Una rosca métrica es una rosca de tornillo ISO identificada por el diámetro y el paso en milímetros, utilizada en todo el mundo para pernos, tuercas, espárragos y piezas industriales roscadas.

Si trabajas en compras, diseño, mecanizado, mantenimiento o exportación de elementos de fijación, rosca métrica las preguntas aparecen pronto y luego siguen apareciendo. La primera revisión de planos pregunta si la especificación es gruesa o fina. La solicitud de presupuesto pregunta si un M10 debe suministrarse como M10 x 1.5 o M10 x 1.25. El equipo de producción pregunta cuál es la broca de roscar correcta. El equipo de calidad pregunta si el método de calibre y diámetro de paso coincide con el plano. Una especificación de rosca. Cuatro departamentos. Muchas formas de cometer un error evitable.
La mayoría de las páginas competidoras de rosca métrica se detienen en un cuadro. Eso es útil, pero no es suficiente para la compra o aplicación industrial. Los compradores en productionscrews.com normalmente necesitan más que una lista de tamaños. Necesitan la lógica detrás de la designación, la selección entre gruesa y fina, las implicaciones de tolerancia y ajuste, la compatibilidad de materiales, los controles de fabricación y los puntos de fallo comunes que aparecen cuando un elemento de fijación estándar se aplica en un montaje real.
Esta guía cubre los vacíos que dejan los principales resultados de búsqueda: qué significa realmente una rosca métrica , cómo el paso y el perfil afectan el ajuste, cómo los estándares de rosca métrica se relacionan con la adquisición y el mecanizado, dónde corresponden las roscas gruesas y finas, cómo leer las especificaciones más comunes y qué deben verificar los equipos industriales antes de realizar un pedido.
¿Qué es una rosca métrica?
Una rosca métrica es un sistema de roscas basado en dimensiones en milímetros, normalmente usando el perfil ISO de 60 grados y una designación formada por el diámetro nominal y el paso.
En el nivel más simple, una rosca métrica se identifica con la letra M, un diámetro nominal en milímetros y, a veces, un valor de paso. Así, M8 x 1.25 significa un diámetro mayor nominal de 8 mm y un paso de rosca de 1,25 mm. Si una especificación se escribe como M8 sin paso, la interpretación por defecto suele ser el paso grueso estándar para ese diámetro.
Eso suena sencillo. Es sencillo. Luego comienzan los errores. Vemos regularmente compradores que confunden el paso con el avance, el diámetro con el tamaño de la broca de roscar, o la rosca métrica gruesa con cualquier rosca que encaje a mano en una prueba de taller. Esos errores son pequeños en el papel y costosos en producción.
¿Qué norma define la geometría de la rosca métrica?
La geometría de una rosca métrica de uso general está definida por las normas ISO de roscas, no por la preferencia del proveedor o el hábito del taller de mecanizado.
Según el funcionario Resumen de la norma ISO 261, las roscas métricas de uso general según ISO utilizan la M designación de serie y se basan en el perfil básico definido en la ISO 68-1. Eso es importante porque una rosca métrica no es simplemente “una rosca medida en milímetros”. Es un sistema estandarizado con un perfil definido, combinaciones preferidas de diámetro-paso y reglas de tolerancia asociadas.
Para un resumen práctico de la geometría, La página de roscas métricas ISO 724 de Engineering ToolBox indica que el ángulo incluido de la rosca es de 60 grados y proporciona el patrón de designación estándar para el diámetro nominal y el paso. Esa es una de las formas más sencillas de explicar la diferencia entre una verdadera rosca métrica y un perfil similar no métrico o no ISO.
¿Cómo se escribe una rosca métrica en planos y solicitudes de oferta?
Una especificación de rosca métrica normalmente indica la serie de la rosca, el diámetro nominal, el paso cuando es necesario y, a veces, la clase de tolerancia o el sentido de la rosca.
A menudo verá:
M6M10 x 1.5M12 x 1.25M20 x 2.5 - 6gM16 x 1.5 LH
La lógica es importante:
Msignifica rosca métrica ISO.- El primer número es el diámetro nominal en milímetros.
- El segundo número, cuando se muestra, es el paso en milímetros.
6go similar indica la clase de tolerancia para roscas externas.LHsignifica rosca a la izquierda.
La mayoría de los errores de compra ocurren porque solo la mitad de esa información se copia del plano a la orden de compra. Hemos visto solicitudes de presupuesto que dicen Perno M12 cuando el plano requería paso fino y tuercas de acoplamiento galvanizadas de una clase de tolerancia calibrada. La cotización parecía correcta. El montaje no.
¿Por qué la rosca métrica domina los elementos de fijación industriales a nivel global?
