メートルねじ は、ミリメートル単位の直径とピッチで識別されるISOねじであり、ボルト、ナット、スタッド、タップ加工された工業部品に世界中で使用されています。

調達、設計、機械加工、保守、またはファスナーの輸出に携わっている場合、 メートルねじ に関する質問は早い段階で現れ、その後も繰り返し現れます。最初の図面レビューでは、指示が並目か細目かを尋ねられます。見積依頼では、M10をM10×1.5として供給すべきか、M10×1.25として供給すべきかを尋ねられます。生産チームは、どのタップドリルが正しいかを尋ねます。品質チームは、ゲージとピッチ径の測定方法が図面と一致しているかを確認します。ひとつのねじ指示で、4つの部門が関わります。防げるミスがたくさん発生する可能性があります。
多くの競合ページは、 メートルねじ チャートで終わっています。それも有用ですが、工業用の購買や応用作業には十分ではありません。 productionscrews.com の購入者は、通常、サイズリスト以上の情報を必要とします。呼び方の論理、並目と細目の選択、許容差とはめあいの影響、材料の適合性、製造時のチェック、標準ファスナーを実際の組立で使用した際によく発生する故障点などが必要です。
このガイドは、検索上位の結果がカバーしきれていないギャップを埋めます。つまり、 メートルねじ が実際に何を意味するのか、ピッチとプロファイルがはめあいにどう影響するのか、メートルねじ規格が調達や機械加工とどう結びつくのか、並目と細目がどこに適しているのか、最も一般的な指示の読み方、そして工業チームが注文前に確認すべき事項について解説します。
メートルねじとは?
メートルねじは、ミリメートル寸法に基づくねじシステムで、通常ISO 60度プロファイルを使用し、公称径とピッチから成る表示方法を持ちます。
最も単純なレベルでは、 メートルねじ は、文字 M、ミリメートル単位の公称径、そして時にはピッチ値で識別されます。つまり、 M8 x 1.25 は公称大径8mm、ねじピッチ1.25mmを意味します。もし指示が M8 のようにピッチなしで書かれている場合、その直径の標準並目ピッチが通常の解釈となります。
一見簡単そうに思えます。実際に簡単です。しかし、ここからミスが始まります。購入者がピッチとリードを混同したり、直径とタップドリルサイズを混同したり、メートル並目と現場で手で合うねじを混同したりするのをよく目にします。これらのミスは図面上では小さくても、製造現場では高くつくことがあります。
どの規格がメートルねじの形状を定義していますか?
一般用途のメートルねじの形状は、供給者の好みや機械工場の慣習ではなく、ISOねじ規格によって定義されています。
公式によると ISO 261規格概要、ISO一般用途メートルねじは M シリーズ指定を使用し、ISO 68-1で定義された基本形状から構築されます。それが重要なのは、 メートルねじ が単に「ミリメートルで測定されたねじ」ではないからです。これは、定義された形状、推奨される直径-ピッチの組み合わせ、および関連する公差規則を持つ標準化されたシステムです。
実用的な形状のまとめとして、 Engineering ToolBoxのISO 724メートルねじページ では、ねじ角度が60度であること、名目直径とピッチの標準指定パターンが記載されています。これは、真の メートルねじ と、似ているがメートル規格やISO規格ではない形状との違いを説明する最も簡単な方法の一つです。
メートルねじは図面や見積依頼書でどのように記載されますか?
メートルねじの呼び方は通常、ねじシリーズ、名目直径、必要に応じてピッチ、時には公差等級やねじの向きを記載します。
よく見かける表記例:
M6M10 x 1.5M12 x 1.25M20 x 2.5 - 6gM16 x 1.5 LH
この論理が重要です:
MはISOメートルねじを意味します。- 最初の数字はミリメートル単位の公称直径です。
- 表示されている場合、2番目の数字はミリメートル単位のピッチです。
6gまたは類似の表記は外ねじの公差等級を示します。LH左ねじを意味します。
ほとんどの購買ミスは、その情報の半分だけが図面から発注書に転記されることで発生します。実際に見たことがある見積依頼には、 M12ボルト 図面では細目ピッチとメッキ済みのゲージ公差等級のナットが必要だったのに、価格見積もりは問題なさそうでしたが、組み立てはうまくいきませんでした。
なぜメートルねじが日本の産業用ファスナーで主流なのでしょうか?
