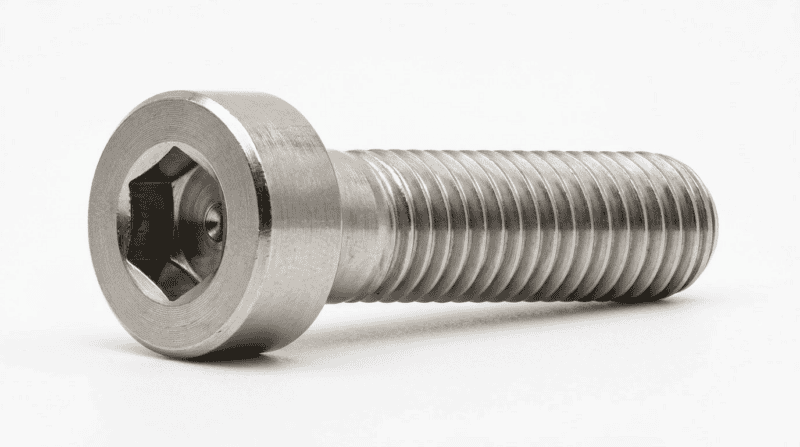
Vis à tête basse avec empreinte hexagonale DIN6912
DIN6912 est une vis à tête basse à six pans creux avec un logement central de guidage, présentant une hauteur de tête environ 40% plus courte que la norme DIN912, spécialement conçue pour les installations où l’espace est limité et où la hauteur de tête standard n’est pas réalisable.
Lorsque vous travaillez à l’intérieur d’un canal d’extrusion en aluminium étroit, pour monter une plaque de couverture avec seulement 5 mm de dégagement vertical, ou pour assembler une fixation de précision où une tête de vis saillante interférerait avec des composants adjacents — c’est précisément à ce moment que la DIN6912 trouve sa place. Le profil réduit de la tête résout un vrai problème d’ingénierie. Mais cela comporte des compromis que la plupart des fiches techniques ignorent silencieusement : le creux de pilote qui empêche le glissement de la clé à molette crée également une zone non filetée directement sous la tête, la classe de résistance est estampillée différemment de ce à quoi vous vous attendez, et il existe un cousin proche (DIN7984) qui ressemble presque à l’identique mais se comporte différemment sous la clé. Ce guide couvre tout cela.
Qu’est-ce que la DIN6912 ?
DIN6912 est une vis à tête basse à six pans creux avec un logement central de guidage (trou de guidage), normalisée par l’Institut allemand de normalisation (Deutsches Institut für Normung). Elle appartient à la grande famille des vis à tête cylindrique à six pans creux — la même catégorie que la très répandue norme DIN912 / ISO 4762 — mais avec une hauteur de tête volontairement réduite, optimisée pour les applications où le dégagement vertical est limité.
Caractéristiques principales
Trois caractéristiques définissent la DIN6912 et la distinguent de toutes les autres vis métriques à six pans creux sur le marché :
1. Hauteur de tête réduite (k) — La hauteur de tête est d’environ 60% de la dimension équivalente DIN912. Pour une vis M8, DIN912 a une hauteur de tête nominale de 8 mm ; DIN6912 la réduit à 5 mm. Cette différence de 3 mm est insignifiante dans les assemblages ouverts mais décisive dans les panneaux fins, les fentes encastrées et les canaux de profilés.
2. Logement de guidage (trou de guidage) — Un trou central traverse le centre de la tête hexagonale, se prolongeant partiellement dans la tige non filetée juste sous la tête. Ce trou est la caractéristique distinctive de la DIN6912 — il existe pour accueillir la broche de guidage d’une clé DIN6911, maintenant la clé coaxiale avec la vis même lorsque l’opérateur ne peut pas voir directement le point d’engagement.
