البرغي هو مثبت ذو خيط لولبي يحول عزم الدوران الدوراني إلى قوة تثبيت خطية، مما يسمح له بربط أو تأمين المواد عن طريق اللولبة فيها أو في صمولة مقابلة.
التقط حفنة من البراغي من صندوق ورشتك وأنت تمسك بأحد أقدم وأكثر الأشياء هندسة في تاريخ التصنيع البشري. من برغي أرخميدس القديم المستخدم لرفع الماء إلى براغي M3 الدقيقة التي تثبت الحاسوب المحمول الذي تقرأ عليه الآن، البراغي موجودة في كل مكان — ومع ذلك يعرف معظم محترفي الإنتاج جزءًا بسيطًا فقط مما يجب معرفته عن اختيارها واستخدامها بشكل صحيح.
يغطي هذا الدليل كل شيء: ما هو البرغي فعليًا على المستوى الميكانيكي، كل نوع رئيسي ستواجهه في الإنتاج، كيف تختلف البراغي عن المسامير، المواد والطلاءات التي تهم لكل بيئة، ونهج منهجي لاختيار المثبت المناسب لتطبيقك. سواء كنت تحدد المثبتات لخط تجميع، أو تنشئ ورشة للنماذج الأولية، أو تحاول فقط فهم سبب استمرار انزلاق ذلك البرغي، ستجد ما تحتاجه هنا.
ما هو البرغي؟ التعريف والميكانيكا الأساسية
البرغي هو مثبت ذو خيط خارجي — عمود أسطواني ملفوف بحافة لولبية مستمرة تسمى الخيط — مصمم ليتم تدويره بتطبيق عزم على رأسه. يتحول هذا العزم إلى قوة محورية (خطية)، تسحب الأجزاء المجمعة معًا أو تثبت مكونًا في مكانه.
وفقًا لـ مدخل ويكيبيديا عن البراغي، يُعرف البرغي رسميًا بأنه "مثبت ذو خيط لولبي خارجي يمكن شدّه أو فكه بقوة التواء (عزم) على الرأس." هذا هو الأساس الهندسي، لكنه لا يعبر عن سبب فائدة البراغي في سياقات الإنتاج.
القيمة الهندسية الحقيقية للبرغي تأتي من ميزة ميكانيكية. الخيط هو في الأساس آلة بسيطة - بشكل محدد، سطح مائل ملفوف حول أسطوانة. مع كل دورة كاملة لرأس البرغي، يتقدم المثبت على طول خطوة الخيط (المسافة بين قمم الخيط). برغي ذو خطوة 1.0 مم يتقدم بمقدار 1.0 مم لكل دورة. هذا يعني أن إدخال دوران صغير يخلق قوة ضغط خطية كبيرة، مضروبة في هندسة الخيط.
في الممارسة العملية، ينتج برغي فولاذي قياسي M8×1.25 تم شدّه إلى 25 نيوتن·م قوة ضغط تبلغ حوالي 18-20 كيلو نيوتن - وهو ما يكفي لتثبيت المكونات تحت حمل كبير. خاصية تضخيم القوة هذه هي السبب في أن البراغي تظل المثبتات السائدة في التجميع الدقيق، التطبيقات الهيكلية، والإنتاج الضخم.
تشريح البرغي: الرأس، العمود، والخيط
فهم كل جزء من البرغي يخبرك فورًا كيف يتصرف في التجميع.
الرأس — الجزء العلوي الذي يستقبل أداة التشغيل. شكل الرأس يحدد مدى استواء البرغي وكمية العزم التي يمكن أن يتحملها. رأس سداسي يتحمل عزمًا أكبر من فيليبس، ولهذا تستخدم البراغي الهيكلية رأس سداسي. الرأس أيضًا يوزع حمل التثبيت عبر سطح الوصلة عبر وجه التحميل الخاص به.
الساق — الجسم الأسطواني أسفل الرأس. بعض البراغي مخيط بالكامل (الخيط يمتد حتى الرأس)؛ البعض الآخر له جزء عمود أملس بين الرأس والخيط. البرغي نصف مخيط له طول القبضة — العمود غير المخيط الذي يمتد عبر المواد المجمعة، مما يقلل من تركيز إجهاد القص عند جذر الخيط. للوصلات الهيكلية التي تحمل أحمال قص، عادة ما يكون الخيط الجزئي هو المواصفة الصحيحة.
الخيط — الحافة اللولبية. هندسة الخيط تشمل الخطوة (المسافة بين القمم)، القطر الرئيسي (خارج الخيط)، القطر الصغير (جذر الخيط)، وزاوية الخيط (60° للخيوط الموحدة والمتري). نسبة الخطوة إلى القطر تحدد مدى نعومة أو خشونة الخيط، مما يؤثر مباشرة على سرعة التدوير ومدى مقاومته لفك الاهتزاز.
النقطة — الطرف. تسمح الأطراف المدببة على براغي الخشب والصفائح المعدنية لها بالبدء ذاتيًا. تُستخدم الأطراف المسطحة على براغي الآلات المصممة للخيط في ثقوب مسبقة التثقيب، حيث ستعلق النقطة الحادة فقط على الخيط.
| الجزء | الوظيفة | المواصفة الرئيسية التي يجب التحقق منها |
|---|---|---|
| الرأس | يستقبل العزم؛ يوزع حمل التثبيت | نوع القيادة، ارتفاع الرأس، قطر التحميل |
| الساق | يمتد عبر الوصلة؛ يحمل حمل القص | طول القبضة، قطر الساق |
| الخيط | يحوّل العزم إلى قوة تثبيت | المسافة بين الأسنان، القطر الرئيسي، شكل السن |
| النقطة | ذاتي البدء أو غير حاد | مدبب (ذاتي اللولب) مقابل مسطح (برغي آلي) |
| الطلاء | حماية السطح | نوع الطلاء، السماكة، تصنيف مقاومة التآكل |
كيف تعمل البراغي: الفائدة الميكانيكية والعزم
يتم تعريف الفائدة الميكانيكية للبرغي على أنها نسبة القوة الناتجة (حمل التثبيت) إلى القوة المدخلة (العزم المطبق عند المقبض أو الرأس). بالنسبة لشكل سن قياسي بزاوية 60°:
قوة التثبيت ≈ (العزم × 0.75) / (المسافة بين الأسنان × 0.5)
هذه نسخة مبسطة من الحساب الفعلي (الذي يشمل معاملات الاحتكاك عند السن ووجه التحميل)، لكنها توضح المتغيرات الرئيسية: المسافة بين الأسنان هي العامل الأساسي. المسافة الأصغر بين الأسنان تعني فائدة ميكانيكية أكبر — قوة تثبيت أكبر لكل وحدة عزم — لكنها تعني أيضاً الحاجة إلى دورانات أكثر لإدخال البرغي بالكامل.