メートルねじが主流なのは、標準化されており、国際的に認知されていて、サイズごとに簡単にスケールでき、現代の産業用ハードウェアのサプライチェーンに深く統合されているからです。
だからこそ、 メートルねじ 自動車部品、機械フレーム、レールファスナー、産業用筐体、精密組立、輸出用ハードウェアなどで呼び出し表記が見られます。共通の標準は調達の摩擦を減らします。また、呼び出し表記が完全で公差が理解されていれば、サプライヤー間の互換性も向上します。
実際には、グローバル調達のファスナープログラムは、エンジニアリングチームが検証済みの メートルねじ ファミリーで標準化することで、インチとメートルのシステムを習慣的に混ぜるよりもはるかに簡単になります。
| メートルねじ用語 | 意味 | 購入者が気にする理由 |
|---|---|---|
| 公称直径 | 外ねじサイズ(ミリメートル) | 組み合わせるハードウェアのファミリーを決定する |
| ピッチ | ねじ山の頂点から次の頂点までの距離 | 適合性と互換性を管理する |
| 並目ピッチ | 指定サイズの標準ピッチ | 最も容易な調達と最強の現場互換性 |
| 細目ピッチ | 同じ公称直径でより小さいピッチ | より良い調整と多くのねじ山のかみ合い、しかし調達が厳しくなる |
| 許容差クラス | ねじサイズの許容範囲 | ゲージ結果、適合性、メッキの判断に影響する |
メートルねじ規格、プロファイル、及び表示方法
メートルねじシステムは、チームがプロファイル規則と表示規則の両方を理解している場合のみ、うまく機能します。
これは上位検索結果の最大のコンテンツギャップの一つです。チャートは、その意味を理解することと同じではありません。
ISOプロファイルの基本
