filetage métrique à usage général est définie par les normes de filetage ISO, et non par la préférence du fournisseur ou l'habitude de l'atelier d'usinage.
Selon l’officiel aperçu de la norme ISO 261, les filetages métriques ISO à usage général utilisent la M désignation de série et sont basés sur le profil de base défini dans l’ISO 68-1. Cela est important car un filetage métrique n’est pas simplement « un filetage mesuré en millimètres ». Il s’agit d’un système standardisé avec un profil défini, des combinaisons diamètre-pas préférées et des règles de tolérance associées.
Pour un résumé pratique de la géométrie, la page sur les filetages métriques ISO 724 d’Engineering ToolBox indique que l’angle inclus du filetage est de 60 degrés et donne le modèle de désignation standard pour le diamètre nominal et le pas. C’est l’une des façons les plus simples d’expliquer la différence entre un véritable filetage métrique et un profil non métrique ou non ISO similaire en apparence.
Comment un filetage métrique est-il indiqué sur les dessins et les demandes de devis ?
Un repère de filetage métrique indique normalement la série de filetage, le diamètre nominal, le pas lorsque nécessaire, et parfois la classe de tolérance ou le sens du filetage.
Vous verrez souvent :
M6M10 x 1,5M12 x 1,25M20 x 2,5 - 6gM16 x 1,5 LH
La logique est importante :
Msignifie filetage métrique ISO.- Le premier chiffre est le diamètre nominal en millimètres.
- Le deuxième chiffre, lorsqu’il est indiqué, est le pas en millimètres.
6gou similaire indique la classe de tolérance pour les filetages externes.LHsignifie à gauche.
La plupart des erreurs d'achat se produisent parce que seule la moitié de ces informations est copiée du plan vers le bon de commande. Nous avons vu des demandes de devis qui indiquent boulon M12 alors que le dessin exigeait un pas fin et des écrous d'accouplement plaqués d'une classe de tolérance contrôlée. Le devis semblait correct. L'assemblage ne l'était pas.
Pourquoi le filetage métrique domine-t-il les fixations industrielles mondiales ?
Le filetage métrique domine parce qu'il est normalisé, reconnu internationalement, facile à adapter en taille et profondément intégré dans les chaînes d'approvisionnement du matériel industriel moderne.
C'est pourquoi vous trouvez filetage métrique des indications sur les composants automobiles, les cadres de machines, les fixations ferroviaires, les boîtiers industriels, les assemblages de précision et le matériel d'exportation. Une norme commune réduit les difficultés d'approvisionnement. Elle améliore également la compatibilité entre fournisseurs, à condition que l'indication soit complète et que les tolérances soient comprises.
En pratique, un programme de fixation approvisionné mondialement devient beaucoup plus simple lorsque l'équipe d'ingénierie se standardise autour d'une famille vérifiée filetage métrique plutôt que de mélanger les systèmes pouces et métriques par habitude.
| Terme de filetage métrique | Ce que cela signifie | Pourquoi les acheteurs s'y intéressent |
|---|---|---|
| Diamètre nominal | Taille du filetage extérieur en mm | Définit la famille de la pièce d'accouplement |
| Pas | Distance entre deux sommets de filets | Contrôle l'ajustement et l'interchangeabilité |
| Pas grossier | Pas standard par défaut pour une taille donnée | Approvisionnement le plus facile et meilleure interchangeabilité sur le terrain |
| Pas fin | Pas plus petit sur le même diamètre nominal | Meilleur réglage et plus de filets engagés, mais approvisionnement plus difficile |
| Classe de tolérance | Variation autorisée de la taille du filet | Influence les résultats de jauge, l’ajustement et les décisions de revêtement |
Normes de filetage métrique, profil et désignation
Un système de filetage métrique fonctionne bien seulement lorsque l’équipe comprend à la fois les règles de profil et les règles de désignation.
C’est l’un des plus grands manques de contenu dans les premiers résultats de recherche. Un tableau n’est pas la même chose que comprendre ce que signifie le tableau.
Principes de base du profil ISO
Le filetage métrique standard à usage général utilise un profil en V symétrique à 60 degrés avec des relations définies entre le pas, la hauteur du filet et la troncature.
Le Aperçu Wikipédia du filetage métrique ISO donne un résumé public concis : le système est basé sur un angle de filet de 60 degrés et utilise des dimensions métriques pour le diamètre nominal et le pas. Pour les équipes d’ingénierie, cela est important car la géométrie du profil influence l’accouplement, la sélection de la jauge, l’interprétation du diamètre de pas et la configuration de l’usinage.
