Анодирование образует твердий слой алюминиевого оксида электролитическим способом на металлических поверхностях, обеспечивая превосходную коррозионную стойкость, твердость и стойкость цвета для винтов и крепежных элементов.
Вы выбираете крепежные изделия для проекта архитектурного облицовочного материала, морской палубной фурнитуры или точной аэрокосмической сборки — и в техническом описании указано «анодированный алюминий». Проблема в том, что «анодированный» охватывает три различных типа процесса, десятки комбинаций сплавов и толщин, а также значительно разные показатели эффективности. Выбрав неправильный тип, ваши анодированные винты могут заедать в эксплуатации, потерять цвет за один сезон или не пройти 1000 часов испытания на коррозию в соляном тумане при первом осмотре.
Это руководство раскрывает все уровни процесса анодирования, показывает, как точно указывать анодированные крепежи для вашей задачи, и объясняет, когда анодированное оборудование действительно превосходит нержавеющую сталь — и когда нет.

Что такое анодирование?
Анодирование — это электрохимическая обработка поверхности, которая превращает внешний слой металлической детали — почти всегда алюминия — в плотный, пористый слой алюминиевого оксида (Al₂O₃). В отличие от краски или гальваники, которые наносят инородный материал на поверхность, анодированный слой растет из и в основной металл. Эта интегрированная структура и объясняет, почему анодированные покрытия не отслаиваются, не трескаются и не подрываются так же, как нанесенные покрытия.
Первоначально процесс был коммерциализирован в 1920-х годах для защиты от коррозии деталей алюминиевых гидросамолетов. Сегодня анодирование применяется в аэрокосмической, архитектурной, потребительской электронике и промышленном крепежном рынке — везде, где легкие алюминиевые детали требуют поверхности, более твердой и долговечной, чем сам металл.
Процесс электролитической пассивации
В стандартной ванне для анодирования типа II с серной кислотой алюминиевую деталь подключают как анод (положительный электрод) — отсюда и название — и погружают в электролит серной кислоты при температуре 18–22 °C. Когда через цепь протекает ток, кислородные ионы, высвобождаемые на аноде, реагируют с атомами алюминия на поверхности, образуя слой оксида. Процесс самограничивается только при очень низком напряжении; при стандартных условиях эксплуатации пористый оксид продолжает расти на протяжении всего цикла.
Полученный слой имеет две зоны:
– Барьерный слой — тонкий, плотный, непористый базовый слой, непосредственно прилегающий к алюминию
– Пористый слой — колонновидная структура оксида, простирающаяся наружу, с порами диаметром примерно 25–30 нм
Эти поры позволяют анодированным деталям принимать краску перед запечатыванием, и именно поэтому этап запечатывания (горячая деионизированная вода или никелевый ацетат) критически важен для долгосрочной защиты от коррозии. Незапечатанный анодированный алюминий корродирует значительно быстрее, чем правильно запечатанные детали. Согласно подробному описанию химии анодирования на Википедии, слой оксида обладает диэлектрическими пробивными напряжениями 400–800 В/мкм — что важно при использовании анодированных винтов в электронных сборках, требующих электрической изоляции.
Чем отличается анодирование от гальваники и покраски
Три наиболее распространённых метода обработки поверхности винтов — анодирование, электроосаждение и покраска — ведут себя очень по-разному в эксплуатации.
Электроосаждение осаждает металл осаждает металлический слой (цинк, никель, хром, кадмий) на подложку путём восстановления. Нанесённый слой находится сверху, обладает своими характеристиками сцепления и может поддаваться подрезанию в царапинах или на кромках резьбы. Для винтов особенно уязвимы резьбовые участки, поскольку толщина покрытия варьируется в зависимости от сложной геометрии.
Покраска и порошковое покрытие создаёт полимерную плёнку. Отлично подходит для цветового оформления и UV-защиты, но плёнка может откалываться у корней резьбы при затяжке, а кромки на обработанных механической обработкой винтах редко полностью покрыты.
