金属切削の仕組みを理解する:基本原理の完全ガイド
はじめに:なぜからどうへ
金属を切ることは一つのことだが、それがどのように機能しているかを真に理解することは全く別の話だ。今日のエンジニア、工作機械技師、工程計画者にとって、基本的な速度と送りだけを知ることはもはや十分ではない。本当に熟練するには、「どうやって」行うかだけでなく、「なぜ」そうなるのか—金属の固体が正確に仕上げられた部品や金属チップの流れに変わる基本的な物理現象を理解する必要がある。
これらを理解すること 基本原則 が、一般的な作業と専門的な製造の違いを生む。これは、工程を改善し、問題を迅速かつ正確に解決し、優れた表面品質の部品を作るための基盤だ。この知識がなければ、工程の改善は推測に頼ることになり、予測可能な 設計された結果にはならない。本記事では、科学的観点から金属切削プロセスを解説する。材料が最初に破断する瞬間を探り、関与する力と熱を分析し、工具の摩耗の原因を診断し、最後に、ワークピース表面に残る技術的な痕跡を検討する。

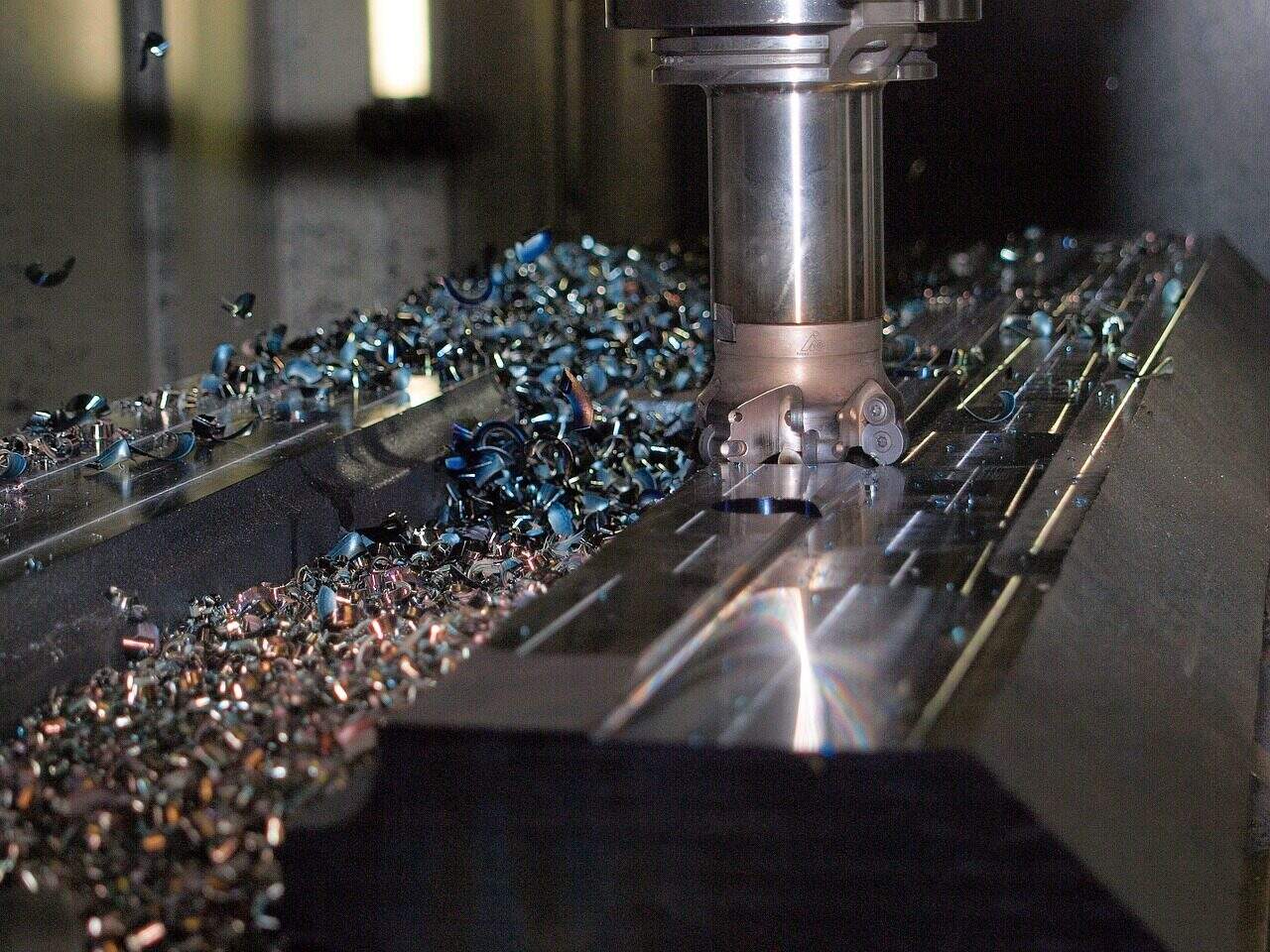
チップ形成の物理学
金属切削プロセスにおいて最も重要な出来事はチップの形成だ。これは単純な切断動作ではなく、激しい局所的塑性変形の複雑な過程だ。切削を理解するには、まずワークピースの一部の体積がどのようにして主本体から剪断されるかを理解する必要がある。切削工具がワークピースに入る様子を想像してみてください。工具の前の材料は圧縮され、巨大な応力が生じる。この応力が材料の剪断強度を超えると、変形して特定の平面、すなわち剪断面に沿って滑り始める。この動作は連続して起こり、チップを形成する。
剪断帯と剪断面
ワークピースの材料がチップに変わる激しい塑性変形の領域を一次剪断帯と呼ぶ。この帯は単一の薄い平面—剪断面—として簡略化される。これは切削刃から始まり、ワークピースの自由表面まで伸びている。この平面と切削速度の方向との間の角度を剪断角(φ)という。
剪断角は非常に重要な変数だ。大きな剪断角は短い剪断面と薄いチップをもたらす。これは、任意の瞬間に変形される材料が少なくなることを意味し、直接的に切削力の低減、動力消費の削減、熱の発生の抑制につながる。したがって、より大きな剪断角は効率的な加工にほぼ常に有利だ。剪断角は固定されたものではなく、工具のリーディング角やチップと工具面間の摩擦係数など、いくつかの要因によって影響を受ける。
チップの種類と形成方法
加工中に生成されるチップの種類はランダムではなく、切削条件の直接的な指標だ。熟練したエンジニアはチップを見ることで、工程の効率、工具の状態、選択されたパラメータが適切かどうかを判断できる。チップの形成方法は、その形状を決定し、加工操作に大きな影響を与える。材料や切削条件によって異なる種類のチップが形成され、それぞれに特徴と工程に関する情報が含まれている。