La rosca métrica domina porque está estandarizada, reconocida internacionalmente, es fácil de escalar por tamaño y está profundamente integrada en las cadenas de suministro de hardware industrial moderno.
Por eso se encuentran rosca métrica indicaciones en componentes automotrices, estructuras de maquinaria, fijaciones ferroviarias, envolventes industriales, ensamblajes de precisión y hardware de exportación. Un estándar común reduce la fricción en el abastecimiento. También mejora la compatibilidad entre proveedores, siempre que la indicación sea completa y se comprendan las tolerancias.
En la práctica, un programa de fijación de abastecimiento global se vuelve mucho más sencillo cuando el equipo de ingeniería se estandariza en torno a una familia rosca métrica verificada en lugar de mezclar sistemas en pulgadas y métricos por costumbre.
| Término de rosca métrica | Qué significa | Por qué importa a los compradores |
|---|---|---|
| Diámetro nominal | Tamaño de la rosca exterior en mm | Define la familia de hardware de acoplamiento |
| Paso | Distancia de una cresta de rosca a la siguiente | Controla el ajuste y la intercambiabilidad |
| Paso grueso | Paso estándar predeterminado para un tamaño dado | La adquisición más sencilla y la mayor intercambiabilidad en campo |
| Paso fino | Paso más pequeño en el mismo diámetro nominal | Mejor ajuste y más hilos engranados, pero abastecimiento más limitado |
| Clase de tolerancia | Variación permitida en el tamaño de la rosca | Afecta los resultados del calibre, el ajuste y las decisiones de recubrimiento |
Normas, perfil y designación de roscas métricas
Un sistema de rosca métrica solo funciona bien cuando el equipo comprende tanto las reglas del perfil como las reglas de designación.
Esta es una de las mayores lagunas de contenido en los principales resultados de búsqueda. Una tabla no es lo mismo que entender lo que significa la tabla.
Conceptos básicos del perfil ISO
La rosca métrica estándar de uso general utiliza un perfil en V simétrico de 60 grados con relaciones definidas entre el paso, la altura de la rosca y el truncamiento.
En Resumen de Wikipedia sobre la rosca métrica ISO ofrece un resumen público conciso: el sistema se basa en un ángulo de rosca de 60 grados y utiliza dimensiones métricas para el diámetro nominal y el paso. Para los equipos de ingeniería, esto es importante porque la geometría del perfil afecta el acoplamiento, la selección del calibre, la interpretación del diámetro de paso y la configuración del mecanizado.
Aquí es donde se vuelve práctico. Un taller puede ser capaz de “hacer algo que enrosque”, pero eso no garantiza un rosca métrica rendimiento conforme. Si el diámetro de paso varía, la forma del flanco es incorrecta o el recubrimiento cambia el ajuste, la rosca puede ensamblarse una vez y fallar después bajo vibración o uso repetido.