Анодирование интегрируется с самим алюминием. Отсутствуют отказы сцепления, коррозия под слоем и — что важно для крепежных элементов — оксид растёт как внутрь (примерно 50% от общей толщины), так и наружу, что ограничивает изменение размеров на резьбовых деталях.
| Обработка поверхности | Механизм сцепления | Типичная толщина | Коррозионная стойкость | Механизм воздействия на резьбу |
|---|---|---|---|---|
| Анодирование типа II | Интегрированный оксид | 8–25 мкм | 336–1 000 часов соляному туману | Минимально (<5 мкм наружного роста) |
| Электроосаждение цинка | Механическая/химическая связь | 5–12 мкм | 96–200 часов соляного тумана | Умеренно (может влиять на посадку) |
| Гладкое порошковое покрытие | Механическая адгезия | 60–120 мкм | 500–1 000 часов коррозийного воздействия соляного тумана | Значительный (заполняет нити) |
| Гальваника кадмия | Химическая связь | 8–13 мкм | Более 1000 часов коррозийного теста в соляном тумане | Умеренный (ограничение RoHS) |
| Краска (жидкая) | Механическая адгезия | 25–75 мкм | 200–500 часов коррозийного теста в соляном тумане | Заполняет резьбы (не подходит для точных работ) |
Виды анодирования для винтов и крепежных элементов
Не все анодированные покрытия одинаковы. MIL-A-8625 (военная спецификация, на которую ссылаются большинство промышленных покупателей, даже за пределами обороны) определяет три основных типа анодирования, каждый из которых подходит для различных требований к характеристикам. Когда поставщик указывает «анодированный», необходимо знать, какой тип имеется в виду.
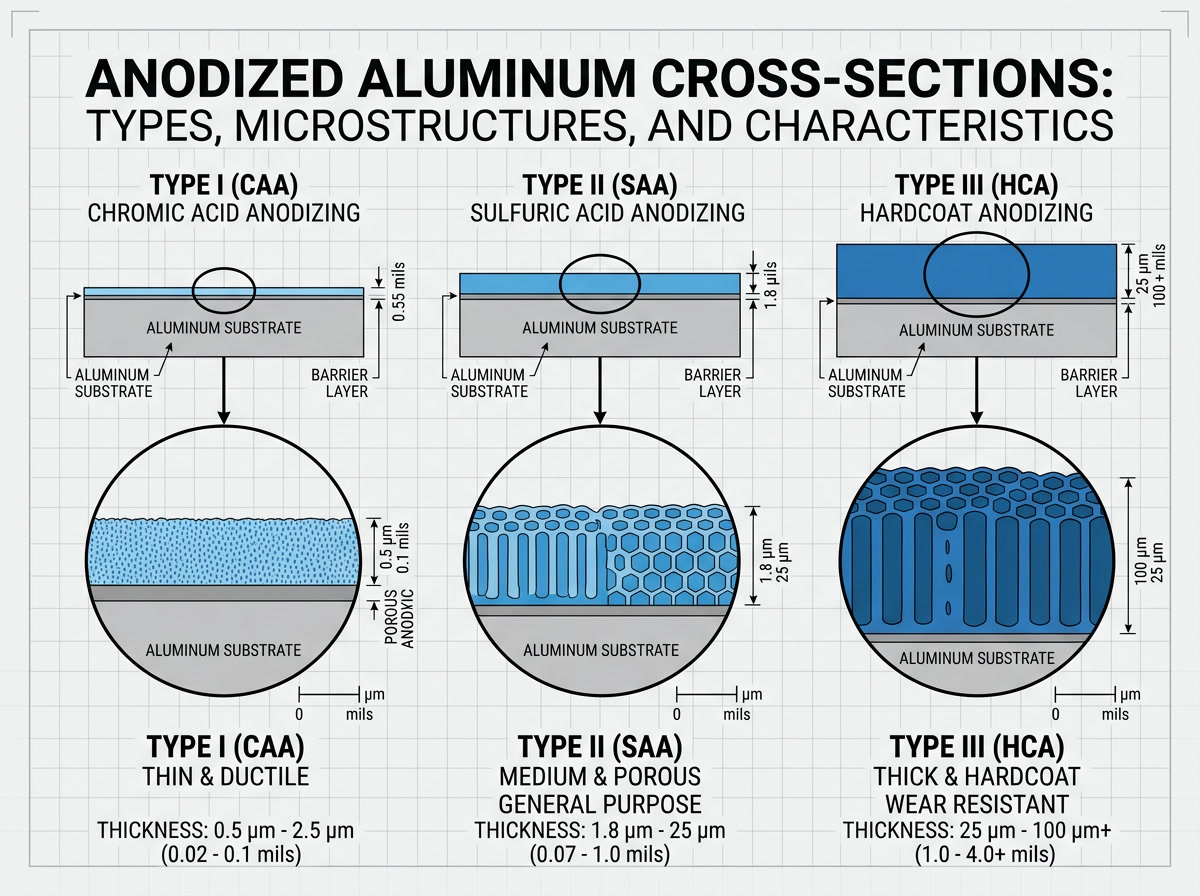
Тип I — Хромирование с анодированием кислотой хромовой
Тип I использует хромовую кислоту (CrO₃) вместо серной кислоты. Полученный оксидный слой тоньше — обычно 0,5–7,5 мкм — но процесс более мягкий и вызывает незначительные изменения размеров. Это делает Тип I предпочтительным выбором для крепежные изделия для аэрокосмической промышленности с высокой точностью где резьба и геометрия детали должны сохраняться с точностью до одних микрометров.
Тип I анодированные покрытия имеют серо-непрозрачный цвет и плохо воспринимают красители, поэтому редко используются для косметических целей. Их основное назначение — в качестве основы для грунтовки в сборке авиационной техники. Однако европейские экологические нормы постепенно ограничивают процессы с использованием шестивалентного хрома, что способствует переходу отрасли к типу IC (замена хромовой кислоты с использованием борной/серной кислоты) для новых стандартов.
