A screw bolt is a threaded fastener — screws self-thread into base material while bolts pass through pre-drilled holes and clamp components together with a nut. Choosing the wrong type costs rework time and structural integrity.
Whether you’re sourcing fasteners for a structural steel frame, a precision CNC assembly, or a high-vibration marine environment, the screw bolt you select determines both the load capacity and the lifespan of the joint. Most guides stop at “hex bolt vs. machine screw.” This one doesn’t. We cover types, thread standards, material grades, torque specifications, and the specific failure modes no catalog ever lists — so you can order with confidence and install without surprises.

What Is a Screw Bolt? Defining the Core Difference
A screw self-threads into a material — no nut required. A bolt passes through a clearance hole and relies on a nut to generate clamping force. That single distinction drives every downstream decision about torque, preload, and joint behavior.
In practice, the line blurs. The fastener industry uses “bolt” and “screw” almost interchangeably in catalogs. Wikipedia’s entry on screw threads acknowledges that “the exact distinction is not always made in common usage.” What matters for engineers and buyers is not the label — it’s the load path.
Here’s the operational difference that matters on the job:
| Feature | Screw | Bolt |
|---|---|---|
| Thread engagement | Cuts or forms threads in base material | Passes through clearance hole, engages nut |
| Nut required? | No | Yes |
| Disassembly wear | Threads in base material wear with cycling | Nut and bolt both replaceable without base wear |
| Best for | Wood, plastic, thin metal, concrete (with anchor) | Steel-to-steel structural joints, high-load assemblies |
| Torque spec | Determined by thread strip-out in material | Determined by bolt grade and nut engagement |
| Typical grade range | #4 through 3/4″ in wood/sheet applications | Grade 2 through Grade 12.9 structural |
How Screws Work: The Self-Threading Mechanism
A screw’s thread is designed to either cut (thread-cutting screws) or displace (thread-forming screws) the base material as it drives in. Self-tapping screws drill their own thread path through sheet metal, eliminating the need for a pre-tapped hole. Wood screws have coarse threads with sharp tips that split fiber and grip grain. Sheet metal screws have hardened, sharp crests that pierce 0.5–3 mm steel without pre-drilling.
The consequence: every removal and reinsertion degrades the thread in the parent material. In high-cycle applications — equipment panels, access covers, inspection plates — this is a real cost that shows up in field service budgets.
How Bolts Work: Nut-and-Clamp Mechanics
A screw bolt used as a bolt creates a clamp joint: the shank is pulled in tension, and friction between clamped surfaces resists shear. The nut and bolt threads wear each other — not the base material. Since both parts are replaceable, bolted joints tolerate many more assembly cycles.
The critical variable is preload: the tension you introduce by torquing. A Grade 8, 3/8″-16 hex bolt properly torqued to 33 ft-lbs develops approximately 8,800 lbs of clamp force. Under-torque that same screw bolt by 20% and clamp force drops 40% — the joint loosens under vibration. According to Engineering Toolbox’s bolt torque reference, friction coefficient variation alone can swing preload by ±25% for a given torque value.
When the Terms Overlap (and Why It Matters for Procurement)
Socket head cap screws use the word “screw” but function as bolts — they pass through a clearance hole and engage a nut or threaded insert. A lag bolt (also called a lag screw) functions like a giant wood screw. When sourcing from a catalog, always look at the thread engagement diagram, not the product name. The screw bolt category is broad — anchor the decision in application, not nomenclature.