標準の汎用メートルねじは、ピッチ、ねじ高さ、切り落としの関係が定義された対称60度Vプロファイルを使用します。
について WikipediaによるISOメートルねじの概要 簡潔な公的要約を提供しています:このシステムは60度のねじ角度を基礎とし、公称直径とピッチにメートル寸法を使用します。エンジニアリングチームにとって重要なのは、プロファイル形状が嵌合、ゲージ選択、ピッチ径の解釈、加工設定に影響することです。
ここから実践的になります。工場は「ねじ込めるもの」を作れるかもしれませんが、それが規格に適合しているとは限りません。 メートルねじ 性能。ピッチ径がずれたり、フランク形状が間違っていたり、コーティングの厚みが適合を変えたりすると、ねじは一度組み立てられても、振動や繰り返し使用で後に故障する可能性があります。
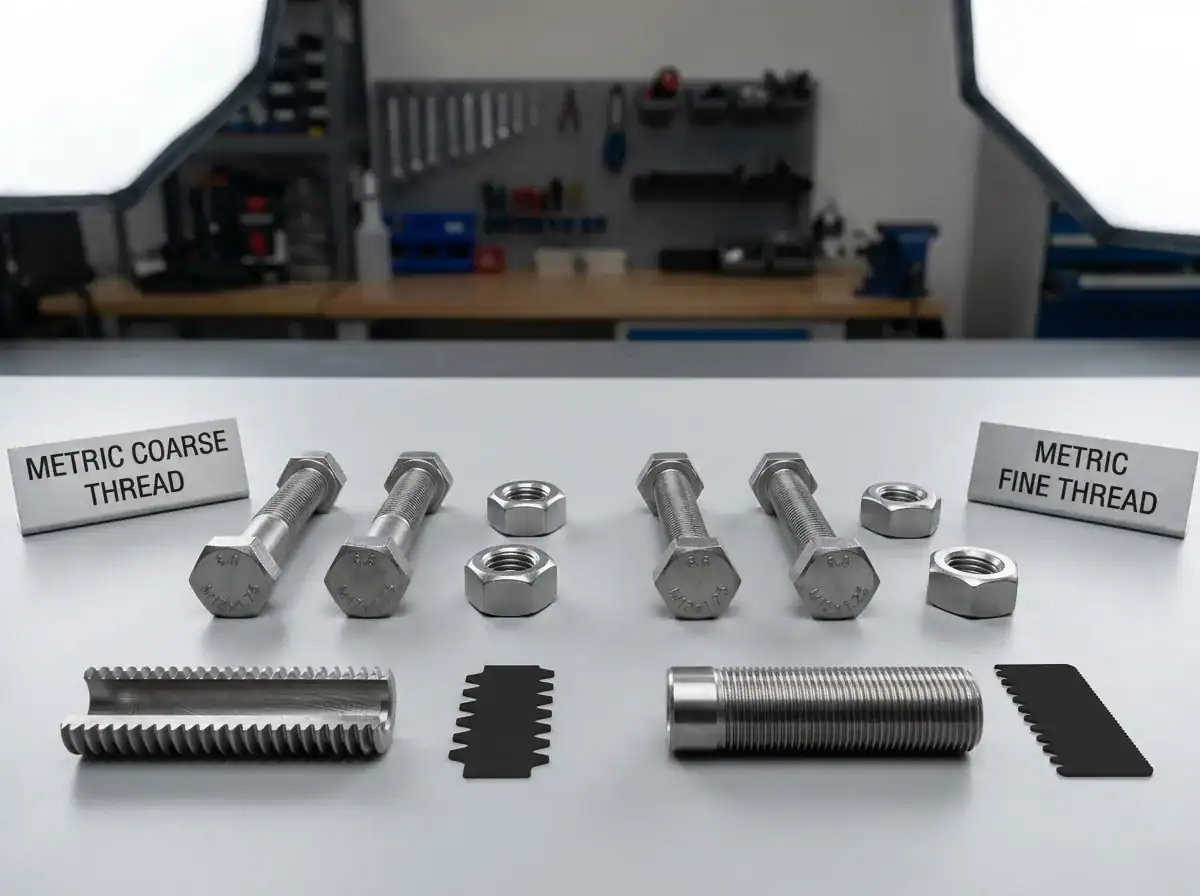
粗目と細目メートルねじの比較
粗目メートルねじは標準で最も広く産業で選ばれますが、細目メートルねじは調整や壁厚、振動特性が求められる場合に選択されます。
について ボルトデポ メートルねじピッチ表 これは便利なクイックリファレンスであり、一般的なメートルサイズにおける標準の並目と細目のピッチを一覧で示しています。このデータは、図面に M10と記載されている場合、デフォルトは M10 x 1.5にすべきか、というよくある調達の疑問に素早く答えるのに役立ちます。一般的には、はい。なぜならM10の標準並目ピッチは1.5mmだからです。
とはいえ、多くの工業用購買担当者は誤って細目部品を過小指定してしまいます。ナットやタップ穴は標準並目で注文されがちですが、それは購入者が M12 だけを見て十分だと考えてしまうからです。しかし、図面が本当に M12 x 1.25.