3. Marquage de résistance modifié (préfixe « 0 ») — Parce que la tête plus basse réduit la section de flexion à la jonction tête-tige, les vis DIN6912 ne peuvent pas supporter la même charge de flexion que leurs homologues DIN912 de grade nominal identique. La norme résout cela en préfixant le grade de résistance par zéro : 08.8 au lieu de 8.8, A2-070 au lieu de A2-70. La résistance à la traction le long de l’axe de la tige reste inchangée ; la résistance à la flexion sous la tête est réduite. Ce préfixe n’est pas cosmétique — c’est un indicateur de capacité de charge important dans la conception des assemblages boulonnés.
Plage de tailles et classe de tolérance
DIN6912 couvre les diamètres de filetage allant de M3 à M36, avec des tailles préférées dans la gamme M4–M24. Les tailles non préférées (M14, M18, M22, M27) sont disponibles mais nécessitent généralement des commandes spéciales et des délais plus longs. Toutes les tailles sont conformes à Classe de produit A selon DIN EN ISO 4759-1, ce qui signifie des tolérances dimensionnelles strictes adaptées aux assemblages de précision.
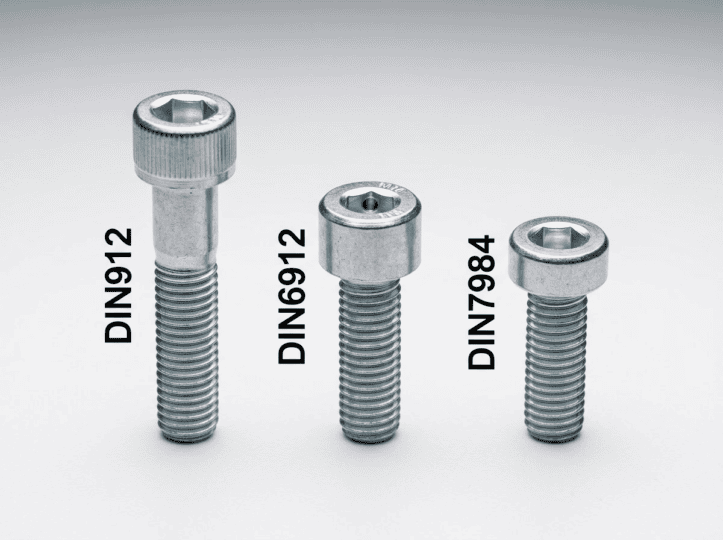
DIN6912 vs DIN912 vs DIN7984 : Les principales différences
Voici la question qui génère le plus de confusion sur les bureaux d'achat et les forums d'ingénierie. Voici la répartition précise :
| Élément de comparaison | DIN912 (Tête standard) | DIN6912 (Tête basse + Pilotage) | DIN7984 (Tête basse, sans évidement de centrage) |
|---|---|---|---|
| Hauteur de la tête (k) | Hauteur standard | ~60% de la DIN912 | ~60% de la DIN912 |
| Rainure de pilotage (alésage central) | Aucun | Oui (pour clé à douille DIN6911) | Aucun |
| Zone non filetée sous la tête | Minimale | Oui — toujours présente | Minimale |
| Le siège de la vis peut-il être affleurant avec la pièce ? | Oui | Non (la zone non filetée empêche un ajustement complet) | Oui |
| Marquage de la classe de résistance | 8.8 / 10.9 / A2-70 | 08.8 / A2-070 (préfixé par 0) | 8.8 / A2-70 |
| Système de clé antidérapant | Clé hexagonale standard uniquement | Clé hexagonale guidée DIN6911 | Clé hexagonale standard uniquement |
| Application typique | Assemblages généraux à haute résistance | Espace restreint + clé antidérapante | Espace restreint + besoin d’un appui affleurant |
La règle de décision pratique : si vous avez besoin d’un encastrement affleurant sous la tête, choisissez DIN7984. Si vous avez besoin d’un contrôle anti-dérapant avec une clé à molette dans des endroits aveugles ou étroits, choisissez DIN6912. Si la hauteur de la tête n’est pas limitée, la DIN912 offre la plus grande capacité de flexion.
Selon l’organisme de normalisation DIN, la DIN6912 a été développée spécifiquement pour répondre aux scénarios d’assemblage industriel où ni la ligne de visée de l’opérateur ni l’angle de rotation de l’outil disponible ne permettent de visser en toute sécurité une vis à tête cylindrique standard sans risque d’endommagement par ripage.
