Through bolts are fasteners that pass completely through the material being joined, secured on both sides with a nut and washer — unlike anchor bolts or screws that embed into only one side.
Walk onto any bridge deck, steel-framed warehouse, or timber beam construction site, and you’ll find through bolts doing quiet, critical work. They’re not glamorous. But when a joint must handle shear loads, vibration, or decades of cyclic stress, through bolts are often the only fastener that makes engineering sense.
This guide covers everything: the four major types, how they compare to anchor bolts and lag screws, how to size them correctly, and a step-by-step installation walkthrough for both steel and concrete applications. By the end, you’ll know exactly which through bolt to order — and why.

What Are Through Bolts?
Through bolts are full-penetration fasteners: the shank passes completely through a pre-drilled hole in all joined members, and a nut is threaded onto the protruding end.
That definition sounds simple, but it sets up a critical mechanical advantage. Because the clamping force is applied symmetrically from both faces of the assembly, through bolts distribute load across the full joint cross-section. Compare that to a lag screw, which relies entirely on thread pull-out resistance in one material.
The Anatomy of a Through Bolt Assembly
A standard through bolt assembly has five components:
- Bolt shank — the threaded or partially threaded cylindrical body that passes through the material
- Bolt head — hex, round, or countersunk; transmits torque during installation and bears against the near face
- Washer (near side) — spreads clamping load, prevents head pull-through, protects surface finish
- Washer (far side) — identical purpose under the nut
- Nut — threaded onto the protruding shank and torqued to generate clamp load
In structural steel applications governed by the AISC Steel Construction Manual, the bolt, nut, and washer are specified as a matched assembly under ASTM F3125 — not selected independently.
How Clamping Force Works
When you torque a through bolt, you’re stretching the shank in tension. That tension creates a clamping force that presses the joined members together. Friction at the faying surfaces then resists in-plane shear. This is why snug-tight versus pretensioned installation matters: a pretensioned bolt in a slip-critical connection delivers far higher shear capacity than the same bolt snug-tight.
In practice, for non-structural or lightly loaded joints, snug-tight is fine. For structural connections in buildings, bridges, or industrial equipment, pretensioning to the values in AISC’s Table J3.1 is required.
| Bolt Grade | Min. Tensile Strength | Pretension (3/4″ bolt) | Common Use |
|---|---|---|---|
| ASTM A307 | 60 ksi | N/A (snug only) | Lightly loaded, non-structural |
| ASTM F3125 Gr. A325 | 120 ksi | 28 kips | General structural steel |
| ASTM F3125 Gr. A490 | 150 ksi | 35 kips | Heavy structural, high-stress |
| SAE Grade 8 | 150 ksi | varies | Machinery, automotive |
Types of Through Bolts
There are four main types of through bolts: hex bolts, carriage bolts, U-bolts, and machine bolts — each optimized for a different load direction and joint geometry.
Choosing the wrong type is a common and costly mistake. Here’s what each one is actually for.