を要求している場合、それだけでは不十分です。
最も一般的なメートルねじの呼び方の読み方
良いメートルねじの呼び方は、加工や調達に入る前にサイズ、ピッチ、公差、ねじ方向の曖昧さを取り除きます。
M8このクイック解釈パターンを使用してください:M8 x 1.0:特に指定がなければ標準並目M8:M8細目ピッチM20 x 2.5 - 6H:内ねじ、公差等級M16 x 1.5 - 6g:外ねじ、公差等級M12 x 1.75 LH
:左ねじ
短い一文:不完全な呼び方は手直しの原因となります。 メートルねじ 工業用購買では、通常、見積依頼書に図面の
| 呼び方をピッチや公差等級も含めて繰り返すことを推奨します。それは見積書作成時には手間がかかりますが、納入検査でサプライヤーが並目だと仮定していたことが判明するよりもはるかに早いです。 | 解釈 | 一般的な使用上の注意 |
|---|---|---|
| M6 | 標準粗目M6 | 汎用ねじ、カバー、ブラケット |
| M8 x 1.0 | 細目M8 | より良い調整、長さあたりのねじ山数が多い |
| M10 x 1.5 | 粗目M10 | 最も幅広い標準ファスナーの入手性 |
| M12 x 1.25 – 6g | 公差付きの細目外ねじ | 嵌合精度の高い管理 |
| M16 x 1.5 LH | 左ねじ細目 | 特殊な回転やゆるみ止めの設定 |
メートルねじ寸法、チャート、および嵌合
メートルねじチャートは便利ですが、本当の価値はどの寸法がどの製造や調達の課題を解決するかを知ることにあります。
ここが競合他社が特に弱い部分です。直径とピッチは示しますが、主要径、谷径、ピッチ径、下穴径がそれぞれいつ重要になるかはほとんど説明しません。
主要径、谷径、ピッチ径
主要径は公称サイズを示し、谷径は内ねじのコア強度に関係し、ピッチ径は最も重要な嵌合管理寸法です。
検査チームにとって、ピッチ径は多くの実際の嵌合判断が行われる場所です。そのため CMMを用いたねじゲージのピッチ径測定に関するNISTの出版物 依然として関連性があります:これはピッチ径測定方法に直接焦点を当てており、ゲージの相関やねじ品質の検証の中心となっています。
A メートルねじ 大径部で見た目が良好でも、ピッチ径がずれていると適合しない場合があります。これは、コーティングの変更、ダイスの摩耗、または強い圧延設定の後に発生するのを見てきました。ねじは挿入されますが、その後固着したり、緩んだり、ゲージに不合格となったりします。
タップドリルと内ねじの計画
メートルねじを内側に切削または成形する場合、タップドリルのサイズは公称径だけでなく、ピッチと所望のねじ噛み合い率に合わせる必要があります。
ここで、保全チームや機械工場はカタログよりも実用的な説明を必要とすることが多いです。同じ公称径でも、ピッチが変わるとタップドリルの選定が異なります。M10 x 1.5とM10 x 1.25は公称径が同じでも、ドリル計画は互換性がありません。
について アキュメトリックねじ寸法ページ ここで役立つのは、幅広いサイズ範囲の寸法データを統合しているためです。これにより、購入者や技術者が「特別」な要求が実際に標準品か、細目か、非推奨品かをクロスチェックできます。
許容等級とめっきの影響
許容等級は嵌合を制御し、めっきによって許容が正しく計画されていない場合、良好なメートルねじが不良品になることがあります。
この点は標準的な教育内容では見落とされがちですが、生産現場では重要です。亜鉛めっきされた外ねじは、 メートルねじ 等級の許容や工程管理が初期段階で考慮されていない場合、実質的な嵌合をきつくし、組立不良を引き起こすことがあります。同じ問題は、厚いコーティング、塗装の汚染、または腐食に敏感なプロジェクトでの強いトップコートでも発生します。
購買時には、ねじの許容等級と仕上げを分けて考えないでください。これらは同じ判断基準に含まれます。
| 寸法または嵌合要素 | 主な解決する質問 | 無視した場合の典型的な不具合 |
|---|---|---|
| メジャー径 | これは正しい公称ねじ系列ですか? | 誤ったナットまたは誤った穴系列の選択 |
| ピッチ | 並目または細目ねじが必要ですか? | 相手部品との不適合 |
| ピッチ径 | 実際にゲージに合格し、組み立てられますか? | きつい嵌合、ゆるい嵌合、またはゲージ不合格 |