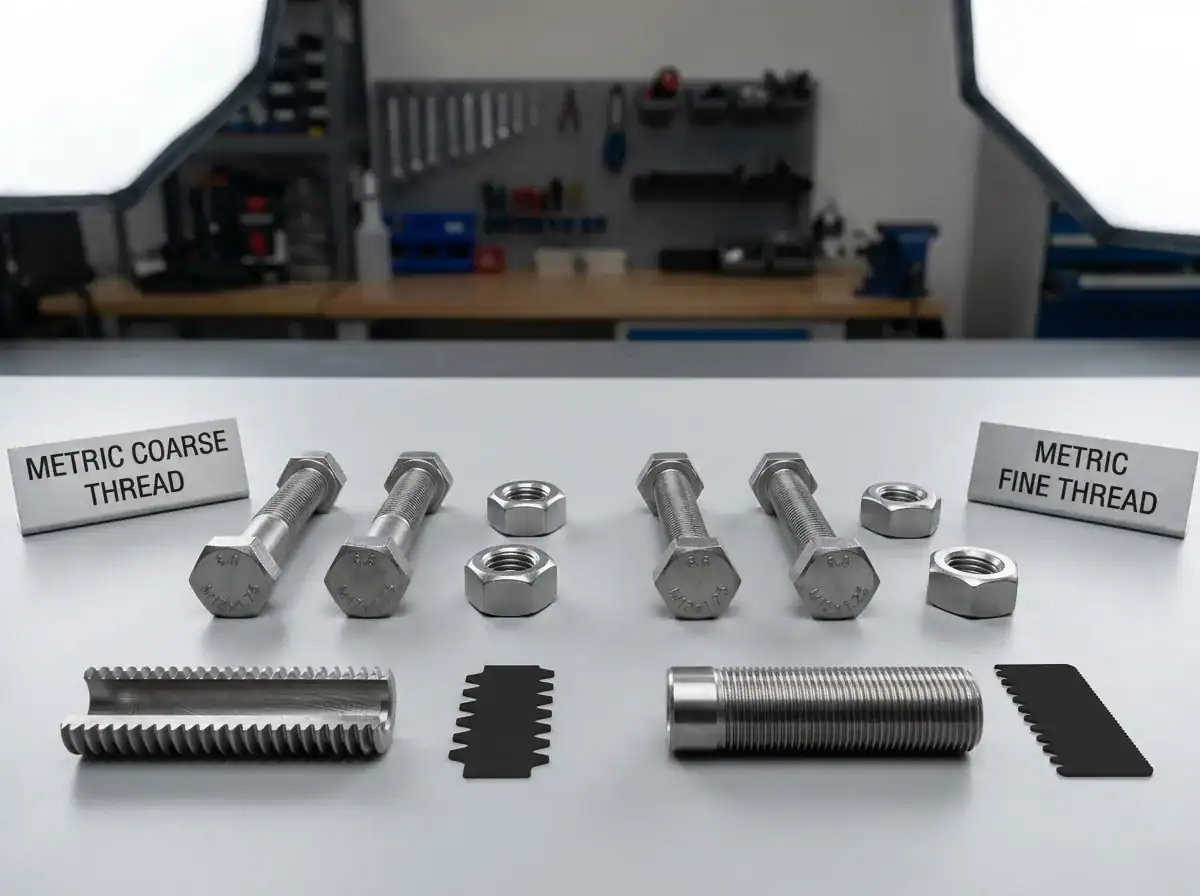
Rosca métrica gruesa versus fina
La rosca métrica gruesa es la opción predeterminada y la más utilizada en la industria, mientras que la rosca métrica fina se elige cuando el ajuste, el grosor de la pared o el comportamiento ante vibraciones lo requieren.
En Tabla de pasos de rosca métrica de Bolt Depot es una referencia rápida útil porque enumera los pasos estándar gruesos y finos en los tamaños métricos comunes. Ese dato ayuda a responder rápidamente una pregunta común de abastecimiento: si el plano dice M10, ¿debería ser el valor predeterminado M10 x 1.5¿En general, sí, porque 1,5 mm es el paso grueso estándar para M10.
Dicho esto, muchos compradores industriales especifican incorrectamente piezas de paso fino por accidente. La tuerca o el orificio roscado se piden como estándar grueso porque el comprador solo ve M12 y asume que eso es suficiente. No es suficiente cuando el plano realmente requiere M12 x 1.25.
Cómo leer las designaciones métricas de rosca más comunes
Una buena designación métrica de rosca elimina la ambigüedad sobre el tamaño, el paso, la tolerancia y la dirección antes de que el trabajo llegue a mecanizado o compras.
Utiliza este patrón de interpretación rápida:
M8: paso grueso estándar M8 a menos que se especifique lo contrarioM8 x 1.0: M8 paso finoM20 x 2,5 - 6H: rosca interna con clase de toleranciaM16 x 1,5 - 6g: rosca externa con clase de toleranciaM12 x 1,75 LH: rosca a izquierdas
Una frase corta: las designaciones incompletas causan retrabajo.
Para compras industriales, normalmente recomendamos que la solicitud de oferta repita la designación completa rosca métrica del plano, incluyendo paso y clase de tolerancia cuando sea relevante. Eso es más lento en la hoja de cotización. Es mucho más rápido que descubrir en la inspección de entrada que el proveedor asumió paso grueso.
| Ejemplo de designación | Interpretación | Nota de uso típico |
|---|---|---|
| M6 | M6 estándar grueso | Tornillos de uso general, tapas, soportes |
| M8 x 1.0 | M8 de paso fino | Mejor ajuste, más hilos por longitud |
| M10 x 1.5 | M10 de paso grueso | Mayor disponibilidad estándar de fijaciones |
| M12 x 1.25 – 6g | Rosca externa fina con tolerancia | Mayor control en el ajuste de acoplamiento |
| M16 x 1.5 LH | Rosca fina a izquierdas | Configuraciones especiales de rotación o anti-aflojamiento |
Dimensiones, tablas y ajuste de roscas métricas
Una tabla de roscas métricas es útil, pero el verdadero valor proviene de saber qué dimensión resuelve cada cuestión de fabricación o abastecimiento.
Aquí es donde los competidores eran especialmente escasos. Muestran el diámetro y el paso, pero rara vez explican cuándo importa el diámetro mayor, el diámetro menor, el diámetro de paso y la broca de roscado.
