Anodising tạo ra một lớp oxit nhôm cứng rắn trên bề mặt kim loại bằng phương pháp điện hóa, mang lại khả năng chống ăn mòn vượt trội, độ cứng và độ bền màu cho vít và ốc vít.
Bạn đang chỉ định các loại ốc vít cho một dự án ốp kiến trúc, một phụ kiện sàn tàu biển hoặc một bộ lắp ráp hàng không chính xác — và bảng dữ liệu nói rằng “nhôm anodised.” Vấn đề là, “anodised” bao gồm ba loại quy trình khác nhau, hàng chục tổ hợp hợp kim và độ dày, cùng với các kết quả hiệu suất hoàn toàn khác nhau. Chọn sai loại và vít anodised của bạn có thể bị kẹt trong quá trình sử dụng, mất màu sau một mùa, hoặc không đạt yêu cầu phun muối 1.000 giờ trong lần kiểm tra đầu tiên.
Hướng dẫn này phân tích từng lớp của quy trình anodising, cho bạn biết chính xác cách chỉ định các loại ốc vít anodised phù hợp cho ứng dụng của bạn, và giải thích khi nào phần cứng anodised thực sự vượt trội hơn thép không gỉ — và khi nào thì không.

Anodising là gì?
Anodising là một phương pháp xử lý bề mặt bằng điện hóa, biến đổi lớp ngoài của một bộ phận kim loại — hầu như luôn luôn là nhôm — thành một lớp oxit nhôm đặc, xốp (Al₂O₃). Khác với sơn hoặc mạ, vốn thêm một vật liệu ngoại lai lên trên nền kim loại, lớp anodised phát triển từ và vào bản chất kim loại nền. Cấu trúc tích hợp này là lý do tại sao lớp hoàn thiện anodised không bong tróc, nứt hoặc bị mòn như các lớp phủ được áp dụng.
Quy trình này lần đầu tiên được thương mại hóa vào những năm 1920 để bảo vệ chống ăn mòn các bộ phận của máy bay thủy phi cơ làm bằng nhôm. Ngày nay, anodising được chỉ định trong các lĩnh vực hàng không vũ trụ, kiến trúc, điện tử tiêu dùng và thị trường ốc vít công nghiệp — bất cứ nơi nào các bộ phận nhôm nhẹ cần một bề mặt cứng hơn và bền hơn so với kim loại nền.
Quy trình Phủ Nhiệt Điện Ly
Trong một bồn anodising axit sunfuric loại II tiêu chuẩn, bộ phận nhôm được kết nối là anode (điện cực dương) — do đó tên gọi — và ngâm trong dung dịch điện ly axit sunfuric 15–20% ở nhiệt độ 18–22 °C. Khi dòng điện chạy qua, các ion oxy được giải phóng tại cực anode phản ứng với các nguyên tử nhôm trên bề mặt để xây dựng lớp oxit. Quy trình này tự giới hạn chỉ ở điện áp rất thấp; ở điều kiện vận hành tiêu chuẩn, lớp oxit xốp tiếp tục phát triển trong suốt chu trình.
Lớp mà nó tạo thành có hai vùng:
– Lớp chắn — một vùng nền mỏng, đặc, không xốp nằm ngay cạnh nhôm
– Lớp xốp — cấu trúc oxit dạng cột mở rộng ra ngoài, với các lỗ có đường kính khoảng 25–30 nm
Các lỗ này cho phép các bộ phận anodised nhận thuốc nhuộm trước khi bị niêm phong, và lý do tại sao bước niêm phong (nước nóng tinh khiết hoặc acetate niken) lại quan trọng đối với việc bảo vệ chống ăn mòn lâu dài. Nhôm anodised chưa niêm phong bị ăn mòn nhanh hơn nhiều so với các bộ phận đã được niêm phong đúng cách. Theo bài viết chi tiết của Wikipedia về hóa học anodizing, lớp oxit có điện áp phá vỡ điện môi từ 400–800 V/µm — điều này liên quan khi vít anodised được sử dụng trong các bộ lắp ráp điện tử yêu cầu cách điện điện.
Sự khác biệt giữa Anodising và Mạ và Sơn
Ba phương pháp xử lý bề mặt phổ biến nhất cho vít — anodising, mạ điện, và sơn — hoạt động rất khác nhau trong dịch vụ.
Mạ điện đặt một kim loại kết tủa một lớp kim loại (kẽm, niken, crôm, cadmium) lên bề mặt nền qua quá trình khử. Lớp mạ nằm trên cùng, có đặc tính bám dính riêng, và có thể bị ăn mòn tại các vết xước hoặc cạnh cắt. Đối với vít, các vùng ren đặc biệt dễ bị tổn thương vì độ dày mạ thay đổi theo hình dạng phức tạp.