C’est ici que cela devient concret. Un atelier peut être capable de « fabriquer quelque chose qui se visse », mais cela ne garantit pas la conformité filetage métrique des performances. Si le diamètre de pas dérive, la forme du flanc est incorrecte, ou l’accumulation du revêtement modifie l’ajustement, le filet peut s’assembler une fois et échouer plus tard sous vibration ou service répété.
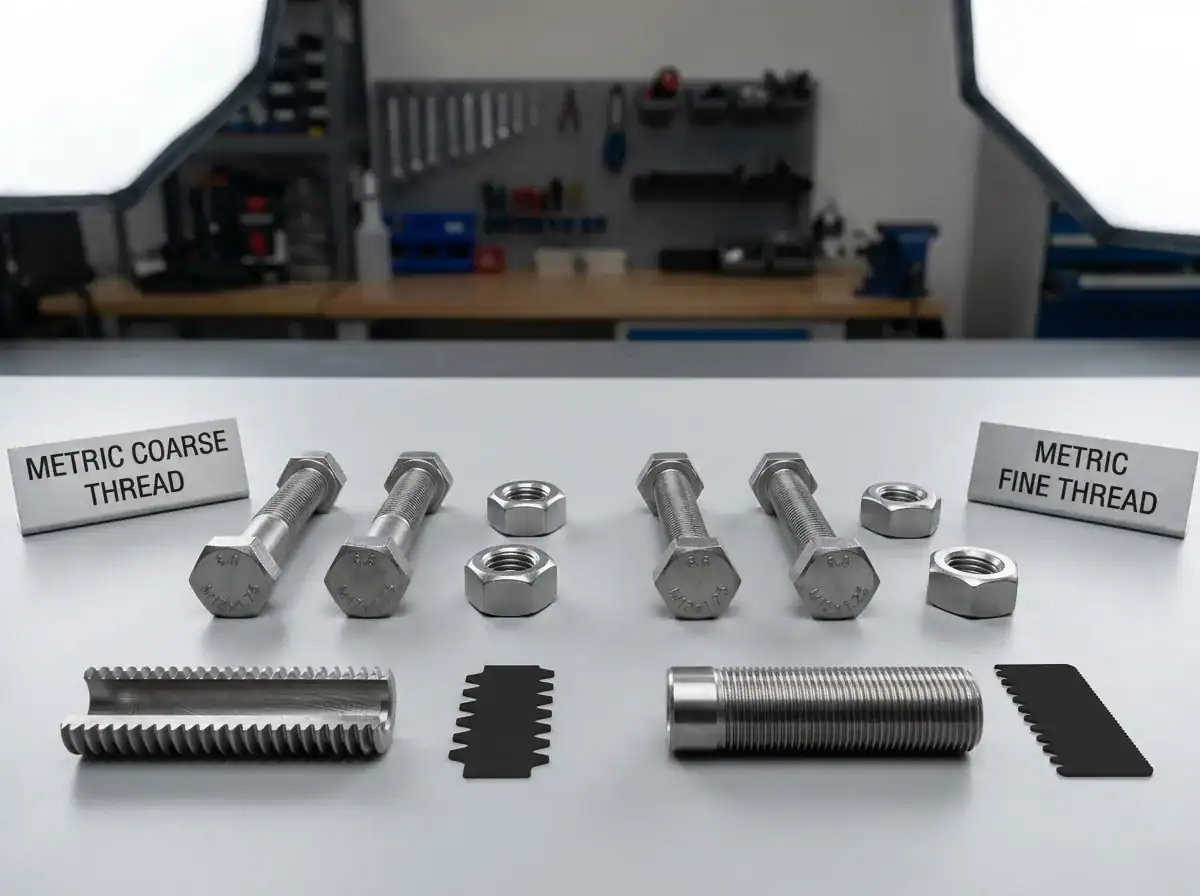
Filetage métrique grossier versus fin
Le filetage métrique grossier est le choix par défaut et le plus répandu dans l’industrie, tandis que le filetage métrique fin est choisi lorsque le réglage, l’épaisseur de paroi ou le comportement en vibration l’exige.
Le Tableau des pas de filetage métrique Bolt Depot est une référence rapide utile car il liste les pas standards grossiers et fins pour les tailles métriques courantes. Ces données aident à répondre rapidement à une question fréquente d’approvisionnement : si le dessin indique M10, le choix par défaut doit-il être M10 x 1,5En général, oui, car 1,5 mm est le pas standard grossier pour M10.
