A sexbolt is a two-part fastener—a barrel-shaped nut and a matching machine screw—that joins two panels through a clearance hole, creating a clean, tamper-resistant connection. Also called a Chicago screw, barrel nut, or post screw.
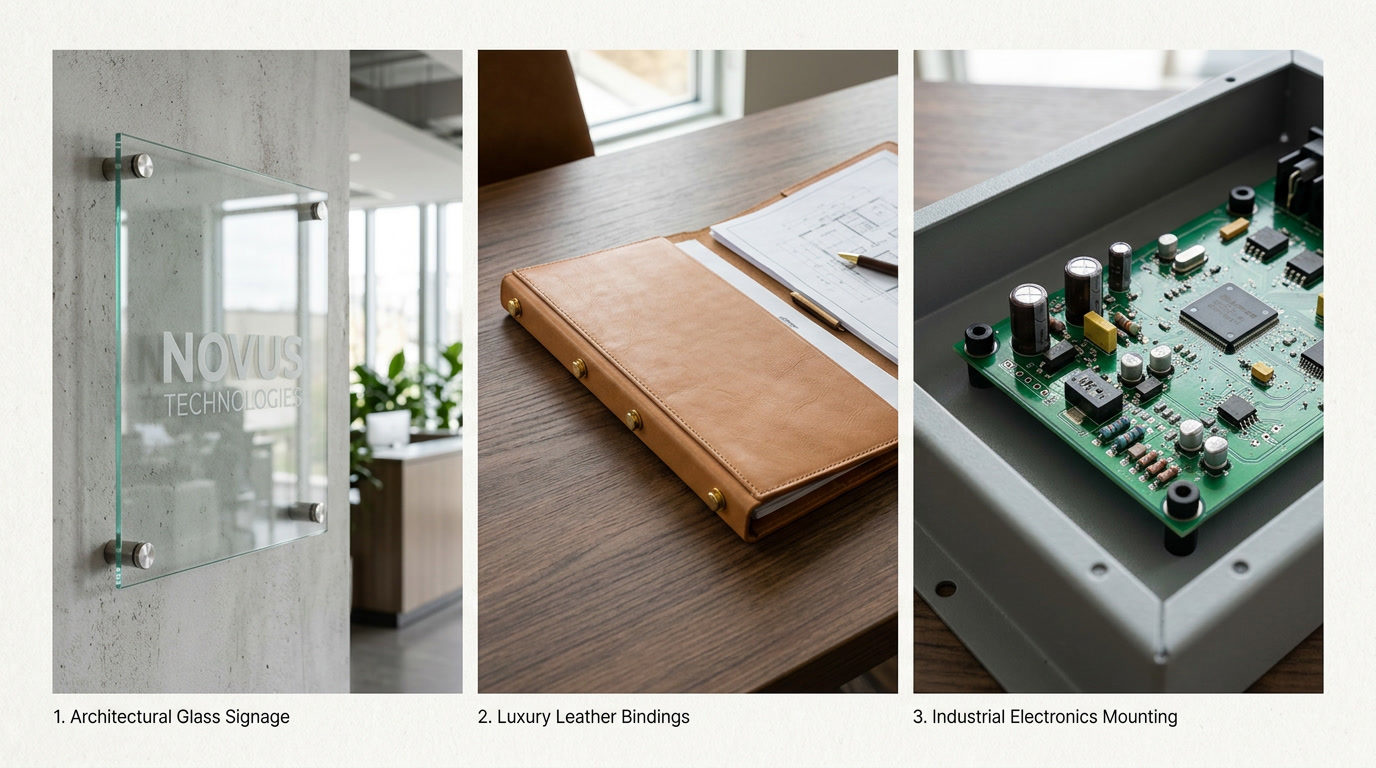
If you’ve ever flipped open a leather portfolio and noticed a small, polished screw flush with the cover, or seen a glass sign panel mounted to a wall with no visible hardware on the back — that’s a sexbolt at work. The fastener disappears into the assembly and what remains is a clean, professional face. Most people have tightened dozens of them without knowing the name.
This guide explains everything you need to specify, source, and install sexbolts correctly. Whether you’re a purchasing manager sourcing fasteners for a production run, a product designer selecting the right material grade, or a signage fabricator choosing between thread lengths, you’ll find the exact specs and judgment calls that make the difference between a joint that holds and one that loosens in the field.