Conseil d’ingénierie : Spécifier la DIN6912 « pour un contrôle de couple plus précis » sans réellement avoir besoin de la hauteur de tête réduite est contre-productif — vous perdez en capacité de flexion et en appui complet sans aucun avantage. Utilisez-la uniquement lorsque la géométrie l’exige réellement.
Tableau complet des dimensions DIN6912 (M3–M36)
Le tableau ci-dessous couvre toutes les tailles standard et non préférentielles. Les valeurs représentent les dimensions nominales en millimètres selon DIN6912:2011. Les tailles non préférentielles sont indiquées entre parenthèses.
| Filetage (d) | Pas P (mm) | Ø de tête dk (mm) | Hauteur de tête k (mm) | Hexagone intérieur s (mm) | Profondeur de clé t1 (mm) | Longueur de filetage b (mm) |
|---|---|---|---|---|---|---|
| M3 | 0.5 | 5.5 | 2.0 | 2 | 1.5 | 12 |
| M4 | 0.7 | 7 | 2.8 | 3 | 1.6 | 14 |
| M5 | 0.8 | 8.5 | 3.5 | 4 | 2.0 | 16 |
| M6 | 1.0 | 10 | 4.0 | 5 | 2.5 | 18 |
| M8 | 1.25 | 13 | 5.0 | 6 | 3.0 | 22 |
| M10 | 1.5 | 16 | 6.5 | 8 | 3.5 | 26 |
| M12 | 1.75 | 18 | 7.5 | 10 | 4.0 | 30 |
| (M14) | 2.0 | 21 | 8.5 | 12 | 4.5 | 34 |
| M16 | 2.0 | 24 | 10.0 | 14 | 5.5 | 38 |
| (M18) | 2.5 | 27 | 11.0 | 14 | 6.0 | 42 |
| M20 | 2.5 | 30 | 12.0 | 17 | 6.5 | 46 |
| (M22) | 2.5 | 33 | 13.0 | 17 | 7.0 | 50 |
| M24 | 3.0 | 36 | 14.0 | 19 | 7.0 | 54 |
| (M27) | 3.0 | 40 | 15.5 | 19 | 7.5 | 60 |
| M30 | 3.5 | 45 | 17.5 | 22 | 8.0 | 66 |
| M36 | 4.0 | 54 | 21.5 | 27 | — | 78 |
Clé des dimensions :
dk = diamètre extérieur de la tête
- k = hauteur de la tête
- s = dimension entre plats de l’empreinte hexagonale
- t1 = profondeur d’engagement de l’empreinte hexagonale
- b = longueur de filetage (de la pointe au dessous de la tête)
Remarques importantes sur le tableau :
- Les tailles entre parenthèses (M14, M18, M22, M27) sont non préférées — disponibles chez la plupart des distributeurs en France en acier au carbone 08.8, mais les nuances inox nécessitent généralement des commandes spéciales avec des délais de 4 à 8 semaines.
- M30 et M36 sont des tailles grand format généralement non stockées en inventaire standard par la plupart des distributeurs ; vérifiez la disponibilité et confirmez les dimensions avec les plans actuels du fournisseur avant de spécifier.
- Des variantes à filetage total (entièrement filetées) existent pour les longueurs de boulons plus courtes. Cependant, en raison du logement de l’empreinte qui s’étend dans la tige, il y aura toujours une courte zone non filetée directement sous la tête — même sur les vis “filetage total” DIN6912.