Cela dit, de nombreux acheteurs industriels sous-spécifient accidentellement les pièces à pas fin. L’écrou ou le trou taraudé est commandé en pas grossier standard parce que l’acheteur ne voit que M12 et suppose que cela suffit. Ce n’est pas suffisant lorsque le plan exige réellement M12 x 1,25.
Comment lire les indications de filetage métrique les plus courantes
Un bon repère de filetage métrique élimine toute ambiguïté sur la taille, le pas, la tolérance et le sens avant que la pièce n’arrive à l’usinage ou à l’approvisionnement.
Utilisez ce schéma d’interprétation rapide :
M8: pas grossier standard M8 sauf indication contraireM8 x 1,0: M8 pas finM20 x 2,5 - 6H: filetage interne avec classe de toléranceM16 x 1,5 - 6g: filetage externe avec classe de toléranceM12 x 1,75 LH: filetage à gauche
Une phrase courte : des indications incomplètes entraînent des retouches.
Pour les achats industriels, nous recommandons généralement que la demande de devis répète l’intégralité de filetage métrique l’indication du plan, y compris le pas et la classe de tolérance si pertinent. C’est plus lent dans la feuille de devis. C’est bien plus rapide que de découvrir lors du contrôle réception que le fournisseur a supposé un pas grossier.
| Exemple d’indication | Interprétation | Note d’utilisation typique |
|---|---|---|
| M6 | Pas standard grossier M6 | Vis de base, couvercles, supports |
| M8 x 1,0 | Pas fin M8 | Meilleur réglage, plus de filets par longueur |
| M10 x 1,5 | Pas grossier M10 | Disponibilité la plus large de fixations standard |
| M12 x 1,25 – 6g | Filetage externe fin avec tolérance | Contrôle accru de l’ajustement d’accouplement |
| M16 x 1,5 LH | Filetage fin à gauche | Configurations spéciales de rotation ou d’anti-desserrage |
Dimensions, tableaux et ajustement des filetages métriques
Un tableau de filetages métriques est utile, mais la vraie valeur vient de savoir quelle dimension répond à quelle question de fabrication ou d’approvisionnement.
C’est là que les concurrents étaient particulièrement faibles. Ils montrent le diamètre et le pas, mais expliquent rarement quand le diamètre majeur, le diamètre mineur, le diamètre au pas et le foret de taraudage sont importants.
Diamètre majeur, mineur et au pas
Le diamètre majeur indique la taille nominale, le diamètre mineur est important pour la résistance du noyau du filetage interne, et le diamètre au pas est la dimension de contrôle d’ajustement la plus importante.
Pour les équipes d’inspection, le diamètre au pas est là où de nombreuses décisions réelles d’ajustement se prennent. C’est pourquoi La publication du NIST sur la mesure du diamètre au pas des calibres filetés à l’aide d’une MMC reste pertinente : elle se concentre directement sur la méthodologie de mesure du diamètre au pas, qui est au cœur de la corrélation des calibres et de la vérification de la qualité du filetage.
A filetage métrique ce qui semble acceptable au diamètre majeur peut tout de même échouer à l’ajustement car le diamètre au pas est incorrect. Nous avons vu cela se produire après des changements de revêtement, une usure de la matrice ou des réglages de roulage agressifs. Le filetage s’engage. Puis il coince, se desserre ou échoue au calibre.
Taraudage et planification des filetages internes
Lorsque vous réalisez ou formez un filetage métrique en interne, le diamètre du foret de taraudage doit correspondre au pas et à l’engagement de filetage souhaité, et non seulement au diamètre nominal.
C’est ici que les équipes de maintenance et les ateliers d’usinage ont souvent besoin d’une explication plus pratique que celle fournie par un catalogue. Le même diamètre nominal peut avoir des implications différentes pour le foret de taraudage lorsque le pas change. Un M10 x 1,5 et un M10 x 1,25 ne sont pas des plans de perçage interchangeables simplement parce qu’ils partagent le même diamètre nominal.
Le Page des dimensions des filetages métriques Accu est utile ici car elle regroupe les données dimensionnelles sur une large gamme de tailles. Cela aide les acheteurs et les ingénieurs à vérifier si une demande « spéciale » est en réalité standard, fine ou non préférée.
Classes de tolérance et effets du revêtement
La classe de tolérance contrôle l’ajustement, et le revêtement peut transformer un bon filetage métrique en un mauvais si la tolérance n’a pas été correctement prévue.