8 Types of Screw Bolts Every Engineer and Buyer Should Know
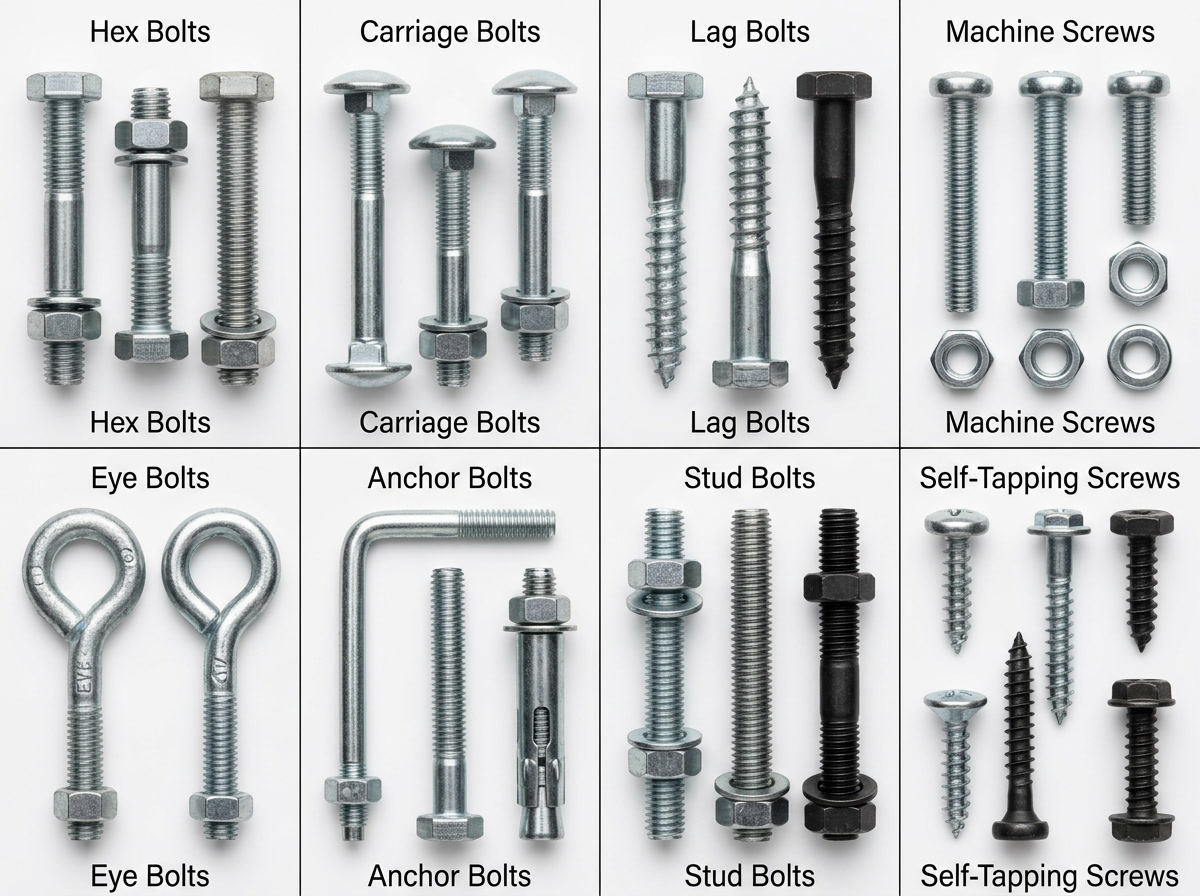
The most common screw bolt types include hex bolts, carriage bolts, lag bolts, machine screws, anchor bolts, self-tapping screws, eye bolts, and stud bolts — each optimized for a different load type and base material.
Hex Bolts and Cap Screws
Hex bolts are the workhorses of structural steel and machinery. Full-thread hex bolts (Grade 2, 5, 8 in SAE; 4.8, 8.8, 10.9 in metric) cover most general-purpose work. Partial-thread hex bolts leave the shank unthreaded for superior shear resistance in lap joints — the threads are kept out of the shear plane.
Cap screws (socket head, button head, flat head) use an Allen or Torx drive and tolerate tighter tolerances. Common in CNC equipment, hydraulic manifolds, and precision assemblies where a wrench flat won’t fit. A Grade 12.9 socket head cap screw carries higher tensile load per unit diameter than any other standard screw bolt form.
Carriage Bolts and Lag Bolts
Carriage bolts have a domed head with a square neck that locks into wood or composite, preventing rotation while tightening the nut from the opposite side. Standard in wood-to-wood and wood-to-steel connections in decking, fencing, and playground equipment.
Lag bolts (lag screws) are large-diameter, coarse-thread fasteners driven with a wrench, not a screwdriver. They bite deep into structural timber — no pre-tapping required. In practice, always pre-drill pilot holes at 70% of the lag’s root diameter. Skipping this splits the lumber and reduces withdrawal load by up to 30%. This is the screw bolt type that causes the most field failures simply from omitting the pilot hole.