Diámetro mayor, menor y de paso
El diámetro mayor indica el tamaño nominal, el diámetro menor es importante para la resistencia del núcleo de la rosca interna y el diámetro de paso es la dimensión de control de ajuste más importante.
Para los equipos de inspección, el diámetro de paso es donde se toman muchas decisiones reales de ajuste. Por eso La publicación del NIST sobre la medición del diámetro de paso de calibres roscados usando una CMM sigue siendo relevante: se centra directamente en la metodología de medición del diámetro de paso, que está en el centro de la correlación de calibres y la verificación de la calidad de la rosca.
A rosca métrica que parece aceptable en el diámetro mayor aún puede fallar en el ajuste porque el diámetro de paso está fuera de tolerancia. Hemos visto que esto ocurre tras cambios de recubrimiento, desgaste de matrices o configuraciones de laminado agresivas. La rosca entra. Luego se atasca, se afloja o no pasa el calibre.
Brocas para roscar y planificación de roscas internas
Cuando se corta o se forma una rosca métrica internamente, el tamaño de la broca debe coincidir con el paso y el grado de ajuste deseado, no solo con el diámetro nominal.
Aquí es donde los equipos de mantenimiento y los talleres de mecanizado suelen necesitar una explicación más práctica que la que ofrece un catálogo. El mismo diámetro nominal puede tener diferentes implicaciones para la broca según cambie el paso. Un M10 x 1,5 y un M10 x 1,25 no son planes de taladrado intercambiables solo porque comparten el mismo diámetro nominal.
En Página de dimensiones de roscas métricas Accu es útil aquí porque consolida datos de dimensiones en un amplio rango de tamaños. Eso ayuda a compradores e ingenieros a comprobar si una solicitud “especial” es realmente estándar, fina o no preferida.
Clases de tolerancia y efectos del recubrimiento
La clase de tolerancia controla el ajuste, y el recubrimiento puede convertir una buena rosca métrica en una mala si la tolerancia no se planificó correctamente.
Este punto se pasa por alto en el contenido educativo estándar, pero es importante en la producción. Un recubrimiento de zinc externo rosca métrica puede ajustar el encaje efectivo lo suficiente como para crear problemas de montaje si la tolerancia de la clase y el control del proceso no se consideraron desde el principio. El mismo problema aparece con recubrimientos gruesos, contaminación por pintura o capas superiores agresivas en proyectos sensibles a la corrosión.
En compras, no separe la tolerancia de la rosca del acabado. Deben considerarse en la misma decisión.
| Dimensión o factor de ajuste | Pregunta principal que responde | Fallo típico si se ignora |
|---|---|---|
| Diámetro Mayor | ¿Es esta la familia de roscas nominal correcta? | Tuerca incorrecta o serie de agujeros incorrecta elegida |
| Paso | ¿Se requiere rosca gruesa o fina? | Desajuste de la pieza de acoplamiento |
| Diámetro de Paso | ¿El ajuste realmente se medirá y ensamblará? | Ajuste apretado, ajuste flojo o rechazo de calibre |
| Diámetro menor | ¿Hay suficiente resistencia central y profundidad de roscado? | Roscas internas débiles o rotura durante el roscado |
| Clase de tolerancia | ¿Qué tan controlado está el ajuste de la rosca? | Variación de ensamblaje entre lotes |
| Acumulación de recubrimiento | ¿El acabado cambiará el ajuste? | Problemas de ensamblaje después del recubrimiento |
Tipos de rosca métrica utilizados en la industria
La selección de rosca métrica no solo depende del tamaño; también se trata de la serie, el paso, el ajuste y si la pieza es un perno, tornillo, espárrago, inserto o característica roscada.
Los equipos de compras industriales suelen encontrar rosca métrica en más de una forma. Eso importa porque el riesgo de abastecimiento cambia según la familia de productos.
Rosca métrica estándar gruesa
La rosca métrica gruesa es la opción industrial predeterminada porque ofrece la mayor disponibilidad, mejor tolerancia en campo y una adquisición más sencilla.
Para fijaciones generales, hardware de mantenimiento y programas de exportación, el paso grueso suele ser el punto de partida más seguro. Tolera mejor la suciedad y los daños, es más fácil de conseguir globalmente y reduce la posibilidad de que se empareje la tuerca incorrecta en la línea de ensamblaje.
Esa es una razón por la que muchas de las guías de selección más amplias del sitio, incluidas grados de tornillos y tornillo 8.8, naturalmente se cruzan con rosca métrica decisiones. El grado y la serie de la rosca rara vez se aíslan entre sí en un pedido real.