Ce point est souvent négligé dans le contenu éducatif standard, mais il est important en production. Un filetage externe zingué filetage métrique peut resserrer l’ajustement effectif au point de créer des problèmes d’assemblage si la tolérance de classe et le contrôle du procédé n’ont pas été pris en compte dès le départ. Le même problème apparaît avec des revêtements épais, une contamination par la peinture ou des couches de finition agressives dans des projets sensibles à la corrosion.
Lors de l’achat, ne séparez pas la tolérance du filetage de la finition. Elles doivent être prises en compte ensemble.
| Facteur de dimension ou d’ajustement | Question principale à laquelle il répond | Défaillance typique si ignoré |
|---|---|---|
| Diamètre extérieur | S’agit-il de la bonne famille de filetages nominaux ? | Écrou incorrect ou mauvaise série de trous choisie |
| Pas | Un filetage gros ou fin est-il requis ? | Incompatibilité des pièces à assembler |
| Diamètre de pas | L’ajustement permettra-t-il réellement le contrôle et l’assemblage ? | Ajustement serré, ajustement lâche ou rejet au contrôle |
| Diamètre mineur | La résistance du noyau et la profondeur du taraudage sont-elles suffisantes ? | Filets internes faibles ou rupture lors du taraudage |
| Classe de tolérance | Dans quelle mesure l’ajustement du filetage est-il contrôlé ? | Variation d’assemblage entre les lots |
| Accumulation de revêtement | La finition va-t-elle modifier l’ajustement ? | Problèmes d’assemblage après le placage |
Types de filetage métrique utilisés dans l’industrie
La sélection du filetage métrique ne concerne pas seulement la taille ; il s’agit aussi de la série, du pas, de l’ajustement, et de savoir si la pièce est un boulon, une vis, une tige filetée, un insert ou un élément taraudé.
Les équipes d’approvisionnement industriel rencontrent généralement filetage métrique sous plus d’une forme. Cela est important car le risque d’approvisionnement varie selon la famille de produits.
Filetage métrique standard gros
Le filetage métrique gros est le choix industriel par défaut car il offre la plus large disponibilité, une meilleure tolérance sur le terrain et un approvisionnement plus simple.
Pour les fixations générales, la maintenance et les programmes d’exportation, le pas gros est généralement le point de départ le plus sûr. Il tolère mieux la saleté et les dommages, il est plus facile à se procurer à l’échelle mondiale, et il réduit le risque d’associer un mauvais écrou sur la ligne d’assemblage.
C’est une des raisons pour lesquelles de nombreux guides de sélection plus larges du site, y compris grades de boulons et écrou 8.8, croisent naturellement les filetage métrique décisions. La nuance et la série de filetage sont rarement isolées l’une de l’autre dans une commande réelle.
Filetage métrique fin
Le filetage métrique fin est choisi lorsque l’application nécessite plus de précision de réglage, plus de filets engagés par unité de longueur, ou de meilleures performances dans des conditions de paroi mince ou dynamiques.
Il existe de bonnes raisons de spécifier un pas fin :
- Meilleur réglage du serrage par tour
- Meilleur engagement du filetage sur de courtes longueurs
- Meilleure résistance au desserrage dans certains assemblages sensibles aux vibrations
- Géométrie utile pour les pièces à paroi mince ou les espaces de clé réduits
Mais il y a des compromis :
- Risque accru de substitution de mauvaise pièce
- Moins d’interchangeabilité sur le terrain
- Plus d’attention requise lors du taraudage et de l’inspection
- Délai de réapprovisionnement plus long sur les marchés de produits courants
Applications spéciales de filetage métrique interne et externe
Le filetage métrique apparaît également dans les goujons, tiges filetées, inserts, vis de précision et pièces usinées sur mesure où les exigences de tolérance et de procédé sont plus strictes que pour la quincaillerie standard.
Ceci est courant dans l’automatisation industrielle, les équipements de transport, les supports d’instrumentation, les assemblages à brides et les pièces en acier fabriquées avec des écrous soudés ou des bossages taraudés. Le filetage peut toujours être métrique ISO standard, mais l’application n’est pas un produit courant. C’est là que les acheteurs doivent définir la pièce par désignation complète, matériau, finition et exigence d’assemblage plutôt que par la seule taille nominale.