What Is a Sexbolt? Definition and Core Mechanics
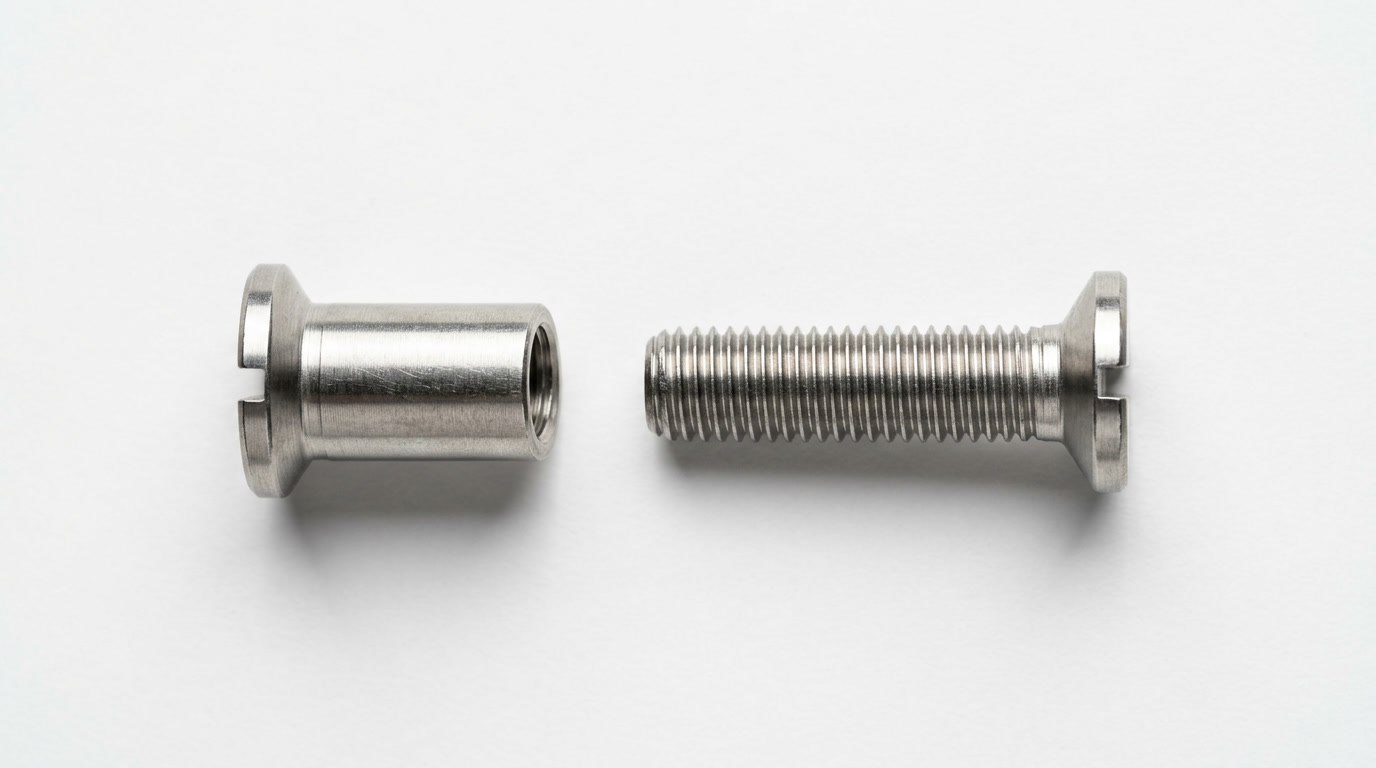
A sexbolt is a two-part threaded fastener consisting of a hollow cylindrical post (the barrel nut) and a matching machine screw. The barrel post inserts from one side of the workpiece; the screw inserts from the opposite side and threads into the post’s internal bore, clamping the assembly together.
According to the Wikipedia entry on Sex bolts, the fastener’s distinctive feature is the barrel-shaped nut, which is smooth on the outside and threaded on the inside. Unlike a standard hex nut that grips flat on one face, a sexbolt nut has a flange — a wide shoulder that bears against the panel surface and distributes the clamping load over a larger area. This matters enormously when the parent material is soft: leather, plastic sheeting, foam-core panels, or thin aluminum.