Rosca métrica fina
La rosca métrica fina se elige cuando la aplicación necesita mayor precisión de ajuste, más roscas engranadas por unidad de longitud o mejor rendimiento en condiciones de pared delgada o dinámicas.
Existen buenas razones para especificar un paso fino:
- Mejor ajuste de apriete por vuelta
- Mayor acoplamiento de rosca en longitudes cortas
- Mejor resistencia al aflojamiento en algunas uniones sensibles a la vibración
- Geometría útil en piezas de pared delgada o espacios reducidos para llaves
Pero existen compensaciones:
- Mayor riesgo de sustitución por pieza incorrecta
- Menor intercambiabilidad en campo
- Se requiere más atención en el roscado y la inspección
- Mayor tiempo de reposición en mercados de productos básicos
Aplicaciones especiales de rosca métrica interna y externa
La rosca métrica también aparece en espárragos, varillas roscadas, insertos, tornillos de precisión y piezas mecanizadas a medida donde los requisitos de tolerancia y proceso son más estrictos que en la tornillería estándar.
Esto es común en automatización industrial, equipos de transporte, soportes de instrumentación, conjuntos bridados y piezas de acero fabricadas con tuercas soldadas o jefes roscados. La rosca puede seguir siendo métrica ISO estándar, pero la aplicación no es de producto básico. Ahí es donde los compradores deben definir la pieza por especificación completa, material, acabado y requisito de acoplamiento, en lugar de solo por el tamaño nominal.
En la práctica, vemos mayor claridad en las compras cuando un comprador vincula el rosca métrica requisito a la categoría real del producto: perno, espárrago, tornillo, inserto o placa roscada. Eso evita el clásico problema de “¿M12 qué?”
Aplicaciones de la rosca métrica en compras y fabricación
La rosca métrica aparece en el abastecimiento de productos, mecanizado, inspección, mantenimiento y embalaje de exportación, y cada etapa se preocupa por un aspecto diferente de la misma especificación de rosca.
Las tres principales páginas de la competencia apenas mencionaron aplicaciones. Eso es una oportunidad perdida porque el contexto de aplicación es donde el comprador realmente toma decisiones.
Abastecimiento de fijaciones y pedidos de exportación
Para los equipos de compras, la rosca métrica es importante porque determina la intercambiabilidad, la selección de la tornillería de acoplamiento y la claridad de la especificación comercial.
Cuando un cliente solicita pernos hexagonales, tornillos allen, pernos con brida o espárragos, el rosca métrica llamadas de accionamiento:
- Disponibilidad de tuercas coincidentes
- Compatibilidad de arandelas
- Tamaños de stock preferidos
- Configuración de macho o terraja para piezas relacionadas
- Etiquetado de paquetes y segregación de lotes
Esto es especialmente relevante en un sitio como productionscrews.com, donde las familias de productos se superponen. Un comprador que compara pernos y tornillos o revisa tornillos vs pernos puede pensar que la decisión es sobre el estilo de cabeza o la aplicación. Muy a menudo, el problema más profundo es la estandarización del sistema de roscas.
Operaciones de mecanizado y roscado
Para los mecánicos y los ingenieros de producción, la rosca métrica determina la selección de brocas, las expectativas de desgaste de herramientas, la elección de calibres y el riesgo de desperdicio.
A rosca métrica algo que es fácil de describir aún puede ser difícil de producir de manera consistente si el material es duro, el agujero es poco profundo, el macho está desgastado o se ignoró la tolerancia del recubrimiento. Frase corta. Los talleres que tratan la generación de roscas como un detalle de último paso suelen pagarlo con machos rotos o fallos de calibres.
Un patrón que hemos visto repetidamente es que los equipos que pasan de trabajos en pulgadas a trabajos métricos subestiman la frecuencia con la que aparecen pedidos de paso fino en componentes especiales. El tamaño nominal parece familiar. El paso no lo es. Entonces se saca la herramienta equivocada del inventario.
Montaje, mantenimiento y reemplazo en campo
Para los equipos de mantenimiento, la estandarización de roscas métricas reduce el tiempo de inactividad solo cuando la pieza de repuesto utiliza el mismo paso y ajuste que la original.
Esto parece obvio, pero es donde ocurren muchos errores evitables en campo. Un tornillo de repuesto marcado solo por el diámetro puede roscar parcialmente y luego trabarse porque el original era de paso fino. O lo contrario: una rosca gruesa se siente suelta en una rosca interna desgastada y se aprieta en exceso para compensar.
Por eso una buena práctica de reemplazo incluye la verificación completa de la pieza, no solo “parece un M10”.
Cómo elegir la rosca métrica adecuada
La rosca métrica adecuada se selecciona en función de la aplicación: carga, material, pieza de acoplamiento, método de instalación y entorno de servicio, todo importa antes que la disponibilidad de stock.