Когда указывать Тип I: прецизионные аэрокосмические крепежные изделия, детали, требующие пост-анодизационного клеевого соединения, компоненты, для которых важны даже изменения размеров в 2–3 мкм.
Тип II — серная кислотная анодировка (Стандарт)
Тип II — рабочая лошадка анодной промышленности — процесс, лежащий в основе большинства анодированных алюминиевых винтов, архитектурных профилей и корпусов потребительской электроники на рынке. Стандартный цикл Типа II дает слой оксида толщиной 8–25 мкм, примерно поровну разделенный между внутренним ростом (вглубь алюминия) и внешним ростом.
Анодированные детали типа II могут быть окрашены практически в любой цвет перед запечатыванием. Пористая колонновидная структура поглощает органические красители, неорганические пигменты или металлы, осажденные электролитически (бронза, черный) с отличной однородностью. После запечатывания стойкость цвета под УФ-излучением значительно варьируется в зависимости от типа красителя: неорганические пигменты (интегральный цвет через электролитическую окраску) превосходят органические красители для наружных применений в 4–10 раз по ускоренным тестам погодных условий.
Когда указывать Тип II: архитектурные крепежи, оборудование для потребительской электроники, декоративные анодированные винты, общее промышленных примененийморские фитинги надводной части
Тип III — твердая анодировка (Hardcoat)
Твердая анодировка проводится при более низких температурах (0–5 °C) и более высокой плотности тока, чем Тип II, образуя слои оксида толщиной 25–100 мкм с твердостью по Виккерсу 400–600 HV — сопоставимой с инструментальной сталью. Для сравнения, алюминиевый субстрат 6061-T6 имеет твердость примерно 95 HV. Анодированный слой значительно тверже металла под ним.
Компромисс: твердая анодировка более пористая, чем Тип II до запечатывания, а экстремальная толщина требует более точных допусков на резьбу перед анодированием. На практике для винтов с анодировкой типа III резьба часто обрабатывается с запасом перед анодированием, чтобы после обработки размеры соответствовали допускам.