The Two-Part Anatomy of a Sexbolt
Every sexbolt assembly has two pieces:
- Barrel post (female part): A hollow cylinder with a smooth outer wall, an internal female thread, and a flat or slightly domed flange at one end. The post slides into a clearance hole drilled through the workpiece. The flange sits flush or countersunk on the back face.
- Machine screw (male part): A standard machine screw with a matching thread that passes through the front face and threads into the barrel post. Head styles vary — round, flat (countersunk), low-profile button, and oval are the most common.
The post length is the critical dimension for stack-up calculations. Add the total combined material thickness (leather + liner + spacer, for instance) and select a post that matches that dimension within ±0.5 mm. Undersized posts create gap; oversized posts leave the screw floating without full thread engagement.
How Sexbolts Differ From Standard Bolt-and-Nut Assemblies
Most people ask this in the first session. Here’s the short answer: a standard nut is solid and presents a hexagonal exterior that requires a tool for installation. A sexbolt barrel post is hollow, has a round smooth exterior, installs into a round clearance hole, and presents a flush or decorative face on both sides of the assembly.
| Feature | Sexbolt (Barrel Nut) | Standard Bolt + Hex Nut |
|---|---|---|
| Installation direction | Both parts from opposite faces | Bolt from front; nut tightened from back |
| Panel hole shape | Round clearance hole | Round clearance hole |
| Exterior appearance | Flush or dome cap, decorative | Protruding hex nut — industrial look |
| Torque tool on nut side | None required | Wrench or socket required |
| Minimum material thickness | ~1 mm (micro sizes) | ~3 mm (hex nut bearing surface) |
| Vibration resistance | Moderate (locking variants available) | High with lock washer |
| Disassembly / reassembly | Fully reusable — no damage | Fully reusable |
| Common materials | Brass, SS304, aluminum, zinc, nylon | Carbon steel, SS, brass |
The table above shows the core functional difference: when access to the back face of a panel is limited, or when appearance on both faces matters, the sexbolt wins. That’s why it dominates book covers, briefcase frames, luggage hardware, and architectural glazing applications.
Types of Sexbolts: A Complete Range Guide
Sexbolts come in four major head-style families and six material grades, with post lengths typically ranging from 3 mm to 25 mm and thread diameters from M3 to M10 (or #6-32 to 1/4-20 in imperial).
Understanding the range matters before issuing a purchase order, because interchangeability between brands is real — most manufacturers conform to DIN 7967 analog dimensions — but finish and material grades vary widely and directly affect lifecycle cost.
Head Styles: Round, Flat, Oval, and Low-Profile
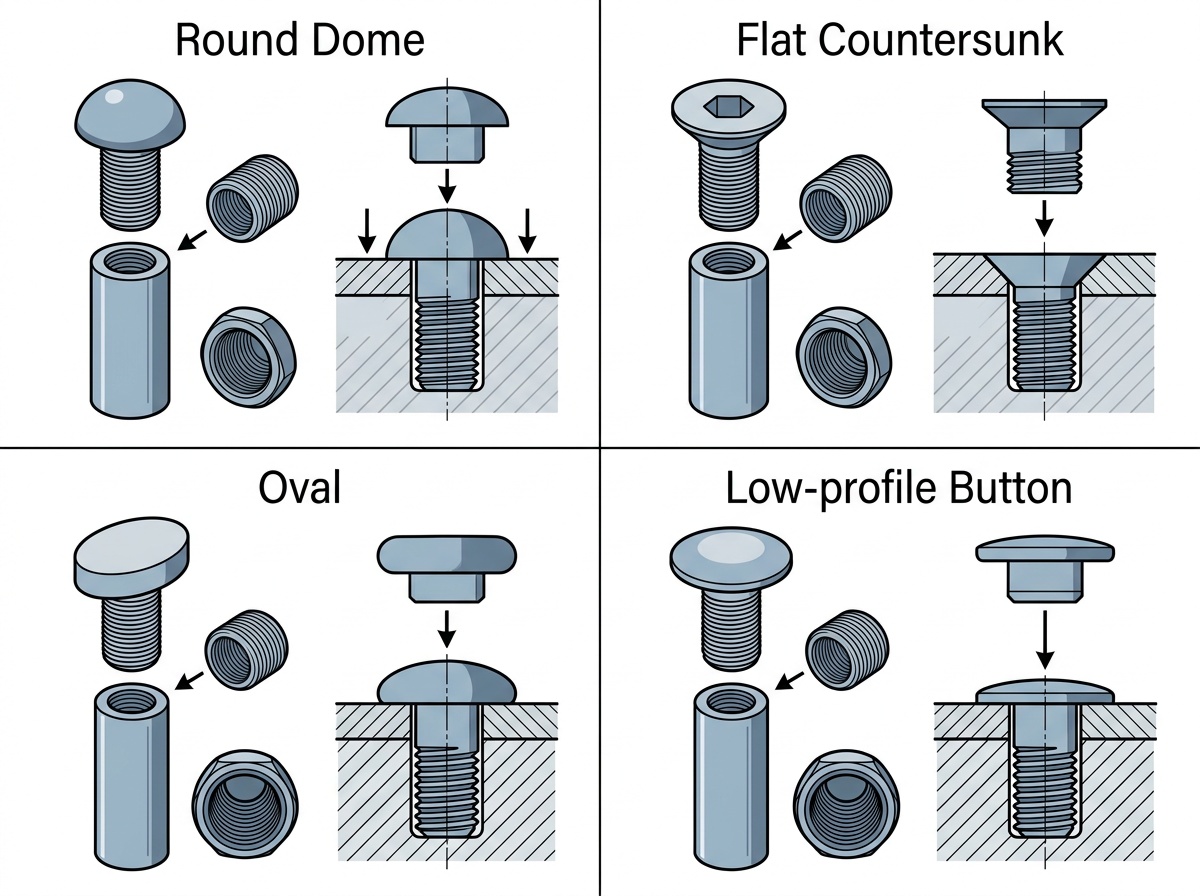
The head style of the machine screw is the first specification decision, because it controls the visible face of the fastener from the front side of the assembly:
- Round head (dome head): The most common. A dome-shaped crown sits slightly proud of the surface. Easy to install with a standard Phillips or slotted driver. Used in bookbinding, leather goods, and general-purpose assemblies where a modest raised profile is acceptable.
- Flat head (countersunk): Requires a countersink in the front panel. The screw head sits perfectly flush — ideal for architectural signage and precision enclosures. More sensitive to panel thickness variation.
- Oval head: A countersunk base with a low dome cap. Combines the flush seating of a flat head with a more finished appearance; popular in furniture and display fixtures.
- Low-profile button head: Very short dome, large bearing face. Used in electronics assembly and PCB mounting where clearance above the panel surface is constrained.
The barrel post head has fewer variations: flat flange (most common), step flange (larger bearing diameter for soft materials), and knurled barrel (press-fit into plastics for anti-rotation). A few specialty sexbolts use a star-drive or hex-socket on the screw side — useful in anti-tamper applications where standard Phillips is deliberately avoided.
Material and Finish Options
Material selection is where most specification errors occur. The default is zinc die-cast (bright chrome plate) — inexpensive, cosmetically clean, but limited to dry interior applications. Outdoor, marine, or wet-process environments need at minimum stainless steel 304; harsh chemical exposure warrants 316L or passivated titanium.
| Material | Corrosion Resistance | Relative Cost | Best Application |
|---|---|---|---|
| Zinc die-cast (chrome) | Low — interior use only | $ | Binders, albums, dry interiors |
| Brass (raw or nickel-plated) | Moderate | $$ | Leather goods, decorative hardware, lighting |
| Aluminum (anodized) | Good — light outdoor | $$ | Signage, lightweight display frames |
| Stainless Steel 304 | High | $$$ | Marine, food processing, wet environments |
| Stainless Steel 316L | Very high | $$$$ | Offshore, chemical processing, coastal |
| Nylon (PA6 or PA66) | Excellent in acids | $ | Electronics, PCB spacers, lab equipment |
In practice, we’ve found that brass sexbolts in nickel finish are over-specified for dry-interior projects yet under-specified for outdoor signage — both mistakes made from sample catalogs rather than environment data. The rule is: start from the exposure class, then work backward to the material grade.
Standard Dimensions and Thread Configurations
Sexbolts are sold by thread diameter × post length — written as M6×12 (metric) or #10-32 × 1/2″ (imperial). A few nuances:
- Full-thread post: Thread runs the full interior length of the barrel. Best for adjustable-length stacks where material thickness varies ±1 mm between batches.
- Partial-thread post: Thread runs only the bottom 1/3 of the barrel. The upper smooth bore guides and aligns the screw shank before engagement. Faster installation but less forgiving on stack-up variation.