Aquí está el marco de decisión práctico que la mayoría de los compradores realmente necesitan.
Paso 1: Comienza con el requisito de unión
Elige la rosca métrica del componente de unión o del plano primero, porque la compatibilidad de rosca es innegociable.
Si la pieza receptora ya está definida, tu rosca métrica elección está restringida de inmediato. Necesitas el diámetro exacto, el paso, el sentido y la tolerancia esperada antes de comparar materiales o acabados.
Si el diseño aún está abierto, decide si la unión se beneficia más de un paso grueso o fino. El grueso es el predeterminado. El fino necesita una razón.
Paso 2: Verifica carga, espesor de pared y vibración
Usa rosca métrica gruesa para una robustez general en el servicio y rosca métrica fina cuando la densidad de acoplamiento, el ajuste o el empaquetado lo justifiquen.
Una regla práctica:
- Elige gruesa para hardware industrial general y simplicidad en el reemplazo.
- Elige fina para secciones de pared más delgadas, ajuste de precarga más preciso o uniones dinámicas especializadas.
- Evita el paso fino innecesario en productos con mucho servicio en campo, a menos que el diseño realmente lo requiera.
La mayoría de las guías terminan aquí, pero aquí es donde comienza el verdadero matiz: el “mejor” rosca métrica a menudo es el que reduce el error del usuario en el servicio, no el que parece más preciso en el plano.
Paso 3: Confirma la capacidad de fabricación e inspección
Una especificación de rosca métrica solo es válida si el proveedor puede fabricarla, medirla, acabarla y empaquetarla de manera consistente.
Antes de ordenar, confirma:
- Si la pieza está laminada, cortada, roscada o rectificada
- Si el paso fino es stock estándar o producción especial
- Qué calibres o método de medición se utilizarán
- Si el recubrimiento o el revestimiento afectarán el ajuste
- Si las tuercas o insertos de acoplamiento provienen de la misma fuente controlada
Aquí es donde una especificación estándar rosca métrica todavía puede convertirse en un pedido arriesgado. La norma puede ser común. La capacidad del proceso puede que no lo sea.
Paso 4: Relacionar la rosca con el material y la estrategia de corrosión
El material y el acabado pueden cambiar el comportamiento de una rosca métrica en el montaje, por lo que la selección de la rosca debe comprobarse junto con el metal base y el plan de recubrimiento.
Por ejemplo, una fina rosca métrica en acero inoxidable puede comportarse de manera diferente en servicios repetidos que la misma geometría en acero aleado debido al riesgo de gripado y cambios en la fricción. Por eso la orientación interna relacionada sobre perno de acero inoxidable y tuerca de perno de acero inoxidable a menudo pertenece a la misma conversación de ingeniería.
Paso 5: Escribir la especificación completa en la orden de compra
El control final de compra para la rosca métrica es una especificación escrita completa, no una suposición transmitida por correo electrónico.
Como mínimo, la orden de compra o el anexo técnico debe indicar:
- Tamaño de rosca
- Paso
- Tipo de producto
- Material o grado
- Acabado
- Referencia de la norma si es relevante
- Requisitos de cantidad y embalaje
- Requisito de herrajes de acoplamiento cuando se suministra como un conjunto

Errores comunes en roscas métricas
La mayoría de los fallos en roscas métricas provienen de la ambigüedad, no del propio sistema de roscas.
Eso es una buena noticia, porque la ambigüedad se puede controlar.
Confusión entre paso grueso y fino
El error más común en roscas métricas es asumir que el diámetro nominal por sí solo es suficiente para identificar la pieza.
No es suficiente. M12 y M12 x 1.25 no son la misma decisión de compra. Si el proveedor, el maquinista o el equipo de mantenimiento asume un paso grueso cuando el diseño requiere un paso fino, el problema puede no aparecer hasta el montaje final.
Ignorar la tolerancia o el acabado
Una rosca métrica que funciona antes del acabado puede convertirse en un problema de ajuste después del recubrimiento si no se planificó la holgura.
Esto es especialmente común en roscas externas chapadas, piezas pintadas roscadas y conjuntos donde la tornillería proviene de fuentes mixtas. En la práctica, hemos visto desaparecer reclamaciones de “tornillo defectuoso” una vez que el equipo separó la geometría de la rosca del aumento de acabado y verificó el estado del calibre.
Uso de especificaciones parciales en compras
El lenguaje abreviado en las compras aumenta la probabilidad de que se suministre incorrectamente una rosca métrica estándar.
Evite líneas de pedido como:
Tornillo M10tornillo métricoM12 inoxidable
Eso no son especificaciones técnicas. Son marcadores de posición que pretenden ser especificaciones.