Sơn và phủ bột thêm một lớp màng polymer. Rất tốt cho màu sắc và khả năng chống tia UV, nhưng lớp màng có thể bị bong tróc tại gốc ren dưới lực siết khi lắp đặt, và các cạnh cắt trên vít gia công ít khi được phủ đầy đủ.
Anodising liên kết với chính nhôm. Không xảy ra sự cố bám dính, không bị ăn mòn dưới lớp, và — đặc biệt đối với các bộ phận bắt vít — lớp oxit phát triển vào trong (khoảng 50% tổng độ dày) cũng như ra ngoài, giúp hạn chế sự biến dạng kích thước của các thành phần ren.
| Xử lý bề mặt | Cơ chế bám dính | Độ dày điển hình | Khả năng chống ăn mòn | Ảnh hưởng của ren |
|---|---|---|---|---|
| Anodising Loại II | Oxide tích hợp | 8–25 µm | 336–1.000 giờ phun muối | Ít ảnh hưởng (<5 µm phát triển ra ngoài) |
| Mạ kẽm điện | Liên kết cơ học/hoá học | 5–12 µm | 96–200 giờ phun muối | Vừa phải (có thể ảnh hưởng đến độ khít) |
| Phủ Bột Trong Suốt | Dính Chặt Cơ Khí | 60–120 µm | 500–1.000 giờ phun muối | Đáng kể (lấp đầy ren) |
| Mạ Kẽm Chì | Liên kết Hóa Học | 8–13 µm | Hơn 1.000 giờ phun muối | Vừa phải (hạn chế RoHS) |
| Sơn (dạng lỏng) | Dính Chặt Cơ Khí | 25–75 µm | 200–500 giờ phun muối | Lấp đầy ren (không phù hợp cho độ chính xác cao) |
Các loại Anodising cho ốc vít và bu lông
Không phải tất cả lớp phủ anodised đều giống nhau. MIL-A-8625 (tiêu chuẩn quân sự của Vietnam mà hầu hết các nhà mua công nghiệp tham khảo, kể cả ngoài lĩnh vực quốc phòng) xác định ba loại anodising chính, mỗi loại phù hợp với các yêu cầu hiệu suất khác nhau. Khi nhà cung cấp báo giá “anodised,” bạn cần biết loại nào.
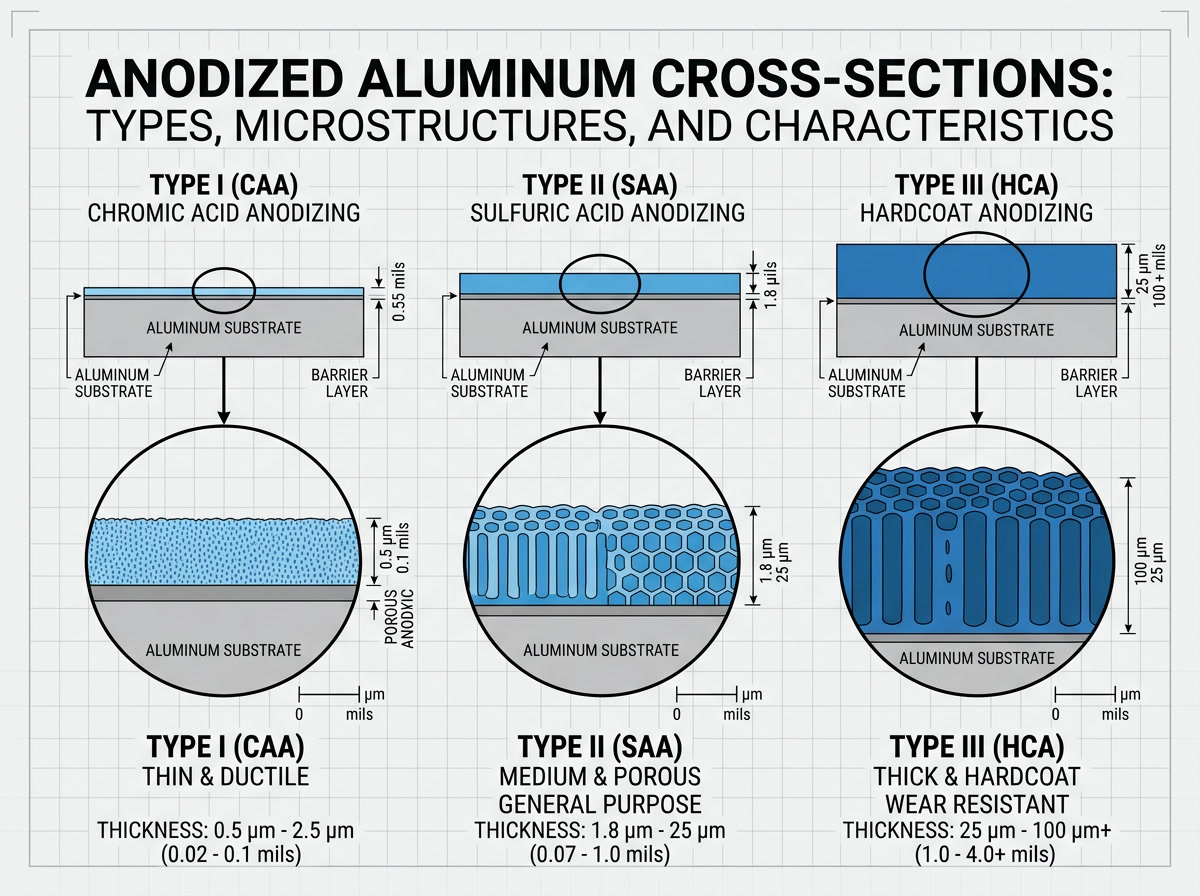
Loại I — Anodising Axit Cromic
Loại I sử dụng axit crom (CrO₃) thay vì axit sunfuric. Lớp oxit tạo thành mỏng hơn — thường từ 0,5–7,5 µm — nhưng quy trình nhẹ nhàng hơn và gây ít thay đổi kích thước. Điều này khiến Loại I trở thành lựa chọn ưu tiên cho ốc vít hàng không có độ chính xác chặt chẽ nơi phù hợp ren và hình dạng bộ phận phải được duy trì trong phạm vi dung sai đơn vị micromet.