مقاومة الاهتزاز هي المشكلة العكسية. الأسنان الأدق (عدد أسنان أعلى في البوصة أو مسافة أصغر بين الأسنان) أكثر مقاومة لفك البرغي بسبب الاهتزاز لأنها أقرب إلى زاوية الاحتكاك الذاتية القفل. الأسنان الخشنة أسرع في التركيب لكنها أكثر عرضة لفك البرغي بسبب الاهتزاز — ولهذا السبب يُستخدم مركب تثبيت الأسنان على نطاق واسع في تجميع السيارات والطائرات في مصر وجميع الدول.
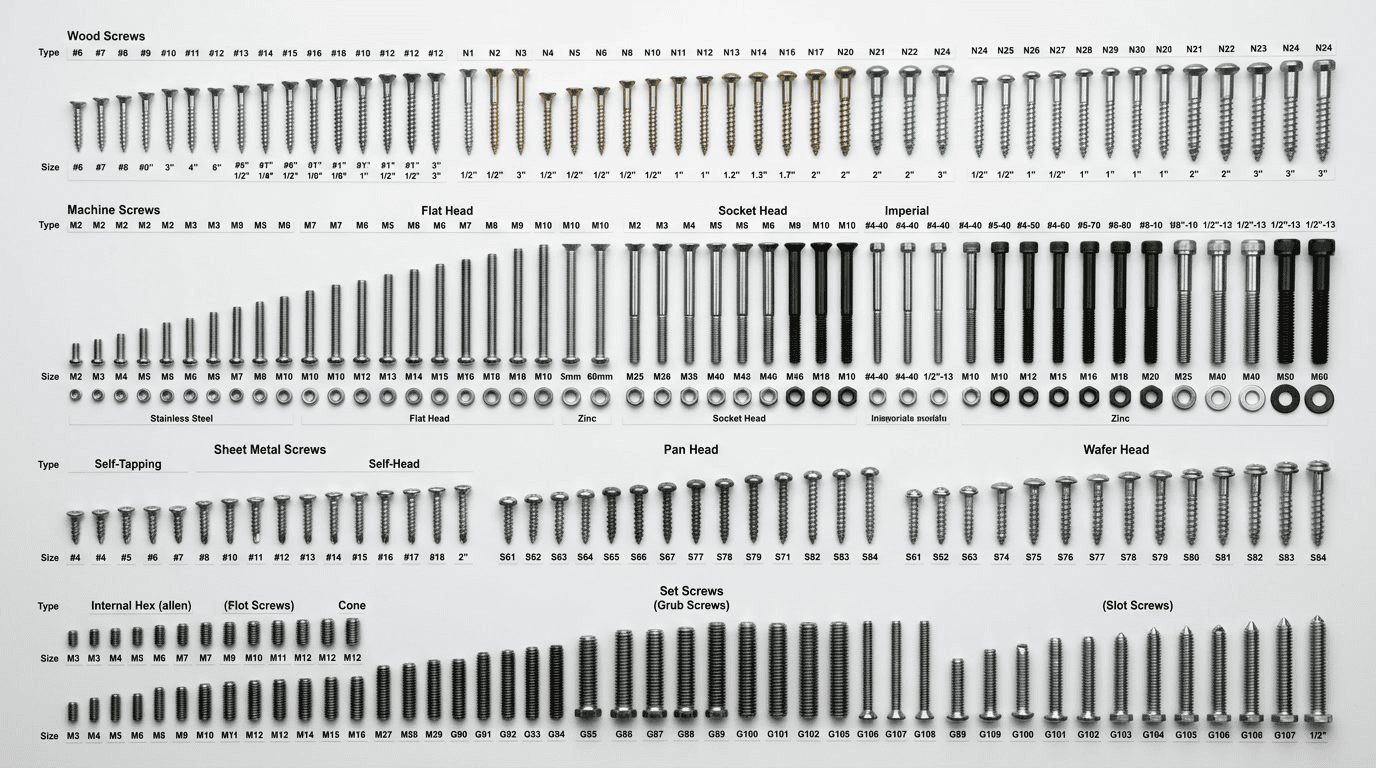
أنواع البراغي: تصنيف كامل
المصطلح “برغي” يغطي العشرات من أنواع المثبتات المتميزة. في سياقات الإنتاج، يؤدي التعرف الخاطئ على نوع البرغي إلى اختيار أدوات خاطئة، أو شد زائد أو ناقص، وفشل الوصلات. إليك التصنيف الكامل.