Поверхности с твердым анодированием темно-серого до черного цвета (толстый слой оксида поглощает больше света). Их можно окрашивать в черный цвет, но редко они принимают яркие цвета. В процессе можно совместно осаждать PTFE в поры для создания самосмазывающегося твердого покрытия — популярного для анодированных крепежных изделий в сборках из алюминия, склонных к заеданию.
Когда указывать Тип III: износные поверхности, скользящие компоненты, цилиндры гидравлических цилиндров — и любые винты с анодировкой, которые будут многократно вставляться и выниматься из алюминиевых резьбовых отверстий.
| Собственность | Тип I (Хромированный) | Тип II (Серная кислота) | Тип III (Твердый слой) |
|---|---|---|---|
| Толщина оксида | 0,5–7,5 мкм | 8–25 мкм | 25–100 мкм |
| Твердость (HV) | ~200 | 200–300 | 400–600 |
| Обрызг соли (герметичный) | 336 часов | 500–1 000 часов | Более 1 000 часов |
| Варианты цвета | Только серый | Полный диапазон цветов | Темно-серый/черный |
| Изменение размеров | Незначительный | Низкое (<12 мкм наружу) | Значительное (до 50 мкм наружу) |
| Основные стандарты | MIL-A-8625 Тип I | MIL-A-8625 Тип II | MIL-A-8625 Тип III |
| Типичный индекс стоимости | 1,3× | 1,0× (базовый) | 2.5–3.5× |
| Экологические ограничения | Шестивалентный Cr (ограничен в ЕС) | Нет | Нет |
Промышленные применения анодированных крепежных изделий
Авиация и оборона
Авиация — это область, где требования к анодированию наиболее строгие, и где различие между Типом I и Типом III имеет наибольшее значение. Конструкции самолетов используют анодированные алюминиевые крепежи — болты, винты, вставки для заклепок — потому что алюминий в 65% легче стали при одинаковой прочности на растяжение, а анодированный слой обеспечивает защиту от коррозии без добавления металлов, которые могут вызвать гальваническую коррозию в соединениях из углеродного волокна.
Требования к MIL-A-8625 по типу и классу обычно указываются у основных поставщиков Boeing и Airbus, с вариантами Класс 1 (без окраски) и Класс 2 (окрашенные). Твердо анодированные (Тип III) винты указываются там, где ожидается многократная установка — панели доступа, крышки отсеков электроники — потому что твердый слой сопротивляется заеданию против алюминиевой конструкции без необходимости использования антикоррозийных смазок, которые могут загрязнить поверхности композитов.
Требования к солевому туману в авиации обычно превышают 1000 часов по ASTM B117. Правильно запечатанные анодированные алюминиевые винты Типа II и Типа III соответствуют этому порогу; неправильно запечатанные детали выходят из строя за 200–300 часов.
Морское и уличное оборудование
Анодированные винты широко используются в морских условиях по двум причинам: естественная гальваническая совместимость алюминия с стеклопластиком и корпусами из GFRP, а также стойкость запечатанного анодированного слоя к соленой атмосфере. Над водой и в зонах брызг, анодированный алюминий Типа II превосходит цинкованные стальные изделия в тесте ASTM B117 в 5 раз и не жертвует структурной целостностью, как это делают покрытые цинком крепежи.
Одно важное замечание: в погружных или тяжелых зонах брызг, нержавеющая сталь 316 все еще является лучшим выбором. Анодированный оксидный слой, даже если он поврежден локально, не обеспечивает жертвенной катодной защиты так, как цинковое покрытие. Поцарапанный анодированный винт будет корродировать в месте царапины; поцарапанный цинкованный винт все еще имеет некоторую защиту от окружающего цинка.
Для морского настильного оборудования — оснований для лебедок, креплений для клиньев, креплений солнечных панелей — анодированные винты из алюминия 6061-T6 с покрытием Типа II и запечатанным классом 2 (прозрачным) покрытием представляют собой хорошее соотношение цена-качество: легкие, стойкие к коррозии и эстетически совместимые с анодированным алюминиевым настильным оборудованием.