Hoàn thiện anodised loại I có màu xám mờ và không thấm nhuộm tốt, nên ít được sử dụng cho mục đích thẩm mỹ. Giá trị chính của chúng là làm nền cho lớp sơn lót trong lắp ráp máy bay. Tuy nhiên, các quy định về môi trường của châu Âu đang dần hạn chế quy trình sử dụng crom hexavalent, thúc đẩy ngành công nghiệp chuyển sang Loại IC (thay thế axit crom bằng axit boric/sunfuric) cho các tiêu chuẩn mới.
Khi nào cần chỉ định Loại I: ốc vít chính xác hàng không vũ trụ, bộ phận yêu cầu dán keo sau xử lý anodise, các thành phần mà sự thay đổi kích thước dù chỉ 2–3 µm cũng quan trọng.
Loại II — Anodising Axit Sunfuric (Tiêu chuẩn)
Loại II là loại phổ biến trong ngành anodising — quá trình đứng sau phần lớn các vít nhôm anodised, các chi tiết kiến trúc extrusions, và vỏ hộp điện tử tiêu dùng trên thị trường. Một quá trình loại II tiêu chuẩn tạo ra lớp oxit dày 8–25 µm, chia đều giữa sự phát triển hướng vào trong (vào nhôm) và hướng ra ngoài.
Các bộ phận anodised loại II có thể được nhuộm màu gần như bất kỳ màu nào trước khi đóng kín. Cấu trúc cột xốp hấp thụ thuốc nhuộm hữu cơ, pigment vô cơ hoặc kim loại điện phân phủ (đồng thau, đen) với độ đồng đều tuyệt vời. Sau khi đóng kín, độ bền màu dưới tác động của UV thay đổi đáng kể tùy theo loại thuốc nhuộm: pigment vô cơ (màu sắc tích hợp qua nhuộm điện phân) vượt trội hơn thuốc nhuộm hữu cơ trong các thử nghiệm thời tiết tăng tốc từ 4–10 lần.
Khi nào cần chỉ định Loại II: ốc vít kiến trúc, phần cứng điện tử tiêu dùng, ốc vít anodised trang trí, chung ứng dụng công nghiệp, phụ kiện trên mặt nước của tàu biển.
Loại III — Anodising cứng (Hardcoat)
Anodising cứng hoạt động ở nhiệt độ thấp hơn (0–5 °C) và cường độ dòng điện cao hơn so với Loại II, tạo ra lớp oxit dày 25–100 µm với độ cứng Vickers từ 400–600 HV — tương đương thép dụng cụ. Để tham khảo, nhôm 6061-T6 có độ cứng khoảng 95 HV. Lớp anodised cực kỳ cứng hơn nhiều so với kim loại bên dưới.
Sự đánh đổi: anodising cứng có độ xốp cao hơn so với Loại II trước khi đóng kín, và độ dày cực lớn đòi hỏi các sai số ren chặt chẽ hơn phải được thiết kế trước khi anodising. Trong thực tế, đối với vít anodised chỉ định loại III, ren thường được gia công quá kích thước trước khi anodising để các kích thước sau xử lý nằm trong giới hạn cho phép.
Các bề mặt anodised cứng có màu xám đậm đến đen tự nhiên (lớp oxit dày hơn hấp thụ nhiều ánh sáng hơn). Chúng có thể nhuộm đen nhưng hiếm khi chấp nhận màu sáng. PTFE có thể được đồng phủ trong các lỗ chân lông trong quá trình xử lý để tạo lớp tự bôi trơn — phổ biến cho các vít anodised trong các bộ lắp ghép nhôm với nhôm dễ bị galled.