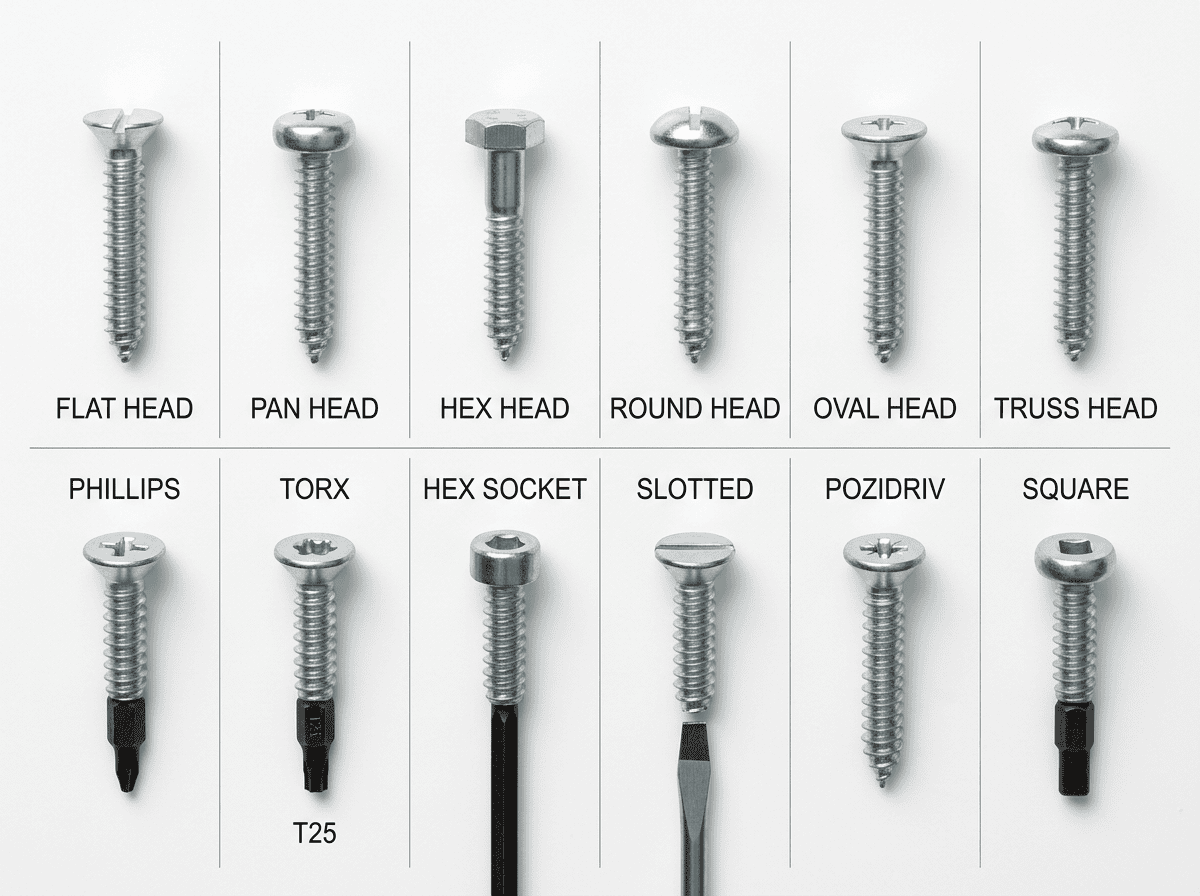
حسب نوع الرأس
شكل الرأس يتحكم في كيفية تموضع البرغي بالنسبة لسطح الوصلة وكمية الحمل التي يوزعها.
رأس مسطح (غاطس) — الجزء السفلي من الرأس مشطوف بزاوية 82° (موحد) أو 90° (متري)، مصمم ليجلس بمستوى السطح أو أسفله في فتحة غاطسة. شائع في أعمال النجارة وتجميع الأثاث وأي تطبيق حيث قد يتسبب بروز الرأس في إعاقة تركيب الأجزاء.
cURL Too many subrequests. — وجه تحميل مسطح من الأسفل مع قمة مستديرة. أكثر أنواع الرؤوس شيوعًا في براغي الماكينات في الإلكترونيات والتجميع العام. الوجه العريض يوزع الحمل جيدًا دون الحاجة إلى فتحة غاطسة.
رأس دائري — شكل مقبب، وجه تحميل كامل. يُستخدم حيث يهم المظهر النهائي ولا يتطلب الجلوس بمستوى السطح. أقل شيوعًا في الإنتاج الحديث حيث تم استبداله غالبًا برأس المقلاة.
رأس بيضاوي (غاطس مرتفع) — مثل الرأس المسطح لكن مع قمة مقببة. يغوص في المادة لكنه يترك قبة زخرفية فوق السطح. شائع في السلع الاستهلاكية والمثبتات الظاهرة.
cURL Too many subrequests. — قبة منخفضة الارتفاع. يبرز فوق السطح مثل رأس المقلاة ولكن بمظهر أكثر أناقة وأقل ارتفاعًا. شائع في الإلكترونيات الاستهلاكية ومكونات الدراجات والمعدات الصناعية حيث تكون مساحة الوصول محدودة.
رأس سداسي / غطاء سداسي — رأس سداسي الجوانب للاستخدام مع مفتاح ربط أو مقبس. قدرة عزم دوران عالية، يُستخدم على نطاق واسع في التطبيقات الهيكلية والسيارات والمعدات الثقيلة. الخيار الأمثل عند الحاجة إلى أقصى قوة تثبيت.
رأس ترس — رأس مقلاة عريض جدًا ومنخفض الارتفاع. يوفر مساحة تحميل كبيرة للتطبيقات ذات الفتحات الكبيرة أو المواد اللينة (صفائح معدنية، ألواح بلاستيكية) حيث قد ينسحب رأس المقلاة القياسي.
حسب نوع القيادة
تحدد فتحة القيادة (أو القيادة الخارجية) الأداة التي تدير المسمار وكمية العزم التي يمكن نقلها قبل انزلاق الأداة.
مشقوق — الأصلية. فتحة مستقيمة واحدة. قدرة عزم دوران منخفضة، عرضة للانزلاق. لا تزال تُستخدم في التطبيقات الزخرفية والخفيفة ولكنها نادرة في الإنتاج.
فليبس (PH) — أكثر أنواع القيادة شيوعًا عالميًا. فتحة على شكل صليب مع جوانب مائلة تنزلق عمدًا عند عزم معين (كان ذلك في الأصل ميزة لمنع الإفراط في الشد في خطوط التجميع المبكرة). في الإنتاج الضخم، لا تزال رؤوس فيليبس منتشرة لأن الجوانب المائلة تساعد في محاذاة الأداة تلقائيًا.
بوزيدرايف (PZ) — نوع من فيليبس مع أضلاع إضافية بين أذرع الصليب. تماسك أفضل، انزلاق أقل، نقل عزم أعلى. شائع في التصنيع الأوروبي. غير قابل للتبديل مع فيليبس رغم التشابه البصري — استخدام أداة PH في فتحة PZ (أو العكس) يتلف الفتحة.
توركس (TX / نجمة) — فتحة على شكل نجمة سداسية الرؤوس. نقل عزم ممتاز مع انزلاق شبه معدوم. أصبح الآن المعيار في السيارات والإلكترونيات والتجميع الدقيق بكميات كبيرة. متوفر بنسخ مقاومة للعبث (توركس أمان / توركس بلس). يُفضل دائمًا عندما لا يكون عزم فيليبس كافيًا.