Архитектурная и потребительская электроника
Архитектурный сектор потребляет больше анодированного алюминия, чем любая другая отрасль — профили для фасадов, оконные рамы, облицовочные панели — и винты и самонарезающие крепежи, используемые для сборки этих систем, часто анодируются для совпадения. Цветовая согласованность между панелью и крепежом — настоящая задача: цвет анодирования зависит от состава сплава, толщины оксида, партии красителя и метода запечатывания. Заказ анодированных винтов у одного и того же анодировщика с использованием одних и тех же параметров, что и у панельных профилей, — единственный надежный способ добиться эстетического совпадения.
В потребительской электронике — ноутбуках, планшетах, аудиооборудовании — анодированные алюминиевые винты встречаются там, где дизайнер хочет видимый крепеж, совпадающий по цвету с анодированным корпусом. Например, Apple использует прецизионно обработанные анодированные алюминиевые винты в корпусе MacBook Pro, которые совпадают по цвету с Space Grey или Silver с точностью до ΔE < 1.5 единиц цветового различия.
Как выбрать правильный анодированный винт
Выбор сплава и анодируемость
Не все алюминиевые сплавы анодируются одинаково хорошо. Сплав серии 6000 (6061, 6063, 6082) — наиболее широко анодируемый: отличная коррозионная стойкость после обработки, хорошая цветовая согласованность и относительно прощающие окна процесса. 6061-T6 — рабочая лошадка для структурных анодированных крепежных изделий.
В серия 7000 (7075, 7050) обладает более высокой прочностью на растяжение — 7075-T6 достигает 570 МПа против 310 МПа у 6061-T6 — но менее равномерно анодируется из-за добавления цинка и меди. Твёрдая анодировка 7075 возможна, но образует более тонкий и менее однородный слой и требует более точного контроля процесса. Для высокопрочных анодированных винтов 7075 — правильный выбор, если важна прочность; допускается меньшая эстетика и меньшая стойкость к коррозии.
В серия 2000 (2024) содержит много меди, что активно мешает анодированию — богатые медью осадки создают зоны предпочтительного атаки в оксидном слое. Хромирование в кислоте типа I специально используется для 2024 в аэрокосмической промышленности, так как оно более мягкое и лучше справляется с неоднородностями. Не рекомендуется указывать анодирование типа II или III для винтов серии 2000 в критичных к коррозии приложениях.
Варианты цвета и окрашивание
Стандартные анодированные цвета, доступные у большинства производителей анодировки:
- Прозрачный (натуральный) — показывает натуральный алюминий через прозрачный оксид; легкий серо-голубой оттенок у 6061
- Черный — самый популярный, достигается электролитическим окрашиванием с использованием олова или никелевых солей, или органическим черным красителем; электролитический черный обладает лучшей устойчивостью к ультрафиолету
- Бронза/золото/шампанское — электролитические цвета с использованием олова/кобальта; очень устойчивы к УФ-излучению для архитектурных целей
- Красный, синий, зеленый, фиолетовый — органические красители; отличная первоначальная эстетика, но быстрее выцветают под УФ-лучами; подходят для внутренних или электронных применений
- Твердая анодировка натуральная — темно-серый до графитового; обычно не требует окрашивания
Для наружных или УФ-экспонированных применений указывайте электролитическое окрашивание (также называемое интегральным цветом или двухступенчатым анодированием) вместо органического красителя. Глубина цвета находится внутри оксидного слоя, а не на стенках пор, и просто не выцветает с той же скоростью.
Особенности резьбы после анодировки
Это проблема, которую большинство инженеров упускают до тех пор, пока впервые не столкнутся с проблемой посадки. Анодирование добавляет материал к детали — как наружный рост (отдаление от субстрата), так и внутренний рост (поглощение субстрата). Для стандартной обработки типа II:
- М5 × 0.8 внешняя резьба: ожидается примерно ~8–12 мкм общего диаметрического изменения (по 4–6 мкм с каждой стороны)
- Это соответствует примерно 0,01–0,015 мм уменьшению посадки резьбы
- На резьбе класса допусков 6H/6g это занимает значительную часть доступного диапазона допусков
Практический подход к анодированным резьбам:
1. Для крепежных элементов с зазорной посадкой (большинство применений с проходным болтом) стандартный допуск допустим после анодирования.