Matériaux et Classes de Résistance
Les vis DIN6912 sont fabriquées dans trois grandes familles de matériaux. Le marquage de la classe de résistance suit une convention modifiée — toujours avec le préfixe “0” — pour distinguer la capacité de flexion réduite par rapport aux équivalents à tête standard.
| Matériau | Marquage de classe DIN6912 | Résistance à la traction (Rm) | Application typique |
|---|---|---|---|
| Acier au carbone (alliage moyen) | 08.8 | 800 N/mm² | Machines générales, gabarits, panneaux structurels |
| Acier au carbone (alliage haute résistance) | 010.9 | 1040 N/mm² | Connexions structurelles à forte charge dans des espaces restreints |
| Acier inoxydable 304 (A2) | A2-070 | 700 N/mm² | Transformation alimentaire, environnement marin, environnements corrosifs |
| Acier inoxydable 316 (A4) | A4-070 | 700 N/mm² | Offshore, traitement chimique, exposition élevée aux chlorures |
| Acier inoxydable 316 haute résistance (A4) | A4-080 | 800 N/mm² | Environnements marins/chimiques exigeants avec besoin de couple élevé |
Traitements de surface disponibles pour les nuances d’acier au carbone :
- Brut (brillant) — usiné, sans revêtement ; à utiliser dans des assemblages intérieurs secs
- Oxyde noir (phosphate) — résistance à la corrosion légère, courant dans la machinerie
- Zinc électro-galvanisé (zinc blanc) — résistance modérée à la corrosion extérieure
- Dacromet / Geomet — résistance élevée à la corrosion (≥ 480 h au brouillard salin), privilégié pour l’automobile et les structures extérieures
Le préfixe « 0 » est important dans la conception des assemblages. Lors du calcul des charges de traction de tête ou des moments de flexion à la jonction tige/tête, utilisez les tableaux de charges spécifiques à la DIN6912 — ne substituez pas les données DIN912 08.8 aux données DIN912 8.8, sinon vous surestimerez la résistance à la flexion de la tête d’environ 30–40%.
Scénarios d’application DIN6912
La combinaison du profil de tête bas et du système anti-glissement à logement pilote de la DIN6912 en fait le choix idéal dans six scénarios industriels récurrents :
DIN6912 — Guide de sélection
1. Fixation de panneaux mécaniques et de plaques de couverture — Lorsqu’un couvercle à charnière, une plaque d’inspection ou une porte d’accès est placée dans une poche encastrée et qu’il n’y a que 4–6 mm de dégagement au-dessus de la surface de la pièce, les têtes standard DIN912 ne peuvent pas s’adapter physiquement. DIN6912 résout la géométrie sans recourir à des têtes fraisées (qui nécessitent un lamage conique et réduisent la résistance à l’arrachement).
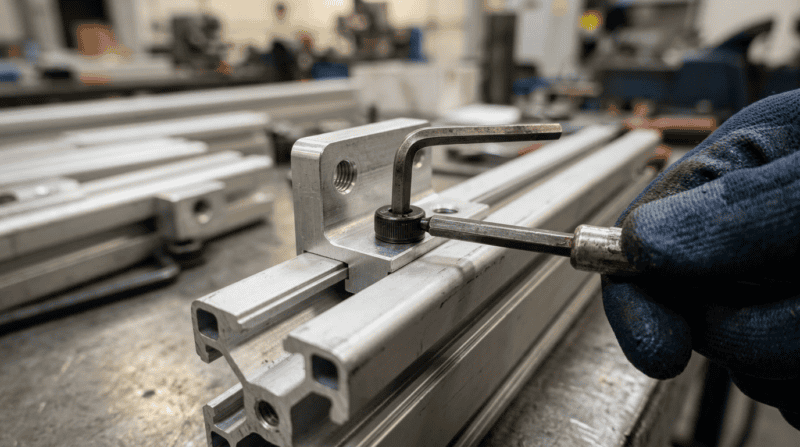
2. Assemblage de profilés aluminium à rainure en T — Les profilés aluminium à rainure en T de série 20 et 40, utilisés largement dans les châssis de machines, systèmes de convoyage et cellules d’automatisation, ont des largeurs et profondeurs de rainure optimisées pour les fixations à tête basse. DIN6912 M5 et M6 sont les choix les plus courants pour cette application.
3. Fixation de composants à parois minces — Capots en tôle, boîtiers électroniques et pièces moulées à parois fines où une tête standard saillante poserait des problèmes de dégagement ou d’esthétique. La faible dimension k maintient la tête en dessous ou à fleur des surfaces environnantes.