| チップの種類 | 形成方法 | 代表的な材料 | 加工における意味 |
| 連続チップ | 一次剪断帯における滑らかで連続した塑性変形。 | 延性材料(例:低炭素鋼、アルミニウム) | 良好な表面仕上げ、安定した切削力を持つが、取り扱いに問題を引き起こすことがある(長く糸のような切り屑)。 |
| 不連続切り屑 | 低延性や高摩擦のために材料が断片に破壊される。 | 脆性材料(例: 鋳鉄)や非常に低い切削速度。 | 良好な切り屑破壊性を持つが、力の変動や表面仕上げの低下を引き起こすことがある。 |
| 連続切り屑(バルクアップエッジ(BUE)を伴う) | 作業物の層が工具面に付着し、溶接してから破断する。 | 中程度の切削速度での延性材料。 | 切削刃を保護するが、定期的に破断し、表面仕上げを悪化させ、摩耗を引き起こす。 |
切削における力の分析
すべての金属切削操作は、工具と作業物に作用する力のシステムを含む。このシステムを定量的に理解することは、動力消費の予測、強固な治具の設計、工程の安定性の分析、工具の故障防止に不可欠である。これらの力は、主切削帯域で材料をせん断するために必要なエネルギーと、チップが工具のリーディング面を滑る際に摩擦エネルギーから生じる。
これらの力を測定・分析することで、切削プロセスの効率性と安定性についての洞察が得られる。
切削力システム
- 複雑な力のシステムは、実用的な分析のために直交成分に簡略化・分解できる。関心のある主な力は次の通り:
- 切削力(Fc):これは主な力であり、通常最も大きい成分である。切削速度の方向に作用する。切削力の大きさに切削速度を掛けることで、切削に必要な動力を決定する。これは、工作機械の動力消費を計算する際の主要な要素である。
- 送り力(Ft):または送り荷重とも呼ばれ、切削速度に垂直に作用し、工具の送り方向に沿って作用する。動力消費にはあまり寄与しないが、寸法精度にとって重要である。高い送り力は、工具、作業物、または機械の部品の曲げを引き起こし、寸法誤差や振動の原因となる。
合力(R):これは切削力と送り力のベクトル和であり、工具にかかる総荷重を表す。工具ホルダー、スピンドル、機械構造によって処理される必要がある。
マーチャント円線図は、直交切削における力、角度、摩擦の関係を分析するための強力な図形ツールです。これにより、せん断角のような1つのパラメータの変化が力系全体にどのように影響するかを視覚化できます。これは抽象的な概念ではなく、切削力学を理解するための実用的な方法です。
線図を構築し、解釈する方法は次のとおりです。
- まず、動力計を使用して切削力 (Fc) とスラスト力 (Ft) を測定します。これら2つの力は垂直なベクトルとして描かれます。それらのベクトル和は、マーチャント円の直径を形成する合力 (R) を与えます。
- 工具先端から、既知のすくい角 (α) で工具のすくい面を表す線を描きます。この面に沿って作用する力成分は、切りくずの動きに抵抗する摩擦力 (F) と、すくい面に垂直に作用する法線力 (N) です。合力 (R) はFとNのベクトル和です。