2. Для прецизионных или интерференционных резьб, обработайте резьбу на один класс ISO шире перед анодированием или укажите более тонкий слой анодировки (цель 8–10 мкм против стандартных 15–20 мкм).
3. Для Тип III твердый покрытие на резьбовых крепежных деталяхвсегда рассчитывайте диаметр резьбы перед анодированием с учетом измеренного прироста анодировщиком для вашего сплава/партии.
| Применение | Рекомендуемый сплав | Тип анодирования | Цвет | Допуск резьбы до анодирования |
|---|---|---|---|---|
| Аэрокосмическая конструкция | 7075-T6 | Тип I или III | Прозрачный/натуральный | Обработка по чертежу + 0.010 мм |
| Морская надводная часть | 6061-T6 | Тип II класс 1 | Прозрачный или черный | Стандарт 6г |
| Архитектурное облицовочное покрытие | 6063-T6 | Тип II Класс 2 | Соответствие спецификации экструдирования | Стандарт 6г |
| Электроника / косметика | 6061-T6 | Тип II Класс 2 | Цвет бренда (органический краситель) | Стандарт 6г |
| Износ / склонность к заеданию | 6061-T6 | Тип III + PTFE | Черный | Машинная обработка +0.025 мм с каждой стороны |

Каковы недостатки анодированного алюминия?
Вопрос «Люди также спрашивают», доминирующий в поисковой выдаче по запросу «анодированный», именно этот — и он заслуживает прямого ответа, а не уклонения в положительные стороны.
Ограничение прочности по сравнению со сталью. Саморезы из анодированного алюминия наивысшей прочности (7075-T6) достигают растягивающей прочности 570 МПа. болты из стали 8.8 достигнуть 800 МПа; класс 12.9 достигает 1200 МПа. В конструкционных применениях, где важна прочность на сдвиг или удержание предварительной нагрузки при вибрации, побеждает сталь. Анодированные алюминиевые винты не являются заменой конструкционной стальной фурнитуре.
Чувствительность к царапинам и локальная коррозия. Анодированный слой по твердости похож на керамику, но хрупкий — острый удар или след инструмента могут локально треснуть или отколоть его. В отличие от цинкового покрытия, которое обеспечивает жертвенную защиту соседней поверхности, поврежденное анодированное покрытие оставляет открытым алюминий. В условиях соляного тумана одна царапина до голого металла вызывает локальную коррозию. Для самых требовательных условий указывайте Тип III (жесткое покрытие) или добавляйте дополнительную обработку хроматным преобразованием (Alodine/Iridite) под анодированием. Согласно обсуждению в сообществе Reddit’s r/explainlikeimfive, многие пользователи обнаруживают это ограничение только после эксплуатации в суровых внешних условиях.
Ограниченная возможность повторной обработки. После анодирования алюминий нельзя просто повторно анодировать без предварительного снятия существующего оксида (обработка гидроксидом натрия). Если винт перерабатывается, снимается заусенцы или обрабатывается поверхность после анодирования, обработанная область теряет свою защиту и будет визуально выделяться как яркая, неанодированная зона.
Не подходит для всех сплавов. Как указано выше, сплавы серии 2000 и некоторые сплавы серии 7000 плохо анодируются. Литые алюминиевые сплавы (A380, A356) — обычно используемые для литых головок винтов, а не самих винтов — анодируются с плохой однородностью из-за кремнийсодержащей микроструктуры.