Asumir que todos los talleres miden la calidad de la rosca de la misma manera
La consistencia en la inspección es importante porque la calidad de la rosca métrica se valida mediante calibres, comprobaciones de paso y control de procesos, no solo por apariencia visual.
Si el cliente, el proveedor y el inspector externo no se ponen de acuerdo sobre qué define una rosca métricaaceptable, las discusiones comienzan tarde y cuestan más.
Tendencias futuras para la rosca métrica en 2026 y más allá
La tendencia para el trabajo con rosca métrica en 2026 no es una nueva geometría; es un mejor control digital sobre el mismo estándar.
El perfil principal está maduro. Las expectativas operativas en torno a él están cambiando.
Mejor control digital de especificaciones
Más empresas están reforzando la coherencia entre CAD y pedido de compra (PO) para que la designación exacta de la rosca métrica llegue tanto a los proveedores como a los inspectores sin simplificación manual.
Eso importa porque la mayoría rosca métrica de los errores son errores de transcripción. La geometría no falló. La transferencia de datos falló.
Más atención al calibrado y la trazabilidad
Los equipos de calidad están prestando más atención a cómo se mide la aceptación de la rosca métrica, especialmente para herrajes de exportación y conjuntos relacionados con la seguridad.
La relevancia continua de el trabajo de diámetro de paso del NIST lo demuestra: el ajuste de la rosca sigue siendo una disciplina de medición, no solo un tema de catálogo.
Mayor demanda de proveedores conscientes de la aplicación
Los compradores industriales quieren cada vez más proveedores que puedan explicar por qué una rosca métrica específica debe ser gruesa, fina, recubierta, laminada o emparejada con un juego de tuercas correspondiente.
El producto puede ser sencillo, pero la expectativa de soporte está aumentando. Eso es especialmente cierto cuando un cliente pasa de una búsqueda genérica de herrajes a un pedido OEM personalizado o de exportación.
Preguntas frecuentes sobre la rosca métrica
¿Cuál es otro nombre para la rosca métrica?
Otro nombre común es rosca métrica ISO, que se refiere al sistema estandarizado de rosca métrica utilizado para sujetadores de uso general. En la mayoría de los contextos industriales, rosca métrica y rosca métrica ISO apuntan al mismo sistema general de designación de diámetro y paso en milímetros.
¿Cuál es el ángulo estándar de la rosca métrica?
El ángulo estándar de la rosca métrica es de 60 grados. Ese perfil de 60 grados forma parte de la geometría estándar utilizada en las roscas métricas ISO de uso general, por lo que una rosca no ISO con un perfil diferente no debe considerarse intercambiable solo porque el diámetro parezca similar.
¿Qué significa M10 x 1,5 en una especificación de rosca métrica?
Significa una rosca de diámetro nominal de 10 mm con un paso de 1,5 mm. El M10 identifica el diámetro mayor nominal, y 1,5 identifica la distancia entre crestas de rosca adyacentes en milímetros.
¿La rosca métrica es lo mismo que el paso métrico?
No; la rosca métrica es todo el sistema de roscas, mientras que el paso métrico es solo una dimensión dentro de ese sistema. El paso indica el espacio entre las roscas, pero una especificación completa de rosca métrica también puede incluir el diámetro, la tolerancia, la dirección y el tipo de producto.
¿Cuándo debo usar rosca métrica fina en lugar de gruesa?
Utilice rosca métrica fina cuando el diseño requiera un ajuste más preciso, más roscas engranadas en una longitud corta o una ventaja dinámica o de embalaje específica. El paso fino puede ser la elección adecuada, pero debe ser intencionado porque reduce la tolerancia de sustitución y a menudo aumenta la sensibilidad en el abastecimiento.
¿Cómo identifico correctamente una rosca métrica?
Identifíquela comprobando la designación M, midiendo el diámetro nominal, confirmando el paso y verificando el requisito de ajuste o tolerancia cuando sea relevante. Un calibrador de roscas o de paso, una medición con calibre y la revisión de planos son las herramientas habituales de inicio.
¿Cuál es la diferencia entre una rosca métrica y una rosca imperial?
La rosca métrica utiliza milímetros para el diámetro y el paso, mientras que los sistemas de rosca imperiales utilizan diámetro en pulgadas y notación de hilos por pulgada. El perfil puede parecer similar en algunos casos, pero el método de designación y las combinaciones estandarizadas de tamaño y paso son diferentes.
¿Cuál es otro nombre para la rosca métrica?
Otro nombre común es rosca métrica ISO, que se refiere al sistema estandarizado de rosca métrica utilizado para sujetadores de uso general.