| 最小径 | 十分なコア強度とタップ深さがありますか? | 弱い内ねじまたはタップ折れ |
| 許容差クラス | ねじの嵌合はどの程度管理されていますか? | ロットごとの組立ばらつき |
| コーティングの蓄積 | 仕上げによって嵌合が変わりますか? | めっき後の組立問題 |
産業界で使用されるメートルねじの種類
メートルねじの選定はサイズだけでなく、シリーズ、ピッチ、嵌合、そして部品がボルト、ねじ、スタッド、インサート、またはタップ加工部品かどうかも関係します。
産業調達チームは通常、 メートルねじ 複数の形態で遭遇します。それは、製品ファミリーによって調達リスクが変わるため重要です。
標準並目メートルねじ
並目メートルねじは、最も幅広く入手でき、現場での許容度が高く、調達も簡単なため、工業用途のデフォルトの選択肢です。
一般的なファスナー、メンテナンス用ハードウェア、輸出プログラムには、並目ピッチが通常最も安全な出発点です。汚れや損傷にもやや強く、世界中で調達しやすく、組立ラインで誤ったナットが組み合わされるリスクも減らせます。
これが、多くの当サイトの幅広い選定ガイド( ボルトの等級 そして 8.8ボルト)が自然と メートルねじ の決定と交差する理由の一つです。実際の注文では、グレードとねじシリーズが単独で選ばれることはほとんどありません。
細目メートルねじ
細目メートルねじは、より高い調整精度、単位長さあたりのねじのかみ合い数の増加、または薄肉部品や動的条件下での性能向上が必要な場合に選択されます。
細目ピッチを指定するには十分な理由があります:
- 1回転あたりのクランプ調整がより細かい
- 短い長さでもねじのかみ合いが多い
- 一部の振動に敏感な接合部でのゆるみ抵抗が向上
- 薄肉部品や小さなレンチスペースで有用な形状
しかし、トレードオフもあります:
- 誤った部品の代用リスクが高まる
- 現場での互換性が低下する
- タップ加工や検査により注意が必要
- 汎用品市場での補充時間が長くなる
特殊な内外メートルねじの用途
メートルねじは、スタッド、全ねじ棒、インサート、精密ねじ、標準部品よりも公差や工程要求が厳しい特注機械加工部品にも使用されます。
これは産業用自動化、輸送機器、計装用マウント、フランジ組立、溶接ナットやタップボス付きの製作鋼部品で一般的です。ねじ自体は標準のISOメートルねじであっても、用途は汎用品ではありません。そのため、購入者は呼び径だけでなく、全ての仕様、材質、仕上げ、かみ合い要件まで定義する必要があります。
実際には、購入者が メートルねじ 要件を実際の製品カテゴリ(ボルト、スタッド、ねじ、インサート、タッププレート)に紐付けることで、購買の明確さが向上します。これにより、よくある「M12の何?」という問題を回避できます。
調達および製造におけるメートルねじの用途
メートルねじは、製品調達、機械加工、検査、保守、輸出梱包などの各工程で使用され、それぞれの段階で同じねじ仕様の異なる要素が重視されます。
競合上位3ページは用途についてほとんど触れていませんでした。これは機会損失であり、用途の文脈こそが購入者が実際に意思決定を行う場面だからです。
ファスナー調達および輸出注文
調達チームにとって、メートルねじは互換性、組み合わせるハードウェアの選定、商業仕様の明確さを決定するため重要です。
顧客が六角ボルト、ソケットスクリュー、フランジボルト、またはスタッドを求める場合、 メートルねじ 指定が左右するのは:
- 対応するナットの入手可能性
- ワッシャーの適合性
- 優先在庫サイズ
- 関連部品のタップやダイスのセットアップ
- パックラベルやロットの分別
これは、製品ファミリーが重複するproductionscrews.comのようなサイトで特に重要です。購入者が比較する際、 ボルトとネジ またはレビューする際、 ボルトとネジの違い 決定はヘッド形状や用途についてだと思うかもしれません。多くの場合、より深い問題はねじ規格の標準化です。
加工やタップ作業
加工技術者や生産技術者にとって、メートルねじはドリル選定、工具摩耗の予測、ゲージ選択、スクラップリスクに影響します。
A メートルねじ 説明しやすいねじでも、素材が硬い、穴が浅い、タップが摩耗している、コーティングの余裕が無視された場合、一貫して生産するのは難しいことがあります。短文。ねじ加工を最後の工程と考える工場は、折れたタップやゲージ不良で代償を払うことが多いです。