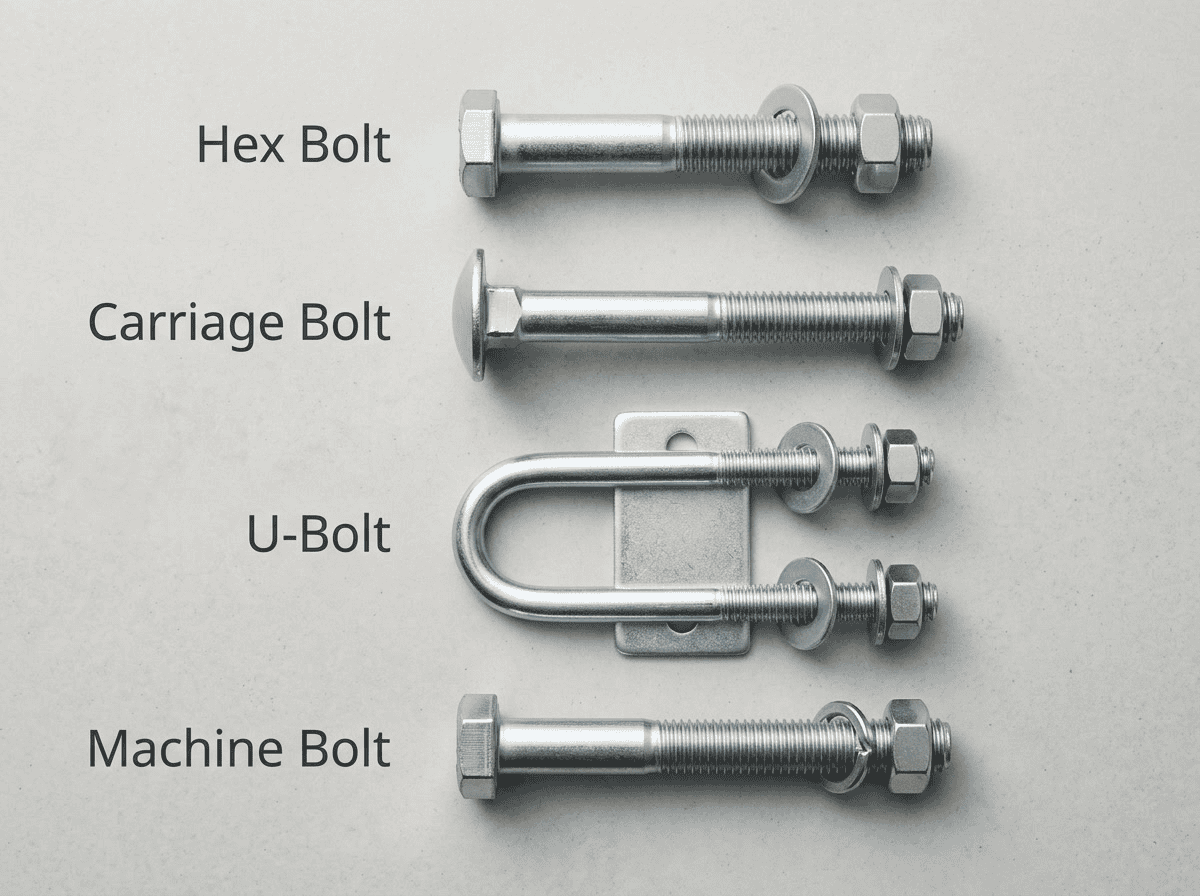
1. Hex Through Bolts
The most common type in structural work. The six-sided head accepts a wrench for torquing, and the full or partial thread shank passes through matched clearance holes. Available in coarse (UNC/ISO) and fine (UNF) thread pitches.
Best for: Structural steel-to-steel, steel-to-concrete (with a plate or bracket), flange connections, industrial machinery frames.
Key spec to check: Whether you need A325 (120 ksi) or A490 (150 ksi) grade for the connection design. Don’t substitute A307 in a designed structural connection — the capacity difference is significant.
2. Carriage Through Bolts
Carriage bolts have a domed, tool-free head and a square neck directly below it. When driven through a wood member, the square neck bites into the wood and locks the bolt rotationally — so you only need a wrench on the nut side. This is their defining advantage in wood construction.
Best for: Timber-frame connections, wood decking, fence posts, wooden structural members, and wood-to-metal brackets.
Key spec to check: The neck diameter and wood density. In hardwood, the square neck can split grain if forced; sometimes a square washer or slight pre-chiseling helps.
3. U-Bolts
U-bolts aren’t what most people picture when they hear “through bolt,” but they absolutely qualify — both threaded legs pass through a plate or bracket, and two nuts clamp the assembly. The curved section grips a pipe, rod, or structural shape.
Best for: Pipe supports and hangers, conduit mounting, exhaust system brackets, trailer hitches, and any round-section member that must be clamped without welding.
Key spec to check: The inside diameter (ID) must match the nominal pipe or rod OD within tolerance. Undersizing binds; oversizing leads to slip under vibration.