4. Gabarits et montages de précision — Outillages et montages qui sont assemblés et démontés fréquemment dans les ateliers où l’opérateur travaille au toucher plutôt qu’à la vue. La clé guidée DIN6911 s’enclenche dans le logement pilote et empêche la clé de dévier de l’axe lors du vissage, protégeant à la fois l’empreinte hexagonale et la surface de la pièce.
5. Assemblage de boîtiers électroniques et d’instruments — Appareils compacts où l’espace interne est restreint et où des têtes de vis dépassant des circuits imprimés ou des supports entreraient en conflit avec les composants voisins. Les vis à tête basse — y compris DIN6912 — sont standard dans les assemblages de qualité instrument.
6. Systèmes d’assemblage automatisés — Dans les applications de vissage robotisé où l’embout doit passer par une ouverture restreinte, la hauteur réduite de la tête diminue directement le diamètre minimal d’accès, permettant un emballage produit plus compact.
Le logement pilote : fonctionnement et importance
Le logement pilote (Führungsbohrung en allemand ; parfois appelé trou de guidage ou trou central) est la caractéristique la plus méconnue de la DIN6912. La plupart des catalogues mentionnent son existence ; très peu expliquent son utilité réelle en pratique.
Le mécanisme : Une clé en T ou en L DIN6911 possède une goupille cylindrique dépassant de l’extrémité de la lame hexagonale. Lorsque la clé est insérée dans une vis DIN6912, l’hexagone s’engage dans l’empreinte et la goupille se loge dans le trou pilote — contraignant mécaniquement l’axe de la clé à s’aligner avec celui de la vis. Dans un espace confiné où l’on ne peut pas voir l’engagement ni stabiliser visuellement la clé, cela évite le désalignement angulaire de 5 à 10° qui provoque le ripage (arrondissant les angles de l’empreinte) ou endommage la tête de vis.
Où cela crée une contrainte : Le trou pilote s’étend de l’empreinte hexagonale à travers la tête jusqu’à la tige. Cela signifie que le filetage ne peut pas aller jusqu’au dessous de la tête. Il y a toujours une zone cylindrique lisse (non filetée) sous la tête, généralement de 1 à 3 mm selon la taille. Cette zone non filetée a deux conséquences :
- DIN6912 ne peut pas être totalement affleurée — Le dessous de la tête n’entrera pas en contact avec la pièce tant que la zone non filetée n’aura pas dépassé la surface supérieure. Si votre conception exige que la tête de vis tire directement sur une surface pour le serrage, et que le filetage arrive à la surface avant que la tête ne touche, l’effet de serrage est réduit. Dans ce cas, DIN7984 est le bon choix.
- Profondeur minimale du trou requise — Les trous borgnes filetés pour DIN6912 doivent être assez profonds pour accueillir à la fois la longueur d’engagement filetée requise ET la zone non filetée. Des trous trop peu profonds s’endommageront avant d’atteindre le couple cible.
Selon Aperçu de Wikipédia sur les vis à tête cylindrique à six pans creux, le mode de défaillance par ripage dans les assemblages en espace confiné est l’une des causes les plus courantes d’endommagement de tête de fixation en fabrication de précision — exactement le mode de défaillance que le logement pilote de la DIN6912 est conçu pour éviter.
Guide de sélection : Quand spécifier DIN6912
La décision n’est pas compliquée une fois la géométrie établie. Suivez cette séquence :
Étape 1 — La hauteur de la tête est-elle contrainte
Mesurez le dégagement vertical disponible au-dessus de la surface de la pièce à l’emplacement de la fixation. Comparez-le à la hauteur de tête DIN912 (k) pour votre taille de filetage.
- Si le dégagement ≥ DIN912 k : utilisez DIN912. Vous obtenez une capacité de flexion maximale et aucune complication de zone non filetée.
- Si le dégagement < DIN912 k : passez à l’étape 2.