مفتاح سداسي (ألين) — تجويف داخلي سداسي الأضلاع. يُستخدم في براغي رأس سداسية داخلية (SHCSs) - البراغي الأسطوانية السوداء الشائعة في الآلات والأدوات. قدرة عزم عالية، رأس مغمور يسمح بأنماط براغي قريبة جدًا. يتطلب مفتاح سداسي أو بت بالحجم الصحيح.
روبرتسون (مربع) — تجويف مربع. يقضي تقريبًا على انزلاق المفك. مهيمن في النجارة في مصر ويزداد شعبيته في الإنتاج بسبب إمكانية تشغيله بيد واحدة (المثقاب يمسك المسمار بدون مساعدة مغناطيسية). أقل شيوعًا في الأسواق الأوروبية والآسيوية.
تراي-وينغ، بنتالوب، كلتش — محركات مملوكة أو متخصصة لمقاومة العبث (الإلكترونيات الاستهلاكية، الطيران، داخل السيارات). تتطلب مثاقب متخصصة.
حسب نوع الخيط والتطبيق
براغي الماكينة — خطوة ثابتة، تحمّلات دقيقة، مصممة للتركيب في ثقوب مخددة أو من خلال ثقوب مرور مع صمولة. محددة بالقطر والخطوة (M5×0.8، M6×1.0، ¼-20، إلخ). العمود الفقري للتجميعات الميكانيكية.
براغي ذاتية التنصيب — تقطع خيطها الخاص في ثقوب إرشادية مثقوبة مسبقًا. أنواع تشكيل الخيط (النوع A، AB، B) تستخدم في الصفائح المعدنية والبلاستيك. أنواع قطع الخيط (النوع D، F، T) تقطع في المواد الصلبة. تلغي عملية التثقيب في الإنتاج، مما يوفر التكلفة والوقت.
مسمار خشب — خيط خشن، ذو لولب واحد، ساق مدببة، نقطة حادة. الخيوط الرائدة عدوانية لتلتصق بألياف الخشب؛ الساق الأملس أعلاه يسمح بسحب القطعة العلوية بإحكام دون انحباس.
براغي الصفائح المعدنية — مقوى، ملولب بالكامل، نقطة حادة. مصمم للقيادة عبر الصفائح المعدنية الرقيقة، مكونًا خيوطًا متزاوجة خاصة به. النوع A و AB هما الأكثر شيوعًا.
مسامير لاغ (براغي لاغ) — مسامير خشب كبيرة ذات خيط خشن ورأس سداسي أو مربع تُدار بمفتاح ربط. تستخدم للوصلات الهيكلية الثقيلة للأخشاب، تأطير الأسطح، ولوحات الدعم.
مسامير التثبيت (مسامير الغراب) — ملولبة بالكامل، بدون رأس (أو نقطة كوب/مخروطية متساوية). تُثبت في ثقب مخدود لتضغط على عمود وتمنع الدوران أو الحركة المحورية. شائعة في محاور البكرات، أطواق الأعمدة، والموصلات.
مسامير الخرسانة (تابكونز) — مسامير مقواة ومقاومة للتآكل مصممة للتثبيت مباشرة في الخرسانة أو البلوك أو الطوب عبر ثقب مسبق في البناء. هندسة الخيط مملوكة — تقطع خيوطًا عالية ومنخفضة بالتناوب في الخرسانة.
| نوع البرغي | المادة النموذجية | قيادة | الأفضل لـ |
|---|---|---|---|
| مسمار ماكينة | فولاذ / فولاذ مقاوم للصدأ | أي | تجميعات ملولبة، وصلات دقيقة |
| مسمار ذاتي التنزيل | فولاذ مقوى بالسطح | فيليبس، توركس، سداسي | صفائح معدنية، بلاستيك |
| مسمار خشب | فولاذ، زنك | فيليبس، مربع | النجارة، تصنيع الخزائن |
| مسمار لولبي | الفولاذ المجلفن بالغمس الساخن | سداسي | الخشب الهيكلي |
| مسمار معدني للصفائح المعدنية | فولاذ مقوى بالسطح | فيليبس، توركس | التدفئة والتهوية وتكييف الهواء، الحاويات، الألواح |
| مسمار تثبيت | فولاذ سبيكي (الدرجة 8/10.9) | مقبس سداسي | تثبيت الأعمدة، الوصلات |
| مسمار خرسانة | فولاذ مقاوم للصدأ أو مطلي | توركس، سداسي | تثبيت البناء |
البرغي مقابل المسمار: ما الفرق الفعلي؟
هذا السؤال يثير جدلاً أكثر مما يستحق. تعريف الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) يقدم الإجابة الأوضح: ال البرغي هو مثبت برأس يمر عبر ثقوب السماح في كلا الجزأين المتصلين ويتم شدّه بتطبيق عزم على صمولة. ال برغي هو مثبت يتم شدّه بتطبيق عزم على رأسه، ويلتف في أحد الأجزاء المتصلة (إما ثقب ملولب أو مسار الخيط الخاص به في مادة أكثر ليونة).
هذا هو التمييز الوظيفي. في الممارسة العملية:
- غطاء سداسي M8 يلولب في ثقب ملولب = برغي
- نفس غطاء سداسي M8 يمر عبر ثقبين سماحيين ويشد بصمولة = البرغي
يمكن أن يكون نفس المثبت مسمارًا أو برغيًا اعتمادًا على كيفية استخدامه. الاستخدام العامي لكلمة "برغي" لأي مثبت كبير برأس سداسي غير دقيق لكنه غير ضار في معظم محادثات ورش العمل.