Риск гальванической коррозии при использовании разнородных металлов. Анодированный алюминий имеет такой же гальванический потенциал, как и необработанный алюминий в контексте пар с углеродистой сталью, медью или нержавеющей сталью. Оксидный слой является электрически изолирующим, что способствует — но на срезанных резьбовых поверхностях или изношенных участках, где оксид отсутствует, гальваническая коррозия протекает нормально. В сборках из различных металлов изолируйте анодированные алюминиевые винты от меди или стали с помощью PTFE-стаканов или нейлоновых втулок.
Будущие тенденции в технологии анодирования (2026+)
Тартаро-серная кислота (ТСК) анодирование
Регламент REACH Европейского союза постепенно ограничил использование соединений шестивалентного хрома, что поставило процесс анодирования хромистой кислотой типа I на регуляторный отсчет в России. Замена для аэрокосмической промышленности — анодирование тартарно-серной кислотой (TSA), зафиксированное в стандарте AIRBUS AIPS 03-01-002 — обеспечивает образование более тонкого оксида (3–6 мкм) с меньшей пористостью по сравнению с типом II, что делает его хорошо подходящим для конструкций из аэрокосмических материалов, склеенных клеями. Детали, анодированные TSA, показывают сопоставимую адгезионную способность с деталями, анодированными хромистой кислотой, в тестах на отслаивание, без образования отходов шестивалентного хрома. Ожидается, что TSA станет стандартом для обработки крепежных элементов в аэрокосмической промышленности в российских цепочках поставок к 2027–2028 годам.
Плазменное электрохимическое окисление (PEO)
Плазменное электролитическое окисление — также называемое микро-дуговым окислением (MAO) — работает при напряжениях 200–600 В, значительно превышающих порог пробоя диэлектрика стандартного анодирования. В результате микропроблески на поверхности оксида создают керамический многослойный слой (оксид алюминия, муолиты, спинельные фазы) с твердостью свыше 1500 HV и отличной адгезией. ПEO-слои имеют толщину 20–100 мкм, остаются размерно стабильными и пригодны для сплавов, с которыми традиционное анодирование работает плохо (серии 2000 и 7000, некоторые литейные сплавы). Текущая внедрение ограничена более высокими затратами на обработку и энергопотреблением, но по мере роста спроса на более легкие и твердые крепежные изделия в оборонной промышленности и электромобилях, PEO имеет потенциал для значительного роста. Крепежи из титана и магния с анодированием PEO уже проходят испытания на соответствие требованиям аэрокосмической отрасли. Глобальный рынок поверхностной обработки — в настоящее время оцениваемый более чем в 10 миллиардов долларов США по данным отраслевых исследований — прогнозируется включить PEO в качестве премиального варианта для высокопроизводительных крепежных изделий к концу десятилетия.
ЧАВО
Какие недостатки анодированного алюминия?
Меньшая прочность, чем у стали, чувствительность к царапинам, отсутствие защитной коррозионной защиты с жертвенной анодной защитой, ограниченная совместимость с сплавами и ограниченная возможность повторной обработки. Трудно перепрошлифовать без повреждений. Лучше всего подходит для применений, где важны вес, эстетика и умеренная коррозионная стойкость, а не максимальная несущая способность.
В чем разница между анодированным и анодированным?
Нет — чисто орфографическая разница. «Анодированный» — британский английский (используется в Великобритании, Австралии и большинстве стран Содружества); «анодированный» — американский английский. Процесс, спецификации (MIL-A-8625, ISO 7599) и свойства материала идентичны.
Сколько длится анодирование?
Правильное герметичное анодирование типа II на алюминии 6061 обычно длится 20–30 лет в условиях мягкой атмосферной эксплуатации. Анодирование архитектурных алюминиевых фасадных систем обычно гарантируется на 20 лет крупными анодировщиками. В морских зонах брызг или климатах с интенсивным ультрафиолетовым излучением срок службы сокращается до 8–15 лет в зависимости от толщины оксида и качества запечатывания.
Можно ли использовать анодированные винты в соленой воде?