Khi nào cần chỉ định Loại III: bề mặt chịu mài mòn, thành phần trượt, lòng xy lanh thủy lực — và bất kỳ vít anodised nào sẽ được lắp đặt và tháo ra nhiều lần trong các lỗ tapped bằng nhôm.
| Thuộc tính | Loại I (Chromic) | Loại II (Sunfuric) | Loại III (Hardcoat) |
|---|---|---|---|
| Độ dày oxit | 0.5–7.5 µm | 8–25 µm | 25–100 µm |
| Độ cứng (HV) | ~200 | 200–300 | 400–600 |
| Phun muối (đóng kín) | 336 giờ | 500–1.000 giờ | Hơn 1.000 giờ |
| Tùy chọn màu sắc | Chỉ màu xám | Dải màu đầy đủ | Xám đậm/đen |
| Thay đổi kích thước | Không đáng kể | Thấp (<12 µm hướng ra ngoài) | Đáng kể (đến 50 µm hướng ra ngoài) |
| Tiêu chuẩn chính | MIL-A-8625 Loại I | MIL-A-8625 Loại II | MIL-A-8625 Loại III |
| Chỉ số chi phí điển hình | 1.3× | 1.0× (mốc chuẩn) | 2.5–3.5× |
| Hạn chế về môi trường | Cr(VI) (hạn chế theo EU) | Không có | Không có |
Ứng dụng của ngành công nghiệp về ốc vít Anodised
Hàng không vũ trụ và Quốc phòng
Ngành hàng không vũ trụ là nơi yêu cầu anodising khắt khe nhất, và nơi phân biệt giữa Loại I và Loại III quan trọng nhất. Các cấu trúc máy bay sử dụng ốc vít nhôm anodised — bu lông, vít, chèn rivnut — vì nhôm nhẹ hơn thép 65% khi có cùng độ bền kéo, và lớp anodised cung cấp khả năng chống ăn mòn mà không cần thêm kim loại mạ có thể gây ghép galvanic trong các mối ghép composite sợi carbon.
Yêu cầu của nhà cung cấp chính Boeing và Airbus thường quy định MIL-A-8625 theo loại và hạng, với các biến thể Hạng 1 (không nhuộm màu) và Hạng 2 (được nhuộm màu). Vít anodised cứng (Loại III) được chỉ định ở nơi dự kiến lặp lại các chu kỳ lắp đặt — các tấm truy cập, nắp khoang điện tử — vì lớp cứng chống mài mòn chống lại nhôm mà không cần dùng các hợp chất chống dính có thể làm nhiễm bẩn bề mặt composite.
Yêu cầu phun muối trong ngành hàng không thường vượt quá 1.000 giờ theo ASTM B117. Các vít nhôm anodised Loại II và Loại III được niêm phong đúng cách đáp ứng ngưỡng này; các bộ phận không niêm phong đúng cách sẽ hỏng trong vòng 200–300 giờ.
Phần cứng hàng hải và ngoài trời
Vít anodised được sử dụng rộng rãi trong các ứng dụng hàng hải vì hai lý do: khả năng tương thích galvanic tự nhiên của nhôm với sợi thủy tinh và thân tàu GFRP, và lớp anodised đã niêm phong chống lại khí quyển chứa muối. Trên mặt nước và trong vùng phun nước, nhôm anodised Loại II vượt trội hơn thép mạ kẽm gấp 5 lần trong thử nghiệm ASTM B117, và không làm giảm tính toàn vẹn cấu trúc như các bộ phận mạ kẽm.
Một cảnh báo quan trọng: trong các ứng dụng ngập nước hoặc vùng phun nước nghiêm trọng, thép không gỉ 316 vẫn là lựa chọn tốt hơn. Lớp oxit anodised, ngay cả khi bị hư hại cục bộ, không cung cấp khả năng bảo vệ cathodic hy sinh như lớp mạ kẽm. Một vít anodised bị trầy xước sẽ bị ăn mòn tại vết trầy; một vít mạ kẽm bị trầy vẫn còn một số khả năng bảo vệ từ kẽm xung quanh.
Đối với phần cứng bo mạch hàng hải — chân đế tời, móc buộc, giá đỡ pin mặt trời — vít nhôm anodised loại 6061-T6 với lớp hoàn thiện Loại II và lớp phủ trong suốt Hạng 2 (trong suốt) là một lựa chọn hợp lý: nhẹ, chống ăn mòn, và phù hợp về mặt thẩm mỹ với phần cứng bo mạch nhôm anodised.