متى تحدد استخدام البراغي مقابل المسامير في الإنتاج
استخدم مسامير (ملولب مباشرة في مكون ملولب) عندما:
- الوزن والمساحة محدودان — لا يوجد مكان لصمولة في الجانب الخلفي
- تحتاج إلى تفكيك متكرر (الثقوب الملولبة تحافظ على الدقة عبر دورات متعددة)
- المكون المستقبل سميك بما يكفي لتوفير تداخل خيط كافٍ (قاعدة عامة: ≥1.5× القطر الاسمي للفولاذ في الفولاذ، ≥2× للألمنيوم)
استخدم مسامير مع صواميل عندما:
- المفصل يتعرض للشد ويتطلب أقصى قوة تثبيت (الاشتباك الكامل للصامولة أقوى من الاشتباك مع الثقب الملولب)
- أنت تقوم بربط مكونين لا يمكن تثبيتهما باللولب (صفائح معدنية، ألواح مركبة)
- يتطلب التصميم التعديل في الموقع من قبل أطراف مختلفة — وصلة الصامولة/المسمار أكثر تسامحًا من الوصلة الملولبة عندما يطبق عمال التجميع عزم دوران متغير
الحالة الهجينة — مسامير الكتف — تجمع بين ساق غير ملولبة مصقولة بدقة (الكتف) مع جزء ملولب قصير. يوفر الكتف تحديدًا دقيقًا وسطح ارتكاز للمكونات الدوارة؛ والخيط يثبتها في مكانها فقط. تُستخدم على نطاق واسع في الجيجات والتركيبات والآليات الدقيقة.
مواد الطلاء والتغليف للمسامير في بيئات الإنتاج
اختيار المادة هو المكان الذي تحدث فيه معظم أخطاء الشراء. تحديد تركيبة المواد الخاطئة يسبب تآكلًا جلفانيًا، أو هشاشة الهيدروجين، أو فشلًا مبكرًا تحت الحمل. إليك التحليل المتعلق بالإنتاج.
المواد الأساسية
فولاذ كربوني (الدرجة 5 / 8.8–10.9 متري) — العمود الفقري للإنتاج. قوة عالية وتكلفة منخفضة. مسامير الدرجة 8.8 (الفئة 8.8 متري) لها قوة شد تقارب 800 ميجا باسكال — كافية لمعظم تطبيقات الماكينات والسيارات والهياكل. تُستخدم الدرجتان 10.9 و12.9 في التطبيقات عالية الإجهاد (رؤوس الأسطوانات، مكونات التعليق). الفولاذ الكربوني غير المطلي يصدأ بسرعة في البيئات الرطبة — يجب دائمًا تحديد تشطيب للاستخدام الخارجي أو في الرطوبة العالية.
الفولاذ المقاوم للصدأ (304 / 316 / 18-8) — مقاوم للتآكل في معظم البيئات، لكن قوة الشد أقل من الفولاذ السبائكي (عادةً مسمار سداسي 304 SS يقارب 500 ميجا باسكال مقابل أكثر من 1000 ميجا باسكال للدرجة 8). في البيئات البحرية، الفولاذ المقاوم للصدأ 316 إلزامي — إذ أن إضافة الموليبدينوم توفر مقاومة للكلوريد لا تتوفر في 304. ملاحظة هامة: لا تستخدم أبدًا مسامير من الفولاذ المقاوم للصدأ مع الفولاذ الكربوني في ظروف رطبة — فرق الجهد الجلفاني (حوالي 0.25 فولت) سيؤدي إلى تآكل الفولاذ الكربوني بشكل تفضيلي.
فولاذ سبائكي (الدرجة 12.9 / B7) — للتطبيقات المتطلبة: أدوات القوالب، التجميعات عالية الحرارة، المعدات الهيدروليكية. غالبًا ما يتطلب معالجة خاصة أثناء التجميع لتجنب هشاشة الهيدروجين (تسخين مسبق، ضوابط ما بعد المعالجة).
تيتانيوم — الطيران والطب. نسبة قوة إلى وزن استثنائية، مقاومة ممتازة للتآكل، غير مغناطيسي. التكلفة عادة 10–20 ضعف الفولاذ المقاوم للصدأ. ليس الخيار الافتراضي للإنتاج لكنه مهم في التجميعات التي تتطلب خفة الوزن أو التوافق الحيوي.
نحاس / برونز — موصل كهربائيًا، ناعم، مقاومة جيدة للتآكل. يُستخدم في لوحات الكهرباء والسباكة والتطبيقات التي تتطلب خصائص غير شرارية.
الطلاءات والتغليفات السطحية
المعالجة السطحية تحدد كيف ينجو المسمار في بيئة عمله. الـ معيار ASTM B633 يحكم الطلاء الكهربائي للزنك على معدات الصلب — يحدد فئة الخدمة (SC1 إلى SC4) بناءً على ظروف التعرض.
| الطلاء | العملية | حماية من التآكل | الاستخدام النموذجي |
|---|---|---|---|
| طلاء كهربائي من الزنك | مطلية كهربائياً | متوسط (72–120 ساعة رش ملحي) | معدات داخلية، تجميع عام |
| مطلي بالزنك بالغمر الساخن | غمر في الزنك المصهور | مرتفع (400–600 ساعة رش ملحي) | هيكل خارجي، زراعي |
| أكسيد أسود | طلاء التحويل | ضئيل (زخرفة/حماية خفيفة) | داخلية الآلات، مكونات الأدوات |
| طلاء من الزنك والنيكل | سبائك مطلية كهربائياً | مرتفع (500–720 ساعة) | أسفل السيارة، قريب من البحر |
| داكروميت / جيومت | رقاقة الزنك والألمنيوم | مرتفع جداً (720–1000 ساعة) | مثبتات أسفل السيارة، مثبتات بحرية |
| تمرير التفاعل (SS) | نقش كيميائي | مرتفع جدًا | جميع تطبيقات الفولاذ المقاوم للصدأ |
ملاحظة عملية حول طلاء الزنك وتكسير الصلب الناتج عن الهيدروجين: عملية الطلاء الكهربائي تُدخل الهيدروجين الذري في شبكة الصلب. للبراغي ذات القوة العالية (الدرجة 10.9+) تخفيف الخبز (عادةً 4 ساعات عند 190 درجة مئوية خلال 4 ساعات من الطلاء) إلزامي لنشر الهيدروجين قبل أن يسبب الكسر المتأخر. العديد من حالات الفشل في التوريد في المثبتات عالية القوة تعود إلى تخطي أو تقصير دورات الخبز بعد الطلاء.
تطبيقات البراغي في الصناعة والإنتاج
يتم تصنيف البراغي بشكل مختلف حسب الصناعة — فهم سياق التطبيق يساعد بشكل كبير في تضييق خيارات المواصفات.