- Extended-length post: Post length from 16 mm to 50 mm for thick assemblies — architectural glass clamps, multi-panel sandwich constructions, multi-material stacks.
Industry Applications of Sexbolts
Sexbolts serve seven major industries: bookbinding and stationery, leatherwork and luggage, architectural signage, electronics and PCB assembly, furniture and interior design, automotive trim, and mounting hardware for glass panels.
That spread isn’t accidental. The sexbolt’s combination of flush appearance on both faces, simple through-hole installation, and full disassembly without tool damage to the parent material makes it irreplaceable in categories where aesthetics and repairability matter equally.
Bookbinding, Stationery, and Leather Goods
The sexbolt was born here. The original use case was binding multi-sheet documents that needed to be opened, pages added or removed, and closed again — a function staples and stitched binding can’t replicate. Modern applications include:
- Photo albums and binders: 3–6 mm brass or zinc sexbolts hold cover boards to spine blocks with post-bound sheet capacity expandable by swapping post length.
- Leather portfolios and compendiums: 6–8 mm flat-head sexbolts in antique brass or matte nickel are standard hardware for handcrafted portfolios. The screw head is flush to the leather face; the barrel post is recessed into a countersink on the liner.
- Luggage hardware: Four sexbolts at the corners of a luggage panel provide 10–40 kN of clamping force without puncturing the exterior fabric. Stainless 304 or zinc-alloy are standard.
Architectural Signage and Glass Mounting
This is the fastest-growing category for premium sexbolts. A glass panel or ACM (aluminum composite material) sign face with four flush-mounted sexbolts reads as frameless — the glass appears to float. The sexbolt barrel passes through the mounting substrate; the screw face seen from the front is a polished dome or flat head flush with a decorative cap cover.
The Architectural Sex Bolts and their Applications YouTube video demonstrates the standoff-mounting technique commonly used in lobby signage: the barrel post is extended and a spacer sleeve sets the stand-off distance from the wall, while the screw through the sign face locks everything rigid.
Specification for architectural signage: 316L stainless, full-thread post 10–20 mm, flat or oval head screw, minimum barrel diameter 8 mm for glass panels thicker than 6 mm.
Electronics, PCB Assembly, and Enclosures
In electronics, the sexbolt serves as a PCB standoff with through-connection capability. A nylon sexbolt, for example, spaces a PCB from an aluminum chassis while electrically isolating the two. Brass sexbolts are used where a conductive path through the stack is needed — grounding PCBs to chassis panels is one common use.
Key advantages over standard spacers in electronics assembly:
- No separate nut required on the far side of the chassis panel (access is restricted)
- Lower profile than a hex standoff + screw combination
- Vibration resistance equivalent to M3 hex assembly with appropriate torque
Micro-format sexbolts (M2 × 3 mm to M2.5 × 5 mm) are now standard in handheld device assembly, particularly in display panel attachment. These require torque-controlled screwdrivers — typical torque spec is 0.1–0.3 N·m for M2 brass sexbolts in aluminum housings.
Furniture, Interior Design, and Display Fixtures
Mid-century and contemporary furniture use sexbolts (often called “Chicago screws” or “barrel bolts” in this context) to join flat-pack side panels, attach hardware to upholstered frames, and mount glass tabletops to metal bases. The clean screw cap flush with the wood or laminate face is the differentiator against visible hardware.
Display fixtures and retail shelving use sexbolts extensively in acrylic and polycarbonate panels — the through-hole installation with no back-of-panel access needed makes them ideal for sealed display cases.
How to Choose the Right Sexbolt: A Step-by-Step Buyer’s Guide
Choose a sexbolt in five steps: (1) measure stack thickness, (2) select thread size from load requirements, (3) choose material from exposure class, (4) specify head style from appearance requirements, (5) confirm finish availability from your supplier.
This sounds straightforward but the two most common ordering errors are post length and material grade. Getting either wrong means either a weak joint (post too short, insufficient thread engagement) or cosmetic failure in service (wrong material for environment).
Step 1: Measure Stack Thickness Precisely
The post length must equal the combined thickness of all materials the sexbolt will pass through. Stack everything in order — panel face, adhesive layer, liner, spacer if any — and measure with calipers. Select post length = stack thickness ±0.3 mm.