Điện tử kiến trúc và tiêu dùng
Ngành kiến trúc tiêu thụ nhiều nhôm anodised hơn bất kỳ ngành nào khác — các thanh nhôm cho tường rèm, khung cửa sổ, tấm ốp — và các vít cùng các bộ bắt tự khoan dùng để lắp ráp các hệ thống này thường được anodised để phù hợp. Sự nhất quán màu sắc giữa tấm và vít là một thách thức thực sự về yêu cầu kỹ thuật: màu anodising phụ thuộc vào thành phần hợp kim, độ dày oxit, lô nhuộm, và phương pháp niêm phong. Việc chỉ định các vít anodised từ cùng nhà anodiser sử dụng cùng các tham số như các thanh nhôm là cách duy nhất để đạt được kết quả phù hợp về mặt thẩm mỹ.
Trong điện tử tiêu dùng — laptop, máy tính bảng, thiết bị âm thanh — vít nhôm anodised xuất hiện ở bất cứ nơi nào nhà thiết kế muốn có phần cứng rõ ràng phù hợp với vỏ anodised. Ví dụ, Apple sử dụng vít nhôm anodised gia công chính xác trong khung MacBook Pro phù hợp với lớp hoàn thiện Space Grey hoặc Silver trong vòng ΔE < 1.5 đơn vị chênh lệch màu sắc.
Cách chọn vít anodised phù hợp
Lựa chọn hợp kim và khả năng anodising
Không phải tất cả các hợp kim nhôm đều anodise tốt như nhau. The dòng 6000 (6061, 6063, 6082) là dòng được anodise phổ biến nhất: khả năng chống ăn mòn tuyệt vời sau xử lý, độ nhất quán màu sắc tốt, và phạm vi quy trình khá rộng rãi. 6061-T6 là loại phổ biến cho các bộ phận nhanh chóng cấu trúc anodised.
Các Dãy 7000 (7075, 7050) có độ bền kéo cao hơn — 7075-T6 đạt 570 MPa so với 310 MPa của 6061-T6 — nhưng anodise ít đồng đều hơn do các hợp kim kẽm và đồng. Anod hóa cứng của 7075 có thể thực hiện được nhưng tạo ra lớp mỏng hơn, không đồng đều và đòi hỏi kiểm soát bồn chứa chặt chẽ hơn. Đối với vít anod hóa chịu lực cao, 7075 là lựa chọn phù hợp nếu độ bền là ưu tiên; chấp nhận vẻ ngoài kém hơn và độ bền chống ăn mòn thấp hơn.
Các Dãy 2000 (2024) chứa hàm lượng đồng cao, điều này hoạt động chống lại quá trình anodise — các kết tủa giàu đồng tạo ra các vùng tấn công ưu tiên trong lớp oxit. Anod hóa axit crom loại I được sử dụng đặc biệt cho 2024 trong ngành hàng không vì nó nhẹ nhàng hơn và phù hợp hơn với những bất thường đó. Tránh chỉ định anod hóa loại II hoặc III cho vít dòng 2000 trong các ứng dụng yêu cầu chống ăn mòn cao.
Tùy chọn màu sắc và nhuộm
Các màu anod hóa tiêu chuẩn có sẵn từ hầu hết các nhà anod hóa sản xuất:
- Trong suốt (tự nhiên) — thể hiện nhôm tự nhiên qua lớp oxit trong suốt; có chút màu xám-xanh trên 6061
- Đen — phổ biến nhất, đạt được qua nhuộm điện phân bằng muối thiếc hoặc nickel, hoặc thuốc nhuộm đen hữu cơ; đen điện phân có độ ổn định UV vượt trội
- Đồng/vàng/champagne — màu điện phân sử dụng muối thiếc/cobalt; rất bền UV cho mục đích kiến trúc
- Đỏ, xanh dương, xanh lá, tím — thuốc nhuộm hữu cơ; vẻ ngoài ban đầu tuyệt vời nhưng phai nhanh dưới tác động của UV; phù hợp cho ứng dụng trong nhà hoặc điện tử
- Anod hóa cứng tự nhiên — xám đậm đến than chì; thường không cần nhuộm màu
Đối với các ứng dụng ngoài trời hoặc tiếp xúc với UV, chọn nhuộm điện phân (còn gọi là màu tích hợp hoặc anod hóa hai bước) thay vì thuốc nhuộm hữu cơ. Độ sâu màu nằm trong lớp oxit thay vì bám trên thành ống pore, và nó đơn giản là không phai màu cùng tốc độ.
Các lưu ý về ren sau khi anod hóa
Đây là vấn đề mà hầu hết các kỹ sư bỏ lỡ cho đến khi họ gặp phải vấn đề phù hợp lần đầu tiên. Anốt hóa thêm vật liệu vào bộ phận — cả sự phát triển ra ngoài (xa khỏi nền) và phát triển vào trong (tiêu thụ nền). Đối với xử lý loại II tiêu chuẩn:
- Ren ngoài M5 × 0.8: dự kiến thay đổi đường kính tổng cộng khoảng 8–12 µm (4–6 µm mỗi bên)
- Điều này tương ứng với giảm khoảng 0,01–0,015 mm trong độ khít của ren
- Trên ren thuộc lớp dung sai 6H/6g, điều này tiêu thụ một phần đáng kể của khoảng dung sai có sẵn
Phương pháp thực tế cho ren đã anốt hóa:
1. Đối với các bộ khóa có khe hở dung sai (hầu hết ứng dụng qua bu lông), dung sai tiêu chuẩn là phù hợp sau khi anốt hóa.