تصنيع السيارات
تستخدم تجميعات السيارات حوالي 3000-4000 مثبتات لكل مركبة - الغالبية براغي وصواميل. المحركات السائدة هي Torx (TX20–TX40 للتشذيب والداخلية) ومقبس سداسي (M6–M10 للمكونات الهيكلية). تُستخدم براغي تشكيل الخيط بشكل واسع في الألواح البلاستيكية والتشذيب الداخلي للقضاء على الصواميل المنفصلة. مواصفات العزم واضحة - خطوط السيارات الحديثة تعمل بأدوات كهربائية محكومة بالعزم بدقة ±5–10%، وكل مثبت له قيمة عزم موثقة.
عادةً ما تُعزى حالات فشل البراغي أثناء عملية الإنتاج في السيارات إلى ثلاثة أسباب: استبدال الدرجة بشكل غير صحيح (استخدام درجة 6.8 حيث يُشترط 8.8)، إغفال الطلاء (براغي عارية في أماكن أسفل الهيكل)، أو تلف الخيط بسبب عدم محاذاة الأداة في خطوط التجميع الروبوتية.
تجميع الإلكترونيات
تستخدم الإلكترونيات أصغر وأدق البراغي في الإنتاج الشائع. براغي ماكينات من M1.6 إلى M3 من الفولاذ المقاوم للصدأ أو الفولاذ مع رؤوس فيليبس أو توركس هي المعيار في تثبيت لوحات الدوائر المطبوعة، ولوحات العرض، وتجميع الهيكل. التحكم في العزم أمر بالغ الأهمية — كما هو موضح في قاعدة بيانات إصلاح iFixit توثق أن أكثر حالات الفشل شيوعًا عند فك أجهزة الكمبيوتر المحمولة والهواتف الذكية هي تلف براغي M2 وM2.5 بسبب استخدام رأس مفك غير مناسب أو زيادة العزم.
البراغي غير المغناطيسية (النحاس الأصفر، التيتانيوم، أو درجات الفولاذ المقاوم للصدأ غير المغناطيسية مثل 316L) مطلوبة بالقرب من المكونات المغناطيسية (مكبرات الصوت، الحساسات، مقاييس المغناطيسية). الفولاذ المقاوم للصدأ 304 العادي يصبح مغناطيسيًا قليلاً بعد التشغيل على البارد — يجب تحديد 316L أو التيتانيوم عندما تكون النظافة المغناطيسية مهمة.
تطبيقات البناء والهياكل
استبدلت البراغي الهيكلية إلى حد كبير المسامير والمسامير الكبيرة في بناء الهياكل الخشبية للوصلات الهندسية. منتجات مثل Simpson Strong-Drive SDWH وSpax T-Star تأتي مختبرة مسبقًا مع أحمال مسموحة منشورة، مما يبسط الحسابات الهندسية بشكل كبير. يمكن لبرغي خشبي هيكلي بقطر ½ بوصة أن يحمل 350–400 رطل في القص — مماثل لمسمار 16d ولكن أسرع بكثير في التركيب باستخدام رأس سداسي.
تثبيت الخرسانة (براغي التثبيت) هو فئة متنامية. تقدم شركات مثل Hilti وITW Buildex وأنظمة مماثلة أنظمة براغي خرسانية مدرجة في ICC-ESR حيث يتم تصميم وتصديق حمولة البرغي في قوة خرسانة محددة (عادةً 2500–3000 psi) مسبقًا — مما يلغي الحاجة لاختبار السحب الخاص بالمشروع في معظم المشاريع التجارية.

| الصناعة | أنواع البراغي الرئيسية | مواصفة حرجة | وضع الفشل الشائع |
|---|---|---|---|
| السيارات | براغي ماكينات، تشكيل الخيط | مواصفة العزم + نوع الرأس | استبدال الدرجة، تلف الخيط |
| الإلكترونيات | براغي ميكرو ميكانيكية (M1.6–M3) | غير مغناطيسية، عزم الدوران | محركات تالفة، عزم دوران زائد |
| الإنشاءات | خشب هيكلي، خرسانة | تصنيف الحمولة، الموافقة على الكود | تثبيت غير كافٍ، مادة خاطئة |
| الفضاء الجوي | تيتانيوم، فولاذ سبائكي | الوزن، عمر التعب | تآكل، تسلسل عزم دوران غير صحيح |
| أنظمة التدفئة والتهوية وتكييف الهواء/الأغطية | براغي صفائح معدنية (تثبيت ذاتي) | تصنيف مقاومة التآكل | صدأ في الوحدات الخارجية، وصلات مرتخية |
| الأثاث/التجهيزات | براغي تأكيد، براغي خشب | مقاومة السحب | تمزق في الخشب المهندس |
كيفية اختيار البرغي المناسب للإنتاج
اختيار البرغي هو مشكلة ذات خمسة متغيرات: المادة، الطلاء، القطر، نوع الخيط، ونوع المحرك. تحسين واحد دون النظر إلى الآخرين يؤدي إلى فشل لا يتم تتبعه إلى اختيار المثبتات لعدة أشهر. إليك نهجًا منهجيًا.