A 0.5 mm short post means the screw bottoms out before the flange clamps the panel. The joint feels tight but the barrel is under no compressive load — it will loosen under vibration within weeks. This is the most common failure mode in field returns. Check every new material batch with calipers; nominal thicknesses drift.
Step 2: Select Thread Size from Load Requirements
Thread diameter drives the clamping force and the visual scale of the sexbolt:
- M3 / #6-32: Low clamping force (~0.5–1.5 kN). For lightweight panels, decorative use, nylon or soft material mounting.
- M4 / #8-32: General purpose light assembly. Photo albums, leather portfolios, light signage.
- M5 / #10-32: Standard construction. Most leather and bookbinding applications. Moderate vibration environments.
- M6 / 1/4-20: Heavy-duty. Glass mounting, structural signage, luggage frames, furniture.
- M8 and above: Structural applications. Architectural glazing, heavy display installations.
Step 3: Material Selection From Exposure Class
| Exposure Class | Description | Recommended Material |
|---|---|---|
| Class I — Dry interior | Temperature-controlled; no moisture | Zinc die-cast, brass, aluminum |
| Class II — Humid interior | Kitchens, bathrooms, unventilated spaces | Stainless 304, brass, anodized aluminum |
| Class III — Exposed exterior | Rain exposure, UV, seasonal temperature cycle | Stainless 304 or 316L |
| Class IV — Marine / chemical | Salt spray, acids, harsh cleaning agents | Stainless 316L, HDPE, PVDF-coated |
| Class V — Food/medical | FDA-contact surfaces, sterilization cycles | Stainless 316L (passivated), PEEK nylon |
Never apply Class I zinc hardware in a Class II or higher environment. The chrome plate on zinc die-cast begins to fail in under 6 months at 80% relative humidity — white corrosion under the chrome lifts the finish and the barrel expands fractionally, loosening the joint. We’ve seen entire production runs fail in 90-day salt-spray testing after a material substitution that “seemed equivalent.”
Step 4: Specify Head Style
Flat-head (countersunk) sexbolts require a countersink operation in the parent panel. Budget for that machining step — it adds cost but creates a flush, premium finish. If your production line doesn’t have countersinking capability, use round-head sexbolts and accept the slightly raised profile. Oval heads are a compromise: countersunk seat but a low dome, suitable for most display applications without the full precision requirement.
Common Mistakes When Specifying Sexbolts
- Ordering mixed-lot lengths: If panels vary ±1 mm in thickness batch-to-batch, order full-thread posts and specify minimum thread engagement (6 turns minimum for M5 and above).
- Ignoring finish lead times: Specialty finishes (antique bronze, matte black PVD, satin nickel) have 4–6 week lead times from most manufacturers. Plan accordingly.
- Confusing metric and imperial: Sexbolts are sold in both systems. An M5 × 0.8 thread will not engage a #10-32 post — the thread pitch is close but incompatible. Label bins clearly.

Sexbolt Installation: Tools, Techniques, and Torque Specifications
A sexbolt requires only two standard screwdrivers and correct drill size. The barrel post drops into the clearance hole from the back face; the machine screw inserts from the front and is tightened to thread engagement plus a 1/4 turn.
Step-by-Step Installation
- Drill or punch the clearance hole: Hole diameter = barrel OD + 0.1 mm clearance tolerance. For an M5 sexbolt barrel with 7 mm OD, drill a 7.1 mm hole.
- Mark panel orientation: Know which face is the “front” (screw head face) and which is the “back” (barrel post flange face) before drilling, especially on asymmetric panels.
- Insert the barrel post from the back: The flange seats flush against the back surface. On countersunk barrel designs, press flush with the panel surface.
- Place layers in order: Stack all panels, liners, and spacers over the barrel post while holding the post in position.
- Insert the machine screw from the front: Hand-thread until resistance is felt.
- Tighten to spec: Use a screwdriver or bit; firm tightening is sufficient. Typical torque: 0.5–0.8 N·m for M4; 1.0–1.5 N·m for M5; 1.8–2.5 N·m for M6. Do not exceed: over-tightening strips the barrel post thread.
- Check for flange gap: After tightening, the barrel post flange and screw head should both sit flush or in full contact with their respective panel faces. Any visible gap means the post length is too long.
The installation appears simple — and it is — but fabrication shops consistently over-torque. The internal thread of a brass barrel post has roughly half the strip torque of a solid brass nut of equivalent diameter because the barrel wall is thin. One common tip from experienced assemblers: install with hand torque only (screwdriver, not drill), and do a pull test on the first article of each batch rather than relying on feel alone.