2. Đối với ren chính xác hoặc ren cản trở, gia công ren một lớp dung sai ISO rộng hơn trước khi anốt hóa, hoặc chỉ định một lớp anốt hóa mỏng hơn (mục tiêu 8–10 µm so với tiêu chuẩn 15–20 µm).
3. Đối với Lớp phủ cứng loại III trên các ốc vít có ren, luôn kỹ sư tính toán đường kính ren trước khi anodise dựa trên tốc độ tăng trưởng đo được của nhà anodiser cho hợp kim/lô của bạn.
| Ứng dụng | Hợp kim đề xuất | Loại Anốt hóa | Màu sắc | Dung sai ren trước khi anốt hóa |
|---|---|---|---|---|
| Cấu trúc hàng không vũ trụ | 7075-T6 | Loại I hoặc III | Trong suốt/tự nhiên | Gia công theo bản vẽ + 0.010 mm |
| Hàng hải trên mặt nước | 6061-T6 | Loại II lớp 1 | Trong suốt hoặc đen | Tiêu chuẩn 6g |
| Vật liệu ốp tường kiến trúc | 6063-T6 | Loại II Hạng 2 | Phù hợp đặc điểm đùn | Tiêu chuẩn 6g |
| Điện tử / mỹ phẩm | 6061-T6 | Loại II Hạng 2 | Màu thương hiệu (dye hữu cơ) | Tiêu chuẩn 6g |
| Dễ mài mòn / trầy xước | 6061-T6 | Loại III + PTFE | Đen | Máy +0.025 mm mỗi bên |

Những nhược điểm của nhôm anodized là gì?
Câu hỏi Người dùng cũng hỏi chiếm ưu thế trên SERP cho từ khóa “anodised” chính xác là điều này — và nó xứng đáng có câu trả lời thẳng thắn thay vì né tránh sang các mặt tích cực.
Hạn chế về độ bền so với thép. Các ốc vít nhôm anodised có độ bền cao nhất (7075-T6) đạt độ bền kéo 570 MPa. Bu lông thép Grade 8.8 đạt 800 MPa; Grade 12.9 đạt 1.200 MPa. Trong các ứng dụng cấu trúc nơi sức chịu lực cắt hoặc giữ tải trước dưới rung động quan trọng, thép thắng thế. Ốc vít nhôm anodised không phải là thay thế cho các fastener thép cấu trúc.
Nhạy cảm với trầy xước và ăn mòn cục bộ. Lớp anodized cứng như gốm nhưng dễ vỡ — va chạm sắc hoặc vết dao có thể làm nứt hoặc chipping nó tại chỗ. Khác với mạ kẽm, cung cấp bảo vệ hy sinh cho nền substrate lân cận, lớp phủ anodized bị hỏng để lộ nhôm nguyên chất. Trong môi trường phun muối, một vết trầy xước qua lớp phủ để lộ kim loại sẽ bắt đầu quá trình ăn mòn cục bộ. Chỉ định Loại III (lớp phủ cứng) hoặc thêm lớp chuyển đổi chromate (Alodine/Iridite) dưới lớp anodizing cho các môi trường khắt khe nhất. Theo một cuộc thảo luận cộng đồng trên Reddit’s r/explainlikeimfive, nhiều người dùng chỉ phát hiện ra hạn chế này sau khi triển khai trong điều kiện ngoài trời khắc nghiệt.
Khả năng sửa chữa hạn chế. Sau khi anodised, nhôm không thể đơn giản tái anodised mà không loại bỏ oxit hiện có trước (tẩy rửa bằng hydroxide natri). Nếu một vít được gia công lại, mài bỏ bavia hoặc xử lý bề mặt sau anodise, khu vực đã xử lý mất đi lớp bảo vệ và sẽ nổi bật rõ ràng như một vùng sáng, chưa anodised.
Không phù hợp cho tất cả các hợp kim. Như đã đề cập ở trên, hợp kim dòng 2000 và một số hợp kim dòng 7000 anodise kém. Các hợp kim nhôm đúc (A380, A356) — thường dùng cho các bộ phận vít đúc chèn hơn là vít riêng — anodise với độ đồng đều kém do cấu trúc vi silicon phong phú.
Nguy cơ ghép galvanic với các kim loại không giống nhau. Nhôm anodised có cùng tiềm năng galvanic với nhôm trần trong bối cảnh ghép với thép carbon, đồng hoặc thép không gỉ. Lớp oxit cách điện về điện, giúp ích — nhưng ở các bề mặt ren cắt hoặc các khu vực mài mòn nơi oxit không còn, quá trình ăn mòn galvanic vẫn diễn ra bình thường. Trong các bộ hợp kim hỗn hợp, cách ly vít nhôm anodised khỏi đồng hoặc thép bằng đệm PTFE hoặc vòng nhựa nylon.