4. Machine Bolts / Structural Bolts
Machine bolts are the traditional designation for bolts used in structural joints before ASTM F3125 consolidated the specifications. Today the term is used loosely for any precision-fit bolt in a reamed or drilled hole. The distinction that matters: in bearing-type connections, the shank (not threads) bears against the hole walls, so shank diameter and surface finish matter more than in clearance-hole assemblies.
Best for: Slip-critical structural connections, high-shear joints in bridges and crane rails.
| Type | Head Style | Special Feature | Primary Material |
|---|---|---|---|
| Hex through bolt | Hex | Wrenchable both sides | Steel, stainless, alloy |
| Carriage bolt | Domed, square neck | Self-locking in wood | Steel, galvanized |
| U-bolt | Curved shank | Clamps round sections | Carbon steel, SS, HDG |
| Machine/structural bolt | Hex | Precision shank fit | Alloy steel (A325/A490) |
Industry Applications of Through Bolts
Through bolts are used wherever a connection must be removable, inspectable, or designed to carry verified load — spanning construction, infrastructure, and heavy industry.
Structural Steel Construction
Steel frame buildings use through bolts — specifically ASTM A325 or A490 high-strength structural bolts — at every beam-to-column and beam-to-beam connection. Moment connections and shear tab connections both rely on through bolts pretensioned to defined values. The joints are designed per AISC LRFD or ASD, with bolt patterns calculated for shear, tension, and combined loading.
In practice, erectors install the bolts snug-tight during steel erection, then re-torque or use the turn-of-nut method (typically 1/2 turn past snug for 3/4″ A325) once the frame is plumbed and squared. Skipping that final pretensioning step is one of the more common field errors.
Timber and Mass Timber Construction
Carriage through bolts are the backbone of traditional timber framing and modern mass timber (CLT and glulam). The American Institute of Timber Construction (AITC) publishes bolt bearing values for Douglas Fir, Southern Yellow Pine, and other species. A 3/4″ carriage bolt through two plies of 2×10 Douglas Fir (Specific Gravity 0.5) delivers around 1,200–1,500 lb design shear value per bolt — always verify against the applicable NDS table for your species and load duration factor.
Through bolts in timber also allow periodic inspection and re-tensioning, which matters in wet/dry cycling environments where wood shrinks and bolts can go slack.
Bridge and Infrastructure Maintenance
Bridges — especially older truss and girder bridges — were riveted originally, but rivet replacement and repair is expensive. Through bolts (typically ASTM A325 or A490) have been the standard rivet-replacement fastener for decades. Each rivet hole is drilled out or reamed to accept the bolt shank, and the assembly is pretensioned. The American Railway Engineering and Maintenance-of-Way Association (AREMA) specifies the exact procedure.
In high-speed rail tracks, through-bolt assemblies secure rail clips, fishplates, and tie plates to the sleepers. The vibration environment demands both high clamp load and positive locking (via prevailing-torque nuts or lock washers) to prevent backing off.
Industrial Equipment and Pipe Systems
Flanged pipe joints use through bolts to compress the gasket between mating flanges to the manufacturer’s specified seating stress. ASME B16.5 and ASME PCC-1 govern flange bolt torque sequences and values. The sequence matters — cross-bolting in a star pattern prevents flange face distortion. We’ve seen flanges with all bolts torqued sequentially (not cross-pattern) that leaked immediately, despite correct torque values.
U-bolts show up in pipe supports throughout industrial plants, securing horizontal runs of process piping to structural steel. Oversized or loose U-bolts allow pipe movement during thermal cycling, which fatigues the bolt threads over time.
How to Choose the Right Through Bolt
Pick your through bolt in this order: grade (load capacity) → material (corrosion environment) → type (joint geometry) → size (hole diameter and grip length).
That sequence prevents the most common error, which is choosing a size first and ignoring grade. A 1/2″ A490 bolt outperforms a 3/4″ A307 bolt in pure tension. Grade first.