الخطوة 1: تحديد الحمولة
تحديد وضع التحميل الأساسي:
- شد (تثبيت): استخدم مسامير أو براغي آلة كاملة الخيوط مع تداخل خيوط كافٍ
- القص: استخدم مثبتات نصف مخيط مع ساق أملس يمتد عبر مستوى القص — الساق أقوى في القص من جذر الخيط
- الشد + القص المدمج: بشكل عام يفضل القطر الأكبر بدلاً من طول تداخل الخيط
بالنسبة لـ عمق تداخل الخيط، اتبع هذه الحدود الدنيا:
- فولاذ في فولاذ: 1.0–1.5× القطر الاسمي
- فولاذ في ألومنيوم: 2.0× القطر الاسمي
- فولاذ في بلاستيك: 3.0–4.0× القطر الاسمي (أو استخدم إدخالات مخيطه)
الخطوة 2: تحديد البيئة
حدد موقع التركيب لفئة التآكل:
- داخلي، جاف، غير مكثف: فولاذ كربوني + طلاء كهربائي بالزنك
- داخلي، رطب أو غسيل: فولاذ مقاوم للصدأ 304 أو طلاء نيكل-زنك
- خارجي، غير بحري: جلفنة بالغمس الساخن أو فولاذ مقاوم للصدأ 316
- بحري، ساحلي، كيميائي: فولاذ مقاوم للصدأ 316 أو طلاءات متخصصة (داكروميت، جيوميت)
- درجة حرارة عالية (>200°C): فولاذ سبائكي مع شهادة مناسبة — طلاءات الزنك تفشل فوق ~150°C
الخطوة 3: اختيار نوع الخيط
| الوضع | توصية الخيط |
|---|---|
| ثقب معدني مخروطي (فولاذ) | خيط آلة متري أو UNC/UNF |
| ألمنيوم مخروطي أو معدن ناعم | خيط دقيق أو مطلي (يمنع الالتصاق) |
| رأس تثبيت بلاستيكي | مسمار تشكيل خيط أو إدخال نحاسي |
| صفائح معدنية (≤3مم) | مسمار ذاتي التنصت (النوع B أو AB) |
| خشب / خشب هندسي | مسمار خشب أو مسمار هيكلي |
| خرسانة / بناء | مسمار تثبيت خرسانة (مدرج في ICC) |
الخطوة 4: تحديد نوع التشغيل
إذا كنت تقوم بإنتاج عالي الحجم: توركس أو مقبس سداسي. يقلل الانزلاق شبه الصفري من تآكل الرأس بشكل كبير. في حالة موثقة من مصنع إلكترونيات تعاقدي، أدى التبديل من فيليبس إلى توركس على مسامير آلة M3 إلى تقليل تكرار استبدال الرأس بنسبة 70% والقضاء على إعادة العمل بسبب تلف الرأس.
إذا كنت تحتاج إلى تشغيل بيد واحدة (شائع في الخدمة والإصلاح): روبرتسون (مربع) أو توركس — كلاهما يمسك المثبت على الرأس بدون مغناطيسات.
إذا كنت تطابق الأجهزة الموجودة: طابقها بالضبط. خلط رؤوس فيليبس وبوزيدريف في نفس التجميع يسبب إعادة عمل عندما يلتقط الفنيون الرأس الخطأ.
الخطوة 5: التحقق من مواصفات العزم
يجب أن يكون لكل تركيب مسمار مهم قيمة عزم. مصادر المرجع:
- جداول دليل الماكينات (الإصدار 27 وما بعده) لقيم عزم متري وUNC/UNF حسب الدرجة
- جداول العزم المنشورة من مصنع المثبتات الخاص بك (الدرجات، الطلاءات، والتشحيم تؤثر جميعها على علاقة العزم بقوة التثبيت)
- ISO 898-1 (الخصائص الميكانيكية للمثبتات المصنوعة من الفولاذ الكربوني والفولاذ السبائكي) للدرجات المترية
المثبت المزيت يتطلب عزم دوران أقل بنسبة 15–30٪ مقارنة بالمثبت الجاف لتحقيق نفس حمل التثبيت — وهي تفاصيل تسبب مشاكل في المواصفات بشكل روتيني عندما يطبق مشغلو التجميع مركب تثبيت الخيوط دون تقليل مواصفة العزم.
الاتجاهات المستقبلية في تكنولوجيا البراغي (2026+)
البرغي ليس تقنية ثابتة. ثلاثة اتجاهات تعيد تشكيل تصميم المثبتات واختيارها في بيئات الإنتاج.
الرباطات الذكية ومراقبة عزم الدوران
تنتقل الحلقات المدمجة لاستشعار العزم وتسجيل بيانات العزم داخل الأدوات من الطيران إلى الإنتاج الرئيسي. تطلب العديد من شركات تصنيع السيارات الآن إمكانية تتبع العزم على المثبتات الحرجة للسلامة — حيث يتم تسجيل كل حدث شد مع الطابع الزمني، والعزم المحقق، وهوية المشغل. هذا يخلق طلبًا على المثبتات المتوافقة مع واجهات أنظمة الشد الإلكترونية وعلى براغي العزم إلى الخضوع (TTY) التي تعطي توقيع عزم قابل للقياس عند الخضوع.
المواد والطلاءات المستدامة
تنظيم الاتحاد الأوروبي REACH والأطر المماثلة تسرع من التخلص التدريجي من طلاءات الكروم السداسي التكافؤ (Cr6+) — التي كانت تقدم مقاومة ممتازة للتآكل تاريخيًا لكنها مسرطنة. أصبح التمرير بالكروم الثلاثي التكافؤ وطلاءات رقائق الزنك (Geomet، Magni) الآن البديل القياسي وفي العديد من التطبيقات تتفوق على أنظمة Cr6+ التقليدية في مقاومة التآكل عند سماكة طبقة متساوية.
تدخل البراغي الفولاذية المحتوية على محتوى معاد تدويره السوق حيث يشهد المنتجون على محتوى خردة معاد تدويرها أعلى في قضبان الفولاذ الخاصة بهم دون التضحية بالخصائص الميكانيكية. هذا مهم لمتطلبات تقارير سلسلة التوريد البيئية والاجتماعية والحوكمة (ESG) التي أصبحت الآن معيارًا في تأهيل الموردين من الدرجة الأولى في صناعة السيارات والإلكترونيات.
هندسات الخيوط ذات القفل الذاتي
القفل التقليدي للخيوط (حلقات مقسمة، إدخالات نايلون، مواد لاصقة لقفل الخيوط) له عيوب: الحلقات المقسمة تنضغط في الوصلات ذات الدورات العالية، إدخالات النايلون تتدهور عند درجات الحرارة، والمواد السائلة لقفل الخيوط تتطلب وقت ودرجة حرارة للمعالجة. توفر هندسات خيوط جديدة حاصلة على براءة اختراع (مثل شكل خيط منحدر 30° من Spiralock، وعدة براءات اختراع آسيوية للمثبتات) مقاومة للاهتزاز من خلال القفل الذاتي الهندسي بدلاً من الإضافات الكيميائية أو الميكانيكية، دون تقليل قابلية إعادة الاستخدام. يتسارع الاعتماد في السيارات والمعدات الصناعية حيث تحظر الحرارة أو التعرض الكيميائي الطرق التقليدية للقفل.
الأسئلة المتداولة
ما هو الفرق بين المسمار والبرغي؟
البرغي يلف في ثقب مخدد أو مسار خيطه الخاص؛ البرغي المسمار يمر عبر ثقوب السماح ويشد بواسطة صمولة. يمكن أن يكون المثبت نفسه تقنيًا أيًا منهما، اعتمادًا على كيفية تركيبه.