よく見られるパターンは、インチ系からメートル系に切り替えるチームが、特殊部品で細目注文が頻繁に発生することを過小評価することです。公称サイズは見慣れていますが、ピッチは違います。その結果、在庫から間違った工具を取り出してしまいます。
組立、保守、現場交換
保守チームにとって、メートルねじの標準化は、交換部品が元の部品と同じピッチと嵌合を持つ場合のみダウンタイムを減らします。
これは当然のように思えますが、多くの回避可能な現場ミスがここで発生します。直径だけで識別された交換ボルトは、一部だけねじ込まれて固着することがあります。元のねじが細目だった場合です。逆に、粗目ねじは摩耗した内部ねじに緩く感じ、補償のために締めすぎてしまうこともあります。
そのため、良い交換作業には「M10に見える」だけでなく、部品の完全な確認が含まれます。
正しいメートルねじの選び方
適切なメートルねじは、用途から逆算して選定されます。荷重、材料、相手部品、取付方法、使用環境が在庫状況よりも重要です。
これが、実際に多くの購買担当者が必要とする実用的な意思決定フレームワークです。
ステップ1:相手部品の要件から始める
ねじの互換性は絶対条件のため、まず相手部品や図面からメートルねじを選択してください。
受け側部品がすでに決まっている場合、 メートルねじ 選択肢は即座に制限されます。材料や表面処理を比較する前に、正確な径、ピッチ、ねじの向き、公差の期待値が必要です。
設計がまだ決まっていない場合は、粗目か細目か、どちらが接合部に最適かを判断してください。粗目が標準です。細目には理由が必要です。
ステップ2:荷重、肉厚、振動を確認する
幅広い用途での堅牢性には粗目メートルねじを、かみ合い密度や調整、パッケージングが必要な場合は細目メートルねじを使用します。
実用的なルール:
- 一般的な産業用ハードウェアや交換の簡便さには粗目を選択してください。
- 薄肉部品、微細なプリロード調整、または特殊な動的接合部には細目を選択してください。
- 現場でのサービスが多い製品では、設計上本当に必要でない限り、不要な細目ピッチは避けてください。
多くのガイドはここで終わりますが、実はここからが本当の違いです。「より良い」 メートルねじ とは、図面上で最も精密に見えるものではなく、サービス時のユーザーエラーを減らすものです。
ステップ3:製造および検査能力の確認
メートルねじの仕様は、サプライヤーが一貫して製造・測定・仕上げ・梱包できて初めて意味があります。
発注前に必ず確認してください:
- 部品が転造、切削、タップ、または研削のいずれで作られているか
- 細目ピッチが標準在庫か特別生産か
- どのゲージまたは測定方法が使用されるか
- めっきやコーティングが嵌合に影響するかどうか
- 嵌合ナットやインサートが同じ管理された供給元から来ているかどうか
ここが標準の メートルねじ コールアウトでもリスクのある注文になる場合があります。標準は一般的でも、工程能力はそうとは限りません。
ステップ4:ねじを材料および防食戦略に合わせる
材料や仕上げによって、メートルねじの組立時の挙動が変わるため、ねじの選定は母材やコーティング計画と合わせて確認する必要があります。
例えば、細目ねじは メートルねじ ステンレスでは、合金鋼と同じ形状でも、かじりのリスクや摩擦の変化により、繰り返し使用時の挙動が異なる場合があります。そのため、関連する社内ガイダンスは ステンレス鋼ボルト そして ボルト ナット ステンレス鋼 同じ技術的な議論の中で扱われることが多いです。
ステップ5:POに完全なコールアウトを記載する
メートルねじの最終的な購買管理は、メールでの仮定ではなく、完全な書面によるコールアウトです。
最低限、POまたは技術添付書には以下を記載する必要があります:
- ねじサイズ
- ピッチ
- 製品タイプ
- 材料または等級
- 終了
- 該当する場合の標準参照
- 数量および梱包要件
- 組立品として供給される場合の嵌合部品要件

よくあるメートルねじのミス
ほとんどのメートルねじの不具合は、ねじシステム自体ではなく曖昧さから生じます。
それは良いニュースです。なぜなら、曖昧さは管理できるからです。
粗いピッチと細かいピッチの混同
最も一般的なメートルねじの間違いは、名目直径だけで部品を識別できると考えることです。