Step 1: Determine the Design Load
If you have engineered drawings, the bolt specification is given. If you’re working from first principles:
- Calculate the shear force and tension force on the joint
- Divide by the number of bolts to get load per bolt
- Apply AISC LRFD φ-factors (φ = 0.75 for tension, 0.65 for shear in bearing type connections) or ASD safety factors
A quick sanity check for non-engineered light structural work: a 1/2″ A325 through bolt in single shear handles roughly 9.3 kips design shear (LRFD). A 3/4″ A325 in single shear: about 21 kips.
Step 2: Choose Material and Coating
| Environment | Recommended Material |
|---|---|
| Interior, dry, no corrosion | Plain carbon steel (A325/A307) |
| Coastal or marine exposure | 316 stainless steel or hot-dip galvanized |
| Pressure-treated wood | Hot-dip galvanized or 316 SS (ACQ treatment corrodes zinc plate) |
| Chemical or wastewater environments | 316L SS or Hastelloy |
| High-temperature (>800°F) | Alloy steel or Inconel; avoid standard carbon |
The interaction between pressure-treated lumber and zinc-plated (electroplated) bolts is frequently underestimated. According to the American Wood Protection Association (AWPA), current ACQ and CA treatments are significantly more corrosive to zinc than older CCA formulations. Use hot-dip galvanized (ASTM A153 coating, 1.7 oz/ft² min.) or stainless in contact with treated lumber.
Step 3: Match Type to Geometry
- Accessible from both sides → hex bolt
- One side is a wood member and tool access is limited on the far side → carriage bolt
- Clamping a round section (pipe, tube, rod) → U-bolt
- High-shear structural connection → structural bolt per ASTM F3125
Step 4: Size Correctly
Bolt diameter should be at least 1.5× the plate thickness it clamps. Grip length (distance from under-head to start of nut engagement) should match the total material thickness within ±1 thread pitch — threads in the shear plane dramatically reduce bearing capacity.
Installing Through Bolts: Step-by-Step
Correct through bolt installation requires a matched hole, correct torque sequence, and — for structural bolts — verification of pretension.
Tools Needed
- Power drill or mag drill with cobalt or bi-metal hole saws (for steel)
- Impact wrench or torque wrench (calibrated)
- Hardened flat washers (both sides)
- Anti-seize compound (for stainless in stainless — prevents galling)
- Calibration tool for pretensioning (DTI washers or tension-control bolts are the field-friendly options)
Installation Steps
- Drill the hole to the correct diameter. For ASTM standard clearance holes, the hole diameter is 1/16″ larger than the nominal bolt diameter for bolts up to 1″ diameter. For oversize or short-slotted holes, check AISC Table J3.3 — oversized holes reduce design capacity.
- Clean the faying surfaces. Remove mill scale, paint, or coatings from the contact zone if the connection is slip-critical. Unpainted clean mill scale or class A coating gives μ = 0.35. Painted surfaces reduce this — Class B (hot-sprayed zinc) gives μ = 0.50.
- Assemble in order: bolt → washer (near side) → materials → washer (far side) → nut. For A325 and A490, the nut goes on the side opposite the bolt head.
- Snug tight first. Bring all bolts in the pattern to snug tight (the full effort of a person on an ordinary wrench — roughly 10–20% of final torque). This seats the joint.
- Pretension. For structural A325 or A490 bolts, use one of:
- Turn-of-nut method: Snug, mark bolt and nut, then advance the nut by the specified rotation (typically 1/3 to 1 full turn depending on grip length).
- Tension-control (TC) bolts: Tighten until the splined end shears off — spline design guarantees minimum pretension.
- DTI (Direct Tension Indicator) washers: Protrusions collapse at minimum pretension; inspect with a feeler gauge.
- Verify. On slip-critical connections, AISC requires all bolts in the group to be re-inspected in sequence after the final bolt in the group is pretensioned — the early bolts may relax slightly as later bolts are tightened.
- Apply thread-locking or locking nuts in vibration environments. Nylon-insert (prevailing-torque) locknuts or SAE grade 8 serrated-flange nuts are standard for machinery. Double-nutting is acceptable but adds installation time.