ما هو البرغي في الفيزياء؟
في الفيزياء، البرغي هو واحد من الآلات البسيطة الكلاسيكية الست. يُعرف بأنه مستوى مائل ملفوف حول أسطوانة، يحول الحركة الدورانية (العزم) إلى قوة خطية مع ميزة ميكانيكية تحددها نسبة المحيط المقطوع لكل دورة إلى تقدم الخطوة لكل دورة.
ما هو استخدام البرغي؟
تُستخدم البراغي لربط جزأين أو أكثر، ومنع الحركة النسبية، ونقل الطاقة (كما في البراغي الرصاصية والكراتية)، وتثبيت المواد أثناء التشغيل، وتحويل الحركة الدورانية إلى حركة خطية في الآليات.
كيف يعمل البرغي كآلة بسيطة؟
كل دورة من البرغي تحركه مسافة خطوة واحدة إلى الأمام بينما يتم قطع المحيط الكامل للدائرة الدافعة. الميزة الميكانيكية = (2π × نصف قطر القيادة) ÷ الخطوة. يزيد السائق الأطول أو الخطوة الأدق من الميزة الميكانيكية وقوة التثبيت الممكنة.
ما الفرق بين برغي الخشب وبرغي الماكينة؟
براغي الخشب لها ساق مدببة، خيط خشن، ورأس حاد مصمم للعض في ألياف الخشب وسحبها معًا. براغي الماكينة لها ساق موحدة، خطوة خيط دقيقة، ورأس غير حاد مصمم للولول في ثقب معدني أو بلاستيكي مخدد بملاءمة محكمة.
ماذا يعني درجة البرغي أو فئة الخصائص؟
الدرجة (الإمبراطورية) أو فئة الخصائص (المترية) تصف الخصائص الميكانيكية لمادة المثبت — بشكل رئيسي مقاومة الشد وحمل الإثبات. الدرجة 5 / الفئة 8.8 هي المعيار لمعظم التطبيقات التجارية؛ الدرجة 8 / الفئة 10.9 للقوة العالية؛ الفئة 12.9 لأعلى التطبيقات أداءً. الدرجات الأعلى تكلف أكثر وتتطلب تحكمًا أدق في العزم.
هل يمكنني استخدام مسمار من الفولاذ المقاوم للصدأ مع جزء من الألمنيوم؟
نعم - ومن الموصى به فعلاً. الفولاذ المقاوم للصدأ والألمنيوم لهما فرق جهد غلفاني منخفض وهما متوافقان في معظم البيئات. التركيبة أفضل بكثير من استخدام براغي من الصلب الكربوني مع الألمنيوم، حيث يعتبر التآكل الغلفاني (وتمزق الخيط) مشكلة مستمرة. استخدم الفولاذ المقاوم للصدأ 316 في البيئات البحرية أو ذات الرطوبة العالية واعتبر استخدام مركب مضاد للالتصاق على الخيوط لمنع التمزق.
ما هو تباعد الخيط ولماذا هو مهم؟
تباعد الخيط هو المسافة (بالمليمتر للقياس المتري، أو عدد الخيوط لكل بوصة للقياس الإمبراطوري) بين قمم الخيوط المتجاورة. التباعد الدقيق = رقم تباعد أصغر = المزيد من الخيوط لكل وحدة طول = قوة تثبيت أعلى لكل وحدة عزم + مقاومة اهتزاز أفضل ولكن تركيب أبطأ. التباعد الخشن = تركيب أسرع، وأكثر تسامحًا في الثقوب المتسخة أو التالفة. بالنسبة لمعظم مسامير الإنتاج الآلية، التباعد القياسي (الخشن) هو الافتراضي؛ يتم تحديد التباعد الدقيق فقط عندما تتطلب مقاومة الاهتزاز أو طول القبضة المحدود ذلك.
الخاتمة
المسمار هو في الأساس مضاعف قوة ميكانيكي — يحول الإدخال الدوراني الصغير للسائق إلى قوة تثبيت خطية كبيرة تمسك التجميعات الحديثة معًا. فهم ما هو المسمار على المستوى الميكانيكي (هندسة الخيط، علاقة العزم بقوة التثبيت، قواعد تداخل الخيط) هو الأساس لاتخاذ كل قرار لاحق بشكل صحيح: أي نوع يتم تحديده، أي مادة للبيئة، أي نوع قيادة لحجم الإنتاج، وأي عزم يجب تطبيقه.
بالنسبة لبيئات الإنتاج على أي نطاق، الانضباط الرئيسي هو التحديد المنهجي بدلاً من الاختيار الاعتيادي. معظم فشل المثبتات يعود إلى الاعتماد على “أي شيء كان على الرف” بدلاً من طرح خمسة أسئلة: ما الحمل؟ ما البيئة؟ ما المادة؟ ما نوع القيادة؟ ما العزم؟ طبق هذه الأسئلة الخمسة باستمرار، وستصبح حالات فشل المسامير استثناءات نادرة بدلاً من عناصر إعادة العمل المنتظمة.
استكشف مجموعتنا الكاملة من براغي الإنتاج مصمم للبيئات التصنيعية الصعبة — أو تواصل مع مهندسي التطبيقات لدينا للمساعدة في تحديد المثبت المناسب لتجميعك.
منتجات ذات صلة
الحلول والمجموعات
مقالات ذات صلة
- براغي الأمان: الدليل الكامل للأنواع، التطبيقات واختيار المسمار المناسب
- مسمار الجنس: الدليل الكامل لمسامير البرميل، براغي شيكاغو، والمثبتات عبر البراغي
- صامولة البرغي من الفولاذ المقاوم للصدأ: الدرجات، التوافق، ودليل الشراء
- البراغي والمسامير: الدليل الكامل للأنواع، الفروقات، واختيار المسمار المناسب
- دليل براغي البرغي: الأنواع، الاختلافات، الأحجام، والتطبيقات الصناعية
- مسمارات تشكيل الخيوط: الدليل الكامل للأنواع، الاستخدامات، والاختيار
- دليل الصامولة النايلون: الأنواع، التطبيقات، وكيفية اختيار الأنسب منها
- المثبتات المعدنية: الأنواع، المواد، وكيفية اختيار النوع المناسب