- 次に、計算されたせん断角 (φ) でせん断面を表す線を描きます。この面に沿って作用する力成分は、材料をせん断するために必要なせん断力 (Fs) と、せん断面への法線力 (Fn) です。合力 (R) はFsとFnのベクトル和でもあります。
この線図の重要な点は、せん断角の影響を視覚的に示す能力です。与えられた合力Rに対して、せん断角 (φ) を増加させると、せん断力 (Fs) を表す弦が短くなります。これは、せん断角が大きいほど切りくずを形成するために必要な力が減少し、より効率的な切削プロセスにつながることを図形的に証明しています。
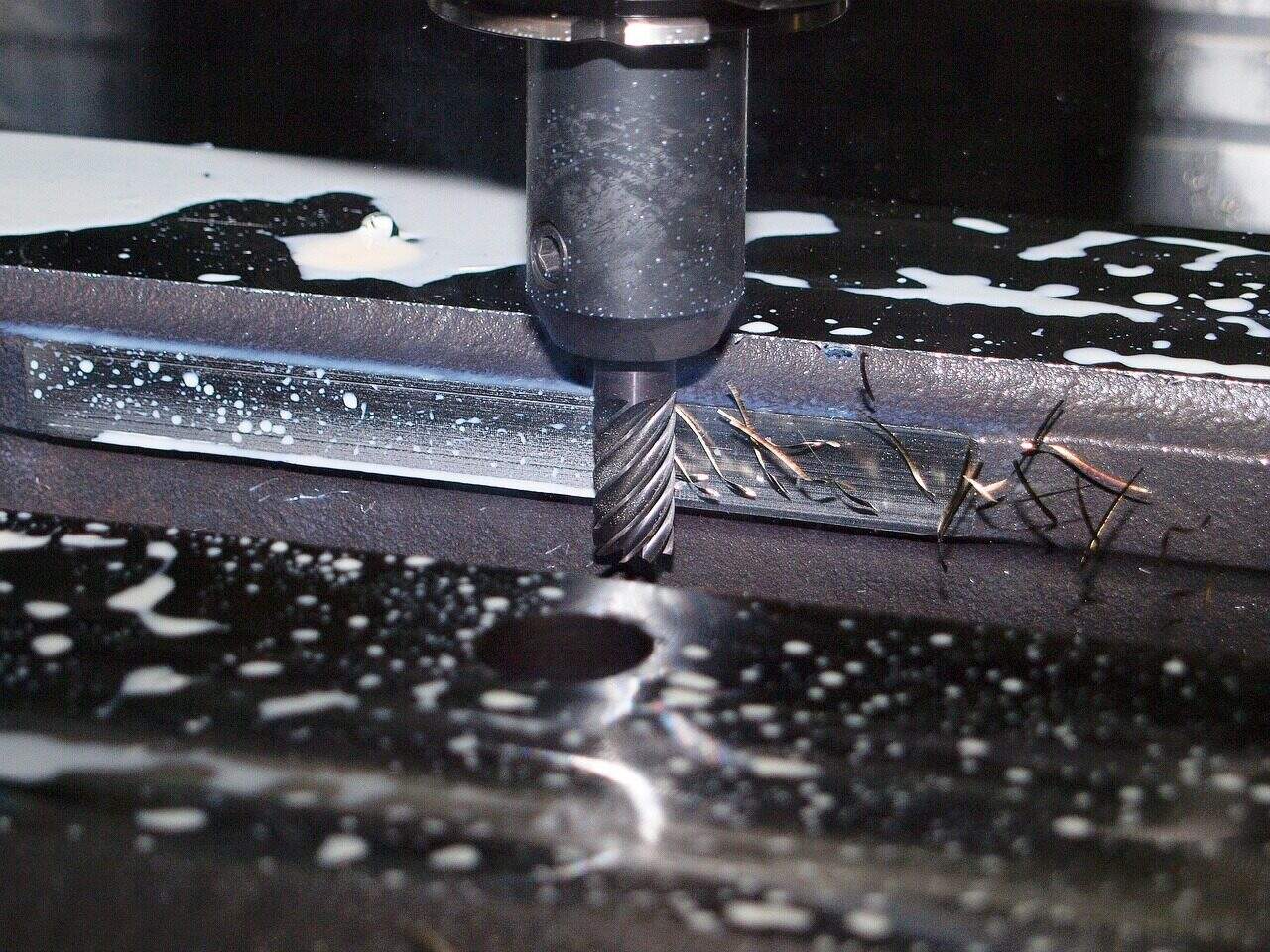
切削における熱発生と制御
金属切削で使用されるエネルギーのほぼすべてが 熱に変換されます。この熱エネルギーの発生と管理は、生産性と工具寿命の主要な制限要因となる温度であるため、 プロセスエンジニアリングにおいて最も重要な側面の1つです。発生する温度は非常に高く、工具、切りくず、および新しく加工されたワークピース表面に大きな影響を与えます。この熱の発生源とその分布を理解することは、切削プロセスを制御するために不可欠です。
熱の主な発生源
金属切削における強烈な熱は、3つの異なる発生源から生じます。
- 一次せん断帯:これは最大の熱源であり、総熱エネルギーの大部分を占めます。熱は、ワークピース材料が切りくずに変換される際の激しい塑性変形によって発生します。
- 二次せん断帯:これは、新しく形成された切りくずと工具のすくい面との間の摩擦領域です。高温で高応力の切りくずが高速で工具上を滑るとき、激しい摩擦熱が発生します。
- 工具-ワークピース界面:3番目の熱源は、工具の逃げ面(リリーフ面)が新しく加工されたワークピース表面と擦れるときに発生する摩擦です。この効果は、工具が摩耗したときに特に顕著になります。
温度とその影響
温度は切削ゾーン内で均一に分布していません。最高温度は通常、切削刃の先端ではなく、圧力と滑り速度の組み合わせがピークに達するすくい面の刃先からわずかに後方に位置します。これらの温度の大きさは驚くべきものです。例えば、ニッケル基超合金を加工する際のせん断帯温度は1000°Cを超えることがあり、これは工具材料がその基本的な特性を失い始める温度です。
この過剰な熱は、いくつかの重大でしばしば有害な結果をもたらします。
- これは、切削工具材料の硬度と強度を低下させ、熱軟化として知られる現象を引き起こし、摩耗や変形しやすくなります。
- 工具とワーク材料間の化学反応を加速させ、拡散摩耗を引き起こします。これは高速切削における主要な破損モードです。
- ワーク表面に不要な熱残留応力を発生させることがあり、これは部品の疲労寿命と性能に悪影響を与える可能性があります。