En pratique, nous constatons une meilleure clarté d’achat lorsqu’un acheteur relie la filetage métrique demande à la catégorie réelle du produit : boulon, goujon, vis, insert ou plaque taraudée. Cela évite le classique « M12 quoi ? ».
Applications du filetage métrique dans les achats et la fabrication
Le filetage métrique apparaît dans l’approvisionnement des produits, l’usinage, l’inspection, la maintenance et l’emballage pour l’exportation, et chaque étape s’intéresse à un aspect différent de la même désignation de filetage.
Les trois principales pages concurrentes ont à peine abordé les applications. C’est une occasion manquée car le contexte d’application est là où l’acheteur prend réellement ses décisions.
Approvisionnement en fixations et commandes d’exportation
Pour les équipes d’approvisionnement, le filetage métrique est important car il détermine l’interchangeabilité, le choix de la quincaillerie d’assemblage et la clarté de la spécification commerciale.
Lorsqu’un client demande des boulons hexagonaux, des vis à six pans creux, des boulons à bride ou des goujons, le filetage métrique entraînements d’appel :
- Disponibilité des écrous correspondants
- Compatibilité des rondelles
- Tailles de stock préférées
- Mise en place du taraud ou de la filière pour les pièces associées
- Étiquetage des lots et séparation des séries
Ceci est particulièrement pertinent sur un site comme productionscrews.com, où les familles de produits se chevauchent. Un acheteur comparant combinaison de boulon et de vis ou examinant boulons vs vis pourrait penser que la décision concerne le type de tête ou l’application. Très souvent, la véritable question est la standardisation du système de filetage.
Opérations d’usinage et de taraudage
Pour les usineurs et les ingénieurs de production, le filetage métrique détermine le choix du foret, les attentes en matière d’usure des outils, le choix du calibre et le risque de rebut.
A filetage métrique ce qui est facile à décrire peut néanmoins être difficile à produire de façon constante si le matériau est dur, le trou est peu profond, le taraud est usé ou si la tolérance de revêtement a été ignorée. Phrase courte. Les ateliers qui considèrent la création du filetage comme un détail de dernière étape le paient généralement en tarauds cassés ou en échecs de contrôle.
Un schéma que nous avons observé à plusieurs reprises est que les équipes passant du travail en pouces au travail métrique sous-estiment la fréquence des commandes à pas fin dans les composants spéciaux. La taille nominale semble familière. Le pas ne l’est pas. Ensuite, le mauvais outil est sorti du stock.
Assemblage, maintenance et remplacement sur site
Pour les équipes de maintenance, la standardisation du filetage métrique ne réduit les temps d’arrêt que si la pièce de rechange utilise le même pas et le même ajustement que l’original.
Cela semble évident, mais c’est là que de nombreuses erreurs sur le terrain, évitables, se produisent. Un boulon de remplacement marqué uniquement par le diamètre peut s’engager partiellement puis se bloquer parce que l’original était à pas fin. Ou l’inverse : un filetage grossier paraît lâche dans un filetage interne usé et est trop serré pour compenser.
C’est pourquoi une bonne pratique de remplacement inclut une vérification complète de la pièce, et pas seulement « ça ressemble à du M10 ».
Comment choisir le bon filetage métrique
Le bon filetage métrique se choisit à rebours à partir de l’application : la charge, le matériau, la pièce associée, la méthode d’installation et l’environnement de service comptent tous avant la disponibilité en stock.
Voici le cadre décisionnel pratique dont la plupart des acheteurs ont réellement besoin.
Étape 1 : Commencez par l’exigence d’assemblage
Choisissez d’abord le filetage métrique du composant d’assemblage ou du plan, car la compatibilité des filetages n’est pas négociable.
Si la pièce réceptrice est déjà définie, votre filetage métrique choix est immédiatement contraint. Vous avez besoin du diamètre exact, du pas, du sens et de la tolérance attendue avant de comparer les matériaux ou les finitions.
Si la conception est encore ouverte, décidez alors si l’assemblage sera mieux servi par un pas grossier ou fin. Le pas grossier est la valeur par défaut. Le pas fin doit être justifié.
Étape 2 : Vérifiez la charge, l’épaisseur de paroi et les vibrations
Utilisez un filetage métrique à pas grossier pour une robustesse générale et un filetage métrique à pas fin lorsque la densité d’engagement, le réglage ou l’encombrement le justifient.
Une règle pratique :
- Choisissez le pas grossier pour la quincaillerie industrielle générale et la simplicité de remplacement.
- Choisissez le pas fin pour les sections de paroi plus fines, un réglage de précharge plus précis ou des assemblages dynamiques spécialisés.