En la mayoría de los contextos industriales, “rosca métrica” y “rosca métrica ISO” se refieren al mismo sistema general de designación de diámetro y paso basado en milímetros. En resumen: si el plano indica M y utiliza paso en milímetros, casi seguro se trata de una rosca métrica ISO.
¿Cuál es el ángulo estándar de la rosca métrica?
El ángulo estándar de la rosca métrica es de 60 grados.
Ese perfil de 60 grados forma parte de la geometría estándar utilizada en las roscas métricas ISO de uso general, por lo que una rosca no ISO con un perfil diferente no debe considerarse intercambiable solo porque el diámetro parezca similar. En resumen: el ángulo del perfil es una razón por la que una rosca puede parecer correcta y aún así encajar mal.
¿Qué significa M10 x 1,5 en una especificación de rosca métrica?
Significa una rosca de diámetro nominal de 10 mm con un paso de 1,5 mm.
En M10 identifica el diámetro mayor nominal, y 1.5 identifica la distancia entre crestas de rosca adyacentes en milímetros. En resumen: el segundo número es fundamental porque separa variantes gruesas y finas dentro de la misma familia de tamaños.
¿La rosca métrica es lo mismo que el paso métrico?
No; la rosca métrica es todo el sistema de roscas, mientras que el paso métrico es solo una dimensión dentro de ese sistema.
El paso indica el espacio entre las roscas, pero una especificación completa rosca métrica puede incluir también el diámetro, tolerancia, sentido y tipo de producto. En resumen: el paso por sí solo nunca define el requisito completo de la rosca.
¿Cuándo debo usar rosca métrica fina en lugar de gruesa?
Utilice rosca métrica fina cuando el diseño requiera un ajuste más preciso, más roscas engranadas en una longitud corta, o una ventaja dinámica o de empaquetado específica.
El paso fino puede ser la elección correcta, pero debe ser intencionado porque reduce la tolerancia de sustitución y a menudo aumenta la sensibilidad de abastecimiento. En resumen: elija el paso fino por una razón, no porque parezca más preciso.
¿Cómo identifico correctamente una rosca métrica?
Identifíquelo comprobando la M designación, midiendo el diámetro nominal, confirmando el paso y verificando el requisito de ajuste o tolerancia cuando sea relevante.
Un calibrador de rosca o de paso, medición con calibre y revisión de planos son las herramientas habituales de inicio. En resumen: no identifique una rosca métrica solo por comparación visual si la pieza es importante.
¿Cuál es la diferencia entre una rosca métrica y una rosca imperial?
La rosca métrica utiliza milímetros para el diámetro y el paso, mientras que los sistemas de rosca imperial usan diámetro en pulgadas y notación de hilos por pulgada.
El perfil puede parecer similar en algunos casos, pero el método de designación y las combinaciones estandarizadas de tamaño y paso son diferentes. En resumen: mezclar ambos sistemas es una de las formas más rápidas de crear errores de montaje evitables.

Conclusión
La rosca métrica parece sencilla porque la notación es compacta, pero la decisión industrial real incluye paso, tolerancia, método de fabricación, hardware de acoplamiento, acabado e inspección. Una vez que todo está alineado, el sistema es eficiente, global y muy fiable. Cuando no lo está, incluso una rosca estándar rosca métrica puede convertirse en una fuente de chatarra, retrasos o fallos en el campo.
Si está adquiriendo o especificando rosca métrica productos, comience con la especificación completa, no solo con el diámetro nominal. Confirme si es rosca gruesa o fina, haga coincidir el componente correspondiente, verifique la capacidad de fabricación y escriba todo el requisito en la orden de compra. Ese es el camino práctico para menos devoluciones, un montaje más rápido y una comunicación más clara entre ingeniería, compras y producción.
Productos relacionados
Soluciones y agrupaciones
- Todos los blogs
- Soluciones de fijación personalizadas
- Tutoriales de tornillos y bridas — Ver todos los artículos
Artículos relacionados
- Tornillos para placas de matrícula antirrobo: La guía completa del comprador (2026)
- Tornillos de formación de rosca: Guía completa de tipos, usos y selección
- Tuerca, tornillo y perno: La guía completa de tipos, grados y selección de sujetadores
- Rosca UNC: Guía completa de los estándares de rosca gruesa unificada nacional
- Espaciadores de Nylon: La guía completa sobre tipos, tamaños y aplicaciones
- Anclajes en U: La guía completa sobre tipos, tamaños y aplicaciones
- Tuerca calada: Guía completa sobre tipos, usos e instalación
- Guía esencial de accesorios UNC: Tipos, usos y aplicaciones