Xu hướng tương lai trong công nghệ Anodising (2026+)
Anodising Axit Tartaric-Sulfuric (TSA)
Quy định REACH của Liên minh Châu Âu đã dần hạn chế các hợp chất crom sáu, đưa quá trình anodising axit crom loại I vào lộ trình hạn chế pháp lý tại châu Âu. Thay thế trong ngành hàng không — Anodising Axit Tartaric-Sulfuric (TSA), được mã hóa trong AIRBUS AIPS 03-01-002 — tạo ra lớp oxit mỏng hơn (3–6 µm) với độ xốp thấp hơn so với Loại II, phù hợp cho các cấu trúc hàng không dán keo. Các bộ phận anodised TSA cho hiệu suất bám dính tương đương với các bộ phận anodised axit crom trong thử nghiệm bóc tách, mà không tạo ra dòng thải crom sáu. Dự kiến TSA sẽ trở thành tiêu chuẩn cho xử lý ốc vít hàng không trong chuỗi cung ứng châu Âu vào năm 2027–2028.
Oxi hóa điện ly plasma (PEO)
Oxi hóa điện ly plasma — còn gọi là oxy hóa vi hồ quang (MAO) — hoạt động ở điện áp từ 200–600 V, cao hơn nhiều so với ngưỡng phá vỡ điện môi của anodising tiêu chuẩn. Các vi phóng điện tại bề mặt oxit tạo thành lớp ceramic đa pha (nhôm oxit, mullite, spinel) có độ cứng vượt quá 1.500 HV và khả năng bám dính xuất sắc. Các lớp PEO dày từ 20–100 µm, ổn định về kích thước, phù hợp với các hợp kim mà anodising truyền thống xử lý kém (dòng 2000 và 7000, một số hợp kim đúc). Hiện tại, việc áp dụng còn hạn chế do chi phí xử lý cao hơn và tiêu thụ năng lượng lớn hơn, nhưng khi các ứng dụng quốc phòng và xe điện thúc đẩy nhu cầu về các bộ fastener nhẹ hơn, cứng hơn, PEO có khả năng phát triển đáng kể. Các bộ fastener anodised titanium và magiê đã bắt đầu thử nghiệm đạt tiêu chuẩn hàng không. Thị trường xử lý bề mặt toàn cầu — hiện trị giá hơn 10 tỷ USD theo nghiên cứu ngành — dự kiến sẽ tích hợp PEO như một lựa chọn cao cấp cho các fastener hiệu suất cao vào cuối thập kỷ.
Câu hỏi thường gặp
Q: Những nhược điểm của nhôm anodised là gì?
Độ bền thấp hơn thép, dễ trầy xước, không có khả năng chống ăn mòn hy sinh, khả năng tương thích hạn chế với các hợp kim, và khả năng gia công lại hạn chế. Khó gia công lại mà không phải loại bỏ lớp phủ. Phù hợp nhất cho các ứng dụng mà trọng lượng, thẩm mỹ và khả năng chống ăn mòn vừa phải quan trọng hơn khả năng chịu lực tối đa.
Q: Sự khác biệt giữa anodised và anodized là gì?
Không có — chỉ khác chính tả. “Anodised” là tiếng Anh Anh (sử dụng ở Vương quốc Anh, Úc và hầu hết các quốc gia thuộc Khối thịnh vượng chung); “anodized” là tiếng Anh Mỹ. Quá trình, thông số kỹ thuật (MIL-A-8625, ISO 7599), và đặc tính vật liệu là giống nhau.
Q: Anodising kéo dài bao lâu?
Anodising loại II được niêm phong đúng cách trên nhôm 6061 thường kéo dài từ 20–30 năm trong điều kiện khí quyển nhẹ. Anodising tường kiến trúc nhôm thường được bảo hành 20 năm bởi các nhà anodiser lớn. Trong các khu vực phun nước biển hoặc khí hậu có tia UV cao, tuổi thọ giảm xuống còn 8–15 năm tùy thuộc vào độ dày oxit và chất lượng niêm phong.
Q: Vít anodised có thể sử dụng trong nước muối không?
Có, trên mặt nước và trong vùng phun nước — lớp phủ anodised loại II 6061 hoạt động tốt và được sử dụng rộng rãi trong phần cứng tàu biển. Các ứng dụng ngập nước hoặc vùng triều thì kém hơn: dự đoán ăn mòn nhanh hơn khi có hư hỏng lớp phủ, và xem xét sử dụng 316 thép không gỉ là lựa chọn an toàn lâu dài hơn cho các fastener luôn ẩm ướt.
Q: Các hợp kim nhôm nào có thể anodise?