Machine Screws and Self-Tapping Screws
Machine screws are small-diameter fasteners (typically #0 through 3/8″) with fully threaded shanks designed to thread into tapped holes or engage nuts. They hold electronics enclosures, panel meters, cover plates, and switchgear together. A #8-32 machine screw accepts any standard #8-32 nut worldwide — the thread form is standardized across manufacturers.
Self-tapping screws eliminate the tap step in thin sheet metal work. Type A has coarse threads for thin sheet up to 18 gauge; Type B is finer for thicker sheet. Thread-rolling (forming) types create stronger threads than thread-cutting types because they work-harden the parent material rather than removing chips. For a screw bolt selection involving light gauge panels, this distinction matters for pull-through load.
Anchor Bolts, Eye Bolts, and Stud Bolts
Anchor bolts embed in concrete or masonry, providing a threaded connection point for structural columns, equipment bases, and safety barriers. The most common forms are J-bolts (bent hook buried in wet concrete) and post-installed screw anchors (threaded directly into cured concrete). Post-installed screw anchor systems — such as the product the DEWALT Screw-Bolt+ represents in the Google SERP for this keyword — require no adhesive and provide immediate load capacity after installation.
Eye bolts are screw bolt fasteners with a looped head, used for rigging, lifting, and cable management. Shoulder-pattern eye bolts handle angular loading; plain-shank eye bolts are only rated for straight-line axial tension. Never side-load a plain shank eye bolt — it bends rather than yields, with no visible warning.
Stud bolts are fully threaded rods with no head, used in flanged pipe joints, pressure vessels, and high-temperature applications. Both ends take nuts. According to ASME B16.5 flange standards, the stud bolt is often the only acceptable fastener type in Class 150–2500 raised-face flanges — substituting a headed bolt creates unequal clamp distribution that causes leakage under thermal cycling.
| Screw Bolt Type | Thread Form | Best Base Material | Primary Failure to Avoid |
|---|---|---|---|
| Hex Bolt (Full Thread) | UNC/UNF/Metric | Steel, aluminum, composite | Under-torque (preload loss) |
| Hex Bolt (Partial Thread) | UNC/UNF | Steel-to-steel | Threads in shear plane |
| Carriage Bolt | UNC | Wood, composite | Over-torque (crushing wood) |
| Lag Bolt | Coarse (specialized) | Structural timber | No pilot hole (wood split) |
| Machine Screw | UNC/UNF/Metric | Tapped metal, plastic | Cross-threading in blind holes |
| Self-Tapping | Type A/B/AB | Sheet metal, plastic | Re-use without re-tapping |
| Anchor Bolt (J-bolt) | Coarse | Concrete (wet pour) | Short embedment = pullout |
| Stud Bolt | UNC/Metric | Flanged pipe joints | Mixed grade in same pattern |
Screw Bolt Sizes and Thread Standards
Screw bolt sizes follow UNC (Unified Coarse), UNF (Unified Fine), or ISO metric standards — specified by nominal diameter, thread pitch, and grip length. Misreading a spec label is how metric bolts end up in SAE holes, a mistake that fatally weakens a joint while appearing correct on casual inspection.

US Customary Sizing: UNC and UNF
US screw bolt sizing follows the Unified National Thread Standard. The size designation looks like: 3/8″-16 × 2″
- 3/8″ = nominal diameter (shank diameter at thread crests)
- 16 = threads per inch (TPI)
- × 2″ = grip length (underside of head to end)
UNC (coarse) has fewer threads per inch — it assembles faster, tolerates dirty threads, and is the default for most fastener procurement. UNF (fine) has more threads per inch — it provides higher preload for a given torque value and better vibration resistance because the lower helix angle creates more self-locking. In automotive engine work, cylinder head bolts are almost always UNF for exactly this reason.
Small screws below 1/4″ use a numbered gauge system: #4-40, #6-32, #8-32, #10-24, #10-32. The first number is the nominal diameter in the gauge system (multiply by 0.013″ and add 0.060″ to get actual diameter in inches), and the second number is TPI.