それだけでは十分ではありません。 M12 そして M12 x 1.25 購入判断は同じではありません。設計で細かいピッチが必要なのに、供給者や加工業者、保守チームが粗いピッチと仮定すると、問題は最終組立まで現れないことがあります。
公差や仕上げの無視
仕上げ前に適合していたメートルねじでも、許容差を考慮していない場合、コーティング後に適合問題が発生することがあります。
これは特に、メッキされた外ねじ、塗装されたタップ部品、異なる供給元からの組み合わせ部品でよく見られます。実際には、チームがねじの形状と仕上げの厚みを分けてゲージ状態を確認したことで「不良ボルト」の主張が消えた例もあります。
調達時の部分的な指示の使用
短縮された購買表現は、標準メートルねじが誤って供給される可能性を高めます。
以下のような発注書の記載は避けてください:
M10ボルトメートルねじM12ステンレス
これらは技術仕様ではありません。仕様のふりをした仮の記載です。
すべての工場が同じ方法でねじ品質を測定していると仮定すること
検査の一貫性は重要です。メートルねじの品質は、ゲージやピッチチェック、工程管理によって検証され、見た目だけでは判断できません。
顧客、供給者、第三者検査員が許容範囲の定義で一致しない場合 メートルねじ議論は遅れて始まり、コストが増加します。
2026年以降のメートルねじの将来動向
2026年のメートルねじ作業のトレンドは新しい形状ではなく、同じ標準に対するデジタル制御の向上です。
コアプロファイルは成熟しています。運用上の期待が変化しています。
より良いデジタル仕様管理
より多くの企業がCADから発注書までの一貫性を強化しており、正確なメートルねじの呼び出しが手動で簡略化されることなく、サプライヤーと検査員の両方に届くようになっています。
それが重要なのは、ほとんどの メートルねじ エラーが転記ミスだからです。形状自体は問題ありません。データの受け渡しが失敗しました。
ゲージングとトレーサビリティへの注目が高まっています
品質管理チームは、特に輸出用ハードウェアや安全関連の組立品において、メートルねじの受け入れ基準の測定方法により注意を払っています。
引き続き重要なのは NISTのピッチ径に関する研究 が示す理由:ねじの適合は依然として測定の分野であり、単なるカタログの話題ではありません。
用途に配慮したサプライヤーへの需要の高まり
産業バイヤーは、特定のメートルねじがなぜ粗目、細目、メッキ、転造、または適合するナットセットと組み合わせるべきかを説明できるサプライヤーを求める傾向が強まっています。
製品自体はシンプルでも、サポートへの期待は高まっています。特に、顧客が汎用ハードウェア検索からカスタムOEMや輸出注文に移行する場合に顕著です。
メートルねじに関するよくある質問
メートルねじの別名は何ですか?
もう一つの一般的な名称はISOメートルねじであり、これは一般的なファスナーに使用される標準化されたメートルねじシステムを指します。ほとんどの工業分野では、メートルねじとISOメートルねじは、ミリメートル単位の直径とピッチの指定に基づく同じ一般的なシステムを指します。
標準的なメートルねじの角度は何度ですか?
標準的なメートルねじの角度は60度です。この60度のプロファイルは、一般的な用途のISOメートルねじで使用される標準的な形状の一部であり、直径が近いからといって、異なるプロファイルを持つ非ISOねじを互換性があるものとして扱うべきではありません。
メートルねじの呼び出しでM10 x 1.5は何を意味しますか?
これは、呼び径10mm、ピッチ1.5mmのねじを意味します。M10は呼び径(外径)を示し、1.5は隣接するねじ山の頂点間の距離(ミリメートル)を示します。
メートルねじとメートルピッチは同じですか?
いいえ。メートルねじはねじ全体の規格を指し、メートルピッチはその規格内の一つの寸法だけを指します。ピッチはねじ山の間隔を示しますが、完全なメートルねじの仕様には直径、公差、ねじの向き、製品の種類なども含まれる場合があります。
粗目ではなく細目のメートルねじを使うべきタイミングはいつですか?
細目ねじは適切な選択となる場合がありますが、代替許容度が低下し、調達の難易度が高まることが多いため、意図的に選択する必要があります。
メートルねじを正しく識別する方法は?