Torque Specifications and Over-Tightening Risks
Locksmith forums have raised questions about sexbolt stripping — the r/Locksmith community discussion on sex bolts touches on exactly this: thin-wall barrels in soft-alloy die-cast strip easily when assembled with power tools. The fix is straightforward: use manual screwdrivers for M4 and smaller sexbolts; torque-controlled power tools (set at 0.8–1.2 N·m max) for M5 and M6.
If a barrel post strips during assembly:
- Hold the barrel with needle-nose pliers at the flange edge while backing out the screw — do not allow the barrel to spin.
- Replace the barrel only (most manufacturers sell screws and posts separately for exactly this reason).
- Review drill size — an oversized hole lets the barrel rotate under tightening torque, multiplying wear on the internal thread.
Future Trends in Sexbolt Manufacturing (2026+)
The sexbolt market is moving toward three developments: corrosion-resistant nanocoatings, micro-format sexbolts for consumer electronics, and sustainable low-carbon alloys. These trends are driven by demands from the EV, wearables, and architectural façade markets.
Advanced Surface Treatments and Corrosion Protection
PVD (physical vapor deposition) coatings are increasingly available on stainless steel and brass sexbolts. A TiN (titanium nitride) PVD coat adds 2–5 μm of near-impenetrable hardness over the base material, improving both corrosion resistance and surface hardness beyond what electroplating achieves. In marine-grade applications, PVD-coated 316L sexbolts can survive 1,000+ hours in ASTM B117 salt spray testing — relevant for offshore signage and coastal architecture.
Anti-galling coatings (PTFE or molybdenum disulfide dry-film) are being spec’d more frequently on stainless sexbolts. Stainless-on-stainless thread contact is notoriously prone to galling (cold welding of threads under torque) — a DFL coating on the screw shank eliminates this failure mode entirely.
Precision Micro-Sexbolts for Consumer Electronics and Wearables
Consumer electronics manufacturers are pushing sexbolt dimensions below M2 (2 mm thread diameter) for the first time in volume production. M1.6 × 2 mm sexbolts in titanium are now used in premium wearable frames and camera modules. At this scale, thread cutting tolerances are held to ISO 4H/4G — tighter than the standard 6H/6g — and every lot requires SPC (statistical process control) batch inspection.
The technical challenge at micro-scale: the barrel wall thickness drops below 0.3 mm, making the internal thread profile critical. Cold-forming (rolling) rather than thread-cutting is the preferred manufacturing method below M2, because it work-hardens the thread form and avoids cutting swarf inside the bore.
Sustainability: Low-Carbon Alloys and Recyclability
As manufacturing supply chains adopt carbon accounting, sexbolt buyers are requesting mill certificates for embodied carbon per kilogram of brass and stainless. Recycled-content stainless (≥80% scrap-based) is now available from EU mills and carries equivalent mechanical properties to virgin-melt material. Brass with ≥85% recycled copper content is standard from responsible manufacturers — worth confirming with suppliers as part of ESG sourcing requirements.
Zinc die-cast sexbolts are gradually being displaced by recycled aluminum (6061-T6) in European markets where RoHS and REACH restrict cadmium in chrome plating baths. Anodized aluminum sexbolts in matte black or clear finish now cover most applications where zinc die-cast was the default.
| Trend | Driver | Production Impact | Timeline |
|---|---|---|---|
| PVD nanocoatings | Architecture, offshore, coastal | +25–40% unit cost, 3× corrosion life | Now available, growing spec |
| Micro-sexbolts M1.6–M2 | Consumer electronics, wearables | Tight tolerances require SPC inspection | Volume adoption by 2027 |
| Anti-galling DFL coating | Marine, SS-on-SS assemblies | Eliminates galling failure mode | Standard option now |
| Recycled-content brass/SS | ESG sourcing requirements | Neutral on cost; requires mill cert | Available from leading mills |
| Anodized AL vs. zinc die-cast | RoHS, REACH compliance | Longer lead time; better corrosion life | Transition ongoing in EU |
Frequently Asked Questions About Sexbolts
What is another name for a sexbolt?