- Évitez le pas fin inutile dans les produits nécessitant beaucoup de maintenance sur le terrain, sauf si la conception l’exige réellement.
La plupart des guides s’arrêtent ici, mais c’est là que commence la vraie nuance : le « meilleur » filetage métrique est souvent celui qui réduit les erreurs d’utilisation lors de la maintenance, pas celui qui paraît le plus précis sur le plan.
Étape 3 : Confirmez la capacité de fabrication et d’inspection
Une spécification de filetage métrique n’est valable que si le fournisseur peut la fabriquer, la contrôler, la finir et l’emballer de façon constante.
Avant de commander, confirmez :
- Si la pièce est roulée, taillée, taraudée ou rectifiée
- Si le pas fin est un stock standard ou une production spéciale
- Quels calibres ou méthodes de mesure seront utilisés
- Si le traitement de surface ou le revêtement affectera l’ajustement
- Que les écrous ou inserts correspondants proviennent de la même source contrôlée
C'est là qu'une norme filetage métrique une désignation peut toujours devenir une commande risquée. La norme peut être courante. La capacité du procédé peut ne pas l’être.
Étape 4 : Adapter le filetage au matériau et à la stratégie de corrosion
Le matériau et la finition peuvent modifier le comportement d’un filetage métrique lors de l’assemblage, il faut donc vérifier le choix du filetage en même temps que le métal de base et le plan de revêtement.
Par exemple, un filetage fin filetage métrique en inox peut se comporter différemment lors d’utilisations répétées que la même géométrie en acier allié en raison du risque de grippage et des variations de friction. C’est pourquoi les recommandations internes associées boulon en acier inoxydable et écrou boulon acier inoxydable appartiennent souvent à la même discussion d’ingénierie.
Étape 5 : Inscrire la désignation complète sur le bon de commande
Le contrôle final d’achat pour un filetage métrique est une désignation écrite complète, et non une supposition transmise par e-mail.
Au minimum, le bon de commande ou la pièce jointe technique doit indiquer :
- Taille de filetage
- Pas
- Type de produit
- Matériau ou grade
- Finition
- Référence de la norme si pertinent
- Quantité et exigences d’emballage
- Exigence de la pièce associée lorsque fournie en assemblage

Erreurs courantes sur les filetages métriques
La plupart des défaillances de filetage métrique proviennent de l’ambiguïté, et non du système de filetage lui-même.
C’est une bonne nouvelle, car l’ambiguïté peut être maîtrisée.
Confusion entre pas gros et pas fin
L’erreur la plus fréquente sur les filetages métriques est de supposer que le diamètre nominal suffit à identifier la pièce.
Ce n'est pas suffisant. M12 et M12 x 1,25 ce ne sont pas les mêmes décisions d'achat. Si le fournisseur, le machiniste ou l'équipe de maintenance suppose un pas grossier alors que la conception nécessite un pas fin, le problème peut ne pas apparaître avant l'assemblage final.
Ignorer la tolérance ou la finition
Un filetage métrique qui fonctionne avant la finition peut devenir un problème d'ajustement après le revêtement si la tolérance n'a pas été prévue.
Ceci est particulièrement fréquent sur les filetages externes plaqués, les pièces peintes taraudées et les assemblages où la quincaillerie d'accouplement provient de sources mixtes. En pratique, nous avons vu des réclamations de « mauvais boulon » disparaître une fois que l'équipe a séparé la géométrie du filetage de l'accumulation de finition et vérifié l'état des jauges.
Utiliser des indications partielles lors de l'approvisionnement
Un langage d'achat raccourci augmente le risque qu'un filetage métrique standard soit fourni de manière incorrecte.
Évitez les lignes de commande comme :
Boulon M10Vis métriqueM12 inox
Ce ne sont pas des spécifications techniques. Ce sont des substituts qui prétendent être des spécifications.
Supposer que chaque atelier mesure la qualité du filetage de la même manière
La cohérence de l'inspection est importante car la qualité du filetage métrique est validée par des jauges, des vérifications de pas et le contrôle du processus, pas seulement par l'apparence visuelle.
Si le client, le fournisseur et l'inspecteur tiers ne s'accordent pas sur ce qui définit un filetage acceptable filetage métrique, les débats commencent tard et coûtent plus cher.
Tendances futures pour le filetage métrique en 2026 et au-delà
La tendance 2026 pour le travail sur le filetage métrique n'est pas une nouvelle géométrie ; c'est un meilleur contrôle numérique sur le même standard.