Through Bolts vs Other Fasteners
Most specification errors come from confusing through bolts with similar-looking fasteners. Here’s where each one wins:
Through bolt vs anchor bolt: An anchor bolt is cast into concrete or driven into a drilled hole and uses expansion, adhesive, or a hooked end to develop resistance in one material. A through bolt passes completely through and is clamped from the far side. Through bolts are removable; most anchor bolts are permanent. For concrete attachments where drilling through is possible (thin slabs, brackets on concrete walls), a through bolt with a backing plate on the far side is typically stronger and more reliable than a wedge anchor.
Through bolt vs lag screw: A lag screw cuts its own threads into wood and relies on thread withdrawal resistance in one member. A through bolt clamps both members together with symmetric force. Lap joint testing on Douglas Fir shows a 3/4″ through bolt with wood side plates delivers roughly 40–60% more shear capacity per fastener than a 3/4″ lag screw in the same geometry — primarily because the through bolt prevents rotation of the joint under load.
Through bolt vs carriage bolt: A carriage bolt is a type of through bolt. The distinction is the head style and the square neck for self-locking in wood. When we say “through bolt” without qualification in a structural drawing, we typically mean a hex-headed bolt with washer both sides.
According to data published by the Structural Fasteners Institute, through bolts account for approximately 68% of all structural fastener installations in steel-frame construction in North America — outpacing both anchor bolts and adhesive anchors combined.
Through Bolt Sizes and Specifications
Through bolt sizes follow two primary standards: inch (SAE/ASTM) and metric (ISO). The productionscrews.com inventory covers a broad range of both, with special emphasis on high-strength structural grades.
Inch series (most common in North America):
- Diameters: 1/4″, 5/16″, 3/8″, 1/2″, 5/8″, 3/4″, 7/8″, 1″, 1-1/8″, 1-1/4″
- Thread pitch: UNC (coarse) standard; UNF available for precision applications
- Lengths: 1/2″ to 8″ in common stock; longer custom lengths available
Metric series (ISO 898-1):
- Diameters: M6, M8, M10, M12, M16, M20, M24, M30
- Property classes: 4.6, 8.8, 10.9, 12.9 (analogous to A307, A325, A490 in structural use)
- Lengths: 10mm to 200mm in standard stock
Grade equivalencies (approximate):
| ASTM (inch) | ISO Class (metric) | Min. Tensile Strength |
|---|---|---|
| A307 | 4.6 | 415 MPa / 60 ksi |
| A325 | 8.8 | 830 MPa / 120 ksi |
| A490 | 10.9 | 1040 MPa / 150 ksi |
| — | 12.9 | 1220 MPa / 177 ksi |
For through bolts in high-speed rail track fasteners, Class 10.9 metric bolts are standard for fishplate and baseplate connections per EN 14399-2. The pretension requirement is 100% of the specified value (no under-torque tolerance in rail applications) with TC-bolt verification mandatory on all new installations.
Future Trends in Through Bolt Technology (2026+)
Smart fasteners with integrated sensing and advanced coatings are the two most significant developments reshaping through bolt specification in 2026.
Smart Bolt Technology
Structural health monitoring (SHM) is moving from bridge-level sensors to individual fastener sensors. Several manufacturers now offer through bolts with embedded piezoelectric or strain-gauge sensors that transmit bolt tension data wirelessly. A 2024 study at ETH Zürich demonstrated ±2% accuracy in continuous bolt tension monitoring across a pretensioned steel joint subject to dynamic loading.
For critical infrastructure — wind turbine tower base flanges, bridge truss connections, seismic moment frames — real-time pretension monitoring eliminates the periodic inspection program that currently requires rope access or scaffold. The cost premium (currently 15–25× standard structural bolt) is expected to fall as sensor miniaturization scales.