Dòng 6000 (6061, 6063) anodise tốt nhất — đồng đều, nhất quán, màu sắc đẹp. Dòng 7000 (7075) cần kiểm soát quy trình nhiều hơn. Dòng 2000 (2024) yêu cầu quy trình axit crom loại I để đạt kết quả chấp nhận được. Các hợp kim đúc chứa silicon cao (A380) anodise kém và nên tránh trong các ứng dụng anodising.
H: Bạn có thể tái mạ nhôm một vít không?
Có, nhưng lớp oxit hiện tại phải được loại bỏ bằng phương pháp hoá học trước (tẩy rửa bằng hydroxide natri), điều này cũng loại bỏ một lớp mỏng nhôm nền. Đối với các vít có độ chính xác cao, mỗi chu kỳ tẩy rửa và tái mạ sẽ tiêu thụ vật liệu. Hầu hết các vít chính xác có thể chịu đựng một, đôi khi hai, chu kỳ tẩy rửa và tái mạ trước khi các giới hạn kích thước bị ảnh hưởng.
H: Nhôm anodised có an toàn cho thực phẩm không?
Có. Lớp oxit nhôm là hoá học trơ và không độc hại. Nhôm anodised loại II được sử dụng cho dụng cụ nấu ăn, thiết bị chế biến thực phẩm và hệ thống xử lý đồ uống. Nó không phản ứng với hầu hết các loại thực phẩm ở nhiệt độ xử lý bình thường. Tránh tiếp xúc lâu dài với thực phẩm có tính axit (giấm, trái cây có múi) trên các bề mặt anodised không được niêm phong hoặc bị mòn — lớp oxit xốp không niêm phong có thể hấp thụ hương vị.
H: Lớp anodised trên vít dày bao nhiêu?
Phụ thuộc vào loại quy trình. Loại I: 0,5–7,5 µm. Loại II tiêu chuẩn: 8–25 µm (phổ biến nhất cho vít sản xuất). Loại III lớp cứng: 25–100 µm. Quy tắc phát triển hướng vào trong / ra ngoài của 50% / 50% áp dụng cho Loại II; vì vậy tổng lớp 20 µm sẽ tăng khoảng 10 µm kích thước ngoài (thay đổi đường kính 5 µm mỗi bên trên các đặc điểm tròn).

Kết luận
Các vít anodised không phải là một tiêu chuẩn hàng hóa — từ “anodised” trên bảng dữ liệu có thể nghĩa là lớp mạ axit chromic 2 µm trên một bu lông hàng không chính xác hoặc lớp cứng 75 µm trên một chốt lắp ráp quan trọng chống mài mòn. Việc chọn đúng loại, hợp kim, phương pháp màu sắc và niêm phong quyết định xem vít anodised của bạn có thể tồn tại hàng thập kỷ hay sẽ hỏng trong chu kỳ dịch vụ đầu tiên.
Điều cần rút ra thực tế: chỉ rõ loại anodising (Loại I, II hoặc III theo MIL-A-8625 hoặc ISO 7599), xác định độ dày oxit mục tiêu, yêu cầu lớp phủ kín, và tham khảo ý kiến nhà anodiser về dung sai ren trước khi anodise cho các ứng dụng vừa vặn chính xác. Đối với sử dụng ngoài trời hoặc trong môi trường biển, màu sắc điện phân vượt trội hơn thuốc nhuộm hữu cơ mọi lúc, và tối thiểu 25 µm oxit là đáng giá với mức phí chênh lệch nhỏ.
Đối với bất kỳ yêu cầu kỹ thuật nào về vít sản xuất — hoàn thiện anodised tiêu chuẩn hoặc tùy chỉnh — liên hệ với đội ngũ của chúng tôi để thảo luận về vật liệu, quy trình và các tùy chọn số lượng.
Sản phẩm liên quan
Giải pháp & Cụm sản phẩm
Bài viết liên quan
- Ốc vít thép không gỉ: Hướng dẫn đầy đủ về các loại, cấp độ và ứng dụng công nghiệp
- Bu lông cắt: Các loại bảo mật, vật liệu và hướng dẫn mua sắm cho việc cố định vĩnh viễn
- Vít và Bu lông: Hướng Dẫn Toàn Diện Về Các Loại, Sự Khác Biệt, Các Loại Chất Lượng và Cách Chọn Phần Cứng Phù Hợp
- Ốc Nyloc: Các loại, kích thước, tiêu chuẩn & hướng dẫn mua hàng (2026)
- Ốc vít tạo ren: Hướng dẫn đầy đủ về các loại, công dụng và lựa chọn
- Hướng dẫn đầy đủ về đai ốc khóa: Các loại, cách hoạt động và lựa chọn đúng loại
- Ốc vít nhựa: Hướng dẫn đầy đủ về các loại, vật liệu & ứng dụng
- Ốc vít biển số chống trộm: Hướng dẫn mua hàng đầy đủ (2026)