- ワークの表面層に相変態や硬く脆い「白色層」の生成など、微細構造的な損傷を引き起こす可能性があります。
工具摩耗メカニズムと破損
切削工具は永遠には持ちません。極端な機械的応力と激しい熱負荷の組み合わせは、必然的に工具の摩耗と最終的な破損につながります。工具がどのように、なぜ摩耗するのかを理解することは、学術的なだけでなく、工具寿命の予測、工程管理の維持、部品品質の確保にとって実用的な必要性です。工具摩耗は、以前に議論した物理現象(力と熱)の直接的な結果です。
一般的な工具摩耗の種類
工具摩耗はいくつかの異なるパターンで現れ、それぞれが主要な破損メカニズムに関する手がかりを提供します。
- フランク摩耗:これは、加工面との摩擦により工具の逃げ面(フランク面)に発生するアブレシブ摩耗です。比較的均一な「摩耗ランド」として現れ、工具の有効寿命を決定するための予測可能で信頼性の高い基準としてよく使用されます。
- クレーター摩耗:これは、工具のすくい面に形成されるくぼみまたは「クレーター」です。これは、切りくずがすくい面を滑る際の高温高圧によって引き起こされ、化学拡散とアブレシブ摩耗を助長します。高速で鋼材を加工する際によく見られます。
- ノッチ摩耗:これは、切削刃がワークの元の、しばしば加工硬化または酸化された表面と相互作用する切削深さ線で発生する、加速された摩耗の局所的な領域です。
- チッピング/破砕:これは、切削刃の一部が欠け落ちる壊滅的な破損です。通常、過度の機械的負荷、熱衝撃(急激な温度変化)、またはワーク材料中の硬い介在物を加工する際に引き起こされます。
摩耗の科学
どの機械工場でも、作業員が工具を点検しているのを見かけるでしょう。彼らは単に損傷を探しているのではなく、物理学によって書かれた物語を読んでいるのです。鈍く丸くなった刃先はアブレシブ摩耗を示し、一方、使用される超硬インサートの深いクレーターは ステンレス鋼 「拡散摩耗」を示します。これらの用語が何を意味するのかを詳しく見ていきましょう。各摩耗パターンは、特定の切削条件によって活性化される1つまたは複数の根底にある科学的メカニズムによって引き起こされます。
| 摩耗メカニズム | 説明 | 主な条件 | それを減らす方法 |
| アブレシブ摩耗 | ワーク材料中の硬い粒子(例:炭化物)が工具材料を機械的に「削り取る」。 | 低速切削;研削性の粗い材料の加工。 | より硬く、耐摩耗性の高い工具グレード(例:セラミック、CBN)を使用。 |
| 接着 | チップと工具の間で微小溶接が起こり、その後破断し、工具材料が引き離される。BUEに関連。 | 低〜中速;工具と材料間の親和性が高い。 | 切削速度を上げ、効果的なコーティング(例:TiN)を使用し、潤滑を改善。 |
| 拡散 | 高温により工具材料の原子がチップ(および逆方向)に移動し、工具を弱体化させる。 | 高い切削速度、特に加工時 鋼やニッケル合金の加工時. | 化学的に安定な工具材料(セラミック、CBN)や先進的なコーティング(例:Al2O3)を使用。 |