Advanced Coatings and Materials
Hydrogen embrittlement (HE) failures in high-strength bolts (Grade 10.9 and A490) have pushed coating development toward zinc-nickel electroplating and zinc-flake systems (Dacromet, Geomet), which provide corrosion resistance comparable to HDG without the acid pickling process that introduces hydrogen. According to ASTM International standards tracking, revisions to F3125 under ballot since 2024 are expected to explicitly permit zinc-flake coatings as an approved alternative for A490 bolts — resolving a long-standing ambiguity.
Composite and titanium through bolts are gaining share in aerospace and defense applications where weight is critical. In commercial construction, carbon-fiber reinforced polymer (CFRP) through bolts are entering market for structural wood connections where corrosion is a concern and load requirements are modest.
FAQ
Q: What is a through bolt for?
A through bolt is for creating a strong, removable structural connection that clamps two or more members together from both sides. It’s used where load must be transferred reliably across a joint, especially when the connection may need to be inspected, adjusted, or disassembled.
Q: What is the difference between anchor bolts and through bolts?
Anchor bolts embed in one material (concrete) and develop resistance through expansion, adhesion, or hooks. Through bolts pass completely through all materials and are clamped from the far side. Through bolts are removable; anchor bolts are typically permanent. Through bolts generally deliver higher and more predictable load capacity in thin materials.
Q: What is the difference between through bolts and lag bolts?
A lag bolt (lag screw) threads into wood and creates resistance through thread withdrawal in one member only. A through bolt passes through both members and is clamped with a nut on the far side. Through bolts deliver higher shear capacity and a more uniform load distribution — at the cost of needing access to both sides of the connection.
Q: What size through bolt do I need?
For most light structural wood connections, 1/2″ to 5/8″ diameter is appropriate. For steel structure, 3/4″ A325 is the most common structural bolt. For industrial flange connections, size per ASME B16.5 flange class and pipe diameter tables. Rule of thumb: bolt grip length should not exceed 8× the bolt diameter for maximum efficiency.
Q: Can through bolts be used in concrete?
Yes — by drilling through the concrete slab or wall and using a backing plate and nut on the far side. This is a cast-in-place sleeve anchor arrangement when through-bolting a slab from below, or a simple through-bolt with plate washer when the far face is accessible. This typically outperforms expansion anchors in cracked concrete.