Étape 2 — Un contrôle antidérapant de la clé est-il nécessaire
Considérez si la position de montage permet à l’opérateur (ou au robot) de vérifier visuellement l’alignement de la clé hexagonale, et s’il y a une stabilité latérale suffisante pour éviter une dérive angulaire lors du serrage.
- Si le montage est à l’aveugle (impossible de voir l’engagement), exigu (pas de place pour stabiliser la clé), ou implique des opérateurs travaillant dans des positions inconfortables : utilisez DIN6912 avec une clé guidée DIN6911.
- Si l’opérateur peut voir et stabiliser la clé normalement : passez à l’étape 3.
Étape 3 — Un affleurement de la tête est-il requis
La conception exige-t-elle que le dessous de la tête de la vis soit en contact complet avec la surface de la pièce pour le serrage, l’étanchéité ou des raisons esthétiques ?
- Si oui : utilisez DIN7984 (tête basse, sans évidement pilote, affleurement complet possible).
- Si non : DIN6912 ou DIN7984 sont toutes deux valables. DIN6912 ajoute une protection anti-glissement sans coût supplémentaire significatif ; DIN7984 évite la complication de la zone non filetée si la profondeur du trou est limite.
Erreurs courantes de spécification à éviter :
- Commander des DIN6912 en 08.8 alors que la conception de l’assemblage supposait une capacité 8.8 — ces vis ne sont pas équivalentes sous charge de flexion au niveau de la tête.
- Spécifier des DIN6912 M30 ou M36 sans vérifier la disponibilité en stock — les délais de livraison de 8 à 16 semaines sont courants pour les vis à tête basse grand format.
- Utiliser une clé hexagonale standard en L dans des vis DIN6912 dans des espaces confinés — fonctionnel, mais cela annule l’intérêt du logement pilote. Investissez dans un jeu de clés DIN6911 pour les environnements de production.
Pour un contexte plus large sur la méthodologie de sélection des fixations métriques, Le guide d’ingénierie des fixations de Bossard offre une solide base sur la conception des assemblages avec des fixations à tête réduite.
Comment rédiger un bon de commande DIN6912
La notation standard d’approvisionnement suit la convention de dénomination des fixations DIN :
Vis DIN6912 – M8 × 25 – 08.8
Décomposition :
- DIN6912 — la désignation standard (spécifie la géométrie de la tête, le logement pilote, la classe de tolérance)
- M8 — diamètre nominal du filetage en mm
- 25 — longueur nominale en mm, mesurée comme longueur totale de la vis, tête comprise (cela diffère de certaines autres normes — toujours confirmer avec votre fournisseur pour les tailles non standard)
- 08.8 — classe de résistance (notez le préfixe « 0 » — commander « 8.8 » par erreur vous fera recevoir des vis DIN912 chez certains fournisseurs)
Pour les variantes inoxydables : Vis DIN6912 – M6 × 20 – A2-070
Lors de commandes en grande quantité (généralement 500 pièces ou plus), précisez également :
- Traitement de surface (brut / oxyde noir / zingage blanc / Dacromet)
- Si un certificat d’essai matière (EN 10204 3.1 ou 3.2) est requis
- Si une inspection par un tiers est nécessaire
- Exigences d’emballage (sac vrac vs. boîte comptée)
Les fournisseurs en France et en Asie stockent généralement les tailles préférées (M4–M24) en 08.8 et A2-070 comme inventaire standard. Pour les tailles non préférées, les nuances spéciales (010.9, A4-080), ou les traitements de surface autres que brut et zingué, confirmez la disponibilité et les quantités minimales de commande avant de valider les plans d’ingénierie.
Questions fréquemment posées
Q1 : Quelle est la différence entre DIN6912 et DIN912 ?
La DIN6912 a une hauteur de tête environ 40 % inférieure à celle de la DIN912 et comprend un évidement central de guidage pour une clé hexagonale guidée DIN6911. La DIN912 possède une tête pleine hauteur, une résistance à la flexion supérieure au niveau de la tête, et aucun trou de guidage — ce qui en fait le choix pour les assemblages haute résistance polyvalents où la hauteur de tête n’est pas une contrainte. La notation de la classe de résistance diffère également : la DIN6912 utilise 08.8 et A2-070 (avec un préfixe zéro) pour indiquer une capacité de flexion réduite de la tête, tandis que la DIN912 utilise 8.8 et A2-70.