ISO Metric Sizing
Metric screw bolt specifications use: M10 × 1.5 × 50
- M10 = 10mm nominal diameter
- × 1.5 = thread pitch in mm (distance between adjacent thread crests)
- × 50 = length in mm
ISO metric coarse is the default (pitch omitted when standard). M10 × 1.5 is coarse; M10 × 1.25 is fine. ISO 261 and ISO 262 define standard metric coarse pitches ranging from 0.35mm (M2) to 6.0mm (M100).
Property classes for metric screw bolts: 4.6, 4.8, 5.8, 6.8, 8.8, 10.9, 12.9. The format X.Y means: UTS = X × 100 MPa; yield = UTS × (Y/10). Grade 10.9 = 1,000 MPa tensile, 900 MPa yield. Grade 12.9 = 1,200 MPa tensile — the highest common structural grade.
Head Markings and Grade Identification
SAE grade markings appear as radial lines on the hex head: Grade 2 = no marking, Grade 5 = three lines, Grade 8 = six lines. Unmarked hex bolts default to Grade 2 (minimum 74,000 psi tensile). Never substitute Grade 2 in a Grade 5 or Grade 8 application — the bolt will yield at 60% of the design load.
For metric screw bolts, the property class is stamped on the head (e.g., “10.9” or “8.8”). Stainless steel bolts use a different marking system: A2-70, A4-80, where A2 = 304 stainless, A4 = 316 stainless, and the number × 10 = minimum tensile in MPa.
Common Screw Bolt Sizes — Thread Count and Load Reference
| Nominal Size | UNC TPI | UNF TPI | Metric Equiv. | Grade 5 Proof Load | Grade 8 Proof Load |
|---|---|---|---|---|---|
| #8 (0.164″) | 32 | 36 | M4 | 720 lbs | 1,000 lbs |
| #10 (0.190″) | 24 | 32 | M5 | 970 lbs | 1,380 lbs |
| 1/4″ | 20 | 28 | M6 | 2,100 lbs | 2,950 lbs |
| 3/8″ | 16 | 24 | M10 | 5,710 lbs | 8,000 lbs |
| 1/2″ | 13 | 20 | M12 | 9,850 lbs | 13,800 lbs |
| 3/4″ | 10 | 16 | M20 | 22,000 lbs | 30,800 lbs |
| 1″ | 8 | 12 | M24 | 37,600 lbs | 52,950 lbs |
Proof loads approximate for SAE Grade 5 and Grade 8; consult ASTM F3125 for structural applications. Metric equivalents are closest nominal diameter — not interchangeable without verifying thread form.
Industry Applications of Screw Bolts
Screw bolts serve construction, automotive, aerospace, electronics, marine, and industrial machinery — each sector demanding different grades, coatings, and thread standards from the same basic screw bolt concept.
Construction and Structural Engineering
Structural screw bolt applications in construction follow ASTM A325 and A490 specifications (now consolidated in ASTM F3125). According to AISC’s connection design guidance, a properly tensioned 3/4″ A325 bolt reaches 28 kips (28,000 lbs) minimum pretension — developed through the Turn-of-Nut method or torque wrench calibrated to an actual tension indicator.
Self-drilling screws (Tek screws, hex washer head) are the workhorses of steel framing — they drill, tap, and fasten in one operation without pre-drilling, cutting installation time by up to 40% in metal stud wall systems. The screw bolt type here is a hybrid: it functions like a screw (threading its own hole) but produces a bolted connection when used with the correct backing material.
Anchor bolt design in concrete depends on base material compressive strength (f’c), edge distance, and embedment depth. J-bolt embedments shorter than 12 diameters can pull out before the bolt yields — engineers always check pullout capacity against bolt yield capacity and design for bolt yield as the ductile failure mode. When in doubt, specify post-installed screw anchors tested to ICC-ES AC193 — they carry approval documentation most inspectors require.
Automotive and Heavy Machinery
Automotive engine assemblies use both metric and unified screw bolt fasteners at extreme precision. Cylinder head bolts in modern designs are torque-to-yield (TTY) — they stretch past yield on installation, providing consistent preload across all cylinders regardless of friction variance. These are single-use; reusing a TTY screw bolt after it’s reached yield produces unpredictable clamp force and can cause head gasket failure.