Le profil de base est mature. Les attentes opérationnelles autour de celui-ci évoluent.
Meilleur contrôle numérique des spécifications
De plus en plus d'entreprises renforcent la cohérence entre la CAO et le bon de commande afin que l'indication exacte du filetage métrique parvienne aux fournisseurs et aux inspecteurs sans simplification manuelle.
Cela importe car la plupart filetage métrique des erreurs sont des erreurs de transcription. La géométrie n’a pas échoué. C’est le transfert des données qui a échoué.
Plus d'attention portée au contrôle et à la traçabilité
Les équipes qualité accordent plus d'attention à la manière dont l'acceptation du filetage métrique est mesurée, en particulier pour les composants d'exportation et les assemblages liés à la sécurité.
La pertinence continue de des travaux du NIST sur le diamètre primitif le démontre : l’ajustement du filetage reste une discipline de mesure, et pas seulement un sujet de catalogue.
Demande accrue de fournisseurs conscients des applications
Les acheteurs industriels souhaitent de plus en plus des fournisseurs capables d’expliquer pourquoi un filetage métrique spécifique doit être grossier, fin, plaqué, roulé ou associé à un jeu d’écrous correspondant.
Le produit peut être simple, mais les attentes en matière de support augmentent. C’est particulièrement vrai lorsqu’un client passe d’une recherche de matériel générique à une commande OEM personnalisée ou d’exportation.
FAQ sur le filetage métrique
Quel est un autre nom pour le filetage métrique ?
Un autre nom courant est le filetage métrique ISO, qui fait référence au système de filetage métrique standardisé utilisé pour les fixations à usage général. Dans la plupart des contextes industriels, filetage métrique et filetage métrique ISO désignent le même système général de désignation du diamètre et du pas en millimètres.
Quel est l’angle standard du filetage métrique ?
L’angle standard du filetage métrique est de 60 degrés. Ce profil à 60 degrés fait partie de la géométrie standard utilisée dans les filetages métriques ISO à usage général, c’est pourquoi un filetage non ISO avec un profil différent ne doit pas être considéré comme interchangeable simplement parce que le diamètre semble similaire.
Que signifie M10 x 1,5 dans une désignation de filetage métrique ?
Cela signifie un filetage de diamètre nominal 10 mm avec un pas de 1,5 mm. Le M10 identifie le diamètre nominal majeur, et 1,5 indique la distance entre deux sommets de filets adjacents en millimètres.
Le filetage métrique est-il identique au pas métrique ?
Non ; le filetage métrique est l’ensemble du système de filetage, tandis que le pas métrique n’est qu’une dimension de ce système. Le pas indique l’espacement entre les filets, mais une spécification complète de filetage métrique peut aussi inclure le diamètre, la tolérance, le sens de vissage et le type de produit.
Quand dois-je utiliser un filetage métrique fin plutôt qu'un filetage grossier ?
Utilisez un filetage métrique fin lorsque la conception nécessite un réglage plus précis, plus de filets engagés sur une courte longueur, ou un avantage dynamique ou d’emballage spécifique. Le pas fin peut être le bon choix, mais il doit être intentionnel car il réduit la tolérance de substitution et augmente souvent la sensibilité d’approvisionnement.
Comment identifier correctement un filetage métrique ?
Identifiez-le en vérifiant la désignation M, en mesurant le diamètre nominal, en confirmant le pas et en vérifiant l’exigence d’ajustement ou de tolérance si nécessaire. Un peigne à filets ou jauge de pas, une mesure au pied à coulisse et l’examen du plan sont les outils de départ habituels.
Quelle est la différence entre un filetage métrique et un filetage impérial ?
Le filetage métrique utilise les millimètres pour le diamètre et le pas, tandis que les systèmes de filetage impériaux utilisent le diamètre en pouces et la notation filets par pouce. Le profil peut parfois sembler similaire, mais la méthode de désignation et les combinaisons taille-pas standardisées sont différentes.
Quel est un autre nom pour le filetage métrique ?
Un autre nom courant est le filetage métrique ISO, qui fait référence au système de filetage métrique standardisé utilisé pour les fixations à usage général.
Dans la plupart des contextes industriels, « filetage métrique » et « filetage ISO métrique » désignent le même système général de diamètre et de pas en millimètres. En résumé : si le plan indique M et utilise un pas en millimètres, vous avez presque certainement affaire à un filetage ISO métrique.