Да, над линией воды и в зонах брызг — анодированный тип II из 6061 хорошо работает и широко используется в морском оборудовании. В submerged или прибрежных зонах применение более ограничено: ожидайте ускоренной коррозии при повреждении покрытия, и рассмотрите использование 316. нержавеющая сталь как более безопасный долгосрочный выбор для постоянно влажных крепежных элементов.
Какие алюминиевые сплавы можно анодировать?
Серия 6000 (6061, 6063) лучше всего анодируется — равномерно, стабильно, хорошая окраска. Серия 7000 (7075) анодируется с большим контролем процесса. Серия 2000 (2024) требует процесса с использованием хромовой кислоты типа I для приемлемых результатов. Литые сплавы с высоким содержанием кремния (A380) плохо анодируются и должны избегаться для анодирования.
В: Можно ли повторно анодировать винт?
Да, но существующий оксид должен быть химически удален сначала (обработка гидроксидом натрия), что также удаляет тонкий слой базового алюминия. Для крепежных элементов с точными допусками каждый цикл снятия и повторной анодировки расходует материал. Большинство прецизионных винтов могут выдержать один, иногда два, цикла снятия и повторной анодировки, прежде чем будут нарушены размеры по допускам.
В: Безопасен ли анодированный алюминий для пищевых продуктов?
Да. Образующийся слой алюминиевой оксидов химически инертен и нетоксичен. Тип II анодированный алюминий используется для посуды, оборудования для обработки пищевых продуктов и систем для обработки напитков. Он не реагирует с большинством продуктов при нормальных температурах обработки. Избегайте контакта кислых продуктов (уксус, цитрусовые) с незапечатанными или изношенными анодированными поверхностями — пористый незапечатанный оксид может впитывать ароматы.
В: Какова толщина анодированного слоя на винтах?
Зависит от типа процесса. Тип I: 0,5–7,5 мкм. Стандартный тип II: 8–25 мкм (самый распространенный для производственных винтов). Твердый слой типа III: 25–100 мкм. Правило внутреннего / внешнего роста 50% / 50% применяется к типу II; поэтому общая толщина 20 мкм примерно добавляет 10 мкм к внешнему размеру (по 5 мкм с каждой стороны при диаметрных изменениях на круглых деталях).

Заключение
Анодированные крепежи не являются стандартом — слово «анодированный» в технической документации может означать 2 мкм хромированной кислоты на прецизионном аэрокосмическом болте или 75 мкм твердого слоя на износостойком соединительном штифте. Правильный выбор типа, сплава, метода окраски и герметизации определяет, прослужат ли ваши анодированные винты десятки лет или выйдут из строя в первый же цикл эксплуатации.
Практический вывод: явно указывайте тип анодирования (Тип I, II или III по MIL-A-8625 или ISO 7599), определяйте целевую толщину оксида, требуйте герметичное покрытие и консультируйтесь с анодировщиком по допускам на резьбу перед анодированием для приложений с точным соединением. Для использования на улице или в морской среде, электролитический цвет органический краситель побеждает каждый раз, и минимальный оксид толщиной 25 мкм стоит дополнительной стоимости на грани рентабельности.
Для любой спецификации производственного винта — стандартное или индивидуальное анодированное покрытие — свяжитесь с нашей командой для обсуждения материалов, процессов и объемов.
Связанные товары
Решения и кластер
- Все блоги
- Индивидуальные решения по крепежу
- Учебные материалы по винтам и фланцам — просмотреть все статьи
Связанные статьи
- Нержавеющие болты: полный гид по типам, классам и промышленным применением
- Срезные болты: типы безопасности, материалы и руководство по покупке для постоянного крепления
- Винты и болты: Полное руководство по типам, различиям, классам и выбору подходящего крепежа
- Гайка Nyloc: Типы, размеры, стандарты и руководство по покупке (2026)
- Самонарезающие винты: Полное руководство по типам, применению и выбору
- Полное руководство по стопорным гайкам: типы, принцип работы и выбор подходящей
- Пластиковые винты: Полное руководство по типам, материалам и применению
- Винты для номерных знаков противоугонные: полный гид для покупателя (2026)