M記号の確認、公称径の測定、ピッチの確認、必要に応じてはめあいや公差の要件を確認して識別します。ねじゲージやピッチゲージ、ノギスによる測定、図面の確認が一般的な初期の手順です。
メートルねじとインペリアルねじの違いは何ですか?
メートルねじは直径とピッチにミリメートルを使用しますが、インペリアルねじはインチ単位の直径と1インチあたりのねじ数表記を使用します。形状が似ている場合もありますが、表示方法や標準化されたサイズとピッチの組み合わせが異なります。
メートルねじの別名は何ですか?
もう一つの一般的な名称はISOメートルねじであり、これは一般的な用途のファスナーに使用される標準化されたメートルねじシステムを指します。
ほとんどの産業分野では、「メートルねじ」と「ISOメートルねじ」は、ミリメートル単位の直径とピッチ指定の同じ一般的なシステムを指します。要点:図面に M とミリメートルピッチが記載されていれば、ほぼ間違いなくISOメートルねじです。
標準的なメートルねじの角度は何度ですか?
標準メートルねじの角度は60度です。
その60度のプロファイルは、一般的なISOメートルねじで使用される標準的な形状の一部であり、直径が近くてもプロファイルが異なる非ISOねじは互換性があるとみなすべきではありません。要点:プロファイル角度は、ねじが見た目は合っていても適合しない理由の一つです。
メートルねじの呼び出しでM10 x 1.5は何を意味しますか?
これは、10mmの公称直径と1.5mmのピッチを持つねじを意味します。
について M10 公称大径を示します。 1.5 隣接するねじ山の頂点間の距離をミリメートルで示します。要点:2番目の数字は、同じサイズファミリー内で粗目と細目を区別する重要な要素です。
メートルねじとメートルピッチは同じですか?
いいえ。メートルねじは全体のねじシステムであり、メートルピッチはそのシステム内の一つの寸法だけです。
ピッチはねじ山の間隔を示しますが、完全な メートルねじ 仕様には直径、公差、ねじの向き、製品タイプなども含まれる場合があります。要点:ピッチだけでは完全なねじ要件は定義できません。
粗目ではなく細目のメートルねじを使うべきタイミングはいつですか?
細目メートルねじは、設計でより細かい調整や短い長さでより多くのねじ山のかみ合い、または特定の動的・梱包上の利点が必要な場合に使用します。
細目ピッチは適切な選択となる場合がありますが、代替許容度が低下し、調達の敏感度が高くなることが多いため、意図的に選ぶべきです。要点:細目は精密そうだからではなく、理由があって選びましょう。
メートルねじを正しく識別する方法は?
次の方法で識別します: M 表示、名目直径の測定、ピッチの確認、必要に応じて適合や公差要件の検証。
ねじゲージやピッチゲージ、ノギスによる測定、図面の確認が一般的な初期ツールです。要点:重要な部品の場合、 メートルねじ を見た目だけで識別しないでください。
メートルねじとインペリアルねじの違いは何ですか?
メートルねじは直径とピッチにミリメートルを使用し、インペリアルねじシステムはインチ単位の直径とインチあたりのねじ数表記を使用します。
プロファイルが似ている場合もありますが、指定方法や標準化されたサイズ・ピッチの組み合わせは異なります。要点:両システムを混用することは、避けられる組立ミスを最も早く引き起こす方法の一つです。

結論
メートルねじ 表記が簡潔なため一見わかりやすく見えますが、実際の工業的な決定にはピッチ、公差、製造方法、組み合わせるハードウェア、仕上げ、検査が含まれます。これらが揃えば、システムは効率的で、グローバルに通用し、高い信頼性を持ちます。揃っていない場合、標準品であっても メートルねじ 不良品の発生、納期遅延、現場での故障の原因となることがあります。
製品を調達または指定する場合は、 メートルねじ 必ず呼び径だけでなく、全ての指定事項から始めてください。並目か細目かを確認し、組み合わせる部品と一致させ、製造能力を確認し、全ての要件を発注書に記載してください。これが返品の削減、組立の迅速化、技術・購買・生産間の円滑なコミュニケーションへの実践的な道です。