Wheel fasteners require seat-type matching (conical/tapered, spherical, flat/mag seat). Mismatching seat types causes the lug to loosen under vibration regardless of the torque value applied — the contact geometry is wrong, so preload dissipates within the first few thermal cycles.
In heavy construction equipment, Grade 10.9 and 12.9 socket head cap screws hold hydraulic manifold blocks under pressures of 3,000–5,000 psi. Contaminated threads or wrong lubricant coefficient changes the torque-tension relationship by ±25% — enough to either strip threads or leave the joint undertorqued.
Electronics and Precision Instruments
Electronics manufacturing uses M2 through M4 machine screws almost exclusively, with stainless or black-oxide finish to avoid galvanic corrosion against aluminum chassis. Captive screw systems (integrated washer and retaining ring) allow panel removal without loose hardware in field-service environments.
Thread-insert systems (Helicoil, E-Z Lok) restore full metal thread strength to stripped aluminum holes — a repair that costs 15 minutes versus scrapping a $300 enclosure. The repaired thread actually exceeds the original aluminum thread’s pull-out load because the insert distributes load across more thread surface.
In PCB mounting, shoulder screws with precise standoff lengths prevent over-torque that cracks solder joints or PCB laminate. The target clamp force here is measured in inch-ounces, not foot-pounds.
How to Choose the Right Screw Bolt for Your Application
Select a screw bolt based on load type (shear vs. tensile), base material, environmental exposure, and required torque specification — in that order.
Step 1: Match the Screw Bolt Grade to the Load
Start with the load: is the screw bolt carrying tension (pulling apart along its axis), shear (sliding perpendicular to the axis), or combined loading?
For tension-dominant joints: screw bolt grade drives preload capacity. Grade 5 / 8.8 is adequate for most machinery. Grade 8 / 10.9 for high-cycle fatigue, elevated temperatures, or where joint stiffness is critical. Grade 12.9 for precision aerospace, motorsport, and hydraulic applications.
For shear-dominant joints: the unthreaded shank diameter matters more than grade. A partial-thread bolt in a lap joint has its smooth shank in the shear plane — correct design. A fully threaded screw bolt in the same application puts a thread root (25% area reduction) in the shear plane — incorrect and underrated.
Never mix grades in a bolt pattern. The softest screw bolt in a group carries all the shear until it yields, then the next softest, then the next. Mixed-grade joints fail progressively and without advance warning.
Step 2: Choose the Right Material for the Environment
| Environment | Recommended Screw Bolt Material | Reason |
|---|---|---|
| Indoor, dry | Zinc-plated carbon steel (Grade 5/8) | Cost-effective, adequate indoor corrosion protection |
| Outdoor, general use | Hot-dip galvanized (HDG) carbon steel | Sacrificial zinc coating, 50+ year rural service life |
| Coastal / marine | 316 stainless (A4-70 or A4-80) | Molybdenum resists chloride pitting and crevice corrosion |
| Chemical / process plant | Titanium Gr.2, Hastelloy C276, Alloy 20 | Select by process chemistry; verify with corrosion data |
| High temperature (>500°F) | A193 B7 alloy steel (chrome-moly) or Inconel 718 | Carbon steel loses 50% strength above 700°F |
| Food / pharmaceutical | 316L stainless, passivated per ASTM A967 | Biocompatibility, cleanability, EHEDG compliance |
Galvanic corrosion is the failure mode most engineers overlook when selecting a screw bolt. Pairing aluminum with carbon steel fasteners in a saltwater environment creates a galvanic cell — the aluminum corrodes rapidly while the steel remains intact. Use stainless or apply an anti-seize barrier (Duralac, zinc-rich primer) at the interface.
Hydrogen embrittlement is the other underappreciated risk. Electroplating deposits atomic hydrogen that migrates to grain boundaries in high-strength fasteners — Grade 12.9 and Grade 8 screw bolts are most vulnerable. The fix is baking at 375°F (190°C) within 4 hours of plating. Suppliers who skip this step put a delayed-failure risk in your assembly. Verify that your supplier follows ASTM B633 baking requirements for plated high-strength fasteners.