Sexbolts are sold under at least five interchangeable names: Chicago screw, Chicago bolt, barrel nut, binding barrel, post screw, and mating screw. Chicago screw” is the most common trade name in North American fastener catalogs; “barrel nut” is more common in engineering and furniture contexts; “binding barrel” is standard in bookbinding supply. The mechanical definition is identical across all names.
What do you call a female bolt — is the barrel post the female part?
Yes. In fastener nomenclature, the part with the internal (receiving) thread is the female component. The barrel post of a sexbolt carries the female thread inside its hollow bore. The machine screw — the male component — engages that internal thread. This is also why some catalogs list the barrel post under “female fastener hardware” or “captive nuts.”
What is a mating screw in relation to a sexbolt?
A mating screw is the machine screw half of a sexbolt assembly. “Mating screw” emphasizes the function: the screw mates with (threads into) the barrel post. The two terms — sexbolt and mating screw assembly — refer to the same hardware. You’ll find “mating screw” used by bookbinding suppliers; “sexbolt” is more common in industrial and architectural contexts.
How do I know what post length to order?
Measure the total combined thickness of all materials the sexbolt passes through — use calipers, not a ruler — and order the post length that matches that dimension within ±0.3 mm. The screw must achieve at least 5 full thread turns of engagement inside the barrel to reach rated clamping force. For mixed production batches where material thickness varies, order full-thread (versus half-thread) barrel posts: they accommodate ±0.8 mm variation without losing thread engagement.
Can sexbolts be reused?
Yes, sexbolts are fully reusable — they are one of the few fasteners specifically designed for repeated assembly and disassembly without degrading the parent material. The clearance hole in the panel is not damaged during assembly. Brass sexbolts are typically rated for 200+ installation cycles before thread wear becomes measurable; stainless for 500+. The practical limit for most applications is cosmetic wear on the screw head rather than thread failure.
What screw head drive type is best for anti-tamper sexbolt applications?
For anti-tamper use, specify hex-socket (Allen key) or Torx drive on the machine screw side instead of standard Phillips or slotted. A step further: use a non-standard drive pattern (pin-in-Torx, or a proprietarily shaped drive specific to your product) — these require a matching driver tool and effectively prevent casual removal. Architectural signage manufacturers routinely use this approach for exterior-mounted panels.
Are there standards governing sexbolt dimensions?
There is no single international standard specifically for sexbolts as an assembly. Individual components are manufactured to DIN standards: the machine screw follows DIN 7985 (cross-recessed pan head) or DIN 965 (flat head); the barrel post follows DIN 7967-adjacent dimensions for the flange. Many manufacturers publish their own dimensional tables that are interoperable across brands for common thread diameters (M4, M5, M6, M8). Always verify thread pitch compatibility when mixing brands within an assembly.
Conclusion
The sexbolt is a genuinely versatile fastener — it occupies a specific functional niche (flush, two-sided, clean-look joint with full disassembly) that no other fastener fills as elegantly. The most important specification decisions are post length (match your stack precisely), material grade (match your exposure class, not your budget), and head style (flat-head requires a countersink operation; plan for it).
For production runs, pay attention to the detail most buyers skip: order a pilot batch, assemble the full stack, and do a pull test before committing to volume. A sexbolt that looks identical to a premium unit can fail at 40% of rated clamp load if the barrel wall tolerances are loose. Confirm thread engagement depth (minimum 5 turns for M5 and above), check flange seating on both faces, and verify finish adhesion under your production environment conditions.
If you’re sourcing sexbolts for production volumes above 10,000 units, request a certificate of conformance, material test report, and surface treatment specification from your supplier. At that scale, a 2% defect rate in thread engagement is 200 failed assemblies per order — the inspection cost is always less than the field return cost.
Related Products
Solutions & Cluster
Related Articles
- Plastic Washers: The Complete Guide to Materials, Types, and Choosing the Right One
- Screws and Bolts: The Complete Guide to Types, Differences, Grades, and Choosing the Right Fastener
- ASTM A193: Complete Guide to High-Strength Bolting Grades and Specifications
- Barrel Nuts: The Complete Guide to Types, Sizes, Uses, and Installation
- Nylon Insert Lock Nuts: Complete Guide to Types, Sizes & Installation
- Essential Guide to Choosing the Right Bolts for Your Projects
- Screw Bolt Complete Guide: Types, Differences, Sizes & How to Choose (2026)
- Locking Nuts: Complete Guide to Types, Selection, and Installation