| 疲労 | 亀裂は 繰り返される機械的または熱的ストレスによって引き起こされるミリングのような中断された切削に一般的。 | 中断された切削操作(ミリング)。 | より丈夫な工具グレードを使用し、スムーズな進入・退出を確保するために工具経路を最適化。 |
表面の完全性:技術的な足跡
金属切削の最終目標は、特定の寸法を達成するだけでなく、必要な機能性能を持つ表面を生成することにある。表面の完全性は、加工された部品の表面およびサブサーフェス層の品質と性質を表す包括的な用語である。それは単なる外観や粗さを超え、部品の性能を決定する機械的および冶金的特性を含む。切削のメカニズムは、この表面に直接技術的な足跡を残す。
表面の完全性の定義
表面の完全性は、いくつかの重要な要素を含む多面的な概念である:
- 表面仕上げ/粗さ:これは表面の微細な凹凸やテクスチャを指し、通常RaまたはRzで測定される。主に工具の形状と送り速度によって決まる。
- 微細構造の変化:切削の激しい変形と熱により、表面直下の材料の粒界構造が変化することがあります。これには塑性変形、相変態、または非常に硬く脆い「白層」の形成が含まれることがあります。
- 残留応力:これらは、切削工程が完了し、すべての外部荷重が除去された後も材料の表層内に固定されたまま残る応力です。
残留応力の理解
完成した部品の残留応力の状態は、表面の完全性にとって重要でありながら、しばしば見落とされがちな側面です。これらの内部応力は、部品の疲労寿命、耐腐食性、寸法安定性に大きく影響します。残留応力は、次の二つの対立する効果の競合の結果です:
- 機械的効果:切削工具の先端半径による掘り込みと研磨作用が表層を塑性変形させます。この作用は圧縮残留応力を生じさせる傾向があり、これは疲労亀裂の発生と拡大を防ぐために一般的に有益です。
- 熱的効果:切削工程による局所的な高温加熱と、その後の周囲の材料や冷却剤による急冷(焼きなまし)は、引張残留応力を生じさせる傾向があります。引張応力は亀裂の形成を促進し、疲労寿命を短くするため有害です。
最終的な応力状態は、この戦いの結果の純粋なものです。鋭利な工具、大きな先端半径、適度な切削パラメータは、機械的効果を促進し、有益な圧縮応力を生み出す傾向があります。一方、摩耗した工具や攻撃的で高温の切削は、熱的効果を支配し、危険な引張応力を部品に残すことがあります。

パラメータによる完全性の制御
最終的な表面の完全性は偶然の産物ではなく、設計された結果です。切削パラメータを慎重に選択することで、機械的および熱的効果を制御し、望ましい表面特性を達成できます。
| パラメータ | 表面粗さへの影響 | 残留応力への影響 |
| 切削速度 | 一般的に一定の範囲内で改善(粗さの低減)されますが、それを超えると工具の摩耗が支配的になります。 | 熱的効果の増加により引張応力が増加しやすいです。 |