Q2 : Pourquoi la DIN6912 utilise-t-elle 08.8 au lieu de 8.8 pour la classe de résistance ?
Le préfixe « 0 » indique que, bien que la résistance à la traction de la tige soit équivalente à une vis 8.8, la résistance à la flexion au niveau de la jonction tête-tige est inférieure en raison de la hauteur de tête réduite. Les vis DIN6912 ne peuvent pas supporter le même moment de flexion sous la tête que leurs homologues DIN912. Le préfixe empêche les concepteurs de substituer directement la DIN6912 dans des calculs d’assemblage prévus pour la DIN912 8.8 — ce qui surestimerait la contribution structurelle de la tête.
Q3 : Les têtes de vis DIN6912 peuvent-elles être totalement affleurantes à la surface de la pièce ?
Non. Parce que l’évidement de guidage traverse la tête et pénètre dans la tige, il y a toujours une courte section non filetée sous la tête. Cela signifie que la tête ne peut pas venir en contact complet avec la surface de la pièce tant que la zone non filetée n’a pas dépassé la surface — ce qui, dans un assemblage à trou débouchant correctement dimensionné, implique qu’un petit espace subsiste toujours. Si un contact tête-surface parfaitement affleurant est requis (pour le serrage, l’étanchéité ou l’esthétique), spécifiez plutôt la DIN7984.
Q4 : Quel outil est nécessaire pour la DIN6912 ?
La DIN6912 est conçue pour fonctionner avec les clés hexagonales DIN6911, qui possèdent une goupille de guidage cylindrique à l’extrémité qui s’insère dans l’alésage de guidage et maintient la clé coaxiale avec la vis. Les clés hexagonales standard (Allen) fonctionnent aussi — mais dans les espaces restreints où l’alignement visuel est difficile, elles risquent le décalage angulaire qui provoque le ripage et l’endommagement de la tête. Pour les environnements de production et les cycles d’assemblage fréquents, un jeu de clés DIN6911 est le bon investissement.
Q5 : Quelles informations sont nécessaires pour commander des vis DIN6912 en vrac ?
Pour passer une commande en vrac précise, fournissez : la taille nominale (ex. : M8×25), la classe de résistance (ex. : 08.8 ou A2-070), le traitement de surface (brut, oxyde noir, zinc, Dacromet), la quantité, la préférence d’emballage (vrac ou boîte comptée), et si des certificats matière ou des rapports d’inspection tiers sont requis. Pour les tailles non préférées ou les nuances spéciales, confirmez également la disponibilité en stock et la quantité minimale de commande auprès du fournisseur avant de transmettre la spécification aux achats.
Conclusion
La DIN6912 n’est pas un substitut à la DIN912 — c’est un outil de précision pour un problème d’ingénierie spécifique. Lorsque la hauteur libre verticale est inférieure à la hauteur de tête DIN912, et lorsque les conditions de travail rendent l’alignement de la clé peu fiable, la combinaison profil bas et évidement de guidage de la DIN6912 résout les deux problèmes simultanément.
Les points clés à valider avant de spécifier : vérifiez que la zone non filetée sous la tête ne gênera pas la profondeur de votre trou ou votre besoin de serrage (si c’est le cas, passez à la DIN7984) ; utilisez le bon marquage de classe 08.8 / A2-070 dans vos commandes ; et associez les vis à des clés guidées DIN6911 pour exploiter réellement l’avantage de l’évidement de guidage. Si ces trois points sont respectés, la DIN6912 fonctionnera exactement comme le prévoit la norme.
Pour l’approvisionnement, contactez-nous directement avec vos besoins en taille, classe, finition de surface et quantité — nous stockons les tailles préférées M4 à M24 en 08.8 et A2-070 pour expédition sous une semaine.