Step 3: Thread Type and Pitch Selection
Coarse thread is the correct default screw bolt choice: faster to install, tolerates contaminated or slightly damaged threads, and provides more thread engagement in ductile materials like aluminum for a given grip length.
Fine thread is the right choice for: vibration-heavy environments (lower helix angle = higher self-locking tendency), thin-walled sections where coarse threads would strip, and applications requiring precise preload control with minimal torque scatter.
In stainless-to-stainless joints, always apply anti-seize (molybdenum or nickel-based; not copper-based in food-grade applications) and target 60–70% of the published torque value. Austenitic stainless work-hardens under friction — the friction coefficient is higher than the assumed value behind most torque charts, leading to overtorque and galling if you treat it like carbon steel.
Future Trends in Screw Bolt Technology (2026 and Beyond)
Smart bolts with embedded sensors, advanced corrosion-resistant coatings, and lightweight alloys are reshaping the screw bolt industry through 2026 and beyond — procurement decisions made today will either align with or miss these shifts.
Smart Fastener Technology and IoT Load Monitoring
Sensor-enabled screw bolt fasteners — with embedded piezoelectric transducers or ultrasonic measurement — now allow real-time clamp force monitoring in critical infrastructure. Companies including Bolt Science and Skidmore-Wilhelm have commercialized ultrasonic bolt elongation gauges that measure actual tension rather than the proxy of applied torque.
In bridge maintenance and wind turbine tower assemblies, this eliminates the ±30% uncertainty in torque-tension correlation caused by thread friction variability. Real clamp force measurement means fewer maintenance cycles, lower inspection labor cost, and documented joint integrity for liability purposes.
The global fasteners market is projected to exceed $115 billion USD by 2026, according to Mordor Intelligence’s fastener market report, driven by EV manufacturing expansion (lighter-weight, high-vibration structural joints), renewable energy infrastructure (tower bolts, turbine flange stud bolts), and industrial automation.
The EV transition is pushing fastener manufacturers hard on weight reduction. Titanium Grade 5 (Ti-6Al-4V) screw bolt fasteners offer 60% weight savings versus alloy steel at comparable tensile strength, at 4–6× the material cost. That trade-off is now viable in EV battery module structures and structural body joins as volume drives unit cost down.
Advanced Coatings and Sustainable Materials
Hexavalent chromium (Cr6+) coatings are banned under EU RoHS and ELV directives and restricted under EPA regulations in the US. Trivalent chrome (TCP), zinc-nickel (Zn-Ni), and Geomet/Dacromet coatings are the replacements. Zn-Ni outperforms hot-dip galvanized in salt spray testing (1,000+ hours to red rust versus ~500 hours for HDG) and is increasingly specified for automotive underbody screw bolt applications.
Cold-heading technology improvements now produce screw bolt shanks with tighter diameter tolerances (±0.005mm) than a decade ago, enabling high-precision robotic assembly without manual fit-checking. Combined with computer-torque tooling, this reduces joint variation from ±25% to ±5% — critical in battery cell module assembly where 200+ identical joints must achieve near-identical preload.
FAQ — Screw Bolt Questions Answered
What is the difference between a screw and a bolt?
A screw threads directly into base material — wood, plastic, concrete, or tapped metal — with no nut. A bolt passes through a clearance hole and requires a nut to generate clamping force. Practically speaking, bolted joints are easier to disassemble repeatedly without damaging the base material. The key procurement distinction: if you see a tapped hole in the drawing, you need a screw. If you see a clearance hole with a nut, you need a bolt.
What are the 4 types of screw threads?
The four primary thread forms are: (1) V-thread (Unified, ISO Metric) — the standard for all general fasteners; (2) Square thread — maximum power-transmission efficiency, used in machine lead screws and vises; (3) Acme thread — trapezoidal compromise between V and square, used in power-transmission screws and lathe lead screws; (4) Buttress thread — handles high axial load in one direction only, used in artillery breech mechanisms, hydraulic cylinders, and some pipe fittings. For standard screw bolt procurement, V-thread (UNC/UNF/ISO Metric) is almost always the correct form.
What does a screw bolt grade marking mean?