| 送り速度 | 主要な影響を与えます。高い送り速度は理論的な粗さを直接増加させます。 | 機械的荷重の増加により圧縮応力を増加させることがありますが、表面の損傷も増える可能性があります。 |
| 工具先端半径 | 大きな半径は一般的にフィニッシュを改善し、送り跡を滑らかにします。 | 大きな半径は研磨作用を強化し、有益な圧縮応力を促進します。 |
| 工具の摩耗 | 摩耗した工具は粗さを著しく増加させ、表面を引き裂くことがあります。 | 摩耗した工具は熱的負荷と機械的負荷の両方を増加させ、しばしば有害な引張応力へのシフトを引き起こします。 |
結論:原理の習得
金属切削のメカニズムを通じて、深くつながったシステムが明らかになります。最初のせん断イベントがチップの種類を決定し、それが力と熱の発生に影響します。これらの力と熱負荷は、時間とともに発展する工具摩耗のメカニズムを駆動します。最後に、工具の作用、力、熱、摩耗状態の複合的な効果が、ワークピースの表面の完全性という形で永続的な痕跡を残します。
これらの原理に関する深い技術的理解こそが、実務者と専門家を分けるものです。それは、感覚と経験に基づく芸術から、予測可能で制御可能な物理法則に基づく科学へと切り替えることです。これらの基本を習得することで、エンジニアや機械工は問題の診断、最適な工程の追求、効率と品質の向上を実現し、最終的には製造技術の限界に挑戦できます。この分野での継続的な学習は単なる選択肢ではなく、革新と卓越性の礎です。
- 電気めっき - Wikipedia https://en.wikipedia.org/wiki/Electroplating
- 陽極酸化 - Wikipedia https://en.wikipedia.org/wiki/Anodizing
- サイエンスダイレクト・トピックス - 電気化学的表面処理 https://www.sciencedirect.com/topics/materials-science/electrochemical-surface-treatment
- ASTM International - 表面処理規格 https://www.astm.org/
- 材料保護性能協会(AMPP) https://ampp.org/
- ASMインターナショナル - 表面技術 https://www.asminternational.org/
- NIST - 材料計測科学 https://www.nist.gov/mml
- SpringerLink - 表面・コーティング技術 https://link.springer.com/journal/11998
- 今日の材料 - 表面工学 https://www.materialstoday.com/
- SAE International - 表面処理規格 https://www.sae.org/