Q: Do through bolts need washers?
Yes, always. Washers on both sides prevent the head and nut from pulling through the material under load, distribute clamping force over a larger bearing area, and protect surface finishes. Hardened washers (F436 for A325/A490 assemblies) are required under structural bolt heads and nuts.
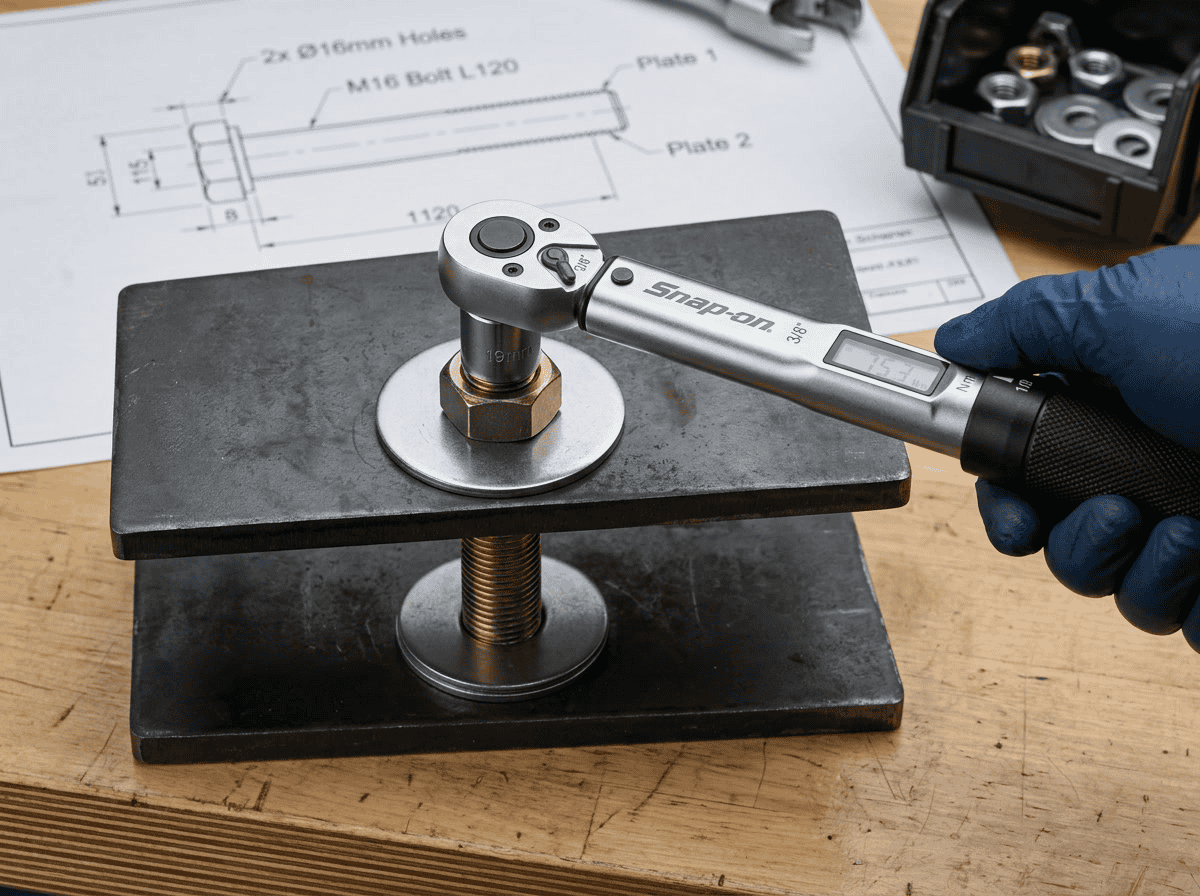
Q: What torque should I use for through bolts?
For non-structural connections: consult the bolt manufacturer’s torque table based on diameter, grade, and lubrication condition. For structural A325 or A490: pretension per AISC Table J3.1 using the turn-of-nut, TC-bolt, or DTI method — not a torque value, because torque-pretension variability is too high (±25–35%).
Q: Are through bolts the same as thru-bolts?
Yes — “thru-bolt” and “through bolt” are interchangeable. The abbreviated spelling appears frequently in product catalogs (e.g., FastenMaster ThruLOK) and job-site conversation but refers to the same fastener category.

Conclusion
Through bolts are among the most reliable and versatile structural fasteners in use today. That reliability comes directly from their fundamental design: a full-penetration shank, symmetric clamping from both faces, and a bolt-nut-washer assembly that can be torqued to a known, verifiable pretension.
The practical takeaway: start with grade (load capacity), not size. Match the material to the corrosion environment — especially when pressure-treated lumber is in the joint. Use the correct installation method for the grade (turn-of-nut or TC-bolt for A325/A490, not arbitrary torque). And in high-vibration or dynamic applications, lock the nut.
For through bolt stock in steel, stainless, and hot-dip galvanized finishes across the full inch and metric size range — including ASTM A325, A490, and ISO 10.9 high-strength grades — browse the productionscrews.com fastener catalog for in-stock items with same-day processing.
Related Products
Solutions & Cluster
Related Articles
- Essential Guide to Choosing the Right Bolts for Your Projects
- Anti Theft License Plate Screws: The Complete Buyer’s Guide (2026)
- What Is a Screw and Nut — and Why Does the Pairing Matter
- Sex Bolts: Complete Guide to Barrel Fasteners, Sizes & Installation
- Nyloc Nut: Types, Sizes, Standards & Buying Guide (2026)
- Essential Guide to Triangle Bolt Applications and Removal Techniques
- Thread Forming Screws: Complete Guide to Types, Uses & Selection
- Captive Screws: Complete Guide to Types, Applications & Selection (2026)