For SAE inch bolts: no head marks = Grade 2 (74,000 psi tensile); three radial lines = Grade 5 (120,000 psi); six radial lines = Grade 8 (150,000 psi). For metric property classes: the format X.Y means ultimate tensile strength = X × 100 MPa, and yield = UTS × (Y/10). Grade 8.8 = 800 MPa UTS / 640 MPa yield. Grade 10.9 = 1,000 MPa UTS / 900 MPa yield. Never assume an unmarked screw bolt is a specific grade — treat it as Grade 2 / 4.6 minimum.
How do I choose the correct screw bolt size?
Start with the design load (tensile or shear, in lbs or kN). Divide by the allowable stress for your chosen grade (proof load / safety factor). That gives you the minimum stress area required — look it up in a thread engagement table to find the nominal diameter. Then verify thread engagement depth: for steel tapped holes, 1× diameter minimum; for aluminum, 1.5× diameter; for cast iron or plastic, 2× diameter. A screw bolt that’s strong enough in tension but underengaged in the tapped hole will strip before it yields.
Can I use metric screw bolts in an SAE hole?
Not interchangeably. An M10 (10.0mm) bolt in a 3/8″ (9.525mm) hole has ~0.475mm clearance — technically fits, but is a loose shear joint. An M8 in a 5/16″ hole is an interference fit that galls on installation. Metric and SAE thread pitches are also different — an M10 × 1.5 screw bolt will cross-thread a 3/8″-16 nut after the first few turns and strip both. Always use a thread gauge to verify before assembly.
What torque should I apply to a screw bolt?
Use the formula T = K × D × F, where T = torque (in-lbs), K = nut factor (0.20 for dry zinc-plated, 0.15 for lightly oiled, 0.11 for waxed/moly-coated), D = nominal diameter (inches), F = desired clamp force (lbs). Standard published torque tables assume a specific K — if you change lubricants, recalculate. For critical joints, use an ultrasonic bolt elongation gauge or a calibrated torque-tension tester rather than relying on torque alone.
What screw bolt is best for concrete?
For new poured concrete: cast-in J-bolts embedded before pour, sized to exceed both pullout load and bolt yield load. For post-installed anchors into cured concrete: screw anchors (threaded into a pre-drilled, hammer-drilled hole) provide immediate load without adhesive cure time and suit jobsite schedules well. Chemical (epoxy) anchors suit high loads and edge distances too short for mechanical anchors, but require cure time (4–24 hours at 70°F) and temperature-controlled installation. Always verify that the anchor system carries an ICC-ES code report for the load type and base material in your application.

Conclusion
The screw bolt landscape is wider and more technically nuanced than any one catalog can convey. From the fundamental distinction between thread-into-material versus clamp-with-nut mechanics, through the full matrix of grades, thread standards, coatings, and application-specific selection logic, choosing the right screw bolt is a discipline — not a lookup.
For most B2B procurement teams: start with load type and base material, then match grade and coating to the operating environment. When in doubt on grade, go one step higher. When in doubt on size, go one size up. Oversized screw bolt fasteners are cheaper than field failures. If your application involves high vibration, thermal cycling, or structural loads, invest in a proper torque-tension analysis before the install spec is locked — the 20-minute engineering conversation costs far less than the downtime, warranty claims, or liability from a joint that fails in service.
Browse our full production screws range — hex bolts, machine screws, self-tapping fasteners, lag bolts, anchor systems, and specialty stud bolts — sourced and verified to match the grade, thread, and coating your application requires.
Related Products
Solutions & Cluster
Related Articles
- Bolt vs Screw: The Complete Difference Guide for Engineers and DIYers (2026)
- M2 Screw Dimensions: Complete Size Chart, Head Types & Specs
- Plastic Spacers: Complete Guide to Types, Materials & Selection
- Screw Definition: What It Is, How It Works, and Why It Matters More Than You Think
- One Way Screws: The Complete Guide to Tamper-Resistant Security Fasteners
- Essential Screws: Choosing the Right Fasteners for Your Projects
- Sex Bolts: Complete Guide to Barrel Fasteners, Sizes & Installation
- Bolt and Screw: The Complete Guide to Industrial Fasteners (2026)