Quel est l’angle standard du filetage métrique ?
L’angle standard du filetage métrique est de 60 degrés.
Ce profil à 60 degrés fait partie de la géométrie standard utilisée dans les filetages ISO métriques polyvalents, c’est pourquoi un filetage non ISO avec un profil différent ne doit pas être considéré comme interchangeable simplement parce que le diamètre semble similaire. En résumé : l’angle du profil est une raison pour laquelle un filetage peut sembler correct mais mal s’emboîter.
Que signifie M10 x 1,5 dans une désignation de filetage métrique ?
Cela signifie un filetage de diamètre nominal de 10 mm avec un pas de 1,5 mm.
Le M10 identifie le diamètre majeur nominal, et 1.5 identifie la distance entre les sommets de filets adjacents en millimètres. En résumé : le deuxième chiffre est essentiel car il distingue les variantes grossières et fines au sein de la même famille de tailles.
Le filetage métrique est-il identique au pas métrique ?
Non ; le filetage métrique est l’ensemble du système de filetage, tandis que le pas métrique n’est qu’une dimension dans ce système.
Le pas indique l’espacement entre les filets, mais une spécification complète filetage métrique peut également inclure le diamètre, la tolérance, le sens du filetage et le type de produit. En résumé : le pas seul ne définit jamais l’exigence complète du filetage.
Quand dois-je utiliser un filetage métrique fin plutôt qu'un filetage grossier ?
Utilisez un filetage métrique fin lorsque la conception nécessite un réglage plus précis, plus de filets engagés sur une courte longueur, ou un avantage dynamique ou d’emballage spécifique.
Le pas fin peut être le bon choix, mais il doit être intentionnel car il réduit la tolérance de substitution et augmente souvent la sensibilité à l’approvisionnement. En résumé : choisissez le pas fin pour une raison, pas parce qu’il semble plus précis.
Comment identifier correctement un filetage métrique ?
Identifiez-le en vérifiant la M désignation, en mesurant le diamètre nominal, en confirmant le pas et en vérifiant l’exigence d’ajustement ou de tolérance si pertinent.
Un jauge de filetage ou de pas, une mesure au pied à coulisse et une revue du dessin sont les outils de départ habituels. En résumé : n’identifiez pas un filetage métrique par simple comparaison visuelle si la pièce est importante.
Quelle est la différence entre un filetage métrique et un filetage impérial ?
Le filetage métrique utilise les millimètres pour le diamètre et le pas, tandis que les systèmes de filetage impériaux utilisent le diamètre en pouces et la notation filets par pouce.
Le profil peut sembler similaire dans certains cas, mais la méthode de désignation et les combinaisons taille-pas standardisées sont différentes. En résumé : mélanger les deux systèmes est l’un des moyens les plus rapides de créer des erreurs d’assemblage évitables.

Conclusion
Le filetage métrique semble simple car la notation est compacte, mais la décision industrielle réelle inclut le pas, la tolérance, la méthode de fabrication, le matériel d’accouplement, la finition et l’inspection. Une fois ces éléments alignés, le système est efficace, mondial et très fiable. Quand ils ne le sont pas, même un filetage standard filetage métrique peut devenir une source de rebut, de retard ou de défaillance sur le terrain.
Si vous effectuez un approvisionnement ou une spécification filetage métrique de produits, commencez par l’appel complet, pas seulement le diamètre nominal. Confirmez le pas gros ou fin, faites correspondre le composant associé, vérifiez la capacité de fabrication et inscrivez l’exigence complète dans le bon de commande. C’est la voie pratique pour réduire les retours, accélérer l’assemblage et assurer une communication plus claire entre l’ingénierie, les achats et la production.
Produits associés
Solutions et groupe
- Tous les blogs
- Solutions de fixation sur mesure
- Tutoriels sur les vis et brides — Parcourez tous les articles
Articles associés
- Vis de plaque d'immatriculation anti-vol : le guide d'achat complet (2026)
- Vis à forme filetée : Guide complet sur les types, utilisations et choix
- Écrou, Vis, Boulon : Le guide complet des types de fixations, des grades et du choix
- Vis du filetage UNC : Guide complet des normes de filetage national unifié à pas grossier
- Entretoises en nylon : le guide complet des types, tailles et applications
- Fixations en U : Le guide complet des types, tailles et applications
- Rondelle cannelée : Guide complet sur les types, utilisations et installation
- Guide essentiel des raccords UNC : Types, utilisations et applications




